SYSTEM TEAM COMPOSITION FOR A COMPLEX ... ENABLE SYSTEM INTEGRATION AND ATTRIBUTE ...
advertisement

SYSTEM TEAM COMPOSITION FOR A COMPLEX SYSTEM TO
ENABLE SYSTEM INTEGRATION AND ATTRIBUTE MANAGEMENT
by
Ram Krishnaswami
M.S. (Engineering Mechanics)
University of Kentucky, 1991
Submitted to the System Design and Management Program,
in Partial Fulfillment of the Requirements for the Degree of
Master of Science in Engineering and Management
at the
Massachusetts Institute of Technology
Maty'2604
@ Ram Krishnaswami, All rights reserved
The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic
copies of this thesis document in whole or in part.
Signature of Author.............................................
Krishnaswami
System Design and Management Program
May 2004
C e rtified by .............................
........................
Daniel Whitney
Thesis Supervisor
Sr. Research Scientist, Center for Technology, Policy and Industrial Development
May 2004
Accepted by ..................................
.....................
Thomas J. Allen
Co-Director, LFM/SDM
Howard W. Johnson Professor of Management
A ccepted by .........................
.......................................
David Simchi-Levi
Co-Director, LFM/SDM
Professor of Engineering Systems
MASSACHUSETTS INSTR~lff
OF TECHNOLOGY
SEP 0 1 2004
LIBRARIES
BARKER
SYSTEM TEAM COMPOSITION FOR A COMPLEX SYSTEM TO
ENABLE SYSTEM INTEGRATION AND ATTRIBUTE MANAGEMENT
by
Ram Krishnaswami
Submitted to the System Design and Management Program on May 2004,
in Partial Fulfillment of the Requirements for the Degree of
Master of Science in Engineering and Management at the
Massachusetts Institute of Technology
ABSTRACT
The automatic transmission is a very complex system in a modern automobile with
several hundred components performing mechanical, hydraulic and electronic functions.
System integration and attribute management are key challenges in the design and
development of an automatic transmission. The system and sub system team structure
can play a key part in the success of this development. A properly structured team can
enhance the communication between the engineers designing the individual
components, ensure that all interfaces between the components are properly managed
and appropriate design actions are in place for best in class attributes.
This thesis analyzes the current team structure and composition that is in place in the
Automatic Transmission Division at Ford Motor Company and offers recommendations
to improve the composition to better align the sub system teams with the actual
workings of the transmission. The main tool that is used to enable this work is the
Design Structure Matrix (DSM). Communication between individual team members is
compared to components that physically touch or exchange energy through hydraulic
means, or exchange electrical signals and preferred team compositions for effectively
engineering these sub systems are proposed. The efficacy of these teams to manage
attributes like noise and shift quality is also discussed.
3
This page intentionally left blank
4
Author Biography
Ram Krishnaswami
Mr. Krishnaswami is the Manager for the 6F Transmission Program at Ford Motor
Company. This is a brand new, fuel efficient, state of the art, front wheel drive
transmission for passenger cars and sports utility vehicles that is being jointly developed
by Ford and General Motors. Prior to this, Mr. Krishnaswami was a Supervisor in Park
Systems and Sensors, a Technical Specialist in Noise and Vibration, a System
Engineer, and a Computer Aided Engineering (CAE) Analyst in the Automatic
Transmission Division at Ford Motor Company. He is also a certified Six Sigma
Blackbelt. He has also worked as a CAE Consultant in the automotive industry with
EASi Engineering, a contract designer for Texas Instruments, and helped commission a
heat treatment line for TVS-Suzuki Motorcycles in India.
Mr. Krishnaswami has a Bachelor's in Mechanical Engineering from Delhi College of
Engineering, Delhi University, India and a Masters of Science in Engineering Mechanics
from the University of Kentucky in Lexington.
He lives in Farmington, Michigan with his wife Vandana, daughter Dipika, son Druva
and dog, Rani.
5
This page intentionally left blank
6
Acknowledgements
I would like to thank Ford Motor Company and my Management for sponsoring me and
providing me with an opportunity to pursue the SDM program at the Massachusetts
Institute of Technology.
I would like to thank my thesis advisor, Dr. Dan Whitney for his guidance before and
during the thesis process. The long conversations we had provided the ideas that
formed the basis for this work. I am also thankful to the SDM Program faculty for a
wonderful academic experience (especially Profs. Thomas Roemer and Olie deWeck
for exposing me to DSMs in their courses) and the helpful folks at the SDM Program
office (Denny Mahoney, Ted Hoppe, Bill Foley amongst others) who made it easy for
me to get through this program from a distance.
Finally, I am extremely grateful to my lovely wife Vandana, and my two wonderful
children, Dipika and Druva for their incredible support and patience for the last two and
a half years while I have pursued this program. Without their love, understanding, and
encouragement, this would not have been possible.
7
This page intentionally left blank
8
Table of Contents
SYSTEM TEAM COMPOSITION FOR A COMPLEX SYSTEM TO ENABLE SYSTEM
AG EE ...............................................................
INTEGRATIO N AND ATTRIBUTE
1
ABSTRACT ...............................................................................................................................
3
AUTHOR BIOGRAPHY .............................................................................................................
5
ACKNOW LEDGEM ENTS ....................................................................................................
7
TABLE OF CONTENTS ......................................................................................................
9
LIST OF FIGURES ...................................................................................................................
12
CHAPTER 1 .............................................................................................................................
15
Introduction.............................................................................................................................15
15
Overview and Problem Description .....................................................................................
Objective................................................................................................................................16
17
Methodology and Scope ....................................................................................................
Thesis Structure.....................................................................................................................20
21
S u m m a ry ...............................................................................................................................
CHAPTER 2 .............................................................................................................................
23
23
The Product and the Organizational Structure .................................................................
................... 23
Introduction.................... ..... ....... ......................
23
Automatic Transmission Overview .....................................................................................
Torque Converter...................................................................................................................26
Planetary Geartrain................................................................................................................27
Friction Elements...................................................................................................................29
30
Hydraulic Control Module...................................................................................................
30
P u m p .....................................................................................................................................
31
Transmission Controller .........................................................................................................
32
Park System ..........................................................................................................................
32
S tru ctu res ..............................................................................................................................
Transfer, Final Drive and Differentials.................................................................................33
The Automatic Transmission Organization........................................................................ 34
The CPMT Structure..............................................................................................................42
44
S u m m a ry ...............................................................................................................................
CHAPTER 3 .............................................................................................................................
46
The "Team Based" Design Structure Matrix .........................................................................
46
9
In tro d u ctio n ............................................................................................................................ 4 6
DSM Formulation ................................................................................................................... 46
Interviews and DSM Construction .......................................................................................... 49
Sorting and Reordering the DSM ........................................................................................... 54
Analyzing the Grouping .......................................................................................................... 56
S u m m a ry ............................................................................................................................... 5 9
CHAPTER 4 ............................................................................................................................. 61
Overlay of the Internal Workings of the Transaxle ...............................................................61
Intro d u ctio n ............................................................................................................................ 6 1
Physically Touching Interactions ............................................................................................ 61
Electro-Hydraulic Interactions ................................................................................................ 66
S u m m a ry ............................................................................................................................... 7 2
CHAPTER 5 ............................................................................................................................. 75
Attribute management using the DSM ................................................................................... 75
In trod u ctio n ............................................................................................................................ 7 5
Transmission Noise ............................................................................................................... 75
DSM for Noise PAT ............................................................................................................... 77
S h ift Q u a lity ........................................................................................................................... 7 9
S u m m a ry ............................................................................................................................... 8 1
CHAPTER 6 ............................................................................................................................. 83
Recommendations and Conclusions .................................................................................... 83
Intro d u ctio n ............................................................................................................................ 8 3
Recommendations ................................................................................................................. 83
Conclusions and Summary .................................................................................................... 85
REFERENCES ......................................................................................................................... 89
10
This page intentionally left blank
11
List of Figures
Fig. 2.1: Form of a typical Automatic Transaxle with the highest level of decomposition. .....
24
Fig. 2.2: Architectural concepts of automatic transmissions through intent and process zooming
...........................................................................................................................................
25
Fig. 2.3: Cross Section of a 4 Speed Automatic Transaxle that is currently in production with
some major sub assemblies identified @ Ford Motor Company ....................................
28
Fig. 2.4: High level Organization Chart at ATEO .................................................................
35
Fig. 2.5: Typical Organization structure of a Systems Department ......................................
38
Fig. 2.6: Typical structure of the Mechanical & Structural Components Department ............ 39
Fig. 2.7: Typical structure of the Electro-Hydraulics Component Department at ATEO ......
41
Fig. 2.8: Structure of the Torque Converter Department at ATEO ........................................
42
Fig. 2.9: Distribution of components into CPMTs.................................................................
43
Fig. 3.1: Initial blank 29x29 DSM .........................................................................................
48
Fig. 3.2: Expanded and populated 32x32 DSM showing levels of communication between
com ponent engineers .........................................................................................................
52
Fig. 3.3: DSM with currently defined CPMT grouping overlaid............................................. 53
Fig. 3.4: Sorted and rearranged DSM with some natural clusters highlighted.......................55
Fig. 3.5: Sorted and rearranged DSM with the proposed team distribution along with a System
Inte g rato r ............................................................................................................................
56
Fig. 4.1: DSM showing physical contact between parts in the system ..................................
62
Fig. 4.2: Populated DSM with the recommended team structure overlaid............................ 63
Fig. 4.3: Rearranged DSM taking into account physically contacting interfaces ...................
65
Fig. 4.4: DSM showing Electro-Hydraulic interfaces with the current CPMT team structure
o v e rla id ...............................................................................................................................
12
67
Fig. 4.5: DSM showing Electro-Hydraulic interfaces rearranged with the recommended
g ro u p in g .............................................................................................................................
68
Fig. 4.6: DSM rearranged to cluster all Electro-Hydraulic Interfaces..................................... 69
Fig. 4.7: Modified DSM to show the rearrangement to better manage the Electro-Hydraulic
In te rfa c e s ............................................................................................................................
70
Fig. 4.8: Rearranged DSM showing the Physical Contact interfaces ....................................
71
Fig. 4.9: Rearranged DSM showing the levels of communication between the respective
component engineers ....................................................................................................
72
Fig. 5.1: DSM showing the interfaces that are part of the "path-receiver" for managing attributes
like Noise. The source categories are highlighted in yellow while the receivers are in green
...........................................................................................................................................
78
Fig. 5.2: Rearranged DSM with the recommended team structure showing the interfaces to
manage the Noise attribute..............................................................................................79
Fig. 5.3: DSM showing the interfaces for managing Shift Quality with the recommended team
structu re ove rla id ................................................................................................................
13
81
This page intentionally left blank
14
Chapter 1
Introduction
Overview and Problem Description
An automatic transmission is a complex system comprising of several hundred
parts performing mechanical, hydraulic and electrical functions. Modern transmissions
have increased in complexity over the years due to the introduction of electronic and
computer controls utilizing sophisticated software and strategies for managing its
functions. As automatic transmissions have increased in complexity, there are fewer
and fewer engineers who understand all aspects of designing one. This has resulted in
specialists for each major function or sub system within the transmission. Keeping track
of interfaces between these major sub systems has also become difficult. Over the last
decade there have been occasions where new products have had less than stellar
launches with initial quality issues and inadequate system level attribute management.
This manifested itself in poor initial shift quality or noise and vibration problems that
resulted in a loss of customer satisfaction in the marketplace.
Advances in System Engineering and the use of state of the art tools to design
and develop complex systems over the last few years have simplified ways to address
these types of issues. This is even more relevant in the current industry where product
development times are reducing and means to make the whole process shorter and
more cost effective are encouraged. While engineering and design of most of the
components in an automatic transmission is a relatively mature field, system and sub
system integration and attribute management is not very structured. Traditional design
15
and test methods which work on more of a trial and error basis to develop the system is
no longer a cost effective solution given the number of expensive prototypes that are
required. This also results in a proliferation of system design levels with limited number
of samples for each level. A lack of robustness to the design is the outcome. To
address this lack of robustness, various Quality and Engineering Disciplines have been
rolled out to the engineering community in Ford and is now being used extensively.
