Document 10565687
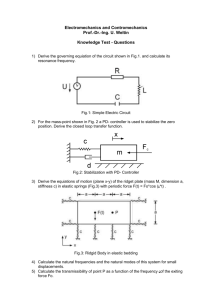
advertisement

A SYSTEM APPROACH TO PLASTIC HOUSE DESIGN Case Study: Green Bay, Taiwan by Ze-Yi Hsu Bachelor of Science in Architecture Cheng-Kung University, Tainan, Taiwan June 1982 SUBMITTED TO THE DEPARTMENT OF ARCHITECTURE IN PARTIAL FULFILMENT OF THE REQUIREMENTS OF THE DEGREE MASTER OF SCIENCE IN ARCHITECTURE STUDIES AT THE MASSACHUSETTS INSTITUTE OF TECHNOLOGY June 1985 ©Ze-Yi Hsu 1985 The author hereby grants to M.I.T. permission to reproduce and to distribute publicly copies of this thesis document in whole or in part. Signature of the author Ze-Yi Hsu Department of Architecture May 8, 1985 Certified by Eric Dluhosch Associate Professor of Building Technology Thesis Supervisior I /A Accepted by Juilan Beinart Departmental Committee for Graduate Students MASSACHUSETTS OF TECHNOLOGY INSTITUE tg t JUN 0 3 1985 L1DPARE> A SYSTEM APPROACH TO PLASTIC HOUSE DESIGN Case Study: Green Bay, Taiwan BY Ze-Yi Hsu Submitted to the Department of Architecture on May 8, 1985 in Partial fulfillment of the requirements for the Degree of Master of Science in Architecture Studies. Abstract Since the building industry is getting more and more sophisticated in today's world, many new technologies lead us to many new possibilities for producing houses which we never would have thought of producing in the past. New technology for a designer implies the use of new rules. As a designer wants to use a new technology in a meaningful way, information which is useful to an engineer might not be directly useful to an architect. To say it clearly, two things are important for a designer to do before he starts a design: 1. He must understand not only the technology itself, but also the implications of it for design form. 2. He must organize the technical information which he can use to evaluate the design. in a way Thus, following this format, my reason for choosing plastic houses the object of this study is because there are many new implications and much new design information of the plastic technology for us to understand; For example, plastic houses may be transported to areas that are difficult to reach by any other means of transportation than helicopters. This may lead to a very interesting approach toward the relationship between technology and architectural design. Thesis Supervisor: Eric Dluhosch Title: Associate Professor of Building Technology 2 ACNOWLEDGEMENTS I wish to express my deepest appreciation to my thesis supervisor, Prof. Eric Dluhosch, for his advice and guidance throughout the course of the thesis. Thanks are also due to Prof. Albert Dietz and Prof. Waclaw Zalewski for their professional advice and guidance. greatly are many people in Taiwan to whom I am There indebted for the help they provided in the completion of this thesis. I am especially grateful to Mr. James Chao of the China General Plastic Co., Mr. Sui of the Tico Development Co., who provided much valuable information regarding recent applications of plastic houses in Taiwan. And last, to my father and mother, for their love and solid support during my studies abroad. 3 ----------------------- ABSTRACT CONTENTS---------------------------- .............................................. ACKNOWLEDGEMENTS CHAPTER 1. 1.1 CHAPTER 2 ...................................... INTRODUCTION 3 ............................... Background of the Development of Plastic House .... ............ 6..... Recent Trends .... ....... 1.3 Study Objective ......... 0 1.4 Approach Method ............ INVESTIGATION OF BU I LD ING THE PLASTIC HOUSE 2.1 2.2 CHAPTER 3. the 7 1.2 2. 7 9 0.. 12 13 MATER IALS . FOR .... 0 16 Identify the Ingre dients of Building Materials for the Plastic House........... 16 2.1.1 2.1.2 16 20 GRP (Glass Fiber Reinforced Plastic) Foam Plastic ...................... Identify the Physical Properties of the Building Materials ....................... 21 2.2.1 2.2.2 2.2.3 2.2.4 2.2.5 21 23 24 25 25 Mechanical Properties .............. Thermal Conductivity ............... Thermal Expansion and Contraction .. Fire Resistance..................... Durability.......................... CLASSIFICATION OF EXISTING SYSTEMS 3.1 Saddle Surfaces 3.2 Domes ......... 27 .......................... 30 .................................... 4 35 3.3 Synclastic Curves ........................ 41 3.4 Pneumatic Structures ..................... 46 3.5 Tubes .................................... 48 3.6 Rigid Frames 54 CHAPTER 4. ............................. CLASSIFICATION OF EXISTING TECHNOLOGIES .... 58 Production Methods ....................... 59 Hand Lay-Up ....................... Spray-Up .......................... Filament Winding .................. Inflatable Dome ................... 59 63 65 70 4.2 Erection and Transportation Methods ....... 75 4.3 Subsystems .............. 77 4.4 Joints and Connections ................... 82 4.5 Reinforcement ............................ 86 ................ 88 ...................... 90 .......................... 91 ...................... 92 ................. 93 Shapes ........................ 94 4.1 4.1.1 4.1.2 4.1.3 4.1.4 CHAPTER 5. (Bathroom Units) DESIGN CONTEXT INTRODUCTION 5.1 Natural Environment 5.2 Technical 5.3 Planning Objectives CHAPTER 6. Level EVALUATION OF ALTERNATIVES 6.1 Structural 6.2 Production Methods 6.3 Erection and Transportation Methods ....................... 95 96 CHAPTER 7. BUILDING SYSTEM DESIGN 7.1 ..................... 97 System Description ................... 98 7.1.1 Basic Unit ................... 98 7.1.2 Basic Components ............. 98 7.1.3 Joints ....................... 99 7.1.4 Partitions ................... 99 7.1.5 Envelope Systems ............. 98 7.1.6 Electrical 7.1.7 Bathrooms 7.1.8 Production and Transportation 7.1.9 Erection Process 7.1.10 Design Morphologies Distribution ...... .................... 100 100 ............. 101 .......... 101 CONCLUSION ............................................ BIBLIOGRAPHY ..................................... 6 100 .......... 121 125 CHAPTER 1. 1.1 INTRODUCTION Background The house of first the Development of real in Germany plastics structure was (Fig. 1), in 1955. house was based upon the growth of a that the house consists of with cooking area, lonel Schein's shown at the Paris Exhibition of 1956 but designed and constructed the the Plastic House The concept of snail's shell, so a basic circular living sanitary block and warm-air space heater, to which a number of bedroom units may be attached at will. As the shell grows to accommodate the snail, grows to accommodate the family. for its time, e.g., the successful elements of clip-on heating, above all features the a The reconsideration bathroom F ig1. after the lonel core of the doors, and were the house a truly worthy foundation the Future was designed by Hamilton and Goody, years house planning was advanced evolution of plastics in architecture. The Monsanto House of this moulded sculptural most revolutionary which made the so Schein's Fig. 2 7 (Fig. (Ref. 2) 14, pp. 44) in the and built in 1957, house. This is Fig. 3 for U.S.A two still the best known plastic structure in the world. probably (glass fiber brilliantly engineered. GRP was without doubt, It honeycomb cores cantilevered from a concrete core with windows in the flank plastic) reinforced of each arm -- shells with multiple a demonstration of of after the Monsanto house, 3) the first British shell British development section of the (Eastern Region). in together GRP a of variety mould. ways to meet The first structure was Thameshaven Junction in Essex in subsequently design. This 1961 and over including produced different pp. 50) 8 Ionel all on assembled a at three hundred variations is probably the most successful yet to go into production since 14, Railways Three shells were designed which could be of 0.3cm GRP and a 2cm core of expanded phenolic, were structure these were constructed of an inner and outer skin functions, female years Two was designed by a group working in the architects' and research put conditions. the most difficult stress some (Fig. how plastics can overcome on the GRP structure Schein's house. (Ref. 1.2 Recent Trends Basically, two areas are suggested for the potential of plastics 1. in housing module design: Portable Housing Modules exploration industry: The expanding particularly as oil and mineral (Fig. 4) in the areas of personnel for the industrial development of Southeast Asia, created a substantial use use oil and mineral exploration, has need for portable housing modules living quarters in remote for exploration areas, construction site offices and accommodations on offshore production, etc. Until recently conventional mounted on wood Singapore, was with felt, due skids. and In 1974, panel Sail of construction, Craft managed fiberglass fabrication Ltd., an firm in it would resolve many of the shortcomings associated construction. panels 4 The use of fiber glass/foam would eliminate the maintenance to the rotting of Fig. plywood units designed a fiberglass portable module which, wooden sandwich frame and steel American-owned these needs have been met by the structural members and Fig. 5 problems attack by fiberglass The material. t hereby light, helicopter considerable industrial design and would 2. f lexib i lity in be extremely to well fiberglass and structural an attractive and modern provide (Ref. 22, pp. finished a ppearance. the the use of Final l y, core as particularly i tse 1f lift operations. per mit would lending would also unit was strength foam polyurethane of use the by achieved and of rigidity degree high A termites. 3-7) Second home: Between houses houses. the One example of Inc. Structures, 5) marketed an d These were or can be considered. facilities, After trends of recreational and medical this brief offered as follows: 1. Formability: formed into review of uses of buildings, (Ref. the severa l 3, pp. food configurations. 10 service 1-3) history important the material has no inherent shape, its final O'Domes include primary homes for and recend of reasons for plastic as a major building ma terial be Because clinics. plastic houses, consideration at While promot ion has been directed in 1971. buildings, pilot the company began full-scale the second home market, many other practical exhibit Tensile by After Michigan. Plymouth, production and test marketing, operations (Fig. is the O'Dome. manufactured are O'Domes for plastic a market there ex for second homes, complete and campers for market segment it can must be This makes possible the use of efficient structural shapes that use a minimum of material efficiency. 2. for maximum structural Strength, Because lightness, of their plastics can be used with a consequent 3. toughness: toughness and strength, in thin sections, leading reinforced to lightness reduction in dead load. Corrosion resistance: Environments that corrode metal or rot wood, have no effect upon reinforced plastics. 12) 11 (Ref. frequently 19, pp. 10- 1.3 Study Objective The objective implications technology system optimal type of for of a this new plastic thesis is technology houses) (matrix house shell (the for for to a explore the manufacturing specific building living) and to find an design process for designing this kind of house by incorporating the new technology productively and correctly. To achieve the objectives listed above, the emphasis of thesis 1. this is on the following three aspects: The implications on the form of the house design by using plastic as a building material. 