A MEMS Thermoelectric Generator by
advertisement

A MEMS Thermoelectric Generator
by
Samuel B. Schaevitz
Bachelor of Science in Electrical Science and Engineering
Massachusetts Institute of Technology (2000)
Submitted to the Department of Electrical Engineering and Computer Science
in Partial Fulfillment of the Requirements for the Degree of
Master of Engineering in Electrical Engineering and Computer Science
at the
Massachusetts Institute of Technology
SARj(,e
MWASSA CHUSETTS !NSTITUT-E
September 2000
OF TECHNOLOGY
JUL 3 1 2002
@ 2000 Massachusetts Institute of Technology
All rights reserved
Signature of Author
Department
--
E-e-t-i-a--Engineeg
ae
LIBRARIES
------------------i
Department of Electrical Engineering and Computer Science
September 11, 2000
Certified by
Martin A. Schr{idt
Professor of Electrical Engineering
- Thesis Supervisor
Accepted by
Arthur C. Smith
Chairman, Department Committee on Graduate Thesis
A MEMS Thermoelectric Generator
by
Samuel B. Schaevitz
Submitted to the Department of Electrical Engineering and Computer Science
on September 11, 2000 in Partial Fulfillment of the
Requirements for the Degree of Master of Engineering in
Electrical Engineering and Computer Science
ABSTRACT
The demand for portable power is large and expanding. Technologies currently available
to meet this demand include batteries, fuel cells, thermophotovoltaic (TPV) generators
and thermoelectric (TE) generators. Fuel cells and generators offer significantly
improved performance over batteries, but issues of fuel processing and miniaturization
remain. Microfabrication has the potential to address this miniaturization. Here I present
work towards a thermoelectric generator based on micro-electro-mechanical system
(MEMS) fabrication technologies.
This thesis includes an examination of the current state of the portable power field,
followed by an explanation of the thermoelectric effects and the operation of
thermoelectric generators. A new analysis of the efficiency of thermoelectric devices,
including parasitic losses, is included, with a detailed derivation in an appendix.
The design of a prototype MEMS thermoelectric generator is presented, analyzed and
fabricated. Testing shows the device performs as expected thermally. However,
mechanical fragility causes very low yield during fabrication and limits the high
temperature operation. Poor electrical contacts are also observed and characterized.
Directions for future work are suggested to improve the efficiency and mechanical
strength of the device.
Thesis Supervisor: Martin A. Schmidt
Title: Professor of Electrical Engineering
Acknowledgements
There are dozens of people who helped me to and through this thesis, and to all of
you I give my thanks.
First and foremost, I thank my thesis advisor, Prof. Martin Schmidt. Without Marty's
continuous help, this work would never have been completed.
Prof. Klavs Jensen has been instrumental in keeping my research on track, and in
helping this thesis remain focused.
Dr. Aleks Franz has been my greatest resource, ally and friend. Thank you.
I am grateful for the technical assistance and moral support I received from a wide
range of people: my group-mates, particularly Leonel, Christine, Jo-ey, Samara, Joel,
Sameer, Matt, and Rebecca, the MTL staff, especially Kurt, Vicky and Paul, and other
friends, Arturo and Xin.
The group of Prof. Eugene Fitzgerald has been generous in their assistance. I am
grateful to many of them for the help they have given me in using silicon-germanium in
my process, and particular thanks go to Gianni Taraschi for his time spent growing the
films.
Laura Floerke-Nashner is always exceptional in her support and encouragement.
And, of course, I would be nothing without my sisters, parents, grandfather, relatives
both official and honorary, and good friends.
Thank you.
I thank DARPA for its support of this project.
Table of Contents
Chapter 1
Introduction
17
Chapter 2
State of Portable Power
19
2.A Demand for Power ......................................................................................
19
2.B System Requirements..................................................................................
19
2.C Portable Power Sources................................................................................
22
2.C.I
Batteries..............................................................................................
24
2.C.II
Fuel Cells...........................................................................................
26
2.C.lI
Thermophotovoltaic Generators.......................................................
30
2.C.IV Thermoelectric Generators ................................................................
32
Summary and Comparisons..............................................................
34
2.C.V
Chapter 3
Thermoelectric Generation
37
3.A Heat Source ................................................................................................
37
3.B Heat Sink.....................................................................................................
39
3.C Thermopiles................................................................................................
40
3.C.I
The Peltier Effect................................................................................
41
3.C.II
The Thomson Effect ..........................................................................
42
3.C.III The Seebeck Effect...........................................................................
3.D Thermoelectric Generation...........................................................................50
7
43
Material's Efficiency ..........................................................................
51
3.D .II Overall Device Efficiency ................................................................
54
3.E Therm oelectric M aterials ............................................................................
56
3.D .I
3.E.I
Com m on M aterials ............................................................................
58
3.E.II
New M aterials....................................................................................
58
3.F Previous MEM S Therm oelectric Devices..................................................
Chapter 4
A MEMS Generator: Design and Analysis
4.A Device Design .............................................................................................
60
63
63
4.A .I
Original g-Reactor.................................................................................64
4.A.I
Thermopile.........................................................................................
66
4.A .I
Heat Bus .............................................................................................
68
4.A .IV Shadowm ask.......................................................................................
72
4.B Complete Device .........................................................................................
75
4.C Test Structures..............................................................................................
81
4.D Analysis of Device Operation .....................................................................
81
4.D .I
Com bustion.......................................................................................
82
4.D .11
Therm al Analysis................................................................................
84
4.D .III Therm oelectric Efficiency .................................................................
87
Chapter 5
91
Device Fabrication
5.A .I
Device W afer....................................................................................
92
5.A .II
Shadow m ask........................................................................................
102
Chapter 6
Testing
105
8
6.A Test Set-Up....................................................................................................
106
6.B Combustion of Butane in the p-Reactor........................................................
106
6.C Thermal Characteristics of Heat Buses .........................................................
109
6.D Thermoelectric M aterial................................................................................
112
6.E M etalization...................................................................................................
113
Chapter 7
Conclusion and Future Work
117
7.A Conclusion.....................................................................................................
117
7.B Future W ork ..................................................................................................
118
Appendix A Thermoelectric Device Figure of Merit
121
A. 1 Approximations.............................................................................................
123
A.2 Definition of Terms.......................................................................................
124
A.3 Derivation of a Device Efficiency Expression and Figure of Merit ............. 126
A.4 Application of the Device Efficiency Expression.........................................
130
A.5 Conclusion.....................................................................................................
132
Appendix B
Detailed Process Flow
133
B.1 Device W afer.................................................................................................
133
B.2 Shadowmask..................................................................................................
139
141
Appendix C Mask Set
9
10
Table of Figures
Figure 2-1: Battery Schematic.......................................................................................24
Figure 2-2: Fuel Cell Schematic....................................................................................26
Figure 2-3: Thermophotovoltaic Generator Schematic................................................
30
Figure 2-4: Thermoelectric Generator Schematic.........................................................
32
Figure 2-5: Efficiency of Representative TE Materials vs. Hot Junction Temperature.... 33
Figure 3-1: Basic Thermopile ......................................................................................
40
Figure 3-2: Peltier Effect..............................................................................................
41
Figure 3-3: Thomson Effect.........................................................................................
42
Figure 3-4: Seebeck Effect...........................................................................................
43
Figure 3-5: Thermoelectric "Voltages" - Seebeck Coefficient vs. Temp.....................44
Figure 3-6: Thermoelectric "Voltages" - Hot Junction ...............................................
45
Figure 3-7: Thermoelectric "Voltages" - Thomson Voltage........................................46
Figure 3-8: Thermoelectric "Voltages" - Cold Junction .............................................
47
Figure 3-9: Thermoelectric "Voltages" - Net Voltage .................................................
48
Figure 3-10: Thermoelectric "Voltages" - Integrated Graph........................................49
Figure 3-11: Complete Thermoelectric Picture............................................................