However, the underlying organizational structure within the automatic transmission
division may not be best suited to effectively utilize these state of the art tools.
The automatic transmission organization in Ford Motor Company has a
traditional structure to it. Program and functional groups are separated and the
Program groups typically draw from a centralized pool of engineers for component
design. Sub system teams or Component Program Module Teams (CPMT) comprising
of a set of components are typically formed using "natural" groupings defined by similar
components or proximity of components to one another within the transmission system.
While this worked adequately with simpler architectures and limited functions, current
advances in technology and increased product complexity has identified flaws in this
traditional organizational structure like improper management of interfaces or
inadequate communication between the specific component engineers required to
properly manage system attributes. This can result in a less than perfect harmony
between the internal couplings of the transmission and the internal couplings of the
organization.
Objective
16
This thesis studies the aspects of team composition to assist in managing
interfaces within a complex system and offers concrete recommendations on improving
the process to enable the teams to elegantly address all the major system engineering
functions and to manage system level attributes. The objective is not to propose a
complete overhaul of the process that is currently being used. I feel that the product
development process that is being used at Ford is a good one that has evolved well
over time. The Quality and Engineering Disciplines that are part of the modern Ford
engineer's skillset are state of the art and when followed will ensure a robust product.
This work intends to come up with recommendations that augment and enable the
proper use of these tools and methods at the working level by structuring the
organization in a way to set the engineers up for success.
Methodology and Scope
The main tool that was used in this work was the Design Structure Matrix (DSM).
The thesis used a new 6 Speed automatic transmission project as the basis of this
work. Assumptions for the teams and the functions of the various sub systems were
based on this transmission and its architecture. Ford Motor Company and General
Motors are jointly developing this transmission to be launched into volume production in
a few years.
However, all the results and conclusions presented here are general and are
applicable to any development activity of an automatic transaxle (and with some
deletions, a rear drive automatic transmission). An example of the hardware that is
presented in this document represents a 4 speed transaxle that is currently in
17
production and the conclusions here would apply for the most part to that system too.
The thesis will also not describe the framework for this type of an arrangement or go
into the details of the working arrangements at GM. The work will be focused from the
standpoint of Ford Motor Company and its team composition alone. The relevant
organizational structure of the Ford team will be detailed and will serve as the basis for
the research study.
One of the biggest challenges for this type of a development is to integrate the
working level teams between the two companies. The integrated team structure that is
currently in place was studied as a baseline. Ford has 9 CPMTs (Component Program
Module Teams) that are each composed of product and manufacturing engineers,
buyers, quality analysts, supplier representatives, etc. Using a team based DSM
approach, the composition of these teams was analyzed, and an optimum composition
was identified. This was then compared with the current Ford CPMT composition.
The base DSM above was populated based on communication levels between
the individual Ford engineers that made up the whole product development team. This,
in effect captured the internal couplings if the organization. Using the same DSM
categories as a base, the internal couplings of the transmission was captured with two
new DSMs that were populated based on physical interactions between the respective
components and with information transfer between the components. Overlays of these
DSMs with the team communication DSM were analyzed. This yielded
recommendations and modifications to the recommended team structure for system
teams to ensure best communication within the different CPMTs and to have the most
effective system integration efforts during the development phase.
18
A further study was focused on the effective management of system level
attributes. Very often system level attributes are emergent properties of the system and
are not managed effectively. This can often result in objectionable behavior and hence
become a source of customer dissatisfaction. One such system level attribute for an
automatic transmission is Noise and Vibration. This attribute was discussed briefly and
the relationship to the individual components of the transmission was analyzed. Using
the same basic framework as the DSM discussed above, these relationships were
captured and the attribute management team was defined to best manage this issue.
This also identified the specific engineers that would be part of this team, the
components and the specific interfaces that were involved. A similar study was
performed for Shift Quality.
Significant amount of work has been done in the use of Design Structure
Matrices as a powerful System Engineering tool in the last few decades with quite a few
applications in the automotive industry. A search of the contemporary literature does
not show too many examples of DSM usage in the area of automatic transmissions.
There are examples in the area of engines however. Eppinger writes about ideal team
composition in General Motors Powertrain division [2] based on communication
between different Product Development Teams (PDT). While there has been a lot of
research in coupling product architecture and organizational structure [3] and in
Powertrain attribute development [4], there has been some work in the application of a
DSM to couple the internal workings of the product to the internal workings of the teams
of engineers who design it [1]. Besides the engineering of the system by these teams,
one of the critical areas is to manage the emergent properties like attributes in an
19
efficient and elegant manner to ensure that these are not objectionable to the customer.
This work attempts to do all of the above on a complex system - the modern automatic
transmission in an automobile.
Thesis Structure
The thesis is laid out as follows:
Chapter 1:
This chapter defines the issues involved in developing a complex
system like an automatic transmission, the incompatibility between
the product and the organizational structure, and the objective and
scope of this work.
Chapter 2:
A brief overview of the workings of an automatic transmission is
presented in this chapter. In addition, the current organizational
structure is discussed briefly.
Chapter 3:
The construction of the base DSM is detailed in this chapter. The
composition of the current CPMT structure is overlaid and the
optimum team structure based on communication between
engineers is also presented.
Chapter 4:
The optimum team structure identified in the previous chapter is
overlaid with the DSM that captures the internal workings of the
transmission based on physical contact and information exchange
between individual components.
20
Chapter 5:
Ideal team composition to manage attributes like Noise and
Vibration and Shift Quality are identified here and overlaid with the
based DSM.
Chapter 6:
This is a summary of the findings and recommendations to modify
the organization to best design and develop a complex system like
an automatic transmission. Opportunities for future work are also
discussed in this chapter.
Summary
In this first chapter, we briefly discussed a high level view of the current state of
the product development activity at Ford Motor Company's Automatic Transmission
division, its limitations and the need for this investigation. The objective and scope of
this work was defined, and the outline and content of the various chapters in the thesis
was presented.
21
This page intentionally left blank
22
Chapter 2
The Product and the Organizational Structure
Introduction
Understanding the workings of an automatic transmission is necessary in order
to fully appreciate the complexity of the system and the inherent challenges in designing
and developing one. This chapter briefly describes the constituent sub systems that
make up the modern automatic transmission and the way they function. In addition, the
current organizational structure at the Automatic Transmission Engineering
Organization (ATEO) at Ford Motor Company is described. This will serve as good
background for the information presented in subsequent chapters.
Automatic Transmission Overview
The functions of an automatic transmission are:
"
Match engine speed and torque to the driver's needs
"
Move the vehicle (forward or backward) or Park it on operator command
(transfer torque from the engine to the driveshaft(s) of the automobile,
provide a reaction point for the vehicle's inertia when parked in different
inclines and terrains, and provide engine braking in manually selected
gears).
23
The form of the automatic transmission is mainly decided by whether it is to be
used on a Front Wheel Drive (FWD) or Rear Wheel Drive (RWD) configuration in the
vehicle and it is sized depending on the torque capacity. The FWD version of the
transmission is also referred to as a transaxle since it integrates an axle into the unit so
as to supply torque to the vehicle halfshafts. For the most part, since this study was
conducted on a transaxle, both terms (transmission and transaxle) are utilized
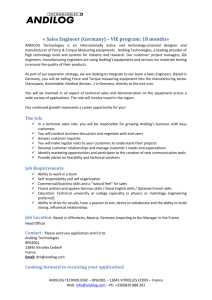
interchangeably unless specified otherwise. The form of a typical automatic transaxle
with the highest level decomposition is shown in Fig. 2.1.
AUTOMATIC
TRANSAXLE
Friction
Elements
Transmissio
Controller
Hydraulic
Controls
Torque
Converter
Pump
Epicyclic
Geartrain
Structures
Park
System
Final Drive
and
Differential
Fig. 2.1: Form of a typical Automatic Transaxle with the highest level of decomposition.
There have been many designs over the years that provided these functions in
an efficient manner. Some of them have been "stepped" transmissions with multiple
speeds (the number of speeds have increased over the years in order to provide better
24
performance and fuel economy), while others have been continuously variable
transmissions (CVT) or automatic shifted manuals (ASM - predominantly in Europe).
Looking at automatic transmission architecture using a tool like zooming and defining
intent and process, one can see that various combinations of hardware are possible to
arrive at a solution that meets the required functions. Fig. 2.2 shows a limited number
of concepts relating to the intent and process.
+
ro
Intent + P rocess2
s
Transport vehicle from
one location to another ITo
bnmuftipleng and
es
and torque of the engine
To change the spee
transferring the torque
of the engine
.A............
Sim ple Planetary
Geartset
Sim pson's Planetary
Arrangem ent
S
U
....
H ydraulically controlled
'I Clutches
H yd raulically controlled
. B ands and D rum s
I
:
BB______
Electronic Shift
Schedulin
Electronic Shift Control
Strategy
holddered
the vehicle
the
location by keeping
it in place
________
.......
Manual locking
'1 Pavd and Park Gear
Electronically
lactivated P ark
actvte Parking
R.avigneauxGe aret_ _
Brake
L ayshaft(Parallel Axds)
G.e.ars (Autom.ated
Shifting Manual -ASM)
Manually activated
4P arking Brake
Belt.dr.venC.ontinuosly .:
: ::.:.:.........
Variable Transmission.........................
....
4 ovaiial CVT
Fig. 2.2: Architectural concepts of automatic transmissions through intent and process
zooming
In this chart, various combinations of these intents and processes can be used to
define the form of the automatic transmission. The first column of intent and processes
labeled as "Intent + Process 1" shows the various geartrain configurations that provide
torque multiplication and define the direction of motion of the vehicle. The second
25
column labeled "Intent + Process 2" shows the means of controlling the transmission
smoothly and efficiently while the third column shows the concepts for the Park function.
As an example, {A1 + BA1 + BA2 + C1} could define a possible concept for a simple
+
three speed automatic transmission. Another set could be {A1 + A3 + BA1 + BA2
BB1 + BB2 + C2}. This shows a combination of a simple planetary and a compound
planetary (Ravigneaux) gearset yielding the famous Lepelletier arrangement. This
architecture could be capable of six forward speeds and could be a state of the art
transmission. Adding other required sub systems like a pump, torque converter,
structural members, and a final drive and differential assembly if it is a transaxle, the
design can be completed. Each of these additional sub systems has its own
architecture but the complete intent and process chart is not shown here for the sake of
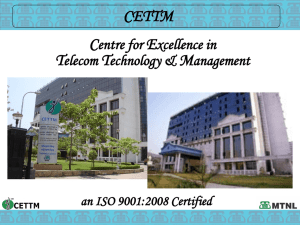
brevity. The point to make is that this is a complex system with many sub systems and
hundreds of constituent parts. A cross section of a 4-speed transmission that is
currently in production is shown in Fig. 2.3 to illustrate this point. A brief description of
the various sub systems follows [6]:
Torque Converter
The torque converter assembly is primarily made up of the impeller, the turbine,
the cover, the reactor (stator) and the converter clutch. It serves four main functions:
*
It couples the engine to the geartrain as a fluid coupling when it is open
*
It multiplies torque until the reactor clutch freewheels at the converter
coupling point
26
It damps the transient torsionals created by engine firing before it acts on
the drivetrain
It directly couples the engine to the drivetrain through the converter clutch
Planetary Geartrain
Planetary gears are an efficient means of transmitting and multiplying torque in
automatic transmissions. In its simplest form, the planetary gearset comprises of a sun
gear, a number of pinion gears and a ring gear. The ring gear is an internal gear. The
pinions are mounted on shafts and bearings to a structural member called a planetary
carrier. The pinions can revolve about their own axis or about the sun gear if the carrier
is free to rotate. The gears are always in mesh unlike a manual transmission with a
parallel axis. This gearset can increase speed or torque, reverse the direction of
operation or perform as a coupling device in direct drive. A complex planetary like a
Ravigneaux arrangement may have two layers of pinion gears meshing with a common
ring gear and possibly two sun gears. Typically, one of the elements (ring, carrier or
sun) is held, while another one is driven and the output comes out of the third element.