2. The framework technical which can be used to information on plastics and organize to the evaluate building system design. 3. A building system design of a plastic house for Green Bay, Taiwan, is used to test the framework. By using this approach, a prototype design can be generated in a rational 12 industrialized house and systematic way. 1.4 Approach Method The System Approach has been used as the study seven Basically, different stages of questions addressed be the in the study and the research steps will built around these questions. the six will method. be These seven questions respond chapters of my thesis, and the research steps follow the subdivision for each chapter. Question 1: This question has What is the study objective? already been answered on the previous pages. Question 2: system What are the implications in building design, based on the physical properties of this material? Step 2.1: Identify the ingredients of (i.e., plastic). Step 2.2: Identify the physical Question 3: the material properties of plastics. How to classify the system architectural point of view? from the Step 3.1: Identify the classification hyperbolic paraboloid curves. Step 3.2: Identify the classification criteria for domes. For the purpose of this thesis, defined as "a process which is used a set overall of the criteria System Approach is in viewing a problem as interrelated parts which work together objectives of the whole". 13 for (Ref. 5, pp. 57) for the for criteria Step 3.3: t-he classification Identify synclastic shapes. Step 3.4: Identify the classification criteria for pneumatic structure. Step 3.5: Identify the classification criteria for shapes. Step 3.6: the classification criteria for Identify frame structures. Question 4: tube rigid How to classify the existing technologies to produce existing systems? criteria used for Step 4.1: the classification Identify production methods. Step 4.2: Identify the classification cri teria for erection and transportation methods. Step 4.3: Identify the classification criteria for units. bathroom Step 4.4: Identify the classification criteria for methods. jointing Step 4.5: classification the Identify reinforcement methods. Question 5: criteria Bay the context of Green What is building system design? 5.1: Identify the natural Step 5.2: Identify context. Step 5.3: Identify the planning objectives of Question 6: for environment of Green Bay. Step the for technical level of the design the developer. How to find the most approprate system for GREEN BAY? 14 Step 6-1: Evaluate the structural shape alternatives. Step 6-2: Evaluate the production method alternatives. Step 6-3: Evaluate the alternati ves. Question 7: erection What is the physical evaluation? 15 and transportation design based on the FOR THE MATERIALS OF BUILDING INVESTIGATION 2. CHAPTER PLASTIC HOUSE Identify the 2.1 for Ingredients of Building Material the Plastic House be can GRP materials of idea (Glass Fiber Reinforced Plastic) GRP 2.1.1 classified as one of strength, combination high to the fiber; modulus composite. this results in a of the in which the The aim is to produce a two-phase material primary phase, which determines stiffness and of particles of high aspect ratio (fiber), and bonded by a weak secondary phase is in the form dispersed is well (matrix). requirements of the fibers in a The desirable functional fiber (plastic the composite is to use the plastic flow load basic The in the fiber/matrix composite groups. resin) to transfer the high important most the reinforced composite are: 1. The fiber should have a high modulus of elasticity in order to give efficient reinforcement. 2. The fiber should have a high ultimate strength. The matrix is required to fulfil the following functions: 1. To bind surfaces together from the fibers damage fabrication. 16 during and protect handling and their 2. To transfer stress to the fibers efficiently adhesion and/or friction. Thus, the physical (Ref. 7, ingredients of by pp. 27-29) GRP can be classified into the follows: 1. The plastic resin function as the matrix part: Plastic consists essentially of two elements, hydrogen. which has The carbon possesses the combining having materials unsatisfied valency. temperature Plastics and from units under suitable catalytic action. simpler units The is called plastics are known as high polymers. Although many the hundreds, groups: are organic they can be broadly conditions "building of up" polymerization of and (Fig. 7) number of- individual plastics runs classified into into two thermoplastic plastics and thermosetting plastics. Thermoplastics consist of are not chain groups of atoms with very high molecular weights constructed from repeating plastics (Fig. 6) to satisfy any of these valencies by with other carbon groups or other an simpler ability four valencies carbon and interconnected. is linear polymer molecules which The chemical extremely strong, but the forces between adjacent chains are weak. carbon valency bond along the Because of of attraction their carbon -CFig. 6 Fig. 17 7 Polymerization be may thermoplastics structure, chain unconnected repeatedly softened and hardened by heating and cooling respectively. in a Thermosetting plastics are once, and then harden irreversibly; liquid or plastic stage reaction this chemical is known as polyaddition, polymerization or curing, and on completion of this reaction the material softened cannot be structure. or made plastic again without change of molecular they are Because of their cross-linked molecular structure, more resistant to heat, chemicals and solvents than thermoplastics are. Among all polyester resins, and epoxy are plastics 7, pp 27-30) manufactured are reinforced the for industry by the rapid drawing of melting glass from furnace continuously. an electrically heated to used glass function as the fiber part: fibers Glass the commonest materials (Ref. as the matrix part of GRP. 2. The fiber the thermosetting plastics of the glass its fabric shape, following three a. Chopped According fiber is classified groups: strands into 50 mm continuous are lengths. these fibers strands Due to the method of not chopped dispersing in the matrix, the distribution is generally very uneven and consequently the are into the usually manufactured with laminates this form of reinforcement. b. Chopped strand mats are manufactured from chopped strands and probably represent the most important form 1S of glass fiber reinforcement strands are bonded The glass dimensional together manner with a resinous has laminate resulting for building components. in a random, two binder the and good exceptionally interlaminar cohesion and impact strength. c. Woven rovings are used in mouldings and produce high directional strength characteristics. cloth roving Bidirectional laminates to have laminates high strength properties in two directions at right angles which can be used each other, to with chopped mats to strand give in conjunction and bulk extra strength to laminates. Of the two major components of composites, glass fiber is stronger than the resin matrix. properties upon the of considerably stiffer The mechanical a composite are therefore highly content and properties of upon the arrangement of (Ref. 7, glass reinforced plastics the fibers pp. 30-34) 19 the and end use dependent reinforcement in the matrix. and and Foam Plastic 2.1.2 Rigid foams are two phase a solid phase plastic; formulations and this causes increase of small their original cells. agent the materials volume many times by the Like solid plastics, and they share the advantages and the foam plastics used polyurethane excellent resistance, in the solid geometry and gas phase can be varied to modify their products. composition foams materials,. limitations of the in addition, the density, cell construction Among industry, foam is the most important one because of low thermal low insitu foaming. conductivity, vapour (Ref. 7, good high permeability and pp. 89-94) to formation rigid plastics be thermoplastics or thermosetting plastics all chemical to to expand and can phase; plastics and utility of the foam. produced by adding a blowing are They in most cases the solid only a minor property represent in a gas dispersed systems of the its temperature property of 2.2 Identify the Physical Properties of the Building Material By using plastics as understanding in of some of a building material, their basic attributes is determining whether or not to employ plastics application. strength, stiffness, resistance, given Among the most thermal and durability. here, but the important for response, an helpful in a given buildings are permeability, fire A detailed description is not properties of most importance in building are briefly treated. 2.2.1 Mechanical Properties There are two major requirements when designing structural components: 1. The deformation under prescribed functional load must be within the and aesthetic considerations. 2. Fracture or rupture should not take place within their scheduled To satisfy these life time. requirements it is necessary information on two particular mechanical properties, stiffness and discussion mechanical characteristics will strength. Therefore, a to have namely of the largely revolve around these two properties. The for strength of plastics varies from a very high reinforced plastics. plastics to low Generally speaking, for some GRP and flexible some unidirectional laminates are among the strongest of most of 21 soft, value the commercial materials, Strength especially is bending. not the Fig. 8 strength of on a same gives plastics. in strength-to-weight tension, approximate Compression basis. compression, ranges and of bending and tensile strength usually run higher. to As Fig. 9 that laminates wood. even lie well stiffest the reinforced in find plastics an d below other building materials except for problem for the use of factor presents a major This plastics we can the stiffness factor of plastic, in construction. There are basic ways two to overcome stiffnes s the problem. 1. Sandwich construction: Sandwiches are composites different materials stiffness with insulation, In sandwiches stiff, 8 are combined give strength minimum weight and thickness combined and with plus the necessary resistance to wear and tear. as employed strong, in buildings, two relatively hard, thin facings are bonded to a thick core of C-, 0 0 to layers of distinctly me."U0- z in which 1 oJ -3~ M t -p 0 0 0c 0 0~ U) Fig. S IS - 0 Z -3 a) 0l: 0 U) 0 0 r=4 -1 Fig. 9 -3 M2 relatively The light, weaker, facings and usually less provide the resistance to taking up the shear and stiff material. bending, the stabilizing the thin facing core against buckling, and the geometry of the combination providing high overall of stiffness. structure (Ref. 7, 2. implies a high production cost of structures such as domes, strength properties of Thus, then derived the the material the required of which rigidity of the they are structure is from its shape rather than from the material. The structural of is primarily a the structure and thus depend on function of the geometry of of. and folded shells, sytems show convincingly that stiffness made the material. structure: Surface the the use of this kind pp. 68-70) Surface plate Generally speaking, shapes of plastic may be placed under one three following geometric forms: a. Folding plates b. Synclastic and anticlastic shells c. Domes Among these three categories, folding plates are generally used for large synclastic, span structures anticlastic shells significantly toward small (Ref. 7, 2.2.2 or and roof systems, domes only contribute house module designs. pp. 75) Thermal Conductivity Compared with metals, plastics are heat insulators. Most solid, unmodified plastics have a wood but lower than that of Conductivity of filled, glass, laminated, depends upon the nature of the Among all up or the density, the lower concrete. (Fig. 10) materials, insulator available. the thermal low, than and reinforced plastics foams depends upon density. the density becomes too the higher of the plastics and other building conductivity of if brick, additive. foam plastics are the best heat lower conductivity Thermal In general, the conductivity, the cell size but increases to point where appreciable convection currents may be in the cells, and conductivity rises. 