51
Figure 3-12: Figure of Merit vs. Temperature from [11] (1994)...................................57
Figure 3-13: Efficiency of Representative TE Materials vs. Hot Junction Temperature.. 57
Figure 3-14: Superlattice Schematic ............................................................................
Figure 4-1: Cross Section of the Basic p-Reactor (Not to Scale).................................64
11
59
Figure 4-2: Section Down the Length of the Basic g-Reactor (Not to Scale) ..............
64
Figure 4-3: Cross Section of the p-Reactor w/ Thermopiles (Not to Scale).................66
Figure 4-4: Cross Section of g-Reactor w/ Heat Bus and No Thermopile (Not to Scale) 68
Figure 4-5: Diagram of Heat Flow in the Un-Bused Reactor .......................................
69
Figure 4-6: Thermal Profile of an Un-Bused Reactor Along the Flow Channel [70].......70
Figure 4-7: Diagram of Heat Flow in the Bused Reactor .............................................
71
Figure 4-8: Thermal Profile of a Bused Reactor Along the Flow Channel [70]...........71
Figure 4-9: Traditional Shadowmask..........................................................................
73
Figure 4-10: Self-Aligned Shadowmask.....................................................................
74
Figure 4-11: Plan View of the Device (Not to Scale).................................................
76
Figure 4-12: Cross Section of the Device through A-A' (Not to Scale)......................77
Figure 4-13: Cross Section of the Device through B-B' (Not to Scale) .......................
78
Figure 4-14: Device Geom etry.......................................................................................
79
Figure 4-15: Test Structure A - Seebeck Voltage and Thermal Conductivity .............
80
Figure 4-16: Test Structure B - Sheet Resistance and Contact Resistance ..................
80
Figure 4-17: Chemical Heat Flux vs. Temperature.......................................................82
Figure 4-18: Thermoelectric Efficiency vs. Maximum Temperature ...........................
88
Figure 5-1: Silicon-On-Insulator (SOI) Wafer..............................................................92
Figure 5-2: Device Wafer Step 1, Heat Bus Definition ...............................................
93
Figure 5-3: Device Wafer Step 2, Stress Compensation...............................................94
Figure 5-4: Device Wafer Step 3, Membrane Deposition and Release-Etch Patterning .. 95
Figure 5-5: Device Wafer Step 4, 1't Thermoelement Deposition................................96
Figure 5-6: Side View Diagram of Photoresist Pull-Back ...........................................
12
97
Figure 5-7: Device Wafer Step 5,
2 nd
Thermoelement Deposition and Mask Removal ... 98
Figure 5-8: Device Wafer Step 6, Metalization ................................................................
98
Figure 5-9: Device Wafer Step 7, Membrane Release..................................................
99
Figure 5-10: Back-Side Etch Jig .....................................................................................
100
Figure 5-11: Device Wafer Step 8, Catalyst Deposition.................................................101
Figure 5-12: Shadowmask Step 1, Etch-Back.................................................................
102
Figure 5-13: Shadowmask Step 2, Through-Holes .........................................................
103
Figure 6-1: Test Setup (from [72])..................................................................................105
Figure 6-2: Ignition-Extinction Curve.............................................................................107
Figure 6-3: Chemical Heat Flux vs. Temperature...........................................................108
Figure 6-4: Silicon Bus Temperature Uniformity ...........................................................
109
Figure 6-5: Picture of Silicon Bus at Room Temperature...............................................111
Figure 6-6: Picture of Silicon Bus at High Temperature ................................................
111
Figure 6-7: Resistivity vs. Depth of Deposited SiGe......................................................112
Figure 6-8: First 20 Scans of Contact Resistance Break-In ............................................
114
Figure 6-9: Relative Conductance Before and After Anneal: SiGe, Ti/Pt, and Contact. 114
Figure A- 1: Peltier Effect................................................................................................122
Figure A-2: Thomson Effect ...........................................................................................
122
Figure A-3: Seebeck Effect.............................................................................................122
Figure C-1: Mask Overview (Metal Mask).....................................................................141
Figure C-2: Masks SiIslands (Dark Field), SiNBack (Dark Field) and TEMaski (Light
Field) for the Thermoelectric Generator .................................................................
13
142
Figure C-3: Masks TEMask2 (Light Field) and Metal (Dark Field) for the Thermoelectric
G enerator.................................................................................................................
143
Figure C-4: Overlay of Masks for the Thermoelectric Generator...................................
144
Figure C-5: Masks EtchBack (Light Field) and HolesOnly (Dark Field) for the
Shadow m ask............................................................................................................145
Figure C-6: Overlay of Masks for the Shadowmask.......................................................146
Figure C-7: Masks Silslands (Dark Field), SiNBack (Dark Field) and TEMaski (Light
Field) for Test Structure A ......................................................................................
147
Figure C-8: Masks TEMask2 (Light Field) and Metal (Dark Field) for Test Structure A
.................................................................................................................................
14 8
Figure C-9: Overlay of Masks for Test Structure A........................................................149
Figure C-10: Masks Silslands (Dark Field), SiNBack (Dark Field) and TEMaskI (Light
Field) for Test Structure B ......................................................................................
150
Figure C-It: Masks TEMask2 (Light Field) and Metal (Dark Field) for Test Structure B
.................................................................................................................................
Figure C- 12: Overlay of Masks for Test Structure B......................................................152
14
15 1
Table of Tables
Table 2-1: Hydrogen Sources.......................................................................................
28
Table 2-2: Portable Power Source Comparison ............................................................
35
Table 4-1: Dimensions of the Device Configurations..................................................
79
Table 4-2: Thermal Conductance for the Various Device Configurations ...................
84
Table 4-3: Electrical Resistance for the Various Device Configurations .....................
87
Table 4-4: Fundamental and Parasitic Losses..............................................................89
Table 6-1: Maximum Operating Temperature Test Results............................................110
Table 6-2: Resistance Before and After Anneal..............................................................115
15
16
Chapter 1
Introduction
Research in the area of portable power has come to the fore in recent years,
particularly as a result of increasingly powerful and ubiquitous electronics. There now
exist dozens of new applications, like cellular telephones and portable computers, which
demand as much power and energy as possible and would benefit both in performance
and operating time from any increase in the storage capacity of their power sources.
These devices provide the impetus for new, high-energy-density, portable supply
technologies.
Batteries are the traditional source of portable electrical power, and intensive work is
currently underway to increase the capacity of existing chemistries and to develop new
materials (e.g. [1] and [2]). However, optimistic estimates predict only a factor of 2
improvement in near-term battery performance [3], and even this impressive advance
would fail to meet the growing demands for portable power.
In order to provide additional energy, research has focused on materials with very
high energy content, such as hydrogen, gasoline, butane and other hydrocarbon and
alcohol fuels. Unfortunately, these materials are not easily included into battery
architectures. Instead, research has focused on portable electric generators, to convert
these fuels into electricity.
There are numerous techniques for effecting this conversion at the large scale, most
of which involve complex mechanical devices with large numbers of intricate moving
parts, e.g. a gas turbine or an internal combustion engine. And there is some work in
17
progress to dramatically miniaturize these systems, most notably a micro-gas turbine
underway at MIT [4]. However, especially for power levels below 50 Watts, systems
with no moving parts may be substantially easier to realize.
Here I will focus only on these "passive" generation systems, including fuel cells,
thermophotovoltaic converters and thermoelectric materials. All of these systems have
been proven at the large scale, and the present challenge is to miniaturize without losing
performance [5,6,7]. Efforts to build systems small enough to fit into existing battery
form-factors are concentrated in two areas: meso-scale devices that push conventional
tools to their smallest limits, and micro-electro-mechanical system (MEMS) devices that
use new technologies based on integrated circuit processing to access even smaller
dimensions.