By varying these, different ratios may be achieved. Driving two of the elements
simultaneously yields a direct drive. Various combinations of simple and complex
planetaries may be used to create the required speeds and ratios. Two simple
planetary gearsets sharing a common sun is called a Simpson arrangement while a
combination of a simple and a Ravigneaux is called a Lepelletier arrangement. Once
the architecture and the number of teeth in these gears are chosen, the various gear
ratios are fixed for the transmission.
27
Converter
Turbine
Housing
PlantarySpeed Sensor
Case
Gearset
Torque
~~Converter
Clutchpack
]t
Pump
End
Cover
TransferGears
Tapered Roller
Bearings
Final Drive
Gears
Differential
Fig. 2.3: Cross Section of a 4 Speed Automatic Transaxle that is currently in production
with some major sub assemblies identified @ Ford Motor Company
28
These cannot change without changing the constituent hardware. What can change
during operation is when the specific speed or gear is commanded and how smooth the
shift occurs.
Friction Elements
The two main types of automatic transmission clutches are the multi-plate wet
clutch and the one-way clutch (OWC). The plate clutch typically consists of a number of
drive and driven clutch plates housed in a case. This can be used to hold a component
stationary in both directions by grounding it to the case or to connect two rotating
planetary members. The clutch assembly typically consists of a drum, clutch piston,
drive (steel) and driven (friction) clutch plates, pressure plate, snap ring, clutch hub, ball
check valve and balance dams.
The OWC is a mechanical unit that operates automatically to hold a component
stationary in one direction while allowing it to freewheel in the other direction. This
device does not need a hydraulic or mechanical linkage means to activate it. The OWC
assembly typically consists of an inner and outer race, and some form of rollers or
sprags to provide the wedging action to lock the clutch up.
Other friction elements that are present in automatic transmissions are band
brakes. A band is used to hold a planetary member stationary by acting on a drum that
is attached to the member. The flexible steel band is typically attached to the case
using a reaction strut and has a friction lining that wraps around the drum. The band is
activated using a servo attached to the apply strut.
29
Hydraulic Control Module
This sub system consists of valve bodies which are essentially machined die cast
aluminum parts with bores for various valves and cast fluid passages (worm trails) to
route the fluid under pressure. Various valves are present in the hydraulic control valve
body like a main regulator valve that regulates line pressure, a manual valve that
pressurizes the various circuits to get forward, reverse or no motion, shift valves that
enable a specific shift event (prevalent in older designs), bypass clutch control valve
that controls the torque converter clutch, solenoid pressure regulator valves that
regulates the pressure to the shift solenoids, etc. To achieve good shift quality, the
oncoming clutch needs to be precisely controlled. Older systems used accumulator to
do this while more modern systems use electronic control by directly controlling the shift
solenoids. The solenoid module can be attached to the valve bodies making an
integrated hydraulic control module.
Pump
The pump can be an internal gear or gerotor design or a vane type design.
These are typically positive displacement pumps and are coupled to the engine either
directly on axis or through an off-axis chain drive. As long as the engine is rotating, and
fluid is supplied to the inlet, the pump delivers fluid. The volume of fluid delivered is
proportional to the drive speed and this is designed to be typically more than the needs
of the transmission. In a typical gear pump, the meshing of the gears in the pump
causes a vacuum that houses the inlet to the sump. Atmospheric pressure in the sump
30
forces the fluid into the inlet. The gears are closely fitted to a crescent in the pump
housing and the gaps between the crescent and the gear teeth form chambers, which
trap the fluid as the gear rotates and is then forced out through the outlet port. In the
case of a vane pump, oil pressure is created as the vanes revolve inside the pump bore
ring. This design is also coupled to the engine like the gear pump and pressure is
available as long as the engine is running. The main regulator valve in the hydraulic
control module regulates line pressure at the outlet.
Transmission Controller
Some transmissions have a stand-alone transmission controller while others
have an integrated powertrain control module that controls both the engine and the
transmission. This computer chip controls the operation of the transmission. The
module receives information about the transmission operation including the rotational
speeds of various elements from sensors mounted on the transmission, manually
commanded range selected by the user (PRNDL), transmission fluid temperature, etc.
Other non transmission inputs that are utilized include the throttle position, mass air
flow, intake air temperature, engine rpm, brake on/off switch, etc. The controller then
processes this information, utilizes the software strategy in its memory and sends
commands that operate the various solenoids which could be variable force, variable
bleed or on/off type. These command the shift events that occur. Systems that utilize
this type of electronic controls do not require dedicated shift valves in the hydraulic
control module.
31
Park System
The Park System is typically a mechanical linkage system that operates a pawl
into the space between gear teeth of a spur gear that is coupled with the output. This
serves as a mechanical stop and provides a reaction point for the inertia of the
automobile that is parked in a grade. The movement of the pawl is controlled linkage
that is attached to the shifter by a cable and is commanded by the operator moving the
shift lever into Park. The same system also is attached to the manual valve in the valve
body that commands the forward, backward or no motion depending on the gear state
chosen by the driver. In addition, a transmission range sensor or mode switch is
present that provides an electrical signal to the transmission controller detailing the
state that has been commanded by the driver.
Structures
The whole transmission is enclosed in a machined die cast housing or case.
This may be a one piece structure or a two piece structure. FWD transaxles typically
have two pieces - a converter housing and a case that are bolted together. RWD
transaxles typically can have a one piece or a two piece case that is bolted to an
extension housing. They serve as grounding and reaction points for the elements that
require it in the transmission. There may also be assorted covers or oil pans depending
on the form of the design. Gaskets of some type assist in sealing the various structural
components. Internally, there are typically one or more supports that hold the shafts
32
supporting the geartrain. The external structures like the case are typically optimized
for package, powertrain stiffness and for noise radiation characteristics.
Transfer, Final Drive and Differentials
Unlike RWD transmissions that are inline in a North - South configuration within a
vehicle, FWD transaxles are in an East - West configuration in the engine compartment
and typically need a method to transmit the torque to the front wheels. This results in a
transmission with multiple axes: the main axis that is inline with the engine crankshaft
and one or two additional axes depending on whether a chain drive or a transfer gear
drive architecture is chosen respectively. There is also a final drive gearset that offers a
further torque multiplication and also turns the differential case which houses the
differential side gears and pinions that enable turning of the vehicle by slowing one
wheel with respect to the other.
These are the main type of subsystems within the transmission. In addition there
are components like bearings, bushings, shafts, seals, drums, shells, sensors,
transmission fluid, etc which work in tandem with these sub systems. In general these
subsystems have mechanical, hydraulic, and electronic functions that have all got to
work together to enable a flawless gearbox. These systems and functions have to be
integrated together and calibrated and this is not a trivial task. In fact it can take 2+
years of system integration and calibration before a newly developed transmission is
ready to hit the market.
This brief description of the major subsystems is provided in this work to set the
stage for the work outlined in the next couple of chapters. This is not even close to
33
being comprehensive. There are many books and resources available that treat the
operation of an automatic transmission in greater depth and a couple of these are listed
in the references [6, 9].
The Automatic Transmission Organization
The Automatic Transmission Engineering Organization (ATEO) at Ford Motor
Company is headed by a Chief Engineer. Reporting to him are two Executive
Engineers for Current Model and Future Model Programs. Under each of these
Executives, different System Departments reside, each responsible for a major
transmission program and its variants. In addition, all of the component engineering is
centrally located into three departments whose Managers report directly to the Chief
Engineer. These departments are classified as Electro-Hydraulic Components,
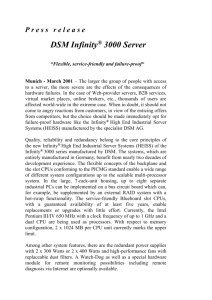
Mechanical & Structural Components, and Torque Converter. Fig. 2.4 shows the
structure of the high level organization chart at ATEO.
Support groups like CAD, CAE, report to the New Programs Executive Engineer.
Transmission Electronics, Testing, Manufacturing Engineering, Prototype
Manufacturing, Purchasing, etc. are all separate organizations and are dotted lined to
the Engineering Organization - these structures are outside the scope of the research
and will not be discussed here in detail.
34
Chief Engineer
ATEO
Executive Engineer
CurrentPrograms
Manager
Strategy&
Business
Manager
Mech
Manager
Program P
Manager
Program A
Manager
Program B
jManagerj
Manager
ProgramC
Manager
Program R
Manager
CAD/CAE
Manager
Program S
/
Executive
Engineer
New Programs I
Struct
Components
_____
Program0
Manager
1-Prototypel
Production
Manager
Testin
-
Manager
Electro
Hydraulic
Components
Manager
Finant]
S
Manager
ProgramT & U
Manager
Transmission
Electronics
Manager
Advanced
Pre-Program
&
Manager
-Special
ProgramsA
Manager
Torque
Converter
Manager
Human
Resources
Fig. 2.4: High level Organization Chart at ATEO
The System Departments that are in charge of the various programs are for the
most part independent satellites that address all program related issues. Typically,
these departments have multiple sections that have between 5 and 10 engineers or
administrative personnel and are managed by a Section Supervisor. These sections
and their roles and responsibilities are:
35
" Program Control Section: This section is responsible for all aspects of
project management and program timing, checkpoint deliverable process,
change control process, engineering budget and staffing projections,
internal customer and powertrain system interface, maintaining Bill of
Materials for different prototype build levels, hardware procurement and
build coordination, etc.
" Transmission and Vehicle Systems Section: This can be one big Section
or split into two smaller ones depending on the program. Typically, this
section is in charge of system and sub-system targets, transmission
packaging in the vehicle, fuel economy, transmission efficiency, cooling,
powertrain interface management (with engine and driveline), system and
sub system engineering, Noise and Vibration, hydraulic characterization,
quality documents, lubrication, etc.
*
Transmission System Development Section: This section may sometimes
be combined with one of the Systems Sections from above. This group is
responsible for all the verification and validation of the sub systems and
the transmission system in a dynamometer, test rig and / or a vehicle.
*
Transmission Calibration Section: This group works with the hardware,
the System Engineers, Engine calibrators, and the Transmission
Electronics engineers and calibrates and integrates the transmission
hardware, the software and strategy, and the vehicle. They are
responsible for the delivery of good shift quality from the transmission.
36
*
Component Engineering: Most new programs have a dedicated
Component Supervisor and they draw the component engineers from the
centralized departments. These engineers are based in their home
departments but are dotted line reports to the Systems department. This
is because many of them may support more than one program. If any of
these engineers are dedicated to a single program, they report directly to
the System department. Typically a handful of engineers are dedicated
while the rest split their time between programs. The structure of the
component engineering sub system teams will be discussed in greater
detail in the following pages.
The typical organizational structure for a Systems Department is shown in Fig.
2.5.
In addition to the Supervisors, there are typically one or more individual
contributors like Technical Specialists that report to the Manager. In addition, the
Manufacturing Engineering and Purchasing organizations are represented through a
dotted line arrangement to the department. Support organizations like CAD, CAE,
Transmission Electronics, Prototype Manufacturing, Testing, etc. have a dotted line
reporting arrangement to the department Manager.
37
Transmission
Systems Department
Calibration
Supervisor
Program
tro
Engg.
Staf
Supervisor
Transmission
& Vehicle
Systems
Engg.
-(Mech
Systems)
Coordina
for
Staff
.Staff
Supervisor
Transmission
Supervisor
Calibration
-Engg.
(Efficiency,
Quaffity)
Engg.
(NVH)
Supervisor
Manufactunring
Supervisor
Component
Shared iith other
Systems
Programs
Development
Engg.
(Dyno
Test)
Engg.
(Vehicle
En
Engg.
(6Sigma
Engg
(PuEgg
(Pump)
egg.
Calibrator
(Gears)
Engg.
E g
)
Engg.
Supervisor
Purchasing
1 _ - - -.
Manager
_
Tech
Specialst
Engg.
I-
Engg.
F-
Engg.
(Park)
Calibrato
(Structure
Calibrator
Case
Engg.
(Clutches)
I
Lg F_
Engg.
Engg.e(Sensors)
Technici
an
Calibrator
Engg.
I (Systems)I
ec nca
(E-H
Control)
Engg.
(Torque
Conv.)
Engg.
L (Bearing
& OWC)
Engg.
(Carriers
Sl
I
I..