2.2.3 Thermal The extent of is building materials. than pp. 120) Expansion and Contraction plastics thermal (Ref. 7, set thermal appreciably expansion and larger than that (Fig. 11) contraction of many other Reinforced plastic has expansion coefficient close to wood but still other building materials. Allowances in design therefore be made for these dimensional changes, of a higher must either by z~,*4-D CdJU P-44 Co (D CCd ILI a, 4 r_4 M 0 Fig. 10 Z 4- Nf) 3 Fig. 11 accommodating folded surface curved or (Ref. 4, 2.2.4 them in the shape of or by providing expansion joints. pp. 67-68) Fire Resistance inherently combustible, large volumes of they will decompose or burn when in plastics may give off nitrogen are in the present given off during fire. gases To china also be they will in the plastic, present smoke. the heaviest fluorine, constituents such as chlorine, the and some of carbon monoxide and smoke, flammable produce may plastics Besides, some contact with fire. least are plastic materials are organic in nature and Because If the component by using solve this problem, and asbestos clay, retardancy to fillers such as calcium carbonate, greater this, Aside from plastics. flame of impart varying degrees fire penetration resistance can be achieved by the use of a cheap fire-resistant plasterboard. inner such linings Alternatively a sandwich with a fire resistant core material. 2.2.5 and or laminate can be used pp. 72-74) (Ref. 4, Durability Durability to asbestos as lack of for plastics information, since it the aesthetic important is often difficult to assess due for the property is a relatively new material of performance of quantify. 25 plastics, which durability, is is hard very to In component may change significantly due to weathering, plastic and responsible for changes particularly permeability the exposed of the last controls the the oxygen and the escape of of penetration factors humidity and the surface; sunlight, Other degredation are temperature, influencing is in appearance component. ultraviolet its significant The most product aesthetically unacceptable. the render to in some cases may be sufficient this factor a of the exposed surfaces of appearance general, of products degradation. and Fillers and durability of appearance surfaces of Besides, impact a have plastics. on on effect major The use additives may aggravate yellowing of retardant decline pigments of the the flame exposed the plastic. the mechanical especially weathering, strength which plastics may also properties of tensile to sensitive are strength and surface deteriorations. Two important factors upon which the durability and weathering performance of a plastic composites 1. The choice of matrix of resins for the gel the composite i.e., depend are: coat and for the an appropriate type of reinforcement must be used. 2. The provision of the control required level of quality to ensure a suitable production environment, correct fabrication procedures and for the resin. (Ref. 4, pp. 74-75) adequate curing CHAPTER 3. In CLASSIFICATION OF EXISTING SYSTEMS this chapter, investigated surfaces, tubes, and several classified into synclastic curves, rigid theory. frames.), These alternatives category six systems six categories domes, according to categories will be carefully principles, orthodox be (Saddle structural be used as the defined, to are pneumatic structures, for the system design in Chapter will structural existing Seven. according followed design by a Each to its design evaluation. The classification criteria for the evaluation can be divided into two parts: 1. From the viewpoint of their exterior shapes: a. Whether The systems the system is easy to expand vertically: objective to is to check the vertical section of the see whether the units can be stacked easily to expand vertically. b. Whether The systems the system is easy to objective to is to check expand horizontally: the boundary see whether we can combine shape of the units easily the to expand horizontally. c. Whether Basically, groups; shape a the system is the group structurally sound: six categories can be divided into which takes advantage of (saddle surfaces, synclastic curves, domes, structures) and a group which does not The objective of this the two structural pneumatic (tubes, rigid frames), criterion is to identify these two groups. 2. From the viewpoint of their Having examined the we futher viewpoint, their viewpoint of of will shapes: systems from an exterior shape f rom evaluate the systems interior shapes. The basic three the criteria such an evaluat ion are the following: rectangular The combine claddi ng systems: objective is the with and rectangular standard doors dome infill frame rigid be wi 11 b. as to being to in corpora te with and windows, whereas the boundary shape for a more wi 11 to difficult combine This situation will standard with lead to an increase since non-s tandardized products for have to be used. Whether the system is capab le to accommodate regular easily: partiti on systems The to the bounda ry shape close normally very easy is thus system' s cost, the clad ding For example, is such cladding system of the systems cladding elemen ts. the the system is easy to check whether windows an d so on. doors, of system is easy to combine with a regular Whether the a. of interior object ive incorpor ate is to st andardized system. For vertical secti on, elements have increasing the most of either check two by whether it four system s the a of the this system. into have ceiling to be produced to solve production cost partition which dropped easy is a or to the curved special problem thus c. space is used efficiently: Whether the interior This (1). item can be examined from The or vertical built-in furniture needed, the perimeter of the house may be around interior Otherwise curved avoiding by arrangement, furniture the by may be wasted space cost. production the increase will this if a For example, horizontal mold-in or special section, and curved a has system furniture. regular can system is to check whether the objective accommodate two different viewpoints: interfaces. (2). section of vertical space is vertical low too section of lower always dome is objective The the system where for the exterior than that of system. This For use. interior the example, of can the be shape solved but the requires that extra reinforcement will be the edge of the changed part. 29 the is perimeter changing for a the center part for the problem integrity is there to check whether by this needed 3.1 Saddle Surfaces the saddle surfaces: 1. Formation of formation of the The a identical of family saddle surfaces can be described as parabolas which in two mutually opposed directions. Structural behaviour: When buckling downward parabolas applied. (Ref. 3. of system of force In other. downward 4. Case study: This fire core. load is is transferred a of suspension of the along the reinforce the the tensile force rib system is the the the by Each edge has to resist the of one axis and general, (Ref. system. the of (Fig. 14) the downward parabolas to direction upward the pp. 231-232) the upward parabolas. thrusting be resisted by to keep the shape stable when a loading of a saddle surface system arch the surface, strength compressive the Structural considerations: The a 18, saddle the The tensile strength of resist will (Ref. 18, pp. 230) This deflection will upward parabolas. parabolas upwards. arch increase of the curvature of deflection causes the the downward parabolas. the and (Fig. 13) is applied to load a inverted is saddle-shaped. The saddle is curved The resulting surface 2. are two other parabolas that between suspended (Fig. 12) parabolas applied to 18, pp. 232-233) My-My system (Fig. 17,18) system is basically a sandwich construction with retardant polyester resin skin and a urethane Along the doward direction of 30 foam the parabolas, a folded pattern system is molded in the surface of the rear part of the to reinforce the system against bukling. The system is produced as a completed finished box mold-in furniture along the bathroom the attached to the main system outside. contains (Ref. a of related to the Because of the difficulties partitions, perimeter is living built as unit. 31 system. of installation a Thus, living unit with service 10, pp. 23-25) the with separate the unit, complete units located I Fig. 12 Fig. 15 Fig. 16 Fig. 13 Fig. 17. Fig. Fig. 14 Evaluation 18 (Exterior Shape): Advantages: 1. Structurally sound because of the double curvature. (Fig. Disadvantages: 1. The basic unit plan 2. is hard to exp and horizontally because the is usually a hyperbolic The basic unit is hard irregular vertical shape. (Fig. 15) to exp and vertically because of its section. (Fig. 18) 16) Fig. 19 Fig. 20 Fig. 21 Evaluation (Irrterior Shape): Advantages: 1. There is no vertical (Fig. section too low for human use. 21) Disadvantages: 1. The boundary shape has to be adjusted to accommodate standardized cladding systems. 2. It is hard to install complicated shape. (Fig. 19) interior partitions because of the Service spaces, such as toilets or Xitchens are always connect with the 3. Special around built-in conceived as living spaces. separate units (Fig. 20) or mould-in furniture has to the perimeter of which be used the system to make the use of interior space more efficient. (Fig. 21) the Domes 3.2 1. Formation of formati on The of rotation to the (Fig. of a hemisphere. act like to and amount to deform will similar, adjacent, line of zone to form a solid c ap, the horizontal their on the The same of When continuity is action of the shell inwards, thrust against in which all the forces are an annular band, individual tendencies meridional the sides, pressure. a The elements on the upper zone felt. together horizontally a nd form restrains has arch depending strips. the hemisphere, which ten d to sag tied tend to characteristic of any number arch-li ke to make itself the Imagine a narrow strip cut restored, however, the three -dimensional each other biggest il lustrate to deflection be is pp. 213) sag at the cro wn and bulge at the tendency of section the which has This n arrow semicircular of semi- a In i solation this strip will direction the 23) deviation of the arch from t he begins to horizontal use the hemisphere an arch. tendency as vertical section of a (Ref. 18, action of doubly curved shel ls. out The the parallel Structural behaviour: propose descr ibed shape close axis. is call ed the equator. diameter We (or a the meridian, par allel, the called 2. a semi-circle called is (Fig. 22) the domes can be of around a vertical circle) dome the domes: stresses stresses tensile. 35 are (Ref. to bulge. compressive 18, pp. 214-215) In and which this the 3. resistance can be buckling The seldom used since ribs will is A to increase parallels along the resist the thrusting force. 