This work will examine the current state of the portable power field in Chapter 2, and
then focus on a particular MEMS thermoelectric device in progress, including a
background on thermoelectric phenomena in Chapter 3. The device design is described in
Chapter 4, the fabrication process is covered in Chapter 5, and the testing results to date
are presented in Chapter 6. Chapter 7 summarizes this work and suggests directions for
future investigation. Relegated to the appendix is a detailed derivation of a thermoelectric
device efficiency expression that I have developed to help analyze this device, and which
would be useful to anyone else designing a thermoelectric device. Also included in
appendices are a detailed process flow and images of the mask set used in the fabrication.
18
Chapter 2
State of Portable Power
2.A Demand for Power
The demand for portable electric power is large and expanding. The worldwide
market for batteries alone grew from $19 Billion in 1990 to $33 Billion in 1996 to an
estimated $51 Billion in 2001 [8,9]. The range for this demand spans ~10-6 Watts for
watches and distributed sensors, 1-6x10-4Watts for cardiac pacemakers, -100 milliWatts
for cellular telephones, -0.1-1 Watts for portable electronics, 10 Watts for portable
computers, 20-40 Watts for a dismounted infantry solder, and up to at least 104 Watts for
automobile traction [10,11,12,13].
Portable computing and communications, in particular, are limited largely by their
energy requirements. Laptop computers could be nearly as fast as desktop machines if
they had sufficient power. Cellular telephones would be crystal clear and have a much
larger range given unlimited power. And for both applications, the severe limitations on
running time are a result of the limited energy of their battery-based power supply.
2.B System Requirements
The demands described above have fueled numerous avenues of research, leading to a
variety of new technologies. Analyzing this new set of power sources often feels like
comparing apples and oranges. Batteries and fuel cells, for example, operate on entirely
different principals. Fuel cells cannot be characterized by "cycles to failure," and
19
batteries do not have a "current density." However, as apples and oranges can be
compared on common terms like sugar content, weight, volume and cost, so can new
power sources be compared based on the common features that make them effective for a
given application.
Those requirements can vary wildly between applications. Some systems, e.g.
implanted pacemakers, require a completely sealed structure. Watches and sensors, as
well as pacemakers, demand a very long operating time with no maintenance. Many of
these systems require very small amounts of power for long periods of time with short
burst of very high power. For example, a cellular phone uses very little power when it is
on standby, but it can use 50 times more power when it is transmitting. Cellular
telephones, portable computers and other electronics all demand small size and weight
while maintaining the longest operating time possible. High power demands like
automobile traction similarly require large amounts of power in a small space, with
particular emphasis on maintaining low cost and environmentally friendly operation.
Here, I will focus on the most common requirements of all applications. The metrics on
which sources are principally judged fall roughly into three categories: energy content,
cost, and lifetime or reliability.
Energy content is a measure of how much power can be removed from the source and
at what rate. The four major metrics used are energy density (i.e. energy per unit volume,
Watt-hours per liter), specific energy (i.e. energy per unit weight, Watt-hours per
kilogram), power density (i.e. power per unit volume, Watts per liter), and specific power
(i.e. power per unit weight, Watts per kilogram). Since the density of most sources is
20
roughly that of water (within a factor of 2), and the primary concern is often weight, not
volume, the most commonly sighted metrics are specific energy and specific power.
For those systems that require short bursts of high power surrounded by long periods
of low power usage, the metric of specific peak power can become important. For some
of the highest energy technologies, the peak power required can be larger than the power
source can supply. One solution to this need is to use a hybrid system containing a large
component with a high specific energy, but a low specific power, and combine it with a
small rechargeable component with a very high specific peak power (e.g. a capacitor), but
a lower specific energy. The combined system has a combination of the high specific
energy (although slightly lowered) of the first component, and a higher specific peak
power due to the second component. These hybrid systems are more complex and costly
than the individual components, but they decouple the power and energy requirements.
As a result, most power sources are not fundamentally limited by their peak power
output, and often the only important energy metric is the specific energy.
Cost is always an important metric to commercial systems. Cost is usually compared
in terms of cost per unit energy (i.e. $ per Watt-hour) or cost per unit power ($ per Watt).
Because the fuel supply is a separate device in large generators, those systems are
traditionally described using cost per unit power. However, batteries are limited in
capacity, and are always described by cost per unit energy. Miniature generation systems
have generally assumed the conventions of batteries, both to ease the technology transfer,
and because the fuel system is often integrated with the generator. Therefore, the
important metric here is generally cost per unit energy.
21
"Lifetime" and "reliability" of the source mean very different things for different
supply technologies. For example, with solar powered systems, lifetime is almost infinite
and this metric becomes irrelevant. For batteries, emphasis is on the operating
temperatures and the resistance to leakage. Particularly important to secondary (a.k.a.
rechargeable) batteries is the number of cycles to failure (i.e. the number of times it can
be recharged). For other systems like internal combustion engines or thermoelectric and
thermophotovoltaic generators, mean time to failure or the frequency of service are
usually important metrics. There are some objective comparisons, e.g. shock resistance or
total specific energy between failures, but, in general, reliability metrics are qualitatively
captured by a loosely defined "working lifetime," usually described in comparative
terms.
Specific energy (e.g. W-hr / kg), cost per unit energy (e.g. $ / W-hr) and a working
life (- W-hr between failures per kg) provide a mostly objective basis on which to
compare radically different supply technologies, and I will focus on those metrics here.
However, in applying a new technology there are often application-specific needs that
must be accommodated. For example, an infantry power supply may need to be
temporarily submersible. I will not address these sorts of engineering challenges here, but
they are critical to designing a complete system.
2.C Portable Power Sources
Power supplies can be roughly categorized into three groups based on the technique
they use to generate electrical energy. Batteries derive their power from a controlled
electrochemical reaction of materials contained in the battery. Fuel cells derive their
22
power from an electrochemical reaction, mediated by an electrolyte, between externally
supplied fuel and air. The fuel cell serves as a generator that converts the feed streams of
fuel
and air into electricity.
Heat engines, e.g. thermophotovoltaic
(TPV) and
thermoelectric (TE) systems, are based on the direct combustion of fuel in air, and they
use the heat generated to produce electricity. Here too, the fuel and air are supplied
externally, and the TE or TPV system is a generator.
Batteries have the advantage of being extremely simple systems in which there are no
moving parts. This provides for very low cost and reliable systems, but it limits the
driving force to a small set of electro-chemical reactions with specific energies generally
below 1 kW-hr/kg. Generator systems sacrifice some of the simplicity for the opportunity
to work with fuels of much higher specific energy. For reference, hydrogen gas has a
specific energy near 40 kW-hr/kg, hydrocarbon fuels (e.g. gasoline or propane) have
specific energies around 13 kW-hr/kg and alcohol fuels have somewhat lower specific
energies, e.g. methanol at approximately 6 kW-hr/kg.
In order to compare generators to batteries, it is usually assumed that the generator
itself is much smaller than the fuel tank. In that limit, the overall specific energy of the
system is simply the specific energy of the fuel times the efficiency of the generator. If
the generator is a significant fraction of the device weight, the total specific energy must
be scaled by the fraction of weight that is actually fuel. Although the efficiencies of these
devices are much less than 100%, often only single digit efficiencies are required to
surpass batteries.
23
e
Cathode Electrode
Electrolyte
EcotMobile
e
Ions
Anode Electrode
Figure 2-1: Battery Schematic
2.C.I
Batteries
Batteries are the most traditional type of portable electrical power sources, consisting
of a (usually) sealed system containing two electrodes and an intervening electrolyte
(Figure 2-1). The energy of the system derives from the reaction of one electrode with the
other, causing a release of electrons at the anode and a deficit of electrons at the cathode.
In primary (single-use) batteries, this reaction is irreversible. In secondary (rechargeable)
batteries, by providing excess electrons at the anode, the reaction can be reversed.
Various battery technologies differ by the composition of the anode, cathode and
electrolyte.