Dedicated to
Program Full Time
tEngg.
~
(Support)
Engg.
(VB
Cover
LAssy)
Fig. 2.5: Typical Organization structure of a Systems Department
The Component Departments are organized into Sections that group similar
components together. The main function of these departments / sections is to perform
component engineering, design and release the components and perform any
component level verification and validation that is required. The Mechanical and
38
Structural Components Department (Fig. 2.6) has a Structures Section, a Gears and
Planetaries Section, a Park System Section, a Shifter Section, and a couple of
Mechanical Components Sections that have drums, OWCs, seals, shafts, differentials,
etc.
I
I
Shafts, Seals
Bearings
OWC
Hubs
Engg.
(Prog. A)
&
Diff.
Shaft
Engg.
(Prog. A)
&
Gear Engg.
- (Prog. C
P)
Chain
- Diff Engg.
(Prog. B
Engg.
(Prog. C
Carrier
Engg.
(Prog. B
-
&
Engg.
(Prog. B
P)
Brg.
Shell Engg.
(Prog. B
&
Shaft
Engg.
Case
Engg.
(Prog. C
0)
Engg.
- (Prog. C
Engg(Prog. T
Support
Hsg. Engg.
(Prog R
T)
Engg(Prog. S
U)
&
&
Engg.
(Prog. U
A)
Engg.
- (Prog. B
P)
&
0)
Engg.
(Prog. R)
Engg.
(Prog. S
U)
-
Engg.
(Prog. T
U)
&
&
-
U)
Engg.
(Prog. A
U)
Engg_ (Prog. R
T)
J
&
(Prog. R)
&
&
Engg.
(Prog. T
U)
(Prog. C
0)
Chain, Diff
-&
Engg.
(Prog. B
P)
&
Engg.
(ProgR
OWC
- Brg. Engg.
&
-
&
Engg(Prog. R)
Engg.
- (Prog. A
&
0)
0)
Supervisor
Shifters
(Extemal
Controls)
&
&
&
0)
P)
Engg.
(Prog. C
&
&
P)
Engg.
(Prog. A)
&
&
-
&
_ Gear Engg.
(Prog. A)
&
Engg.
(Prog. A)
Supervisor
Extemal/
internal
Structures
&
Assemblies
Supervisor
OWC / Hubs
Shells
&
Chains, Diffs,
&
Supervisor
Planetary
/
Supervisor
I
/
Supervisor
Park Systems
I
&
I
Engg.
(Prog. A
U)
&
Engg.
Seals
.Engg.
Fasteners
Fig. 2.6: Typical structure of the Mechanical & Structural Components Department
39
Similarly, the Electro-Hydraulic Department (Fig. 2.7) has a Friction element
section, a couple of Main Control sections (valve bodies, solenoid modules, etc.), a fluid
and lubrication section, a Pump section and a cooler lines section. The Torque
Converter Department (Fig. 2.8) is organized a little differently. There are three
sections that divide up the torque converters for all the programs in an equitable manner
and there is a separate section that handles the clutch and damper. This hybrid
approach allows the major part of the torque converter organization to be more program
focused while centralizing the expertise in one department.
This type of organizational structure was introduced into ATEO about 10 years
ago since it helped improve functional expertise. Before that, there was a decentralized
functional organization with each System Department having their own component
engineers. That type of arrangement did not enable sharing of best practices or
commonality of designs and hence the centralized functional group structure was
introduced. While it has helped in these areas, it has also resulted in a relative
decoupling from the program department.
40
Manager
Electro - Hydraulic
Components
Supervisor
Clutches,
Bands
Servos A
Servos B
-
Engg.
(Prog. T)
P)
Engg.
(Prog. A)
Engg.
(Prog. B
Clutch
Clutch
-
Engg.
(Prog. A)
-
Clutch
-
P)
Engg.
(Prog. B
Engg.
(Prog. C)
Clutch
-
Engg
(Prog. T)
&
Engg.
(Prog. C)
&
Engg.
(Prog. B
_
&
Engg.
(Prog. A)
Bands
&
& Vents
Supervisor
Cooler Lines
Dipsticks
&
Supervisor
Clutches,
Engg.
(Prog. A)
Engg.
(Prog. B
P)
&
Supervisor
Pumps, Filters
&
Supervisor
Control B
Supervisor
Controls A
P)
&
Engg.
Engg.
(Sp Prog)
(Prog. R)
Engg.
(Prog. B)
Bands
Servos
Engg.
(Prog. R)
Engg.
(Prog. T
U)
Engg.
-j(Prog.
U)
Engg-
Engg.
(Prog. C
Engg.
(Sp Prog)
Engg.
(Prog. R)
Bands
Engg.
(Prog. T
Servos
Engg
(Prog. B)
&
Bands
Engg.
(Prog. S)
0)
U)
Vents
Engg.
(Prog. A
U)
&
&
Engg.
- (Prog. A
U)
S
_
&
Engg
(Prog. S
U)
_
&
Engg.
(Prog. R)
-
&
(Prog. S)
(Prog. 0)
Bands
Servos
Engg.
(Prog. 0)
&
Engg.
(Prog. C
&
Engg.
&
-
&
Engg.
Engg.
Fluids
Engg.
Filters
Fig. 2.7: Typical structure of the Electro-Hydraulics Component Department at ATEO
41
Manager
Torque Converter
I
I
I
Supervisor
Supervisor
Prog. C, R, S
Clutch
Damper
Engg.
_
(Prog. A)
Engg.
(Prog. A)
Engg.
(Prog. B
P)
&
_
Engg.
Engg.
(Prog. T)
Engg.
&
Engg.
Supervisor
Prog. T, U
(Prog. U)
Engg.
Engg.
(Prog. C
&
Engg.
Engg.
(Prog. C)
- (Prog. R
C)
Engg.
(Prog. B &
P)
&
Supervisor
Prog. A, B, P
(Prog. P)
Engg.
(Prog. B)
(Prog. S)
.
(Sp Prog.)
Engg.
Engg.
(Prog. R)
(Prog. R)
Engg.
&
(Prog. T
U)
Fig. 2.8: Structure of the Torque Converter Department at ATEO
The CPMT Structure
One or more component engineers along with their Manufacturing Engineering
counterpart, a Purchasing representative, a supplier quality representative or plant
quality representative as appropriate (depending on whether the part(s) is purchased or
42
made in a Ford plant) form sub system teams called Component Program Module
Teams (CPMT). These are led by one of the Product component engineers. The
presence of the Manufacturing Engineer and the quality representatives enable
concurrent engineering while the Buyer ensures a well thought out sourcing strategy
and decision. In a typical Ford program, there are 9 different CPMTs. The CPMT
structure is shown in Fig. 2.9.
CPMT
1
2
3
4
5
6
7
8
9
Components
Case, Converter Housing, End Cover, Valve Body Cover, Support,
Dipstick, Vent, Seals, Fasteners
Planetary Gears (Speed gears), Carriers, Shells, Transfer & FD
Gears, Differential
Bushings, Bearings, Hubs, Shafts
Park System, Internal Mode Switch (IMS)
Clutches and One-Way-Clutch (OWC)
Pump, Sprocket, Chain, Filter
Valve Body, Transmission Hydraulic Control Module (THCM),
Sensors
Torque Converter
final Assembly and Final Test
Fig. 2.9: Distribution of components into CPMTs
The CPMTs report to the Program department and are responsible for the overall
quality, weight, cost and function of the components under it while fitting the framework
of the overall program, which is monitored by the Transmission Program Module Team
(TPMT).
Again, these component engineers are drawn from their home departments
and the whole CPMT structure is a layer that parallels the organizational structure.
Some of the component engineers may be dedicated full time to the transmission
43
program but most of them are not and very often have to support CPMTs for different
transmission programs. The purpose of these CPMTs is to form sub systems within the
transmission and the method of dividing up the transmission system into CPMTs was
based on grouping similar components or components that are at a close proximity to
each other. This "natural" grouping has been used for many years at Ford Motor
Company.
Summary
In this chapter, a brief overview of the automatic transmission was presented with
a focus on the sub systems and components that are part of it. In addition, the
organization at Ford Motor Company's ATEO was described. This background
information sets the stage for the upcoming analysis that looks into effectively
addressing the internal couplings of the product and the organization and helps align
them for more effective system design and integration.
44
This page intentionally left blank
45
Chapter 3
The "Team Based" Design Structure Matrix
Introduction
In this chapter the construction of the DSM is discussed and the baseline DSM is
presented. On the base DSM, the current composition of the CPMTs was overlaid to
analyze how much of the required communication was covered naturally within these
teams. Then the DSM was sorted and rearranged to yield an apparently more efficient
team structure. This structure was then analyzed to see if the outcome of the matrix
made sense.
DSM Formulation
As we discussed in the previous chapter, an automatic transmission is a very
complex system with hundreds of components. Some of these components are static,
while others are dynamic and rotate at different speeds with respect to each other.
Some parts have a hydraulic function, some have a mechanical function, some have an
electronic function and others have two or all three of these functions. So, quite
possibly a legitimate DSM could be created that would be a 200 x 200 matrix. This
would involve a tremendous amount of effort and would effectively capture all the
relationships between the constituent components of the system. But to keep in
perspective that this work tries to couple the product to the team structure, and keeping
in mind that these 200 odd components are typically designed and released by a
46
handful of engineers, it was decided that a smaller DSM would be more appropriate and
provide the detail necessary for some good insights. Besides, it would also not be so
unwieldy and be more nimble and easy to understand and incorporate, not to mention
the reduced workload in constructing and analyzing it.
Due to economic pressures and the state of the industry, there is a premium on
getting the work done with the minimum of resources. Over the last few years at Ford
Motor Company, the organizations have become very lean and efficient and each
engineer has to typically handle many parts. A new automatic transmission with about
200 parts is typically supported by about 20 or so component engineers with half a
dozen system engineers. At ATEO, it is also worth noting that among these 20
engineers, maybe 4 or 5 of them are dedicated to the program as full time engineers
and the others typically support two or more programs. As an example, a fastener
engineer may end up supporting all the programs at ATEO, a differential engineer may
support two different transmission programs while a case engineer would be dedicated
to a single program. This division of labor is made on a case by case basis and factors
such as the complexity of the part or the number of parts that an engineer handles
specific to one transmission are taken into account. At the inception of a program, the
component engineering and program management sit down and negotiate the number
of component engineers that would be available and the amount of time they would
spend. It is a highly scientific process that has many parallels to well proven and ageold techniques like horse trading and bartering.
To get to a manageable size for the DSM, the components and sub systems
were grouped into 29 sets of components based on types of components and the
47
division of labor amongst the engineers who were designing them. The blank matrix is
shown in Fig. 3.1. This 29x29 matrix was of the size that was relatively easy to handle
and could provide macro level insights.
E
G
Part
CPMT
0
L)
Of
0
M
C Z
) 1L
01 n FO
I >I 121.
~__
Ch a
Clutches
FricCion
OWC
5
2
Oears
DifferentialAsembl
Bus hinnisI
S
IM
L
6earinis
Hubs
Shaft
Pump
Drive Srocket
Chain
Filter
Torque Converter
8
VB
7
THCM
Sensors
Park
4
MS
Case
TIC Hsa
End Cover
F aste ners
1 VB Cover
Seals
Dipstick
Support
_____Vent
Assembly,
Fig. 3.1: Initial blank 29x29 DSM
There were some interesting categories that came out of this initial exercise.
Clutches and Friction were identified separately despite the fact that they were
belonging to the same assembly since there was a specialist friction engineer who
handled the friction material for multiple programs. The engineer who was responsible
for the rest of the parts in the clutch assemblies for the transmission (in the transmission
that was studied, there were 5 clutch assemblies) was dedicated to the transmission
48
.n
program. The initial classification included a general one under "Gears" that did not
have much granularity. This was largely due to the fact that the same engineer
released all these parts. This was revised after the interviews with the component
engineers. The pump, filter, and chain / sprocket systems were again split up since
three different engineers released these parts despite the fact that they were all part of
the same functional sub system (the transmission that was analyzed has an off axis
pump that is chain driven and the transmission filter is directly mounted to its inlet). The
valve body and the Transmission Hydraulic Control Module (THCM) were split up to
separate the mainly hydraulic function of the valve body from the more electronic
function of the THCM. Also, the THCM utilized a system engineer for some additional
characterization studies that involved the transmission controller. In this design, there
was an integrated Powertrain controller but the THCM design allowed the flexibility of
having its own dedicated controller if so desired. A different engineer who supported
other programs besides this one released the sensors.