4. O'Dome Case study: triangular panel (Fig. 25, of fiberglass In erection, core. (Ref. interior space. the to strength the annular 18, pp. part upper in the 215) 26) prefabricated component of the basic The disturb ring is usually used compression ribs adding raised by the meridians and parallels. This method the direction of along (Fig. 24) considerations: Structural skin and a cellular a is O'Dome urethane these panels, plus 6 other major 18 of components, are assembled, interlocked, and cabled together, structure with height of 2.85m. a form to down bolted then and a 0.8 kg into it The through and the panel base of which it dome ellipsoid an interior density urethane foam fire retardent polyester bonded sandwiched by skins of fiberglass. super 7.5m diameter base The basic panel contains core a has a steel is bolted to a molded bar wooden deck or a concrete slab'. The panels come out of production flat and are that way to the building site. into at and their final the top, curved Onsite shape, connected the panels are bent to an aluminum ring interlocked at their tongued and grooved edges, further secured by a tensioned aircraft cable through the panel The shipped threaded cores. assembled O'Dome provides about 53 36 square meter of unobstructed interior addition to the wall space. panels, Six other components, provide for a doorway, sliding glass door, and a skylight with acrylic glazing. (Ref. 12, pp. 45-47) 37 in Evaluation (Exterior Shape): Advantages: 1. The basic unit is structurally sound because of the double curve. Disadvantages: 1. The basic unit is hard to expand horizontally. (Fig. 25, Fig. 27) 2. The basic unit is hard to expand vertically. (Fig. 26, 28) 00C Fig. 0)00) 29 Fig. 30 CC U Fig. 31 Fig. 32 Evaluation (Interior Shape): Disadvantages: 1. It is the with either cladding 2. It is to incorporate standardized hard boundary shape. disturbing the elements. hard to cladding elements The problem can be solved curved form or using by special (Fig. 29) incorporate standardized two by four partition elements 3. It into the system. (Fig. 30) is difficult to accommodate regular furniture the system's perimeter There are two solutions . along to this problem: The a. is shape Built-in or mold-in furniture can be perimeter part of 4. There is part of solutions regular accommodate to (Fig. 31) furnitures. b. adjusted the system. used in the (Fig. 31) inefficient interior space near the perimeter the system too low to to this problem: The shape has to be adjusted to make b. An elliptical in section ceiling height. 40 are two (Fig. 32) a. shape There use. the space usable. is used to increase the Synclastic Curves 3. 3 1. Formation of Synclastic The formation of the curve perpendi cu lar to 2. The of form the (Ref. 18, it. Structural be haviour: the cylindrical curved in both the wi th stiffness result the the pp. 220) is The shape. longtitudinal a shell of shallow and parallel directions. 3. edge of this thrusting force of the Compression curve to (Ref. 4. (Re f. Structural considerations: The strength alon g dome with compressiv e rings pp. Case study: Viewed is natural edge the structural to is close its a meridian pp. 221) (Fig. 35) shape has to be reinf orced to resist the ar can be used increase the annular 18, 18, to T he pa rt of the shell a transverse and loading being transferr ed center the of as surface increased arch from the arch system alo ng both axes. behaviour downard synclastic shape can be regarded of directions, semi- (Fig. 34) transformation twice, or to these) along another close sh apes or circles, synclastic curve (parabolas discr ib ed as a downard curve be the of category the to belong curves translational st ell. can (Fig. 33) synclastic curves: the in the upper p art strength of the of the sha pe. 223) Poly-Pod System from the top, with sides of equal sits on a central (Fig. 38, 39) the pod is length and cylindrical LL1 tri-angular rounded corners. base connected to in shape Each the pod ground and through which the utilities Each assembled into a variety of room length of varying the shapes of triangular the of enter. the shapes may be sizes; by pods and the support column they can be adapted to many surface typographies. As more pods are added together, The smallest unit is composed of three pods with and rigid. the columns stability become they become more stable in a tripod placement providing The total dwelling in any direction. like a good lateral unit can adding elements and subtracting living thing, them as the demand dictates. 42 (Ref. 21, pp. 5-9) Evaluation (Exterior Shape): Advantages: 1. The basic unit is easy to expand horizontally. 2. The basic unit is easy to expand vertically. 3. The basic unit is curvature. (Fig. 37) structurally sound because of (Fig. 39) 43 (Fig. 36) the double Fig. 40 Fig. 41 Fig. 42 Evaluation (Interior Shape): Advantages: 1. The boundary shape is very easy to adjust to accommodate standardised cladding elements. (Fig. 40) 2. Built-in furniture is not necessary. (Fig. 42) 3. There is no inefficient space in the where is too vertical (Fig. 42) low to use, section since the vertical section curvature can be controlled to a moderate of the degree. Disadvantages: 1. The system partition is hard to elements. combine with standard two by Either a dropped ceiling or ceiling elements have to be used. 45 (Fig. 41) four special 3.4 Pneumatic Structures 1. Formation of pneumatic structures: Pneumatic shapes of structure the are membrane one of structure the most important A pneumatic group. is formed when a membrane has been filled with air in order to support exterior pressure. 2. Structural The structures (Fig. 43) behaviour: loading of the (Ref. 13, pp. 5) (Fig. 44) structure is resisted by the interior air pressure and the- membrane stress caused by this pressure has of a positive relationship with the diameter of the structure. 3. Structural A cable is (Ref. 13, considerations: curvature pp. 6) (Fig. 45) generally used to change the structure into a form with smaller curvature to decrease the membrane stress. (Ref. 4. 13, pp. 7) Case study: Xanadu System The basis spraying large of construction of the Xanadu system of polyurethane hemispheric balloons (Fig. 48, 49) foam insulation on the balloons. are removed, Doors and windows are The then formed dome has no inside of cures, of solid the insulation. into place. to construct; super structure. paint. coating product. The sphere to the elements. sun which could damage the sunscreen foam the plumbing and wires are sprayed into place during construction. strong and resistant the the leaving a shell Xanadu took about six weeks electrical After is The interior (Ref. 26, pp. shape Ultraviolet is very rays from foam are blocked out with is protected with 10-11) a a fire- The significance of system design this kind of is mainly a structure on building result of its production method. Thus, discussed in the production method part of chapter 4. the comments 47 for this part will be 3. 5 Tubes 1. Formation of the The formation translation of 2. Structural The of a perpendicular to the tubes it. is (Ref. p p. 18, line s traight a shell from the c yl Inder, the be understood by imagining can In the direction of like small to points A an d B. loads the (Fig. 51 ) the flat elements between f olds act transferring the as 225) replaced with a folded plate. span descr ibed along a shape derive d action of a cylindrical it can be enclosed curv e behaviour: tube (Fig. 50) tubes: the beams, (Fig. 51)However they are capable of since they are continuous at the fold s, resisting they mutually restrain each other's shear. tendency to deform and t hus capacity of the 3. Structural The shape transverse these Accordingly, structure as a wh ole. considerations: of the and transmitting shear. 4. Case study: equal thickness The materials for panels polyurethane must shell pp. be means GRP capable of 228) skins of 0.3 thickness of 15 to (Fig. 54) foam core, reinforced 0.6cm plate 0.35cm it and a to 23cm. the endwalls consist of with of between is a monocoque sandwich structure. polyurethane foam with a sandwich the Filament Winding Housing System The system shell has preserved by The connection 18, pp. 227) (Ref. 18, each end. (Ref. carrying 52) structure is stiffeners at stiffeners (Fig. the increase plastic glass, 2.54cm skins and thick and a aluminum operating sash end exterior doors. These components are attached to the shell gasket, is both mechanically fastened and bonded which by using a structural neoprene zipper to the shell. The reinforced vinyl-faced gypsum wallboard as the interior partition material shell with a floor flat, light integral open steel on-site factory. gasket. To keep the supported on a reinforced plastic units heating, for the housing unit is assembly, and all system is the frame. complete with wiring, Piping zipper with the system. a 1.6cm plywood floor The bathrooms are molded are which is attached to mechanically fastened butyl Doors and frames are is selected internal Site bottom part of the shell. to be and internal located in which plumbing. the floor connections are to be made in the connections are made (Ref. 49 16, pp. 12-15) through the Evaluation If (Exterior Shape): the vertical section in the long axis is close to a rectangular shape: Advantages: 1. The system is easy to expand horizontally. 2. is easy to expand vertically. The system (Fig. 53) (Fig. 54)) Disadvantages: 1. The system does not have the double curved shape. 50 structural advantage of a If the vertical section in the long axis is close to a circular shape: Advantages: 1. The system axis. is easy to expand horizontally along its long (Fig. 55) Disadvantages: 1. The system is hard to expand vertically. 2. The system does not have the structural double curved shape. 51 (Fig. 56) advantage of a Evaluation If (Interior Shape): the vertical close section in the to a rectangular long axis of the system is shape: Advantages: 1. The boundary shape can easily accommodate standardized cladding elements. (Fig. 58) 2. Built-in or mould-in furniture 3. There is no inefficient is not needed. interior space in the (Fig. 61) system. (Fig. 63) Disadvantages: 1. The system does not partition elements. If accomodate Special easily ceiling and are needed. (Fig. 59) the vertical section of the system standardized floor elements is close to a circle: Disadvantages: 1. There is inefficient section where 2. It is hard along 3. It in is too interior low to use. to incorporate the boundary shape. is hard the space in the vertical (Fig. 62) stanardized cladding elements (Fig. 57) to incorporate standardized partition elements system. Special ceiling and floor elements are needed. 4. Built-in or perimeter of the system. mold-in furniture is (Fig. 60) needed along the 3.6 1. Rigid Frames Formation of The most the rigid frames: simple structure system where post. and lintel, 18, the total pp. When a rigid system behaviour: vertical connection deflection is post and lintel simply supported is called a by the the post rigid frame system. (Fig. 65) load is applied, the forces the post to lintel move is resisted by the horizontal sags and the outward. This thrusting force of post base which forces the post bottom to move back its original lintel (Ref. 3. lintel is a 139-141) Structural the the system When rigid connections are used to connect (Ref. 2. frame (Fig. 64) position. bend 18, 142-143) Structural resist the and a bending moment occurs. pp. Ties At this time, both the post and to considerations: are (Fig. 66) usually used to connect the thrusting force, the post which causes the bottoms to post bottom to move outward. 