The highest performance batteries today are based on lithium, either lithium metal or
lithium ion. Depending on the cathode material, the best lithium metal primary batteries
can have energy densities up to 500 W-hr/kg [14,15]. Lithium-ion secondary batteries
have energy densities near 120 W-hr/kg [3].
24
Zinc-air batteries are the only other current technology to challenge lithium ion
systems. These systems are unusual in that the cathode material is oxygen from air. The
oxygen reacts with the zinc anode to produce power. In effect, the zinc is slowly burned.
Zinc-air batteries are often referred to as "hybrid" systems because of their similarity
both to batteries (a self contained anode) and to fuel cells (using oxygen from air).
Although this reaction can be reversed, zinc-air secondary batteries tend to have very
short lifetimes. A number of companies are working towards refuelable systems where
the oxidized zinc is easily replaced by fresh zinc [16,17]. The two main drawbacks to the
zinc-air system are a relatively high leakage rate while exposed to air and a low specific
power.
25
Load
e
e
Cathode Catalyst
Anode Catalyst
Anode Electrode
Cathode Electrode
Electrolyte
Figure 2-2: Fuel Cell Schematic
2.C.II
Fuel Cells
There are a large number of different fuel cell systems, some already commercial
available and others used only in research. Because the commercial systems are still in
their infancy, it is impossible to identify the ultimate leaders. Here I will focus on three of
the most common and promising technologies: proton-exchange-membrane fuel cells,
direct methanol fuel cells and solid oxide fuel cells.
Illustrated in Figure 2-2 is the basic fuel cell system. Fuel and oxygen, usually from
air, are introduced to opposite sides of an electrolyte, where they separately react on the
26
anode and cathode catalyst respectively. The exact reaction depends on the type of fuel
cell, but all of these reactions serve to drive ions through the electrolyte. Electrons are
released at the anode, travel through the load, and are consumed at the cathode to
complete the circuit. The products are typically water and carbon dioxide, and may
appear at either electrode, depending on the particular fuel cell.
Proton-exchange-membrane (PEM) fuel cells use a hydrated polymer electrode that is
permeable to hydrogen ions (i.e. protons). The fuel is hydrogen, and the anode reaction is
simply the disassociation of hydrogen. The hydrogen ions diffuse through the membrane
where they react with oxygen at the cathode to produce water. In order to increase the
reaction rate and power output, these systems typically operate around 70*C. Careful
design of the gas flows is required to ensure that the membrane does not dry out. [5]
The efficiency with which PEM fuel cells convert hydrogen to electricity is 40%-50%
[5,18]. However, they require very pure hydrogen streams. Those streams are supplied
either directly from compressed or liquefied hydrogen, or through chemical conversion of
another fuel. Table 2-1 compares some of the most common hydrogen sources and their
energy densities. These systems are often measured using "percent hydrogen equivalent,"
which is defined as the percent of the storage system weight that can be converted into
hydrogen. For example, a 51.5 kg tank containing 8.5 kg of liquid hydrogen has a storage
efficiency of 8.5 divided by 60 (51.5 plus 8.5), or approximately 14% [5]. There is no
known work on miniaturizing liquid hydrogen storage; it is included here simply for
comparison. Sources based on fuel processing, either reforming or cracking, promise
much higher energy densities than any other technology. Although work is ongoing, to
date these fuel-processing systems have not been effectively miniaturized [19].
27
Fuel Specific Energy
Hydrogen Source
(W-hr / kg)
% Hydrogen Equivalent
Compressed Hydrogen [5]
400-800
1-2%
Liquid Hydrogen (60 kg Tank) [5]
5,500
14%
Reversible Metal Hydride [5]
400
1%
Alkali Metal Hydrides [5]
840
2.2%
Methanol (via Reforming) [5]
5,000
14%
Ammonia (via Cracking)
6,000
15%
10,000
25%
Butane (via Reforming)
(Following the method from [5])
Table 2-1: Hydrogen Sources
Direct methanol fuel cells (DMFC) are almost identical to PEM fuel cells, with the
difference being that hydrogen is replaced as the fuel by liquid methanol, thus eliminating
the difficulties with carrying or producing a hydrogen feed. The methanol reacts with
water to produce hydrogen and carbon dioxide at the membrane. The hydrogen is then
used to generate electricity exactly as above. Frequently the same physical device can be
used either as a PEM fuel cell or a DMFC. However, these systems are only effective
when methanol is heavily diluted with water at the anode. Methanol can be carried prediluted, but at a fatal penalty in specific energy. More complicated systems use a
28
methanol concentration sensor to control the flow of methanol to the fuel cell and thereby
maintain the desired concentration [20]. Unfortunately, even with a sophisticated control
system, using methanol instead of hydrogen reduces the efficiency of the fuel cell to
around 25%-30% [21].
Solid oxide fuel cells (SOFC) are fed by air and fuel separated by an oxide
membrane, typically a mixture of zirconia and yttria. The oxygen diffuses through the
membrane to the anode where it reacts with the fuel. In order to achieve sufficient oxygen
flux, the system is operated at high temperatures, usually between 600-900*C. These high
temperatures have the additional benefit that, with an appropriate catalyst, they allow the
use of almost any hydrocarbon fuel, with reforming occurring within the fuel cell.
Overall efficiencies of 60% can be achieved. Miniaturized SOFC membranes down to
milliWatt power outputs have been fabricated and show excellent performance [22].
However, these membranes are monolithically heated, and so require much larger
systems for insulation and thermal management. These auxiliary systems increase the
overall device size and complexity and degrade efficiency. As a result, complete systems
smaller than those for transportation are not currently available. [5,18]
29
Emitter
Photovoltaic Cell
Light
+r
Recuperator
~A.
Exhaust
Air
Fuel
Figure 2-3: Thermophotovoltaic Generator Schematic
2.C.III
Thermophotovoltaic Generators
Thermophotovoltaic (TPV) systems use photovoltaic (PV) cells as the electrical
source. The system is diagramed in Figure 2-3. Incoming air and fuel are preheated by
the exhaust gas, and then combust in the burner. The energy released goes into heating an
emitter to a temperature high enough so that it begins to glow in the visible range. The
light emitted is collected by surrounding PV cells, which convert some of the light into
30
electricity. These systems are being developed for combined heat and power to homes
[23], vehicle traction [24,25], and various power supplies for the U.S. Army ranging from
500-Watt units to 20-Watt battery replacements [26,27].
State of the art PV cells are up to 38% efficient, however they are only efficient
within a very narrow spectral range [28]. Two approaches are taken to reduce the loss to
"out-of-band" radiation: filters and/or selective emitters. By placing reflective filters
between the emitter and the PV cell, as well as mirrors behind the PV cells, most of the
unusable and unused light is reflected back to the emitter. This "optical recovery
efficiency" is typically near 75% with blackbody emitters (i.e. non-selective emitters)
[28,29]. The other approach is to use emitter materials that emit most strongly at the
wavelengths where the PV cell is efficient. These emitters are typically combinations of
the rare earth oxides, ytterbia, erbia and holmia, depending on the characteristics of the
PV cell used [30].
Overall efficiencies for kiloWatt-scale optimized systems are around 7%-10%
[24,25]. Typically these losses are approximately as follows: 30% loss to exhaust gasses,
30% loss to out-of-band radiation, 10% loss to insulation and 20% lost to in-band
photovoltaic cell efficiency [27,29]. Miniature systems have shown much higher losses,
and efficiencies of only 1%-2%, although development is ongoing [26,27,31]. Selective
emitters can increase the overall efficiency by 10%-30%, but at the cost of a much lower
power out per unit area of PV cell [28]. This is because, by only emitting in a narrow
band, selective emitters emit less light than blackbody emitters. Reduced power output
per unit area increases the cost and size of the system for a given total power output.