Some clarifications for the acronyms used in the DSM:
" T/C Hsg - Torque Converter Housing
*
IMS - Internal Mode Switch (for transmission range indication)
*
VB - Valve Body
*
FD Gears - Final Drive Gears
*
OWC - One Way Clutch
" THCM - Transmission Hydraulic Control Module
Interviews and DSM Construction
49
A series of one on one interviews were held with all the component engineers
who supported the program. In addition, some of their supervisors and some of the
system engineers were also interviewed. This helped provide a sanity check on the
information and also got them involved so that if the recommendations were to be
implemented in the future, they would have a sense of ownership since they were
involved from the outset.
The interviews themselves were very informal. I had a conversation with the
engineer to start it off and briefly explained the purpose of the questions. Then I went
down the list of categories (other than the one assigned to the engineer I was
interviewing) and asked the following questions pertaining to that category:
*
Do you have to communicate with the engineer responsible for designing
and releasing this part in order to perform you job?
o
If no, a value of zero was assigned to the corresponding cell (or the
cell was left blank) of the DSM
o
If yes, and there was a high degree of communication, a value of 2
was assigned to the corresponding cell of the DSM
o
If yes, and a low degree of communication (infrequent interaction)
was present, a value of 1 was assigned to the corresponding cell of
the DSM
Once all the categories were completed and the row was completely populated, I
also asked the engineers if they wished to add anything or highlight any issues they had
come upon in their day-to-day work. One of the key points that was raised by a few
50
engineers was that they had to support more than one CPMT and its associated weekly
meetings and hence were not as efficient as they could possibly be.
Based on the interviews, and the feedback from the gear engineer in particular, it
was felt that gears by itself was to wide a category and the components involved were
dissimilar enough and located at various parts of the transmission that they interacted
with completely different parts. Hence, further granularity was provided to the gears to
split them up into
*
Speed Gears (main axis planetary gears)
0
Carriers (which are typically stampings, powder metal or machined
castings and quite a bit different in form than gears in general)
*
Transfer and Final Drive Gears (which are typically large gears in parallel
axes and quite a bit different in form than the speed gears)
*
Shells (which are typically used to connect one planetary member with
another)
All told, this yielded a final 32x32 DSM, which is shown in Fig. 3.2 with the cells,
populated as it was initially conceived. This initial DSM was defined as part of a project
for the course on System and Project Management [5]. It is worth pointing out that this
matrix is not symmetric about the diagonal due to the differences in rating between an
engineer and his counterpart within the matrix (one engineer may rate the
communication level as 1 while the other felt it was closer to a 2). This was color coded
such that the cells with 2 were shown in blue, the cells with 1 were shown in green and
the blank cells (or null cells) were white. The first thing that jumped out was that there
51
was some grouping along the diagonal, and this showed up naturally without any
rearranging of the matrix.
L
Part
0
.
'0
W
Clutches
5
2
1
2
21
_
2
Assembly
2
1
1
_1
_
I
II
L-1
7-2
2.
2
2 2 2
2j
_
-24
1
I Is
. ._.
12.
2_
2
2
1 2
2M2
2 2
__
___
2_2_2__
THCM
Sensors
Park
IMS
2--_Z2
Case
TIC Hsg
End Cover------------------------Fasteners
VB COer
Seals
Dipstick
___
Vent
9
2
Drix Sprocket
Chain
Filter
Torque Con rter
Support
jJ
2
-
__ __2_2
Pump
2422212.
1112
(aW) v. W)0w
__1
_
Hubs
Shafts
7
%)
______
Bearings
8
-
2_
Carriers
Shells
Transfer& FO Gears
Differenrial Assembly
Bushings
C)
0
2-
1
Fiiction
Speed Gears
2
E
C.
01
1
1
1
2 2
2
1
.121
2
_
2
2
I
2_
1
2
N22 LW
2
2
I
M
-2,
-
2
2
ME 2 2
2
2 2-
t
12 2
1
1
11 2 21 1
2
I
2222t1
2
1
Fig. 3.2: Expanded and populated 32x32 DSM showing levels of communication between
component engineers
To explore this a bit further, the actual CPMT groupings were overlaid into the
DSM and shaded in as shown in Fig. 3.3. The natural grouping of the components that
form the CPMT captured many of the component interactions within their teams and this
could be ascribed to the logical nature of the groups by similar parts and parts in close
proximity. The close proximity of parts or parts related through function would mean
that the respective engineers would need to communicate in order to do their job.
52
2
1
2
2
2
2
11T
142
-
CPMT
1
GE
PWIt
IWO
CL
~
M
___~2+
CPMT
5
2
1U1111
111
0
__ _ __ _
Componert
C Iiches
Friction
OWC
Speed Gears
Carriers
S hells
Transfer &FD Gears
Diferential Asse mblyv
7
4
1
1 21
21
2
l
2
1
2
1
__
Filler
Torque Converter
Jorque Converter
. .
.
TACHs
End C over
Fasteners
VB Cover
Seals
Diptick
0,
1
1
2
1
1
1
1
1 1 1 1j1j1j11
2
2
i
2
I
I ~2
I__
1
11nI111 1 111 1
2
2
1
1
1
1
1
1
1 21
++2
THCM
S ens ors
Park
IMS
M
ro
1
2
2
1
1
1
1
1
1
1 2
1
12
1
1
1
2
2
2
2
1
2
1
1
2
1
2
2
2
2
2
2
2
2
1
2
1
1
1
1
Support
2
2
2
Vent
9
<D
-
1t 1
21 21111
1
1
jL
2I~i 11
1ff1
Drive Sprodket
6
GD
G- ..- 0 GD 'i _
. .
.
. 2. . .
Bearinem117K
Hub
Shafts
>~ I-- CO ( -
a)
I IT I II 11111]I
I I21
II1I1
I I1if 1 21 1 1 JI
R "r h ina;i
3
4V
.
CPMT
G5lG
~
11
121
I
1
1
1
11
1
2
2
1
1
1
2
1
1
2
2
1
1
2
1|
21 21 2| 21 11
1| 1|
Fig. 3.3: DSM with currently defined CPMT grouping overlaid
However, there were quite a few off - diagonal cells that were colored and many
2s were outside the bounds of the CPMTs as they are structured currently. All of these
represent interactions and communications between engineers that are necessary but
does not occur within the framework of their own sub system teams. While a
conscientious engineer would probably seek out his peer and address the interface
issues, there may be occasions where one or more of these interfaces are not managed
properly or adequate communications did not occur. Just one of these miscues
discovered late in a program can cause additional expenditure at the very least and
could jeopardize the launch or cause a field problem at worst. The more opportunities
53
11
there are for such communication gaps, the more likely that one will occur. Hence it is
advisable to have as much of the required communication happen naturally within the
sub system team. This will reduce the chances of miscues since the sub system teams
meet on a weekly basis to address common issues and there is an already established
process for them to follow.
Sorting and Reordering the DSM
The DSM was sorted and rearranged with the idea of grouping as many of the
high level communication interactions (2s) as possible close to the diagonal. Natural
clusters that formed were then identified as new sub system teams. This was then
compared to the existing structure to highlight the differences. Fig. 3.4 shows the
sorted and rearranged DSM. Again, natural clusters were highlighted and it was
interesting to see that except for a band in the extreme bottom and extreme right of the
DSM, most of the 2s were very close to the diagonal. The method for clustering was
manually moving rows and columns using a commercial software - PSM32.
54
0V
W
CwC
00
1
2
4,.4
1
~
C
1~
kA
OK
CeIschre
2
ShOP
Hubs
2
E2C
2
Vr 2
Sh ells
TH
Prod( et21
re
FD rive
rqueSorn
CPha
aikin
FViter
Pump
C asr en rs
W'
2
10622
Mi2
2
1 -t
1-1-
11
2M
2 1
2
2
2
2
2
r
s
2
1hft
n
1
1
2
2
1
2
2
2
2M2
Ih
2
-21
1
2
2
Shaft
C ase
TX~ Hsg
Ass emb bi4
222
2
Support
11
2
2
_
35istihw
psM
Vent
Seals
Transfer - FD Gears2
Ass Ce r
2
D ifferential Arssembly
Bearins-
2
1
2
222
vB Cover
_1
2_
:
1
IMS
2
W
2
1
22
22
PaCk-
1~
_
1W
2M
D us ngs
Sensors
T orque Converter
_12
2
12
THCM
F asteners
2
1
22
2M
1
2
_
2k'V0-
C hinBushin2
Speed Gears
22
211
L)4
2
2
1_
-m2.2rd
I
21
_
22
1 21
h
2
Q2
22
1
1 21
t
2 - 2
1
2
1
2
_14
_
11#11 22
L'11_2 2 12 2 1 21 2 1
Fig. 3.4: Sorted and rearranged DSM with some natural clusters highlighted
Fig. 3.5 shows the proposed groupings of the sub system teams. The groups
were identified using letters, A through 1, in the left column, to differentiate from the
OPMVT numbering scheme of 1 to 9. This recommended grouping also identified a band
for a dedicated System Integrator who would go across the team structure to manage
the interfaces that could not be covered within the framework of the sub system teams.
55
.
21
2 2_21
1
k4
0
- LW
-
-LC0-
'
0>
.
.
.
.
.
in
A
Co
.Vu
C lutches
Friction
Z
C
Hubs
Speed Gears
Carriers
Sh ells
Bus hin gs
D rive S Pr ocet
E
F
.
C-,
M
L)4
-X
4
0,
0,
M
C ha in
1IlII[II
VB
THCM
Sensors
Toraue Converter
111
-I---E4E4~fl4
I
11
1
...........
I 2
f
~4-I--41 -- lI
2
Cvr
2L....L 1 1
Fasteners
VB C over
D ipstick
_~41
1
_
-
f-
ISJ.......4..
End
G
.
Iff 21 112
IPUMP
D
I IE
-~ as i
IfS
IfS
IIEE
1 12121 I 1
2
OWC
B
4P4
PA
t!
j
.
11
in
Tearns
.
E
I
l
Ve nt
Seals
Gers
Trnfr
Tra
fer-FDFD Gears
DifferentialAssembty
I
-++
II
............
I
11 1
I I!
I
i
I
Sh aft
H
Be arinns
Su DDort
.
Case
Plss embtk
1 1
1
1 21 2tII
ZI
ZI
11
el ZI 1
1]__11_11_
__11_
4i
-ii 4
Syiem Mtegrator
Fig. 3.5: Sorted and rearranged DSM with the proposed team distribution along with a
System Integrator
Analyzing the Grouping
While many of the groups were similar to the original, there were a few overlaps
that occurred. Hubs seemed to overlap with Group A and B and the pump overlapped
with group C and D. Both of these make sense since these are components that have
quite a few functional interfaces with both those groups. To design a hub well, the
engineer needs to have a lot of interaction with the clutch engineer and quite a bit with
the main axis speed gears and carriers too. Similarly, the pump engineer would need to
have a lot of input into the valve body for fluid management while being a key player
56
.
.
.
within her own sub system involving the chain and sprocket drive and the filter which is
attached to the inlet of the pump.