4. Case study: Sprayed Plastics Housing Units The monocoque construction was spray fabricated female mould using chopped fiber strands, and a urethane foam core. The system system along The plaster encased its longitudinal was wallboard fastened to steel the a facings is reinforced by a rib conventionally finished studs, inner sandwich surface. 54 polyester in direction. interior to (Fig. 67) (Ref. with 1.3cm which were foam 17, pp. 23) Evaluation (Exterior Shape): Advantages: 1. The basic unit 2. The basic unit is easy to expand horizontally. is easy to expand vertically. (Fig. 67) (Fig. 68) Disadvantages: 1. Structurally, this because it does is a very bad example of using plastic not take advantage construction has of the to be shape. Sandwich increases the material's cost radically. structural used which partition Fig. 71 Fig. T1 Advantages: 1. (Interior The system There standardized boundary (Fig. 71) easily combines with standardized two by partition elements. 3. Fig. 74 Shape) The system easily accommodates elements. 2. 73 T=.Fig. 72 is four (Fig. 72) no need for built-in or mould-in furnitu re. (Fig. 73) 4. There is n 0 the system inefficient space (Fig. 74) in the vertical section of Other Possibilities: This is a system usually used for large span structures. Fig. 75 A structure of this kind of system is a space grid by other plastic kinds of made material, is only used as the 1cladding. Fig. 76 The structure of this system is a wooden frame. Plastic is only used as cladding which does not resist major loads. Fig. 77 Note: Structurally, these are not reasonable plastic house design. 57 solutions for CHAPTER 4. CLASSIFICATION OF EXISTING TECHNOLOGIES This to chapter will produce and erect plastic houses into (production methods, subsystems, joints, include classify existing technologies both implications system design. categories erection and transportation reinforcement). critical or five problems of influences of The methods, discussion the technology these problems used on and will the building Production Methods 4.1 Hand Lay-Up Method 4.1.1 1. Production method: be is used, this technique only one mould In either male or female, A suitable generally made of GRP. this and from 78), (Fig. is prepared pattern master and this may GRP moulds may readily be made. then allowed to dry before agent is applied to the moul resin rich area, is applied to the called gel ty of also determines the surface After of coat glass the gel the product. tacky but firm, coat has b it is brushed resin an d the first posi tion and reinforcement is plac with brush and roller.(Fig. 79) The Subsequent precut to the correct size. reinfo rcement the composi te is reached. 2. Critical technical liberal of la yer conso 1 idated fabric, layers of in wh ich is re sin and the required th ickness are then appl ied until of a glass fiber ma y be form of chopped strand mat or woven the mould. surf ace of the prod uct and is used to protec layer This 1ayer of operation, a this is undertaken. lay-up any release a components, the GRP bonding of prevent To (Ref. 7, pp. 25-27) points: a. Curing shrinkage: A and GRP may shrink by 0.1 to 0.4 percent since pattern and there are two moulding processes the finished product, the net 59 during curing, between the shrinkage may be as much as 0.8 percent. from on The manufacturer experience how much to allow for the shape of the unit, gradually shrinkage, the resin, and the learns depending temperature change expected. b. Demolding: Although moulds it is clearly desirable to design it is sections for simple possible to develop "split moulds" with movable to achieve return angles for the convenience of demolding. c. Mould width: If the up the mould fabricator cannot get to all an even coating of The the mould parts of theoretically For to be easily, inf in ite, d. Gel coat o perati on: Great care an The gel-coat is if while at say 2m width. but is and even too rolling out. limited to 4 or 6 meter for transportation. tilted to allow the (Fig. 80) s kill i s needed s hould in this operation to bubbles or be carefully controlled: thin it will impact resistance reach could coat ing wi thout trapping air thick ness the Length moulds may be the coating is too thick reduced to lay- han dl ing on site and size fabricator easier acces s. dirt. the areas in order is one where the operator can more complex shapes , produce shape, glass-fiber and resin, panel width ideal subject in ensurin g good compaction and ease of same time all is too large or too complicated if the not give enough protectio n; but , crazing, cracking, as w ell in use 60 , is likely to occur. as e. Catalyst control: Manufacturers catalyst used: must also control excessive catalyst will chemical (the resulting in cracking and crazing; will and produce insufficient curing. low workshop temperatures laminates which perform badly. 61 while heat) off inadequate catalyst Cutting catalyst will the cause the mixture to reaction produced gives overheat of the quantity produce levels, inferior (Ref. 25, pp. 509-517) oller mould Fig. Fig. 79 Fig. 78 80 Tools and Equipment: Implications: 1. Master pattern mold (ususal -ly made by wood).(Fig. 78) 1. Labour intensive production method. 2. Slow production rate. 3. Limitation on the 2. Brush and roller.(Fig. 79) Critical Technical 1. Mould width Problems: (workability). 2. Gel coat operation control). 3. Curing 4. Additives control. 5. Ghost effects control). (thickness 4. Quality control is based on experienced workers. shrinkage control. and catalyst (appearance Advantages: 1. Low capital 2. Freedom of investment. the product shape. disadvantages: 1. Quality control 2. product size. (Fig. 80) is based on skilled Slow production rate. 62 labour. 4.1.2. Spray-Up Method 1. Production method: roving fiber is fed continuously through a chopping unit, resin matrix fiber operator glass (Fig. to control the thickness of the and composite glass/resin ratio. pp. 28-29) (Ref. 7, Critical technical points: Thickness control: The technique requires greater skill up The is then consolidated with rollers. to maintain a consistent a. the to technique requires considerable skill on the part of 82) The 2. 81) in conjunct-ion with a resin jet.(Fig. mould the glass spray-up resulting chopped strands are projected on the and intensive than the labour operation, During the lay-up method. hand less spray-up technique is The method thickness on of the the part of the than the hand operator control to composite and to maintain lay- a the consistent glass/resin ratio. b. Other method. considerations are the same as (Ref. 25, 63 pp. 702-704) in the hand lay-up Fig. 83 Fig. 82 Fig. 81 -----------------------------------------------------------Equipment and Tools: 1. Spraying gun.(Fig. 2. Same as hand Critical Implications: 81) 1. lay-up method. 2. Technical Labour intensive production method. Slow production rate. (faster than hand lay-up) Problems: 1. Thickness control. (more critical than in hand layup method) 3. Experienced needed. 2. The same as method- 4. Limitation on the size of the components. in hand lay-up workers are ---------------------------------------------------- Advantages: 1. Low capital 2. Freedom investment. of product shape. Disadvantages: 1. Quality is 2. Can not 3. Limitation more satisfy difficult mass to control than markets. on product size. 64 (Fig. 83) in hand lay-up method. 4.1.3 Filament Winding 1. Production method: First, joining the steel mandrel together the vertical is assembled Then, rotating hoop the bearing its four sides. wraps are applied around the mandrel on a turntable and using a sending which advances the field by plates which are hinged at the corners and at the center of each of 84) in (Fig. mandrel supported by an by air tower with an elevator carriage the roving up and down the mandrel. (Fig. 85) Second, oriented preassembled core sections with glass-filament against the outher inner shell Third, to a with skins are applied to hoop wrap. the Following this, hoop wraps are wound around attached to the mandrel. longitudinally the core lamps located around the shell and from the filament-wound tube by using jackscrews side section of expanded winding (Ref. sections is moved are cured inside the (Fig. 87) Finally, when curing is complete, the mandrel each final (Fig. 86) curing area where the composite materials mandrel. the the complete structure with the mandrel heat mandrel to its table ready 16, pp. 12) the mandrel. winding position, The mandrel and is to removed retract is cleaned, returned to start spinning the next unit. to the 2. Critical a. technical points: Demolding: In the production of structures, tension the typical mandrel inside is usually restrained by the finished shell destroyed to be removed. designed large-scale filament wound and filament therefore must be To solve this problem, a specially mandrel with flexible extending jackscrews has to be produced which increases the production costs. b. Corner A structural indicates corners and stiffness: analysis of the of the tube to provide for bending stress at these the difficulty is to provide for Aerojet-General Research the construction (one of Project of 16, pp. inner involves shell system a possible need for greater stiffness at the four complicates Ref. proposed transfer of points. This process. between the most the winding of the the sponsors of serious inner the Plastic the University of Michigan, helical-wound skin. Housing 1968, 5) has already developed a process insertion of a shear consideration The and outer skins together at the the high see for tying corners, which filament coil two skins. c. The winding force: During the production process of filament wound housing, a problem was discovered which is characteristic of winding operations Depending mandrel on added as filament's applied tension, to rectangular 66 sections. each revolution approximately 10 kg/cm of force, filament of the compressing the mandrel certain amount filaments it to and threatening of conform deform. tension is necessary to insure that to the rectangular sections cylindrical surfaces. mandrel require Thus, surface. greater slightly 16, pp. 23-27) In a the general, than do curved corners are tension required when rectangular sections are used. (Ref. Furthermore, I) Fig. 85 Fig. 84 Fig. Fig. 86 Tools and Equipment: 87 Implications: 1. Steel mandrel (includes extended jackscrew ). (Fig. 84) 1. High capital 2. Winding 2. High production rate. 3. Elevator carriage.(Fig. 86) 4. Curing area with heat (Fig. 87) 3. Excellent quality control. 4. A convex tube-like form is preferred. 5. Sophisticated industrial capacity is needed. Critical tower.(Fig. 85) technical lamps. problems: 1. The mandrel has to maintain sufficient filament tension. 2. The mandrel investment. has to be reused . Advantages: 1. Good quality control. 2. High production rate. Disadvantages: 1. High capital investment. 2. Limitation on the product shape. 3. High-tech environment is needed. 