31
Hot Junction
Thermopile
I
0
U
Recuperator
--
-7
4-~
Cold Junctic
*4
Fuel
Exhaust
Air
Figure 2-4: Thermoelectric Generator Schematic
2.C.IV
Thermoelectric Generators
Thermoelectric
(TE) systems
operate much like TPV systems, with the
emitter/photovoltaic system replaced by a thermopile. The operation of thermoelectric
elements will be discussed in depth in the next chapter; here it is sufficient to state that
the thermopile converts a temperature difference into electricity. Useful power can be
generated even at small temperature differentials. These systems have been applied over
32
a huge range of power outputs from microwatt conversion of body heat to power a watch
[10] up to 100-kiloWatt conversion of heat from a nuclear reactor for deep space
applications [32]. However, no commercial products exist combining combustion and
thermoelectrics on a small portable scale. This thesis is part of a research effort designed
to address that need [19].
1
2
10
8
0
-
64-
-A- SiGe
--- PbTe
-X-BiTe
20
370
570
770
970
Hot Junction Temperature (K)
1170
1370
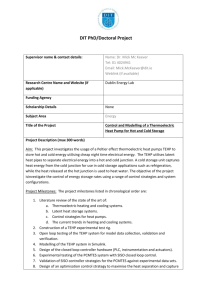
Figure 2-5: Efficiency of Representative TE Materials vs. Hot Junction Temperature
(Adapted from [11,33, 34] using a Cold Junction Tempearature of 350K)
The efficiency of these systems is often limited by the material's parameters and the
hot and cold junction temperatures, with parasitic losses in large-scale systems usually
20% or less. Figure 2-5 shows the characteristics of three selected materials over different
temperature ranges. Higher temperatures tend to produce higher efficiencies, but at some
temperature the material ceases to function as desired (often because it melts or
sublimes). Figure 2-5 shows three of the most well studied materials graphed to their
33
maximum usable temperature. Each material has the advantage over a different
temperature range. For example, silicon-germanium (SiGe) is less efficient than the other
two materials below -1 lOOK, but it has the highest total efficiency when operated over
its large maximum temperature range.
2.C.V
Summary and Comparisons
The portable power sources discussed in this chapter are presented in Table 2-2. The
system with the highest specific energy is the solid oxide fuel cell. However, as discussed
above, these systems remain to be miniaturized. The direct methanol fuel cell has also
demonstrated a substantial improvement over batteries, and there is substantial work
being done to miniaturize those systems, but the complexity of the methanol dilution subsystem may prove difficult to miniaturize.
The thermoelectric and thermophotovoltaic systems show only modest improvements
over batteries. However, the thermoelectric systems have the potential to improve
dramatically with more efficient TE materials.
The proton-exchange-membrane
fuel cells, using stored hydrogen, are roughly
equivalent to batteries. The room for improvement here involves associated fuelreforming systems. If any of the liquid fuels in Table 2-1 can be processed locally into
hydrogen, the specific energy of the PEM fuel cells would be significantly greater than
that of batteries.
34
Maximum
Cost to
Specific Energy
Consumer
Working
Material
Life
Batteries
(W-hr / kg)
($ / W-hr)
Li-Ion Primary
500 [14]
-1 [35]
Short
Li-Ion Secondary
120 [3]
-5 [36]
Long
Zinc-Air Primary
460 [37]
0.50 [16]
Short
Zinc-Air Refuelable
200 [16]
0.80 [16]
Very Long
(Estimate)
Proton-Exchange-Membrane
400 [5]
Unknown
Very Long
1,500 [21]
Unknown
Very Long
7,000 [38]
Unknown
Very Long
900
Unknown
Very Long
900
Unknown
Very Long
(Stored Hydrogen Fuel)
Fuel
Direct Methanol
Cells
Solid Oxide
(Hydrocarbon Fuel)
Thermophotovoltaic Generators
(Assuming 7% Efficiency)
Thermoelectric Generators
Assuming 7% Efficiency
Table 2-2: Portable Power Source Comparison
35
36
Chapter 3
Thermoelectric Generation
Thermoelectric (TE) generators are in use around the world and in space [11,34,39].
At their most basic, they consist of three parts: a heat source, a heat sink and a
thermopile. The heat source and heat sink provide the energy to the system by creating a
temperature gradient across the thermopile. The thermopile connects the heat source and
heat sink, and serves to convert some of the thermal energy contained in the thermal
reservoirs into electrical energy. The advantage of this system resides in its simplicity.
There are generally no moving parts, and as a result, these systems are so reliable they
can be launched on a satellite and will continue to function for decades. This reliability is
also responsible for their frequent use in pacemakers, as well as remote installations like
oilrigs, gas pipelines and arctic research stations [11,39]. In order to understand the
functioning of a thermoelectric generator, the properties of the heat source, heat sink and
thermoelectrics must be examined.
3.A Heat Source
There are two common heat sources used in TE systems: radioisotope pellets or
hydrocarbon combustion [39]. A chunk of radioactive material gives off energy during
decay, and most of that energy is converted to heat. This source has the advantage of
being a closed system; no material is needed from the environment, and (assuming proper
shielding and containment) nothing is released into the environment. For those reasons,
37
radioisotope sources are used almost exclusively as the fuel for space bound and
pacemaker bound thermoelectric generators, as well as occasionally in other terrestrial
applications.
There are three drawbacks to these systems. First, and most fundamental, is the need
for a radioactive material and the safety considerations involved. The second concern is
the inability to regulate or turn off the heat source. This characteristic is particularly
troublesome for high power applications where the device must be continuously cooled,
even in storage, or it will overheat and destroy the components. The third issue is the
relatively low specific power of commonly used radioisotope oxides, typically around
100 Watts of heat per kilogram of radioactive material [40]. However, for some
applications this restriction is offset by an extremely high specific energy of many
megaWatt-hours per kilogram.
A more traditional heat source is the combustion of a hydrocarbon fuel, e.g. gasoline
or natural gas. The fuel is mixed with air and burned to produce heat. The advantage of
this system is an easily controlled heat source with almost unlimited specific power.
However, this approach does require a feed stream of fuel and a feed stream containing
oxygen. Those requirements are not limitations for systems installed on oil rigs or gas
pipelines where the fuel is readily available, and the oxygen is easily provided by air, but
for portable applications it requires fuel to be carried and ready access to air. If
compressed air or oxygen must also be carried (e.g. in space or underwater), the overall
specific energy is reduced severely.
In addition to the need for feed streams, hydrocarbon systems must also include a
burner. Typical burners for gaseous fuels consist of three parts: an aspirator which
38
entrains the air stream with the gas, a recuperator where the feed stream is heated by the
exhaust stream, and a burner where the heated fuel combusts. None of these pieces
require moving parts, and so they can usually be designed to have a very high reliability.
However, liquid fuels typically require mechanical pumps to inject the fuel and air. These
pumps significantly reduce the reliability and simplicity of the system.
3.B Heat Sink
Energy is released at the heat source, and all of that heat must be ejected from the
heat sink at as low a temperature as possible. This provides a severe challenge in some
situations. For example, in space applications where there is no cold reservoir in intimate
thermal contact, TE systems are restricted to radiative cooling, which requires a relatively
hot temperature at the cold junction. For the portable terrestrial applications we are
concerned with here, heat is typically dissipated to the surrounding air. This dissipation
can be made almost arbitrarily efficient with forced convection, but the power required to
move the air often substantially degrades the overall device efficiency. The most efficient
technique for most systems is free convection, which requires a large surface area
exposed to the air. This exposure requirement can ultimately limit the power density of
these systems.
39
Heat Source
(T =THot)
Material B
Material A
Heat Sink
(T = TCold)
Electrical Load
Figure 3-1: Basic Thermopile
3.C Thermopiles
Thermoelectric generators are defined by the fact that they use a thermopile to
produce power from a temperature gradient. Thermopiles consist of a large number of
parallel legs of two alternating thermoelectric materials that are connected in series
electrically but in parallel thermally (see Figure 3-1). To understand the functioning of
this system, it is necessary to understand the phenomenological characteristics of
thermoelectric materials. While the underlying physics is crucial to discovering and
analyzing new materials, it will be considered beyond the scope of this work. We will
instead focus on the three thermoelectric effects: the Peltier effect, the Thompson effect
and the Seebeck effect.