The most surprising thing was the splitting up of the gears CPMT with the Final
Drive and Transfer Gears and the Differential Assembly being grouped with the
Structures team as part of Team H. This was quite a bit different than the natural
grouping of all the gears in one team, but after some reflection, this offered significant
advantages. Since these gears were quite a bit different in construction to the main axis
speed gears and they were located in a different part of the transmission, there were
other factors that came into play to integrate these gears into the system. The only gear
amongst these that was in the main axis was the transfer drive gear and it was not
adjacent to the planetary gearsets, but was actually mounted onto the support through a
bearing. The transfer driven gear and the final drive pinion gear were in the second axis
of the transaxle and the final drive ring gear with the differential assembly was in the
third (and output) axis of the transaxle. In addition, the big bearings that supported
these shafts were quite complex and also got grouped in this team. One of the main
challenges in the system integration of these gearsets in this type of architecture was
the fact that either end of the shafts that hold these gears (2 nd and
3 rd
axis) were
supported by the case and the torque converter housing respectively which were bolted
together. This led to quite a long stack path and if the tolerances and stacks were not
managed well, these gears could cause some serious noise and durability issues (which
have, in the past, cost Ford Motor Company millions of dollars to identify and implement
countermeasures after the fact; at least one program had to do some major redesigns
after launch due to some of these types of issues). Having these major components
57
together helps the system integration issues naturally and overrides any inherent
advantage of similarity that may be gained by grouping all the gears together. In any
case, as has already been noted, these gears are much larger and have a significantly
different form than the small speed gears. This was a key finding from the rearranged
matrix that was not evident or obvious till the DSM was populated and rearranged.
The Park Systems and the Torque Converter teams (E & F) remained
unchanged, as did the Assembly team (1). The Assembly team has more of a role as a
system integrator with input from every other team and would obviously remain
unchanged throughout this study. The changes to Team H were discussed above.
Team G was made up of the remaining parts from CPMT 1 and some other parts that
did not necessarily fit into another grouping. Some of these parts were interdependent
with some other parts (dipstick, vent, valve body cover were all integrated together and
fastened to the case) or they interfaced with quite a lot of the other parts (like fasteners
and seals). This seemed like a logical enough place to group these parts, but could
possibly be grouped elsewhere if it offered specific advantages and this is discussed
more in Chapter 4.
Finally, the band at the bottom and right of the DSM lent itself naturally to a
dedicated system integrator who would likely be based out of Team H but would have to
interface with most of the other teams. This would cover almost all the outstanding 2s
that lie outside the groups and would also serve as a checklist for the system integrator
to follow. This is similar in nature to the findings from Eppinger's work with GM
Powertrain.
58
Groups A and B are both in the main axis and have some amount of overlap
through the hubs. While it may be tempting to make a big sub system team with these
two teams combined, it is important to note that Team A is mainly Electro-Hydraulic in
function and is staffed from that department, while Team B draws its engineers from the
Mechanical and Structural department. However, there does seem to be some value to
possibly grouping these two teams together with a common system engineer since
functionally, Team B provides the means to get the gear ratios while Team A gets the
gear ratios by holding or coupling the appropriate elements in Team B. This idea will be
further explored in a subsequent chapter.
Summary
In this chapter, the construction of the DSM was detailed and the original
grouping of CPMTs was compared to the grouping from the sorted and rearranged
DSM. The findings were analyzed and the key point to note was that certain valuable
insights that were not necessarily intuitive came out from the analysis of the DSM. In
fact, without constructing the DSM and rearranging it, it is safe to say that these insights
may not have been obvious at all. The DSM provided a holistic and structured method
to look at the communication between the individual sub system and component
engineers and offered ways to improve it within the context of the overall system. Some
key recommendations emerged from this study and areas for further analysis were also
identified.
59
This page intentionally left blank
60
Chapter 4
Overlay of the Internal Workings of the Transaxle
Introduction
In the previous chapter, the DSM representing the structure of the sub system
teams was presented based on the amount of communication between each individual
engineer. In this chapter, using the same criteria, a DSM that was populated with the
cells representing the actual physical interactions between the components of the
transmission was overlaid with the previous team grouping structure. This exercise was
performed to see how well the team grouping based on communication fitted with the
grouping based physical interaction. The physical interaction groupings studied
included one that involved components that physically touched each other and one
where components exchanged or transferred either hydraulic or electronic signals.
Physically Touching Interactions
Each cell in the DSM was filled out to represent if the corresponding parts
touched each other physically. If they did, the cell was filled with a "P". If they did not
touch each other, the cell was left blank. This DSM is shown in Fig. 4.1 with the CPMT
groupings, as they are currently constituted, overlaid as a reference. It is also worth
noting that this matrix is symmetric about the diagonal unlike the DSM that was
populated based on communication.
61
I
0E
W
CPMT
12
o
-E
U
A
ell
5
3
W
1.
Bearng~s
lkbs
Shaft
De Srod(et
U
M
r P
P- P
P
P
P
P
P
P
P
P
P
P
I I [I P
V
P
44
144
Filter
Torque Conerter
PI
LII
P
I
H
I
7ITHCe
4
IEIII
!pip!
P
t
i
.
.
.
.
.
.
.
PIIPI
PI
P
P
P
T/C Housing
EdCovr
P
P
P
IP IPI
P
P
P P
P
1 1
P
13
P
P
M
P
Body Coxer
Seals
Dpstick
Support
9
E:
1 1PI
P
Fasteners
WNIm
.
P
MS
Case
P
P
P
. . . . . , ,F I . .
Park~
M
(U
C03
P IP
L
_____Sensors
2
In
LI
P
P
P
E
a
(U
V,
P
Ch~ain
8
L)
P
P
P
I~ P II P1 P
P
Pump
A2
U
E'
Ae
Outches
Friction
Speed Gears
Carriers
Shells
Transfer and FD Gears
1fferenbial Assembly
Bushinas
2
0
M
L(U
.
vi
0
L)
tA 1 L4
CD tM
s
0
.~0
U)
AiU
Assembly
P
P
P PIII
1P P 1P
P
P P 1P IP P
P
P
P 1P 1P 1P P 1PPP
P
P
P
P
PI
P
L
PP
Fig. 4.1: DSM showing physical contact between parts in the system
When two parts touch physically, there is a load transfer sometimes. This could
be a transfer of torque, a reaction point for a load, a separating force, a tangential force
or an axial thrust force between the two components. In other cases there may be
relative motion, slip or interference fits. Suffice to say, these are all physical interfaces
that need to be managed with some sort of calculation. These calculations could range
from a stack or a layout to kinematic calculations to finite element analysis.
On looking at the DSM, the first observation that jumps out is the number of Ps
that are not within the current CPMT groups. These all reflect interfaces that have to be
managed outside the scope of the current sub system teams. Each of these represents
62
an opportunity for an interface to be missed or managed inadequately. These mishaps
typically result in "no builds", "difficult to builds", durability or noise issues. These take
time and resources to correct and ideally should be avoided. Many of these interfaces
get taken care of in the normal course of business, but all it takes is for one missed
interface to cause inconvenience that could have been avoided. In an ideal situation,
most of these interfaces would be managed within the team and the established
process related to the CPMT and tracked by the CPMT lead.
Now, if we were to use the team groupings that were proposed in the previous
chapter, as is (Teams A through 1) on this matrix, the result looks like Fig. 4.2.
Teams
Clutches
PPP
Trq
A
OWC
;ConL
D
w
Speed Gears
D
F
P P ,P
P P
Shells
P
P
Bushings
Drive Sp ro ck et
Chain
Fifter
Pump
Vabre Body
THCM
C
p
P
P
P
PIP
P
P
p~l
E Torque Converter j2M
F Park
E
Pibp
P
P
P
IMS
P
P
P
P
P
P
P
p
Ve nt
I
P
Transfer and FD Gears
D iffe rential Ass em bly
P
IP P
F PlP
P
PP
1P
P
P
-
Shafts
P
P
P
Bearing
I
System Integrator
I
P
P
1P
P
IIP
PI
/
P P P P P
P P p
P
ip
II
If P P
P
P
P
P
7P
P P
P
P p P p P
p p
P
Y
Fig. 4.2: Populated DSM with the recommended team structure overlaid
63
V
P 1P
P
P
P
Support
Case
T/C Housing
Assembl
P I
P
1P
P
P
El
1P
[P P
G Dipstick
Seals
P
P
P
I
P
P
P
P
P P
eamra.r
End Cover
F aste ne rs
Vabre Body Cove r
H
p P
P
I
Sensors
F
P
p PP
P
P PP_
B Carriers
B
P
P
1
Hubs
P1
p P
P
1
P
-- PPPP
P P P
p
Here we see that the number of Ps that are outside the bounds of the defined
groups have reduced drastically. Without taking into account the Assembly team (which
has fully populated interfaces, obviously, and has its own CPMT), the number of Ps
outside the group bounds decreased from 90 to 34 (or the number of physical interfaces
reduced from 45 to 17). This shows a marked improvement, but there are still quite a
few interfaces that are outside the bounds.
It is also very interesting to compare this with the populated matrix based on
communication (Fig. 3.9). While many of the populated cells are the same, there are
still a few interesting differences. Some of the differences could be explained by the
fact that there may be other interfaces than contact (we will discuss hydraulic and
electrical signals later in this chapter). Some others may be explained due to the
subjectivity of the ratings and the fact that some interfaces may be managed within an
assembly (e.g., while the friction engineers provides expertise on the selection of the
friction material, the whole clutch assembly is released by the clutch engineer) or the
fact that an interface may be trivial. However, the biggest difference lies within the cells
that comprise of group H. From a communication standpoint, Group H is densely
populated, but from a physical contact standpoint there are some empty cells. The key
point to note is that the gears (Transfer and Final Drive) are typically mounted on shafts
and are attached to the case or housing through bearings. So the physical contact
matrix would reflect the contact between the case and the bearing, the bearing and the
shaft and the shaft and the gear individually. The gear never touches the case or the
housing. However, there would be some amount of communication between the gear
engineer and the case engineer due to factors like how well the gear is aligned and the
64
associated stack path (where the greatest contributors would be the bolted together
case and housing due to the large number of related dimensions that align the parts).
Another interesting exercise is to try to rearrange this DSM to minimize the off
diagonal Ps and to band as many as possible into groups - a third grouping
arrangement. This grouping is shown in Fig. 4.3.
Teams
+)
V
ci
W
WC
A
Speed Gears
B
Carniers
C
Bushings
S rocket0
Chain
Shells
Lve
-
E
Filter
D
Pump
Drive Body
THCM
E
Torque Con xerter
F
IMS
P
R- 1A,
s
Sensors
P
P
Seals
Case
T/C HousingII
Support
Bearings
Shats
Transfer and FlD Gears
Differential Assembiy
Assembly
P
P
I
I
I
-
VB Cover hc. Di stick + M nt
End Cover
Fasteners
G
P
II
P
P
P
X
f
P
V
P
P
Pf IF
P
PPPPPPP
SystemIntegrator
Fig. 4.3: Rearranged DSM taking into account physically contacting interfaces
There is no change in the grouping for teams A through F. However, the
grouping for teams G and H changed based on physical interfaces. The end cover,
fasteners and seals slid into the structures group with an overlap for the valve body
65
0
0
E
cover. Since the dipstick, vent, and valve body cover are integrated into one assembly
that is not necessarily complex, this pretty much eliminated the need for the old group
G, especially given the fact that the vent and dipstick did not have interfaces with any
component other than themselves and the cover. These three parts were collapsed into
one valve body cover assembly as part of the new group H. Also, the large gears and
the differential along with the bearing combined to make a grouping of their own with an
overlap with the big structures group. This was named Group G. This grouping
emerged since the contact interfaces do not take into account the secondary interfaces
that would realistically require communication to resolve even if the parts did not touch
each other as discussed earlier. This was deemed a very viable grouping since the
dissimilarity of the structural parts from gears was significant and if there was a working
overlap between the teams, the communication issue could be resolved. This new
grouping increased the coverage of the dedicated system integrator but most of the
added parts were seals and fasteners, which in retrospect were the ideal interface
components that would benefit from this rearrangement. This new, modified grouping
had only 3 interfaces that were outside the boundaries of the teams. I decided to carry
this 30x30 arrangement forward from this point in the investigation.
Electro-Hydraulic Interactions
In this exercise, the blank DSM was populated based on electro-hydraulic
interactions. If there was a hydraulic interaction between the two components, an "H"
was placed in the corresponding cell while an electrical interaction was marked with an
"E". Again, the current CPMT grouping is shown in this chart (Fig. 4.4). The number of
66
interfaces was much fewer than the earlier study involving physical contact. All of them
were clustered roughly in the middle of the matrix. There were more interactions
outside the defined CPMTs than there were inside, but the ones inside were more
critical and natural.