69 4.1.4 Inflatable Dome 1. Production method: First, the ground levelled and a shallow trench about is rods and Then, 10cm deep for the foundation is prepared. segments for anchorage to stabilize the pneumatic form steel are assembled. Second, (Fig. 94) the and connected with a pump and control then inflated. The form system. fiberglass Subsequently, 88) (Fig. rods steel pneumatic form is fixed on the is forms for openings and electric installations are affixed. a inner Third, connection their Following this, Fourth, the foam is applied. Then cables and layer of insulation a thermal outer are circuits to the layer of foam layer 89) (Fig. made. is cast. sun is applied and a foam may be applied. screen paint to protect the Finally, the pneumatic form is deflated and the anchoring are unscrewed. segments applied 2. the interior finishing is in a conventional manner. Critical technical (Ref. Deformation caused by A drastic change in the shape of on part is the pp. 31) loading: a. sprayed 6, points: caused by the weight of will form is then removed from this, After structure. completed The the foam. lower part of loaded with the foam, the pneumatic form For example, the form and then swelling, which increases the diameter of the 70 if foam is the the upper portion of sink, causing a swelling to appear below. is upper the form This lower part of the form, may cause the concrete to crack and collapse. also as to be of high quality and strength to resist stress. The in proportional relationship between the temperature; that of also a rise the Deformat ion inter ior pressure, and vice versa. caused pressure, pressure cooling, a the enough air press ure droF s, can be pressure control maintaine d systems, until released if, more air at a is pumped required constant The full weight of acts at the bottom of the desi red the because of leakage or into level. level. the T hus Air currently available, are designed for heavy work-load, but their sensitivity c. Li fting force: increasing thereby up, simi la rly, be If the in the form as required. is is valve which increases or form to b ui ld up the pressur e to its pressure may changes temperature by heat s fo rm is reached; t he temperature there with a rise of decreases t he amount of air in interior pressure and is, avoided by u sing a security control with direct a exists be inflated When the there stable, is will form pneumatic the temperature changes. form the of shape and size affected by normal air (Fig. 90) Deformation caused by temperature: b. air membrane used the increases the membrane stress. Thus, the form has this pressure interior air But increasing interior air pressure. increasing by diminish the swelling will of size The is low. (Fig. 91) the interior pressure of the envelope the form, creating a 71 lifting force which tends to uproot the rim of to force This foundation. the of a conventional counter-weight the form from its anchorage is much than greater the therefore, foundation and the foundation may be pulled away from the ground. problem can be This system of steel a system wheel bicycle forces, of pressure (Fig. 94) radially like arranged and which are therefore, are a the spokes of raised above the ground. The thus transferred to a circumferential ring which may be of (Ref. 6, a form by the bottom of the form rests on i.e., rods, rods, solved by supporting the pp. 24-29) 72 lighly reinforced concrete. Fig. Fig. 88 Fig. Fig. 89 Fig. Fig. 92 91 Tools and Equipment: Implications: 1. Spraying 1. gun and air pumps 2. Pressure control 3. Support system for the bottom of the ballon formwork (Fig. 93) 4. Anchoring system (Fig. 92) Critical Low capital Technical Problems 2. Lifting force on the form due to the air pressure. 3. Thickness control. : 3. Experienced workers or equipment may be hard to find since the technology is relatively new. 1. No production stage in the factory at all. insulation. intensive. 2. Equipment may be expensive since the technology is new. Advantages: Good 93 system 1. Deformation of the formwork due to temperature changes. 2. 90 Disadvantages: 1. New technology, high risk of construction 74 failure. 4.2 Erection and Transportation Methods Fig. 94 Fig. 95 Fig. Advantages: Method 1: On site erection (inflatable form) 2. No production time in factory is needed. 3. No need for 1. 2. the transportation. 2: The system (Fig. 95) 97 Easy to transport. The system (Fig. 94) 1. Influenced by the Weather. 2. Skilled find. 3. Low erection rate. is erected and Transportation and erection of the components can be operated manually. Method 3: (Fig. 96) Fig. Disadvantages: 1. Cheap formwork. Method panels 96 labour transported 1. Joints has on site. 2. is as hard to flat to be provided If the system is a double curved form, special equipment is needed to bend the panels. is erected and transported as curved panel 1. The components can be erected and transported manually. 1. Hard to transport critical). (not 2. Joints have to be provided on site. Method 4: The system is erected and transported as a box (Fig. 97) 1. Increasing erection rate. 1. Expensive erection equipments are needed. 2. Quality control than above. 2. is better 76 Hard to transport. 4.3 Subsystems: (Bathroom Units) Bathroom units used for the plastic house can be divided into the following six 1. groups: comp on en ts: Individual (Fig. show er ,d toilet, The tub, 98) and sink are manufactured as discrete products an d attached to built-up walls and floors. Coordinating these a ctivities with each other and with overa ll building schedule 2. re quires very careful Combined compon en ts: coordination. (Fig. 99) The combined-c om ponent approach joins elements which are related by funct io n t0 achieve visual installation and Typically, molded water these e lements inlet spout, toil et walls to plumbing integration of the space. countertop, back sinks splash, and water tank integrated enclosures: into the vanity. (Fig. 100) enclosur es are formed by adding factory-produced the completely simplify shower and bathtub combinations, as well Components with p artial Partial to include single and double in one piec e with the as vanity and 3. or proximity physically tub/ shower to create an waterpro of and has few enclosure seal joints. that is Often, runs can b e surface-mounted and hidden by the GRP wa lls. 4. Lower half enclosure: Since practically all occur below tub, the Im floor, and (Fig. 101) the wet activities level side wal ls in the bathroom designs that mold sink, toilet, in one piece are also available. 77 5. Total enclosure: With the of (Fig. total-enclosure concept, completing a room. at 102) In the first, there are two methods the unit is assembled the point of manufacture and shipped as a fully packaged box, from which is plugged into the outside. the box. large the unit which are moved space and assembled on-site. through standard around Construction may then continue In the second, parts, the basic structure and hooked up door widths, into the designated bathroom If the parts are sized to fit they can required by the building sequence. 78 is molded as a number of be (Ref. 9, installed pp. 4-9) as Fig. 981 Fig. 99 Fig. 100 Fig. 101 Fig. 102 Advantages: Individual Disadvantages: Components: (Fig. 98) 1. Style and color variation permitted by volume market. 1. Multiple on-site joints t hat may leak and trap dirt. 2. Relative ease of manufacturing. 2. Need for several trades t 0 complete an installation. 3. Small size for easy shipping and handling. 3. Susceptibility to handlin g damage and pilferage. Combined Components: (Fig. 99) 1. Fewer detailed parts for simplified installation and manufacturing. 1. Requirement for some crit ical on-site jointing. 2. Fewer on-site joints. 2. Need for several trades. 3. Visual integration of function. Partial Enclosures: related 3. construc tion Susceptibility to handling damage and pilferage. (Fig. 100) 1. Elimination of many on-site joints. . 1. Handling and shipping problems due to large size of pieces. 2. Fewer building trades required. 2. 3. Factory finishes used in high-moisture areas. 3. Need for close dimensional control of rough carpentry. Lower-Half Enclosures: (Fig. Susceptibility to damage by remaining trades during construction. 101) 1. Elimination of almost all joints in wet area. 1. Susceptibility to damage during remaining finishing. 2. 2. Shipping and handling Factory finishes in all wet problems due to large size. areas other than upper half of shower. 3. Minimized pilferage to large size. loss due 80 3. Need for close dimensional control of rough carpentry. Total enclosures: (Fig. 102) 1. Factory assembling and engineering of all joints. 1. Difficulty in varying standardized design style, color, and materials. 2. Factory finishes on all surfaces. 2. Shipping and handling problems due to large shell sizes. 3. No on-site trades required to work within the shell. 3. Higher material 81 unit cost. 4.4 Joints and Connections 1. Open-drained These joints: joints were concrete, and work in in the edges grooves at the back (Fig. 103) developed on for use with precast the basis of a baffle strip of the panel with an airseal They may be of the panel. used located located with GRP, subject to a few important factors: a. Control b. Control form of of the panel edge. detailed profiling including rounding of of corners: to be jointed must be Profiling of each panel rather than around a profiled timber mould, 2. Preformed strips: The formed against a insertion. (Fig. 104) can be simplified open-drained joints preformed strip joints. into straight The most frequent problem with GRP is the tendency for the seal joint time. is sometimes aggravated by the in slight taper This problem on the edge (for demoulding) and glossy surface caused by the residual preformed Sealants: Detailing with a requires by release agent. strip joints are generally used only when are made by bolting through 3. to slide out the cladding a very Thus, fixings the flange. (Fig. 105) of panel gun-applied a of high edges mastic quality is simplest with joints sealed or sealant sealant and. but this method careful joint preparation. A single seal should not be relied upon as a primary 82 where the consequence of seal joint result in seals water penetration consist can of into a second could sealant failure the line Ba ck-up building. of or sealant, a preformed strip, with a drained space between. 4. Gasket: When (window (Fig. 106) panels are to be sealed together frames etc) are to be fitted into may be used. The or panels, fit tings ga skets important aspects affecting the produ ction of GRP panels are: The flange on the GRP must be thickened to the a. size as the glass/metal fittings on the other side of same the gasket. b. The GRP flange thickness must be more constant than is normally obtained by hand consolidation and the back face must be weather smoother than the normal seal. (Ref. 15, pp. 741-745) 83 finish to obtain a good Fig. Fig. 104 103 GRP metal/glass. grp Fig. Fig. 105 Disadvantages: Advantages: Method 1: (Fig. 103) 1. Good water achieved. 2. 106 proofing can be 1. Separate mould is needed to produce the flange part of the panel. Long term durability. Method 2: (Fig. 104) 1. Easier to produce than open-drained joints. Method 3: 1. The seal i s tend t 0 slide out of the j oint bolting in time. through fl anges is preferred. (Fig. 105) 1. Easy and cheap to erect. 1. Great care is needed to eliminate t he tensile or compressive stress on the sealant. Method 4: (Fig. 106) 1. Easy to assemble and change components. 85 1. The thickness of the flange of the panel has to be consistent . 4.5 Reinforcement Single skin construction can be ribs on the back of the panel. the ribs determine the overall stiffened by a system of The depth and position of stiffness obtained. There are two methods which are generally used for reinforcement: 1. Polyurethane commonly used as also can panel.