40
Qz =(;rA -- 9B)O
Material A
Junction
Material B
Figure 3-2: Peltier Effect
3.C.I
The Peltier Effect
When current flows between two dissimilar materials held at a constant temperature
(e.g. from copper into aluminum), heat is often absorbed or released at the interface (see
Figure 3-2). When the direction of current flow is reversed, the direction of heat flow is
also reversed (i.e. from absorption to rejection). This property is known as the Peltier
effect. One illustrative demonstration of this effect involves placing a drop of liquid water
at the interface of two materials held at precisely 0*C. When current flows in one
direction, the water freezes, but when the current is reversed, the ice melts.
The heat is found to be directly proportional to the magnitude of the current flowing
across the junction, and can be decomposed into a contribution from each material
(relative to a reference material). The ratio of heat to current for each material is the
Peltier coefficient (ic), which has units of Watts per Ampere, or Volts. Because a reversal
of the sign of the current results in a reversal of the direction of thermal energy flow, the
laws of reversible thermodynamics apply.
41
Q,r -D-T
IP
-> x
T+AT!
!T
Figure 3-3: Thomson Effect
3.C.II
The Thomson Effect
When current flows through a single material under a temperature gradient, heat is
absorbed or released in a similar manner to the Peltier effect (see Figure 3-3). This
property is known as the Thomson effect. The physical basis of this effect is similar to
that of the Peltier effect, but here the changes are a result of different temperatures, not
different materials. The heat absorbed is directly proportional to current, as above, and it
is also directly proportional to the rate of change of temperature
per unit length to current times
h-
( aT
. The ratio of heat
is the Thomson coefficient (t) of the material, which
has units Watts per Kelvin-Ampere, or, equivalently, Volts per Kelvin. Here, again, the
sign of the thermal energy flow is dependent on the direction of current flow, and so the
system is reversible.
42
Hot Junction (T)
Material A
V9 = f(aA+cB)'aT
Material B
Tc
Cold Junction (Tc)
Figure 3-4: Seebeck Effect
3.C.III
The Seebeck Effect
The Seebeck effect is the voltage developed when the junctions of two dissimilar
materials are kept at different temperatures (see Figure 3-4). This effect is a direct
consequence of the Peltier and Thomson effects. Energy conservation requires that the
heat generated or absorbed by the Peltier and Thomson effects be matched with an equal
change in the electrical energy of the charge carriers. Although this effect can only be
measured directly when a closed circuit of two materials is used, it is theoretically
possible to decompose the resulting voltage into a component resulting from each
junction (a la the Peltier effect) and a component from the temperature change in each
material (a la the Thomson effect). This entire behavior is conventionally encapsulated in
the Seebeck coefficient (a), defined at the hot junction temperature as the rate of change
of the Seebeck voltage as that hot junction temperature is changed.
43
Seebeck,
Coefficient
(a)
Example Seebeck Coefficient (a)
as a
Function of Temperature (T)
OHot
OCCold
0
10
'Tcold
THot
Temperature
Figure 3-5: Thermoelectric "Voltages" - Seebeck Coefficient vs. Temp.
The relationships between the Seebeck, Peltier and Thomson effects can be
illustrated with the graph of Seebeck coefficient vs. temperature (see Figure 3-5). Area on
the graph has units of Volts, or equivalently Watts per Ampere. To explain, let us trace
the path of a charge carrier in Figure 3-4 as it travels from the hot junction, through
material A, and into the cold junction.
44
Seebeck
Coefficient
(XHot
a(T)
Hot Junction Voltage
The Entire Area
0
to
Tcold
THot
Temperature
Figure 3-6: Thermoelectric "Voltages" - Hot Junction
At the hot junction, the carrier enters material A, and in the process absorbs heat.
This heat is the local temperature times the local Seebeck coefficient, i.e. the entire
shaded area of Figure 3-6. This energy is equal to the Peltier heat for material A (at the
hot temperature), calculated from the Seebeck coefficient (at the hot temperature) times
the hot temperature:
(THo
- aAIHoT ). If the Seebeck coefficient is negative, energy will be
released instead of absorbed. For this example, we will assume that the hot junction area
on the graph covers 10 Volts.
45
Seebeck
Coefficient
(a)
aHot
Thomson Voltage
(kold
0>
0
Tcold
THot
Temperature
Figure 3-7: Thermoelectric "Voltages" - Thomson Voltage
During transit through the material, the Seebeck coefficient changes, and so the
carrier releases energy. This energy is the local temperature times the local change in
Seebeck coefficient, equal to the area left of the curve, labeled in Figure 3-7 as "Thomson
Voltage." This is the Thomson heat, ((To, - TcoId)- 'r). If the curve has a positive slope (as
in this example), energy will be released, and if the curve has a negative slope, energy
will be absorbed. For this example, if the hot junction area is 10 Volts, we can
approximate from the graph that the area of the Thomson voltage is 5 Volts. Because
energy is released, this voltage is negative (i.e. -5 Volts).
46
Seebeck
Coefficient
(a)
(XHot
a(T)
OXCodJ
0
10
ITcold
THot
' Temperature
Figure 3-8: Thermoelectric "Voltages" - Cold Junction
At the cold junction, the carrier leaves material A, and in the process releases heat.
This heat is the local temperature times the local Seebeck coefficient, i.e. the rectangle
labeled "Cold Junction" in Figure 3-8. This is equal to the Peltier heat (at the cold
junction temperature), calculated, as above, from the Seebeck coefficient (at the cold
temperature) times the cold temperature: (Tcold, cAITC d).0 Again, if the Seebeck coefficient
is negative, energy will be absorbed instead of released. From the graph we estimate that
the cold junction voltage is approximately 2 Volts. Because energy is released, this
voltage is also negative (i.e. -2 Volts)
47
Seebeck
Coefficient
(a)
aHot
a(T)
(kold
Net Voltag
0
0
Tcold
THot
Temperature
Figure 3-9: Thermoelectric "Voltages" - Net Voltage
When the charge carrier has completed its path through material A, it has gained
more energy than it released. In this example, the carrier started with the large area of the
hot junction voltage, and then lost the Thomson voltage and the cold junction voltage.
The energy remaining is equal to the area labeled "Net Voltage" in Figure 3-9, i.e. the
region under the curve of the Seebeck coefficient, spanning from the cold junction
temperature to the hot junction temperature. This net voltage is conveniently the average
Seebeck coefficient over that region times the change in temperature. For this example,
we calculate that the net voltage for this thermoelement is approximately 3 Volts (10V +
(-5V) + (-2V) = 3V)
48
Seebeck
Coefficient
(G)
Hot Junction Voltage = The Entire Area
(XHot
a(T)
Thomson Voltage
(kold
Net Voltage
Cold Junction
0
0
ITcold
THot
Temperature
Figure 3-10: Thermoelectric "Voltages" - Integrated Graph
To complete the circuit, this same process would be repeated in the other leg of the
thermocouple. If both legs were made of the same material, the voltage from the second
leg would be the negative of the first leg, because the current now flows in the opposite
direction. The resulting net voltage is zero, as we would expect. However, if we were
using different materials for each leg with opposite Seebeck coefficients (i.e. the
negatives of each other), then the change in sign of the current would be canceled by the
change in sign of the Seebeck coefficient. In that example, the net voltage of the system
would be twice the voltage of each leg.
It is important to point out that all of the separate "voltages" described above (and
shown in Figure 3-10) are nonphysical, in that they cannot be directly measured. The
only configurations in which the Seebeck effect can be detected involve complete loops
of at least two materials. However, these voltages are useful engineering tools in that they
49
accurately describe both the electrical properties of the system, as well as the location and
magnitude of the thermal energy release and absorption.