1
CE
t
U-AV
cP~r
IA
-E
C
_____
I
~
~
Outches
5
IA I
_
*jWP
L L~
~0
I
I
U0
00t
IM00
0P
'~~01
CO0.O
H
H
HH
H
H
M
* W
4,11
LE
CIUL
1.
Friction
Sped Gears
Carriers
Shells
Transfer and FD Gears
Uffe rerdial Assembly
2
Bushings
:3
Bearings
3Hubs
6
8
__H
7
Pump
Dive S roket
Chai n
Filter
Torque Conerter
H
ulv
H
H
Body
THCM
I
H
H
H
H
H
EE
Sensors
Park
MS
H
E
Case
1
TIC Housina
End Cover
Fasteners
Male Bod Cowr
Seals
lipstick
Support
9
,Assembly
Fig. 4.4: DSM showing Electro-Hydraulic interfaces with the current CPMT team
structure overlaid
Rearranging the DSM to show the modified grouping of teams (Fig. 4.5) showed
an improvement in the placement of interfaces within the teams but did not place all the
interactions within the groups. A rearrangement of the DSM yielded a way to cluster all
the interactions into groups (Fig. 4.6) but this would violate the requirements of placing
67
$A
C0
the parts that were physically in contact or required a lot of communication between
them. This rearrangement yielded a major insight that the clutches needed to be in
close contact with the hydraulic function in addition to the current overlap with the main
axis mechanical components like the geartrain. A further adjustment was necessary to
the proposed team structure.
In
I+
E
t
Teams
C-)
0
0)
.2
A
0L
C-,
z
Clutches
Fricton
OWC
Hubs
B
C
Speed Gears
Carriers
Shells1.
Bushing s
Drive Sprocket
Ch ain
I
I
Filter
D
Pump
H
Valve Body
H
_
_
THCM
I____
S ens ors
E
F
H
ITorque Converter
P aik
VBC ove r
End Cover
in c. Di
tick + Ve nt
asteners
FC
Case
_ _ _T/C Housing
Bearing
H
Shaft
Transfer and FD Gears
Differential Ass embl
Assemblyf1/
ISystem
Integratorr
Fig. 4.5: DSM showing Electro-Hydraulic interfaces rearranged with the recommended
grouping
68
I
-E
C
,
a,
0
Crrrs
-0
0
M
>, ,
M-M
COGWCc
C
W
arrMierJs.=
F rictiSon k
Chain
F
ilter
Pad.k
H
HH
Torque Corwerter
H
Pum
Valve Bod
Clutches
THCM
HHH H
HHH
H HH
l
H
H HH
Sensors
IMS
H
EEE
E
E
VB C ove r (Inc. Diostick + Vent
End Cover
Fasteners
Seals
C ase
TC Housin
Su ort
Bearings
Shafts
Transfer and FD Gears
Differential Ass emrnb
Assembly
Fig. 4.6: DSM rearranged to cluster all Electro-H-ydraulic Interfaces
The method chosen to address this was to utilize the Clutch team as a double
overlap. This team would have an overlap using the hub engineer with the gear team
and also use the clutch engineer as the overlap with the valve body team. This
arrangement with the Electro-Hydraulic interfaces overlaid is shown in Fig. 4.7. While
there still are a couple of interfaces outside the groups, most of them are however
captured and this was a significant improvement over the previous version. The
interfaces outside the grouping would have to be handled by one of the System
Engineers in the department on a separate basis.
69
.
~
u
uo
Teams
c~
GD.!
4P
M
~
It~ 0U
0
IVG
Speed Gears
SCarriers
.s
She
Bushin
n
1
--
W
Hubs
A
Friction
OWC
H
Clutches
E
ValveBo
Sensors
THCM
Pump
Drive Sprocket
Chain
Filter
Torque C onverter
F
P ark
D
C
G
IMS
Vabre Body Cover
End C over
Fasteners
Seals
Case
TIC Housina
Support
Bearings
Shaft
Transfer and FD Gears
I
Assembly
H
H
H
H-
H
HH
H H
H-E
HHE
H
H
H
H
H
E
Differential Assemb1r
Fig. 4.7: Modified DSM to show the rearrangement to better manage the ElectroHydraulic Interfaces
The team grouping had evolved over the last few analyses - based on the
communication levels, physical contact between the components, and signal exchange
between the components. To study the effect of this latest arrangement to the physical
interfaces and the communication levels, the DSMs were rearranged and are shown in
Fig. 4.8 and 4.9 respectively. It is worth noting that this latest iteration was by far the
best one to capture all the interfaces within the team structure. This latest grouping was
carried forward for further investigation into attribute management, which is described in
the next chapter.
70
VE
0
Teams
UD
S
P PP
P
pP
8 us hings
Hubs
D
P
Pp
P
P
p
P
rsP
p
P
P
P I
et
P
P-
p
onverter
P
-p I
P
1
p lP P P
Support
I
P lP p
]P P P
p P
P
P P
FP P p
P P
P I
P
P I P *
P P P
P
P
lP I
Pp
P
p I
p
p
p
P
I
P 1P
lP
pP
p P
Shafts
P, p
Tr ansfer and FD Oears
Diffte rential Ass emb 1v
P P P P PP
P P IF
Assembly
pP
P
FPP P
System Integrator
Fig. 4.8: Rearranged DSM showing the Physical Contact interfaces
71
p
P
R1P7
Case
T/C Housing
0
lP
P
Seals
B8earing
eP
inte
P
Vahre 9 o yC ove r
End Cover
Fasteners
I
p
I
I Ip
WAeItp
P
IMS
H
p
P
p
p
Park
F
p
p
P
PP
P
Syter
E.. R r Torue C
pP
Pp
P
Sens o
p
p
P
P
P
P
P P
THC M
Pump
Drive Sprock
lChain
C
Po nvp
I
A Fricion
A o WC
Clutches
o
Valve B
14
P -I
PPP
SkeedGears
B Carriers
he 11s
OD -r_
W
PP
PPPPPPPPP
-1
p
p
p
P
p
p
P
p
p P
P p
M-P I
P
MP
PP
p
pP
P
I
P
0
Teams
C.)
Cs
U.
C.)
~0
01
B
ISpeed
Oears
Carriers
A
Bushings
Hubs
Friction
II
2211t1IL~
CA
2
2
1
2
1
2 2
2
2
1
2
11
2 11 2
20
11 2
t1
11 2
Case
T/C Hs a1
2
2
21
2
Sumort
GTransfer - FD Gears
DifferentialAssembly
I
2
2
Seals
ShIAs
I
1
F asteeners
Bearing
14
212121
I
I
-
IMS
V1 Cover FD2
End Cover
.
1
M
I7I
F IPark
F
t i c coplg 1 2 2
0
Clutches
VB
Sensors
THCM
Pump
Drive Sprocket
Chain
Filter
Torque Converter
E
H
~I .G
OWC
C
212 12
Uk
JO
Shells
D
sw
C-)
2
1
1
1
1
2
2
11
21 2
2
1
2
1
1
1
1
2
2 a2
2
2
2
2
1
1
1
t
I1
-
g1u1
2
2
2
on2
System Integrator
Fig. 4.9: Rearranged DSM showing the levels of communication between the respective
component engineers
Summary
In this chapter, the internal contacting couplings of the transmission were
presented using a DSM format and compared with two different grouping of teams on a
DSM based on the internal couplings of the organization. The currently utilized CPMT
format proved inadequate in matching the couplings of the transaxle with the couplings
of the team structure. The proposed team structure from the rearranged DSM in
Chapter 3 did a much better job of matching the part contact interfaces. Some
72
E
modifications were made to the recommended team grouping in order to match the
team structure to the physical interfaces and the Electro-Hydraulic interfaces. Finally,
the recommended team structure was superior to the currently used one in all aspects
of managing communication between the engineers or managing the interfaces
between the components in the system. Clear-cut roles and responsibilities also
emerged for the System Integrator and these will be summarized in Chapter 6 along
with the conclusions and recommendations.
73
This page intentionally left blank
74
Chapter 5
Attribute management using the DSM
Introduction
In the previous chapter, the engineering and integration of the system with the
use of appropriate sub system teams was discussed. In this chapter, managing
attributes using a similar team structure is detailed. Coverage of the interfaces that
occur when managing an attribute will be contrasted between the existing team
structure at Ford Motor Company's ATEO and the recommended team structure. The
main attribute that is discussed in this chapter is Noise, something that is almost always
objectionable to the customer when emitted by a transmission. Shift quality will also be
briefly discussed.
Transmission Noise
Automatic transaxles can cause a wide variety of noises. Most of them are pure
tones, which are easily picked out by the customer, and they are highly objectionable
since the frequencies can be pretty high (from 0.5 - 3 kHz). These are mainly caused
due to high speed rotation of components that have a miniscule error, often in the order
of microns. Typical noises are gear whine, pump noise, valve buzz, park clunk, or chain
noise.
Most approaches to address gear noise problems use the classic Source - Path
- Receiver models in two levels [7]:
75
1. The transmission as the source, the vehicle body and chassis as the paths,
and passenger compartment occupant as the receiver.
2. Planetary gear Transmission Error (TE) as the source, internal components
and their connectivity's as the path, and the transmission case, mounts and
output shafts as the receivers.
A similar approach can be utilized for any of the other noises too. Pump noise
could be a low speed or idle moan or a high speed cavitation phenomenon governed by
Bernoulli's equation. Valve buzz is typically caused by an instability in the valve / spring
/ fluid system within the valve body. Chain noise is caused by errors in the teeth of the
chain and the sprocket. Park engagement or disengagement clunk is caused due to the
reaction of high torque and the windup caused by the compliance of components.
This study will concentrate only on the management of the attribute inside the
transmission. Interfaces outside the transmission can be addressed using a similar
approach but is outside the scope of this study.
Attributes like Noise are typically managed in what is called a Program Activity
Team (PAT) at Ford Motor Company. The key to an effective PAT is to identify the
appropriate component engineers so that countermeasures can be identified and
incorporated quickly or the design could be adjusted up front to avoid the issue. While
addressing the source can be the best way to avoid noise problems, very often that
approach is limited. Parts in high volume manufacturing can only be made capably to a
certain tolerance level in a cost effective manner. Beyond that, the approach typically
76
involves addressing the path or the receiver. Changing the compliances of the
components in the path can often affect the dynamics of the system sufficiently and
opportunities to "tune" resonances in order artificially create a dynamic compliance in a
specific frequency range can often be an effective means to address these issues [8].
The receiver (in this case, the case) can also be ribbed or cross-hatched to change the
sound radiation characteristics to reduce the noise.
DSM for Noise PAT
To populate the DSM, the source component was highlighted in the list. The key
to managing the interfaces for an issue like this was to properly identify the path and
then the components that are affected. This was done and the cells of the DSM were
populated with an "N" to denote a component that was part of the path or was a receiver
(like the case). This DSM is shown in Fig. 5.1. The current CPMT structure is also
superimposed on the matrix so that the coverage of these interfaces could be seen.
What is obvious is that many of the interfaces fall outside the currently established
CPMTs. For effective issue resolution, this structure would require a lot of engineers to
participate in the PAT meetings since having one representative from the CPMT would
not result in an effective coverage of all the issues. If most of the interfaces were within
the CPMT structure, having one representative in the PAT would have been sufficient
since that engineer would have been the conduit of information into the CPMT and the
issues could then have been resolved within that established forum. Having so many
interfaces uncovered offer more opportunities for something not to be addressed in a
timely or adequate manner.
77
II
............
................
E
>
-0
-E
M
.0r M
E
GI
In
m w E
_!
2
L)
U)
'>PA
U
I
r
2
MI
Bearings
Nj t
I
Hukbs
I
6 DiveSprocet
Filter
__
\&Ke Body~
THCMIT
N
G
GDW
M
L
N
N
N N
M
N
N
N
N
i
l
I
NNN
fl
_
1
I
I
14
J
_____Sensors
4
N
Park
MSIif
N
TiC Htusine
tf
t- .4
N N
N N
LI~N1- tII
T
4
lllll
IEEE
E
I
I~F
FNF
J
N
N
re
N
N
End Cover
Fasteners
M Body Cowr
N
Seals
DPstick
SuDDort
nt
_ _
9
Assembly
'E
A 19~CLC~
I
Torque Conxerter
7
N
I-t
5.