(Fig. 2. ribs skins to different may be rib forming means. be pre-moulded and GRP "top hat" laminated are sections into the 107) Timber are foam and cardboard or paper tubes and metal sometimes stiffen coefficients necessary to sections of similar profile to laminated these them, of ensure rather than rely on adhesion. 86 into expansion a the back materials to GRP mechanical (Fig. 108) of (Ref. key 15, GRP GRP have and to it GRP PP.621) timber foam Fig. Fig. 108 107 Disadvantages: Advantages: ---------------------------------------------------------------------Method 1: Foam or paperboard (Fig. 107) is used as the reinforcement. 1. Lower stiffness Method 2. 1. Low cost. than 2. No incompatibility problems between GRP and the reinforcement. ---------------------------------------------------------------------Method 2: Metal (Fig. 108) 1. or timber section is used as the reinforcement 1. Differential thermal movement between GRP and the rib may occur. (In general, timber is since it has preferred similar thermal coefficient as GRP,) High stiffness can be achieved. 87 CHAPTER 5. The design DESIGN CONTEXT INTRODUCTION is a 7500 square meter called Green Bay; side of Taipei, located on the northeast site during rush hours. sea-side Taiwan. The about 40 minutes drive site is penetrated by Kin-Ken road, from Taipei house the plastic design context being chosen for (Fig. 109) Green Bay has been planned as a resort development project, which, according to ULI's 4), of (the Urban Land Institute) definition (Ref. 20, pp. is a short term destination which provides an assortment recreational entertainment services. building material important system for lodging, dining, and Plastic will be used as the major the facilities of characteristics design as as well activities, are which identified this chapter. 88 this relate to project. the The building in the following sections of EAST SEA GREEN BAY M. SIN TEI I Q railvway driveway Fig. 109 89 5.1 Natural 1. Coast 2. Environment length: Topography: 2.3km. 15 degree steep level on the hill-side site, flat on the sea-side site. 3. Area: 7500 square meter. 4. Soil: Red clay, rock base, 5. Temperature: 6. Wind: 7. Typhoon Rainfall: (Ref. good bearing capacity. 22.3 degree C. is possible. 2102.7mm/ average. 24, pp. 3-5) 90 5.2 Technical 1. No crane Level or expensive construction equipment is expected to be used. 2. Labour 3. Skilled cost is cheaper labour than machine cost in TAIWAN. for GRP construction is available. (transferred from the boat industry.) 4. A factory based on hand (no temperature control 5. lay-up technology is available. facility.) Transportation is by pick-up truck with a ton to one ton and a cargo bed loading capacity size of 0.5 2m. (5 minutes drive from factory to site.) 91 of 1.8m by 5.3 Planning Objectives 1. Function: Resort/residential community definition of the URBAN LAND 20, (Ref. 2. 300 (based on the INSTITUTE of U.S.A). pp. 4) plastic house units are needed to be built as second vacation homes. 3. Support 4. Target facilities: income group: Motel, shop, pavilion, others. US $ 2000/month, middle-high income group. 92 EVALUATION OF ALTERNATIVES 6. CHAPTER catalogs for The established system design which been has in Chapter 3 and Chapter 4 can be separated into following: the shapes. 1. Structural 2. Production methods 3. Erection and transportation methods 4. Subsystems 5. Joints (bathroom units). and connections. 6. Reinforcement. Each item presents alternatives the that (chapter 5), 2, 3, on the information and on e designer of the an Alpha-Beta table has been built for to choose the best alternatives for the explanation of and alternatives, has to be chosen by the Based range. several 6 will be (see Ref. the Alpha-Beta method). w ithin co ntext ite ms 93 1, 1, pp. 21-25 Items 4, only used as a design reference and will be evaluated by the Alpha-Beta method. of 5, not Structural Shapes: ----------------------------------------------------------------------- 6.1 EXISTING CONDITIONS: DESIGN CRITERIA:(=C) 1. The construction of the system should be reasonably cheap. C-1. Efficient structural should be used. shape is a entertainment C-2. The form of the system should be as attractive as possible. 2. The project center. 3 More than one buiding type is needed. C-3. The units of the system can be combined into many variations easily. 4. There are many different family sizes to accommndate. C-4. The system should be able to expand and contract easily. 5. The shelter is the main part to be built by plastic. C-5. The system should be easy to combine with other systems. ---------------------------------------------------------------Alternatives:(=A) A-2. A-1. Saddle Surfaces A-4. Pneumatic Structures A-3. Domes A-5. Tubes Synclastic Shapes Rigid Frames A-6. ---------------------------------------------- Alpha-Beta Model: ---------------------------------------------- A Value A-1 A-2 Beta-Value A-4 A-3 9 9 7 7 6 9 8 7 6 6 8 8 9 9 7 A-5 A-6 7 8 7 7 7 6 7 6 9 9 ---------------------------------------------- 22.5 20 20 20 17.5 C-1 C-2 C-3 C-4 C-5 7 9 9 7 7 ---------------------------------------------- 100 Sum ---------------------------------------------- According it is to the table, A-3 has a total the best alternative for 94 this score of project. 8.2 shows Production Methods: 6.2 DESIGN CRITERIA:(=C) EXI STING CONDITIONS: 1. The system is used for project only. this C-1. Low capital investment. C-2. Production flexibility. 2. The essence of the GREEN BAY PROJECT is a sea side resort, the variation of the building type is very important. 3. C-3. Qulity control depends on A factory which is based on labour's skill. the hand lay-up method exists ,workers are transfered from a GRP boat facility to this factc ry. 4. Labour cost is cheaper than machine cost in TAIWAN. C-4. Labour intensive. 5. Unstable climate condition. C-5. Reduce site. the working time on 6. critical no is There pressure on scheduling for the completion date. C-6. Production requirement critical. rate is not Alternatives:(=A) A-2. Spray-Up lay-up A-3. Filament Winding A-1. Hand A-4. Inflatable Dome ------------------------------------------------------------------ Alpha-Beta Table: C-1 C-2 C-3 C-4 C-5 C-6 Sum A Value 19 19 17 17 15 13 A-1 9 9 9 9 8 6 A-2 8 9 8 9 8 6 A-3 6 6 6 6 9 9 A-4 7 8 6 9 6 7 100 According to the table, A-1 has a total that score of it is the best alternative for this project. 95 9.4 reveals 6.3 Erection add Transportation Methods: DESIGN CRITERIA:(=C) EXISTING CONDITIONS: 1. No expensive equipment used. to be expected C-1. is 2. Labour cost is cheaper than machine cost in TAIWAN. 3. Unstable climate condition. 4. No critical schedule pressure 5. 5 minutes drive to site from the existing factory. Labour intensive erection transportation methods and should be used. C-2. Reduce erection time on site. C-3. Production rate requirement is not critical. C-4. Ease of transportatio n is not critical. Alternatives: (=A) 1. Total 4. 2. on-site erection Flat panel 3. Curved panel Box Alpha-Beta Table: A-value A-1 Beta A-2 Value A-4 A-3 C-1 C-2 C-3 C-4 29 27 22 22 8 5 8 9 9 7 7 8 9 8 7 7 SUM 100 According to shows that the table, A-3 has 6 9 9 5 the highest score of 8.85 it is the best alternative of 96 this project. CHAPTER 7. BUILDING SYSTEM DESIGN According to the outcomes of critical several design the evaluation principles have (chapter 6), emerged as follows: 1. Synclastic shape should be used. 2. Hand lay-up method should be used. 3. The house unit should be erected and transported as curved panels. Based on these principles, a building developed pertaining to the above principles, the time satisfying the requirements of same function. 97 should be while at site and us e System Description 7.1 Basic Unit 7.1.1 110) curved shelter made up of double dimension of the panels, a 3.6m wide identical 1.8m wide is the plastic house of unit basic The (Fig. four the basic units and the panels is determined by the following two considerations: 1. Design flexibility: is used as the dimension of 3.6m the unit width because great flexibility for unit subdivision. it allows 2. Transportability: Large panels are preferred for house, large panels can save construction time, since sould be the size of the panel the of width to a range that limited requirements panels since this as 1.8m is used transportation problems. cause not the prefabricated plastic can size but will the fulfill both GRP with listed above. 7.1.2 Basic Components 1. Panels: The (Fig. 111) panels are made by layers of plywood reinforcement around the panel where 2.5cm constrution is 1.775m is used for and erected The exact width of its nominal is used for the tolerance at and the cap weights 35kg. transported its edges. instead of lay-up hand the caps. width 1.8m, the joints. Similar The panel weights Thus, both components easily by of man power. 60kg can be (The unit applied for this caculation is 8kg/square meter weight 3mm-4mm thickness GRP 2. Other components: Components for laminates.) (Fig. 112) are D,E,F used where E points of the panels, to modify is used the connection the accommodate to partition system and D is used to accommodate exterior walls D, and windows. E and F are made of extruded PVC which is ordered from the outside manufacturer. The compression C) (conponent ordered of aluminum is also made ring from an outside manufacturer. (Fig. 113) Joints 7.1.3 The are connected indirectly by panels components D, E, or F a for both tolerence distribution. An additional a place accomodation strip of rubber further protection for the joints and 7.1.4 Partitions Gypsum used for component within by the F and the provide electrical is provided as is also designed to expansion. (Fig. 114) dry wall accommodated of These components in between. accommodate tolerance and thermal providing is used as the partition system either components E or F. partitions is used between in the ceiling two level to Component E basic for the units be is and partition the basic unit, where E provides an easy subdivision the space without using special 99 partition components. 7.1.5 Envelope System: The cladding GRP panels are reinforced by backed Both (Fig. 115) up by cardboard to form a flat plywood interior the cladding panels and the exterior door and surface. and window system are accommodated by components D. 7.1.6 Electrical Distribution:(Fig. 116) Electrical wiring is put within components E or F which provide a perfect passage for 7.1.7 Bathrooms: the utility system. (Fig. 117, Fig. 118) Two kinds of prefabricated bathroom are two different standard type house types of unit plywood to enclosure one for (Fig. 118) The the first type is a height enclosure bathroom which is reinforced around joined design; (Fig. 117) and one for a more elaborate design type with built-in furniture. lower half produced for its upper perimeter, where the basic unit. The second one bathroom type where the GRP wall the bathroom is a by is partial is reinforced by plywood strips and backed up by cardboard to achieve a flat surface. 