3.D Thermoelectric Generation
The thermoelectric effects described above are the mechanisms by which thermal
energy is transferred to electrical energy. If that were the entire story, the search would be
for materials with a constant Seebeck coefficient, as these materials would have
efficiency precisely equal to the thermodynamic limit fro a given temperature difference
(i.e. the Carnot efficiency). Unfortunately, all real materials have both a nonzero thermal
conductivity and a nonzero electrical resistivity (with the exception of superconductors,
but they have a Seebeck coefficient of zero). The thermal conductivity provides a
"leakage" path for the thermal energy to bypass the thermoelectric effects, and the
electrical resistivity imposes an increasing penalty for every Ampere of current
attempting to use the thermoelectric effects. In addition to the fundamental material's
losses, there are additional parasitic losses in real devices. The thermal conduction of the
structural materials and insulation, as well as the contact and wiring resistances, introduce
significant non-idealities.
50
Heat Source
(T =THot
0
Heat Absorbed
Peltier Effect
Mateial A
-
I
Material B
(a< 0)
U
(a >0)
Heat Released
0
Peltier Effect - I
Current
Heat Sink
T = Tcold
Electrical Load
Figure 3-11: Complete Thermoelectric Picture
3.D.I
Material's Efficiency
The complete picture for an ideal thermocouple is illustrated in Figure 3-11. Heat is
absorbed at the hot junction and converted to electrical energy at a rate proportional to
current. Heat is released (or absorbed) in the length of the thermoelement by the
Thomson effect, which is proportional to current. Heat is also generated by resistive or
51
Joule heating, which is proportional to the current squared and to the dimensions of the
material. In parallel, heat is conducted at a rate inversely proportional to the dimensions
of the material. At the cold junction some of the electrical energy is converted back to
heat.
In order to complete the circuit, two different materials are needed. In the material
where current flows from cold to hot, a negative Seebeck coefficient is desired. Where
current flows from hot to cold, a positive Seebeck coefficient is more useful. This net
voltage is typically on the order of 300-500 jVolts per degree Kelvin for good
thermoelectrics. A single pair of these thermoelements is called a thermocouple. In order
to increase the terminal voltage to a useful range, thermocouples are often connected in
series to form a thermopile, with a terminal voltage that is multiplied by the number of
thermocouples.
The efficiency of these systems has been analyzed repeatedly with different
assumptions. The principal goal of these analyses is to optimize the device geometry and
operating point for maximum efficiency. The resulting expressions vary only slightly
between analyses, but the most precise work I have found is that of Jose M. Borrego, et
al. in [41], and I will use their results here. The first optimization relates to the size of the
thermoelements. It is shown that, for optimal efficiency, the areas and lengths of the two
legs are related as shown in (3-1).
AA
'B
_ PA
1AA)
KA
where p is the material's electrical resistivity,
K
KB
PB
is the material's thermal conductivity,
A is the thermoelement cross-sectional area, I is the thermoelement length and the
52
subscripts refer to the two different materials. It is notable that the absolute dimensions
do not enter into the equation, only the relative dimensions. This result is a consequence
of an exact cancellation between the geometric dependencies of the resistive heating and
that of the thermal conduction.
The second optimization is of the current and the load resistance. Maximum
efficiency is achieved when the load resistance is as follows:
R Load - 'Thermopile
1+ Z -TAve
(3-2)
where rThermopile is the overall resistance of the thermopile, TAve is the average
temperature along the thermopile and Z is the material system's "Figure of Merit" (also
often referring to Z -TAVE ).
Z=
2
(aA(Ave - aBAe
PAAve
kAAve)2
k
+
BAve
(3-3)
kBAve )2
It is often convenient to talk about individual materials, and so a "Single-Material Figure
of Merit" is often referred to:
a
ZA
PAAve
2
AAve
kAve
(3-4)
The system's Z can be thought of as a convoluted average of the individual materials' Z
[42]. For even simpler comparisons, the figure of merit is often evaluated at a specific
temperature. This enables a straightforward graphical analysis of Z vs. T which can
provide insight into the material's best operating region, however these "Z " values are
only an approximation to the actual behavior over the operating range.
53
With the optimal geometry and currents from above, the overall efficiency of the
thermopile is as follows:
Max
+Z -TAve -1
TH -C
TH
l+ Z -TAve + T H
where TH and Tc are the hot and cold junction temperatures respectively. Note that all
of the materials' parameters are encapsulated in Z.
Two approximations were used in deriving these equations. The first and most
significant approximation is that the Thomson effect has been completely ignored. The
second approximation is that precisely half of the Joule heating is assumed to be
conducted back to the hot junction. The complete expression and a detailed analysis of
the magnitude of these approximations can be found in The Efficiency of Thermoelectric
Generatorsby Borrego et al [41]. The result of this analysis is that for systems where the
ratio between the hot junction temperature and the cold junction temperature is less than
four, the resulting expression is accurate to well within 5% for polycrystalline
semiconductors, which are currently the most efficient TE materials in use. For larger
temperature ratios or exotic materials, a more detailed analysis would be in order.
3.D.II
Overall Device Efficiency
Even within the approximations above, real devices diverge from the optimal
efficiency (3-5) in three significant ways: parasitic thermal conduction of the support
structure and insulation, electrical resistance of the contacts and leads, and thermal nonuniformity of the hot and cold junctions. These effects also shift the optimal load
resistance. Unfortunately, the literature is sporadic and inconsistent on how to include
54
these effects. To address this deficiency, in Appendix A I derive a straightforward way
of analyzing these non-idealities. Here I will simply state the results.
The overall device performance can be modeled by using a "Device Figure of
Merit," ZD, which uses overall device parameters instead of materials parameters. This
gives the appropriate results for efficiency and load resistance in the non-ideal case. The
geometric optimizations depend on the specifics of the problem. The method of
optimization and an example can be found in the Appendix.
a2
ZD _
(3-6)
Ave
rD - KEff
RMax 1
Ave
(3-7)
l+ ZD 'TAve -l
+ ZD TAve C
THT
'Ave
_ZD. + TC Av7T~
e
(3-8)
+ZD
rD
THAv
Dmax
~CAve
THAve
H Ave
1+
rD is the resistance of the device as measured from the terminals.
THAve
and TCAv, are the average temperatures at the hot junctions and the cold
junctions, respectively, of the thermoelements. The hot and cold junctions are defined as
the locations where the Peltier heat is absorbed and released, respectively.
TAve is the average of the junction temperatures, THA
and TCAv.
ATAve is the average difference between the hot and cold junctions, or, equivalently,
the difference between the average junction temperatures, THA
55
and TCAve .
Keff , the effective conductivity of the structure, is the parallel combination of all of
the non-thermoelectric heat loss mechanisms (e.g. conduction and convection, but not the
Peltier effect), weighted by the temperature differential they experience.
aEff , the effective Seebeck coefficient, is defined as the open-circuit terminal
voltage, V, divided by the average temperature difference. This is approximately the
Seebeck coefficient of one thermocouple times the number of thermocouples in the
device.
Using these equations and parameters, the efficiency of the entire device can be
analyzed and optimized, even in the presence of significant parasitic losses and other
non-idealities.
3.E Thermoelectric Materials
There are a large number of thermoelectric materials in use today. This variety is a
direct result of two pressures: the large range of temperatures over which thermopiles
have been applied, and the constant search for materials with improved figures of merit.
It is well beyond the scope of this work to review the entire literature on thermoelectric
materials. Here I will present the most common materials in order to give the reader a
feel for the state of the practice. I will also attempt to present the most recent and
promising work in order to characterize the state of the art.
56
3.0 ,
75Sb 2 T63
(p-TYPE)
Bi 1 Te3-
B51T*3
2.0- -
-
C?
-
2lBhS3S
(n-TYPE)
PbTe
3N
- P6're
SIG* (n-TYPE)
0
SIG*
2P - PbTe
(p-TYPE)
.