N1N
N
Shafts
8
N
1-1-I1Ff~
__________________
3
N
N
7
12
0,
OWC
Speed Gears
Carriers
Shells
Transferand FD Gears
Dffererdial Assemblv
>
.5
12
in
a
Cluftches
Friction
5
I
C
-
12
W
r-
~~
'A
'I
2
kA
-
0
4A
OU
%
U0
0.
CIP MT
N
N N
N
N
N
I
I I
I I
I I
I I
Fig. 5.1: DSM showing the interfaces that are part of the "path-receiver" for managing
attributes like Noise. The source categories are highlighted in yellow while the receivers
are in green
Fig. 5.2 shows the same DSM that is rearranged to the recommended team
structure. Here we see that almost all of the interfaces are covered within the
established groups or the system integrator. This offers much better coverage and
design changes that may be required for any of the interface components can be
efficiently communicated and acted on promptly. Also, changes in any other interfaces
that occur due to changes to a component can also be handled expeditiously.
78
'U04
a>
uY
>_
1A
Speed ears
B
Carriers
Shells
CU2
Bushings
ction
N
.
'0
00
(U
-
4'
Teams
M
V
N__N
N
4W
N_
NN
r
_
,M-
N__
Ar
Clutches
Valve Bon
__
D
Sensors
C
TH CM
Pum
IWMSL
Drive Sprodket
Chain
E
F
N
N
N
N
N
N
N
N
N
__
Torqrue C onverterN
Par d
Valve Body CNer
End C over
Fasteners
H
Seals
Case
N
N_______N
T/C Hosin
Support
Bearin
G
I
N
NeN
____
I
ShafN
N
Transfer and
FD &earsN
DifferentialAssembN
N
Assemb
NN
N
N
N
N
N
Fig. 5.2: Rearranged DSM with the recommended team structure showing the interfaces
to manage the Noise attribute
Shift Quality
-
Shift quality is also an attribute that can be looked at using the Source - Path
Receiver analogy. A significant factor to achieving excellent shift quality is the path in
the vehicle and this is very dependant on the vehicle architecture and configuration.
-
Again, this work is going to concentrate only on the transmission part of shift quality
the source of the disturbance that is eventually felt by the customer in the seat track.
This disturbance is caused by the differences in torque that have to be managed during
a shift event. This transient torque fluctuation that is the output from the transmission
79
during a shift event is what causes the feel of a shift. This can be attenuated to a large
extant by the path through the mounts to the chassis and thence to the interior of the
passenger compartment and hence this is a large part of shift quality.
Within the transmission program department, there is a section of engineers who
calibrate the transmission to achieve this good shift quality. The parameters they
change within the transmission effects the torque transient and the time it takes to
complete the event. For the most part, there are very few hardware changes. The
gears and the ratios are typically set up well before the actual calibration phase, which
is largely after hardware is available. The only changes that a calibrator suggests are
changes to orifice dimensions in the valve body separator plates that change the flow
and changes in the cushion spring compliances within the clutches. Everything else
from a hardware standpoint is pretty much as designed to take the torque in a durable
manner. The calibrators use the inputs like speeds and pressures to modify the
computer program that the transmission controller utilizes to control the THCM to the
valve body to the clutches, torque converter, etc. Hence, the DSM that represents the
interfaces for shift quality within the transmission is almost identical to the one showing
the Electro-Hydraulic interfaces. These are the only things that are changed or
"controlled" to achieve the right attribute level.
This is shown in Fig. 5.3. Since the
comparison to the original CPMT structure would be redundant, I am only showing the
interfaces with the recommended team structure, and the conclusions that were drawn
for in Chapter 4 for the Electro-Hydraulic interfaces remain the same here.
80
Teams
',A
0
Fr-M
rs
C
CSe
Charier
o
a>
-U
B1012
hre
S2
THCMM
on
M
S
AFrc
M
1
W
F)P
ar
:Wrk
SFlls
D riseo Spoce
THCM
B Carrs
Clucs
F
-Cn
S
C/C Hin
Valve
IH Mi Bod C
Fue od
FaSenorsS
Vaive Bpocoer
ear
E
Chais
Suport
Fifter
SeSrS
SSe
MS
__
SSr I
S
nere
s
IS alts
En Transer adF er
H
Differtals
Sel
Caseml
Asm
Fig. 5.3: DSM showing the interfaces for managing Shift Quality with the recommended
team structure overlaid
Summary
In this chapter, an effective strategy to address team composition and
communication for managing attributes was presented using the DSM. Emergent
properties of the system can be managed better if the team structure mirrors the system
structure and natural means of communication are utilized. This also precludes any
interface from being missed or inadequately engineered thus causing less than
desirable results.
81
This page intentionally left blank
82
Chapter 6
Recommendations and Conclusions
Introduction
In this chapter, concrete recommendations are made to address the issues that
were highlighted in the preceding chapters. These recommendations are mainly
focused on adjusting the composition of the CPMTs to make it more aligned to the
physical nature of the product and better enable the sub system teams to manage
interfaces and attributes. These suggestions are also within the framework of the
organizational structure of ATEO of System (Program) and Component Departments to
minimize disruption. The preferred composition of the CPMTs is presented to address
the interfaces of components for mechanical and electro-hydraulic functions, attribute
management and the communication structure between the individual engineers. Also,
specific roles and responsibilities are submitted for System Engineers as CPMT leaders
and a System Integrator to address cross CPMT interfaces.
Recommendations
The following recommendations are made from the insights gathered at the
conclusion of this study:
1. The essential organizational structure of Systems and Components
Departments is fine and does not need any modifications.
83
2. The composition of the CPMTs however, could be changed for better
alignment between the product and the teams designing it. For the front
wheel drive transaxle in question, the team composition shown in Figure
4.9 is recommended.
3. The roles and responsibilities of the System Engineers in the System
Department are not very well defined. For the most part, the attributes are
divided up amongst them and there are typically a couple of them handling
any mechanical issues and one handling the E-H issues as they come up.
They don't necessarily participate in the CPMTs and have very few
measurable objectives. Their work is not necessarily coordinated with the
sub system teams. On the other hand, the component engineers
participate actively in the CPMT and the design and release activity. One
of them is typically chosen as the CPMT leader and this is almost always
an "add on" type of a job. Since they are busy with their own parts, they
don't go out of the way to look at the issues of their fellow CPMT members
let alone managing the interfaces. They just report out the status of the
members of their team without having a sub system view. The
recommendation is to have a system engineer be the leader of 2 or 3
CPMTs depending on the size. This engineer will have clear cut
deliverables: responsible for Quality, Weight, Cost, Function (QCWF) of
the parts in their sub system, managing the interfaces and lead any
trouble shooting efforts related to their CPMT. This will typically be an
engineer with prior design and release experience for a couple of the
84
constituent parts. One possible proposal would have a System Engineer
leading Teams B and A (representing most of the components in the main
axis of the transaxle), another leading Teams D & C (Major ElectroHydraulics with a clutch overlap), and a third one leading Teams H &G.
Torque Converter and Park Systems could continue with their current
arrangement, as would the Assembly CPMT. A dedicated System
Integrator would function as the liaison between the CPMTs and manage
interfaces between the sub systems. This solution could be done without
a net increase in head count and would utilize some consolidation and
rearrangement of the current roles and responsibilities since a significant
set of tasks would be moved from the component engineer to the sub
system engineer (CPMT lead).
4. Key participants in the PAT to address Noise and Vibration would be the
CPMT leaders of Teams C, G and the System Integrator along with the
NVH Engineer. This would allow sufficient coverage of all critical sub
systems in managing this attribute as shown in Figure 5.2.
5. Similarly, one of the Calibrators would team up with the CPMT leaders of
Teams A and D to manage Shift Quality as shown in Figure 5.3.
Conclusionsand Summary
One of the key conclusions that arose from this work was the value of utilizing a
tool like the DSM to address system issues. It is a very versatile tool and can be used
to look at the interfaces of a system along with the necessary communication between
85
the engineers who design and release the constituent parts of the system. Even a DSM
of relatively small size (in this study the DSMs were at most 32x32) can provide
significant insights; in fact this size can actually be easier to handle and manipulate than
larger DSMs.
This thesis utilizes the Design Structure Matrix as a resource allocation and
System Engineering tool. For a typical automatic transmission program, Ford typically
has 9 CPMTs (Component Program Module Teams) that are each composed of product
and manufacturing engineers, buyers, quality analysts, supplier representatives, etc. In
essence these are sub system teams that together define the engineering design and
release activity for the whole system.
Using a team based DSM approach, the composition of these teams was
analyzed, and an optimum composition was identified. This was then compared with
the current Ford CPMT composition. The base DSM above was populated based on
communication levels between the individual Ford engineers that made up the whole
product development team. This, in effect captured the internal couplings of the
organization. Using the same DSM categories as a base, the internal couplings of the
transmission was captured with two new DSMs that were populated based on physical
interactions between the respective components and with information transfer between
the components. Overlays of these DSMs with the team communication DSM were
analyzed. This yielded recommendations and modifications to the recommended team
structure for system teams to ensure best communication within the different CPMTs
and to have the most effective system integration efforts during the development phase.
86
A further study was focused on the effective management of system level
attributes. Very often system level attributes are emergent properties of the system and
are not managed effectively. This can often result in objectionable behavior and hence
become a source of customer dissatisfaction. One such system level attribute for an
automatic transmission is Noise and Vibration. This attribute was discussed briefly and
the relationship to the individual components of the transmission was analyzed. Using
the same basic framework as the DSM discussed above, these relationships were
captured and the proposed team structure was assessed for how effective it would
manage the interfaces. A similar study was also performed for Shift Quality of the
automatic transmission.
In conclusion, there were several recommendations. These recommendations
were only for the sub system teams and were within the framework of the inherent
organizational structure of the Automatic Transmission Division of System (Program)
and Component Departments. The preferred composition of the CPMTs was defined to
address the interfaces of components for mechanical and electro-hydraulic functions,
attribute management and the communication structure between the individual
engineers. In addition, to get a holistic solution, all of the above scenarios had to be
considered since most of them had outcomes that modified the recommendation till the
final composition was arrived at. Also, specific roles and responsibilities were defined
for System Engineers as CPMT leaders and one System Integrator to address cross
CPMT interfaces.
87
This page intentionally left blank
88
References
1. T. U. Pimmler, and S. D. Eppinger, "Integration Analysis of Product
Decompositions". ASME Conference on Design Theory and Methodology,
Minneapolis, MN, 343-351.
2. Steven D. Eppinger, "Innovation at the Speed of Information", Harvard Business
Review, vol. 79, no. 1, pp. 149-158, January 2001.
3. Rosaline K. Gulati, and Steven D. Eppinger, "The Coupling of Product
Architecture and Organizational Structure Decisions", M.I. T. International Center
for Research on the Management of Technology, Cambridge, MA, Working
Paper no.151-96, Sloan Working Paper no. 3906, May, 1996.
4. Daniel J. Rinkevich, and Frederick P. Samson, "An Improved Powertrain
Attributes Development Process with the Use of Design Structure Matrix",
Masters Thesis (SDM), MIT, Cambridge, MA.
5. Ram Krishnaswami, Deepak Seth, and Nisheeth Singh, "A Study of Joint Team
Composition for the Joint Development of an Automatic Transmission", Class
Project, ESD.32.J, Fall 2003, MIT, Cambridge, MA.
6. Bruce Stapleton, "Automatic Transmission Overview", Class notes from a training
class at A TEO, @1993 Ford Motor Company.
7. R. Krishnaswami, S. Kaatz, D. Hildebrand, J. Hiatt, P. Phelan, "Gear Whine
Reduction for a New Automatic Transmission", SAE Noise and Vibration
Conference, 2001.
8. B. Campbell, W. Stokes, G. Steyer, M. Clapper, R. Krishnaswami, N. Gagnon,
"Gear Noise Reduction of an Automatic Transmission through Finite Element
Dynamic Simulation", SAE Noise and Vibration Conference, 1997.
9. Karim Nice, "How Automatic Transmissions Work",
http://auto.howstuffworks.com/automatic-transmission.htm
89
(cC 7)?