7.1.8 Production and Transportation: The panel for the quality. is produced workers in a tilt mold which allows access to the panel easily, Because characteristics (Fig. 119) of of the toughness the material, 100 to panels ensure and can product plasticity be stacked together 7.1.9 to make transportation easier Erection Process: First, a the in large volume. (Fig. 120) site is cleaned and concrete is poured to get flat surface to place the plastic shelter on. designed plates are fastened to the steel accommodation position of components D and E. for adjustment during panel Second, panels are jointed Specially for ground A template is the put in erection. to components D and E and the outside strips are provided. Third, bathroom the caps are connected to the basic unit, and the unit is moved into the house shell and joined with the basic unit. Finally, the finish items are moved cladding interior 7.1.10 panels are provided as a combining units, 121 types of different vacation houses One is designed conventional income different income incorporate regular Fig. 121 provided groups. furniture in Type and plans and 122 shows the Type Two is designed for shows the possible arrangements of Type One and Fig. morphological small interior partition arrangements for middle-high people. furniture to or basic For the Green Bay basic types of design have been price ranges for and to 126) restaurants can be built by these units. two then method. the different catalog items of the different Project, unit, protection finishes are applied by convensional Design Morphologies:(Fig. By into the basic range of Type One. 101 luxury interior arrangements, using specially designed built- in furniture. The target 123 124 show the plan types and this and Fig. type, while interior design of All houses. the All Fig. 125 Fig. morphologies is an isometric showing of the the unit. designs of income group is high-income. listed above are these house types for single can be combined family together to form courtyard multi-family housing types which are shown in Fig. 126. Beyond that, building individual types for other or pavilions. panels can be combined to functions, such as Possible plans for 102 small form restaurants these are shown in Fig. 127. jj Ap~k o. ELEVAT ION PLAN 103 j,10~ U~. "41 .0-I ELEVATION (component A) I/ PLAN 1~ ITIZII~ TT I *1~ .PLAN (component B) ELEVATION od SECTION A-A SECTION B-B SECTION C-C SECTION D-D Fi g111 BASIC COMPONENTS I 104 component B c omponent C extruded pvc component E p component D -1 4 component E component D -component FI IS H Fig. 112 component G ocomponent 'F 105 CMPONENTS 2 L I 30 1. plywo 4 SECTTON A-A HORIZONTAL SECTION OF A-A ood compi ring SECTION B- 4 SECTION C-C 'a S I - 4j ~ ~- m r w SECTION D-D g.113 JOINTS 106 II II II horizontal) SECTION A-A SECTION A-A B SECTION C-C SECT Fig2.'1SthCTIN PARTITIONS c 107 D-D - J1~ 7 e*4 Example of the exterior panel distribution El E2 r U M I-I II-I I-I I-I 14t E 3 E4 E5 E6 E7 Fig.1115 ENVELO PES 108 Fi 9.116 ELECTRICAL DISTRIBUTION 109 It 1± component A LOi 3 30 Fig. 117 BATHROOM 1 110 i a t? / p r IC GPGRP GRP gypsum boa rd - gypsumboard P LAN ELEVATION ,TION A-A Fig118 BATHROOM 2 111 tilt mold mold can be tilted f'or operation panels can be packed together for transportation Fig. 119 PRODUCTION $ TRANSPORTATION 112 Step 3 Fig. 120 ERECTION PROCESS Step 4 113 DR: dining room LR: living room KIT: kitchen BR: bedroom MBR: main bedroom BATH: bathroom A2 A 1 Fig. 121 PLAN TYPES I A3 114 1. BASIC TYPES Al A3 A2 2. VARIATIONS r'r L .L Ji A6 A5 A4 Fig. 122 MORPH OLOGY1 L JL .JL .JL J A7 3. SUNSHADING TYPES r - A J LZ A8 ,i , r c JA A0 AlI A9 115 B4 B2 B1. Fig. 123 LR PLAN TYPES 2 DR B3 116 1. BASIC TYPES rB B~4 B13 B2 B. 2. VARIATIONS C ~ Cl t B6 B9 3. B8 Fig. 124 MORPHOLOGY2 U k SUNSHADING TYPES "ir i r cm co I:D B10 J ) B7 %r Na r %, JS L B5 1 L LJ r r L r J(33 :3 V )rq- ir %B12 -I$11 l 117 Fig125. INTERIOR ISOMETRIC 118 IULTI-FAMILY TYPES 1* ~- r a . JL r 4. jL L r it- rS L ir ir 4. .L L4 r- L. r .3 a' JL. L. J3 .3 e. L3 r r L. 'C 'p JL L. .3 .~'. JL a' ra L JL -i r wr t.C . .1 'S -tr V '. K L S J L JI n'~ rt r L. L~ 4. J1 J , i rr .3 L4. L ) r L L , r Ir r '. r' L( JL ONS V-1 Ta ORPHOLOGY 3 119 r' r 0. J L J 4. I r L 3.4..J. -1 r) ' SMALL RESTAURANT PAVILION i bm = 2 Fig,126 OTHER POSSIBILITIES 120 Conclusion: By using plastic as a building material design, easy and aside from the advantages of transportation, advantages which the might material for house module easy forming suggests several be worthwhile to explore and other in the into the future, especially from a cost saving viewpoint: 1. Reduction of Many design structural For insulating installed panel features plastic panel requirements. applied, finishing time: in can be to incorporated satisfy many diverse example, a finished material added, functional surface can be interior studs can be a single operation during the molding of at a much lower cost than if done separately the in the field. 2. Reduction on construction cost: Because reinforced plastics are conventional construction lighter materials, with employed. Also, because of the relatively panels, the time required to enclose than erection lifting capacity requirements greaterly reduced and fewer 3. weight small machinery low in can be large size of the a building is joints have to be sealed. Energy saving: With fuel costs rising and with that the energy problem is a contributes to a up term For example, of an aluminum grid core 121 awareness phenomenon, certain degree to help cooling and illumination. made long increasing reduce plastic heating, panel wall (or a polyurethane systems core) with translucent fiber glass reinforced bonded to both sides can produce a composites thus cooling load of However, can offer, 1. Fire house modules. barries which have of Some of this kind of and and public to be overcome before technology resistance to fire, officials are myth are mixed be fully plastics. increasingly This perception needs is true smoke during fire. obscures vision, combustion of plastics. conceptions Whether large quantities of both and in black inducing panic To alleviate this a marked increase research-intensive the fire toxic toxic or not, such smoke easily fire-retardant resins and additives applications, the to be corrected and qualified. making escape difficult and shown about that many plastics evolve dense that can result in disaster. has smoke Even some professionals believe gases. it in since building becoming in popular burning plastics give off pushed can the the most important consideration that all plastics including not only about fire hazards but also about fire behaviour of use. of and 14, pp. 123-125) disadvantages gas generated as a by product of However, heating problem: concerned Fact Such these are: building applications is and (Ref. there are also several In the near future, codes U-value. may significantly reduce the potential explored. low panels in spite of the many advantages a plastic house psychological full very plastic retardant 122 in in reinforced fire-sensitive programs and problem, the are being smoke-represent from being satisfactorily resolved. far 2. Durability: Durability under various exposure around and are efforts and practical plastics if solutions, to exper ience a major expansion in building. Methods of long term behaviour of plastics, especially predicting the out-doors, the basis of short-time tests are reliable, es pecially in the absence of utilize any new material, reliable 3. User's ps ychological Finally, probably including plastics, most the Most prefer "house" of as plastic coatings, semistructural beyond however, tend to which satisfy their image of applications of adhesives, application the range of built house. plastics such as furnitures, or sealants and such as cladding panels this to well inherently stiff as represented by a conventionally Although nonstructural most reinforced plastic the house buyers, conservative designs, of geodesic designs Both the modular shell and efficient shapes that are user's the shapes the unusual advantage of the formability of strong. is a for problem critical developer, to resistance plastic houses. provide in the absence resistance: house plastic psychological take long-time experience in performance. of potential totally not users are understandably reluctant to Potential use. actual are existing conditions, in buildings is another major problem calling for concentrated as and highly complex, the subject is still However, areas. thesis) have proven to (which be a great success, the drawbacks mentioned above prevent plastic With own adaptability for certain functions. housing recreational for difficult the careful properties amount by conditions functions where a small of but with site the easy as its adaptability oil exploration Thus, plastic house modules may not adapt to all industry. kinds Module was approved for Housing Portable the such construction sandwich "exotic" With its market successfully. lightness, and forming its penetrate did such as Xanadu structure foam shape, its must keep in mind that any technology has we However, market. housing from penetrating the major modules house of house shell can be used, design based on appropriate applications of of potential plastics, for this waiting for us to explore. 124 there still kind of is an structure enormous which is BIBLIOGRAPHY------------------------ ---------------------- 1. Alhasani, N.M., "A Normative Approach to the Evaluation of Industrialized Building Systems", S.M. ARCH. S. Thesis, M.I.T., Cambridge, June 1982. 2. "Architectural Research on Structural Potential of in Housing," Architectural Research Laborato ry, University of Michigan, Ann Arbor, 1966. 3. Brookes, 1979. 4. Dietz, A., "Plastic for Architects and Builders," M.I.T. Press, 1966. 5. Ehrenkrantz, E.D., "The System to System," May, 1970. 6. Heifetz, H., "Developments in Inflatable Forms," International, January/Febrary, 1970. A., March, Architects' Journal, "O'Domes," Plastic The The in AIA Journal, Build 7. Hollaway, L., "Glass Reinforced Plastic in Construction," Reinhold Publishing Corporation, 1978. 8. "Linlon Plastic Multi-Purpose House," LTD.,1980. Tico Development Co., Glass Fibrous Approach to the "Design 9. Merritt, W.S., Market to as Related Bathroom Polyester Reinforced Technical Conference, Report, Anniversary Needs," Reinforced Plastics/Composites Institute, Society of the Plastic Industry. Inc., 1982. Plastic in Building Construction, 10. "My-My Building System," Febrary, 1973. 11. of Building Construction," "Art T., O'Brien, Journal, July, 1979. 12. "O'Dome," 1973. 13. Otto, F., Plastic "Tensile Structure," "Plastic A., 14.-Quarmby, Publishers, 1974. 15. T., Reed, Journal, Construction, in Building "Principles June, 1978. and January, The M.I.T. Press, Architecture," of Detailing Grp," 125 Architects' 1962. Praeger Architects' 16. "Research on Potential of Advanced Technology for Housing," Architectural Research Laboratory, The University of Michigan, Ann Arbor, 1968. 17. "Rigid Frame Plastic Building System," Building Construction, June, 1974. 18. Siegel, C., "Structure and Form in Modern Architecture," Reinhold Publishing Corporation, New York, 1974. 19. Skeist, I., "Plastics in Building", Corporation, 1966. Plastic in Reinhold Publishing 20. Smart, E., "Recreational Development Handbook," sponsored by the Executive Group of the Recreational Development Conci 1 of the Urban Land Institute, Washington, D.C., 1981. 21. Speidel, E., "Poly-Pod Building System," Report, Anniversary Technical Conference, Reinforced Plastics/ Composites Institute, Society of the Plastic Industry. Inc., 1975. 22. Steele, D.J., "Construction of Monocoque Fiber Glass/Foam Sandwich Portable Housing Modules," Report, Anniversary Technical Conference, Reinforced Plastics/ Composites Institute, Society of the Plastic Industry. Inc., 1979. 23. "The City Planning of Wan-Li," Urban Development Beaurau of R.O.C, 1979. 24. "The Development LTD., 1980. 25. Ward, M., 26. "Xanadu Building System," Plastic Construction, Dscember, 1976. of Green Bay," "GRP Panel," Architects' Tico and Housing Development Journal, in March, 1979. Building 27. Zerning, J., "Design Guide to Anticlastic Structure Plastic," 1975. : 6 Co., in