-1.0+
S-
G.
-SIG.
(GaP
,
n-TYPE)
(GaP,
p-TYPE)
DC
FOSI
200
0
400
600
800
1200
1000
Temperature (K)
Figure 3-12: Figure of Merit vs. Temperature from [11] (1994)
12
10
A
0
0
0
a.)
0
kll-
6
4
-&- SiGe
-<-
2
PbTe
-X- BiTe
0
370
570
770
970
Hot Junction Temperature (K)
1170
1370
Figure 3-13: Efficiency of Representative TE Materials vs. Hot Junction Temperature
with a Cold Junction Tempearature of 350K, Repeated from Figure 2-5 [11,33,34]
57
3.E.I
Common Materials
The most common materials in use today are shown in Figure 3-12, taken from [11].
This figure is a plot of single material figure of merit vs. temperature. However, for the
application of thermoelectrics to portable, combustion-based designs, the desired
information is not figure of merit, but rather efficiency. Figure 3-13 shows efficiency vs.
hot junction temperature for three representative materials.
Bismuth telluride (BiTe) and its related compounds have the highest figures of merit
among the established materials systems. However, BiTe is only stable up to about 550K
[11]. Lead telluride (PbTe) also has a relatively high figure of merit, although less then
BiTe, and it can survive up to near 900K. As a result, at a hot junction temperature
around 650K, the efficiency of PbTe overtakes that of BiTe. Silicon germanium (SiGe)
has the lowest figure of merit of the group, but it also has the largest operating range, up
to at least 1350K. Consequently, near 1150K SiGe overtakes PbTe as the material system
with the highest efficiency.
This analysis used a fixed cold junction temperature of 350K. The cold junction is
often kept well above room temperature to prevent condensation of the exhaust stream.
Using a cold temperature of 300K would reduce the differences described above, but the
conclusions remain essentially the same.
3.E.II
New Materials
An extraordinary
variety of material
systems have
been investigated
as
thermoelements, from metals and semiconductors to superconductors. Present work is
focused almost exclusively on semiconductors due to their relatively large Seebeck
58
coefficients. Among semiconductors, there are tens of materials being examined and
optimized that may eventually have figures of merit greater than existing materials.
However, the only work to date with a significant demonstrated figure of merit increase
over traditional materials is the investigation of 2-dimensional systems. [7,43,44,45,46,
47,48,49,50]
Material A
Material B
Substrate
Figure 3-14: Superlattice Schematic
Work from a number of different groups has shown a large increase in the figure of
merit of superlattices over bulk materials. A superlattice is composed of thin repeating
layers of material as shown in Figure 3-14; they are also known as heterostructures or
multiple-quantum-well (MQW) structures. Work has been done with layers of PbTe/Pbi.
xEuxTe [50], BixTe/SbyTe [51], BXC/ByC [52], Si/SixGey [52, 53] and Si/Ge [54]. All of
59
the sited works show factors of improvement in the figure of merit, often up to 30 times
above the bulk value [52]. These films continue to show improvement even at
temperatures up to 1200K for Si/SixGey [55]. This improvement seems to exist both in
the plane of the lattice [52,53] and through the lattice [54], although with different
physical basis. The theoretical basis of this improvement is beyond the scope of this
thesis; detailed calculations can be found in the literature [50,56,57].
Thus far no one has demonstrated a complete system showing improvements in
efficiency using these materials. This void is primarily a result of the thin-film nature of
the material, and the resulting difficulties in integrating ultra-thin films into macro-scale
systems. However, the literature is consistent in its prediction and demonstration of
substantial improvements in the figure of merit, and so it seems inevitable that these
structures will find utility, particularly in miniature systems.
3.F Previous MEMS Thermoelectric Devices
There is no known literature on MEMS thermoelectric generators. The existing work
in MEMS thermoelectrics has focused on cooling and sensing but has avoided generation
almost entirely. Extensive work has been done on MEMS infrared sensors (bolometers)
using thermoelectric sensors [58,59]. Other thermoelectric sensors include RMS power
meters (also known as AC to DC converters) [60], gas flow sensors [61], heat flux
measurement [62] and calorimetry [63,64]. For these sensing applications, the efficiency
of the thermopile is not significant, and the materials used are usually optimized for a
large signal, not a high figure of merit.
60
There is some work on thermoelectric micro-coolers for localized removal of heat
[65,66,67,68]. Those systems are significant for this work because they are strongly
concerned with the efficiency of their thermoelements. For cooling applications, the
figure of merit determines the maximum temperature difference that can be achieved.
The materials used include thin films of poly-SiGe, BiSb and BiTe, and all seem to
function at levels near to or above their bulk performance.
The key component of a MEMS thermoelectric generator that has not been realized to
date is the combustion system. The present work is intended, in part, to address that need.
61
62
Chapter 4
A MEMS Generator:
Design and Analysis
A MEMS thermoelectric generator has been designed and initial devices have been
fabricated. The goal of this device is to demonstrate conversion of chemical energy to
electricity using high efficiency thermoelectric elements. Emphasis is placed on acquiring
experience and expertise with the thermoelectric system, as well as in managing the
location and magnitude of the heat flows.
4.A Device Design
The design of this new device is based heavily on that of an existing MEMS chemical
reactor developed in this group [69]. We chose this approach in order to maximize the
chance of success in building the new device. The major modifications to the original
device center around two added features: thermoelectrics used for energy conversion, and
silicon heat bus structures used to control the temperature distribution in the system.
63
C
Heater/Temperature Sensor
C Silicon Nitride Membrane
il
Figure 4-1: Cross Section of the Basic p-Reactor (Not to Scale)
Heater/
Temperature Sensor
Membrane
Material
Figure 4-2: Section Down the Length of the Basic p-Reactor (Not to Scale)
4.A.I
Original g-Reactor
The original device on which this work is based is the "p-Reactor" (micro-reactor)
diagramed in Figure 4-1 and Figure 4-2. In its most basic incarnation, the p-Reactor
consists of a channel etched into in a silicon wafer. The two vertical walls are formed
from the silicon, the bottom wall is a metal plate with inlet and outlet holes at the ends of
64
the channel, and the top wall is a thin membrane, usually made of silicon nitride. On top
of the membrane are platinum wires used for heating and temperature sensing.
The bottom of the membrane is coated with catalyst. Various catalysts have been
used, including platinum. The catalyst is usually deposited in a continuous film, coating
the entire underside of the structure. Some work has been done patterning the catalyst
with shadowmasks, but the alignment and edge definition have been poor, on the order of
hundreds of micrometers.
When a fuel-air or fuel-oxygen stream is passed under the membrane, some of the
reactants diffuse to the membrane, where they combust on the surface of the catalyst.
Most of the heat released is conducted laterally through the membrane to the silicon
substrate. The remaining heat is conducted through the gas stream to the side and bottom
walls of the channel. Because the catalyst is deposited uniformly, the reaction tends to
move upstream to a spot near the inlet where the mixture is very rich.
This device was selected as a foundation because it has been shown to achieve a
temperature gradient of above 800 Kelvin over a distance of around 200 micrometers,
from the center of the membrane to the wall of the reactor. In addition, that gradient was
supported entirely by autothermal combustion, i.e. with no electrical power input. This
large, chemically generated thermal gradient is precisely what is desired for a TE
generator.
The principal drawback to this device is a very low conversion efficiency. Because
the only hot zone is a small portion of one wall, most of the feed stream flows under and
around the combustion region and is not reacted. Combustion efficiencies for butane
below 50% are usually measured, although complete combustion is typical for hydrogen.
65
The inability to effectively burn a hydrocarbon feed stream ensures that this device will
never be a commercial generator, however it does not preclude its use as a tool to study
the heat flows in this system, as well as the performance of the thermoelements. Future
work will involve leveraging the knowledge gained from this device into a new device
with high combustion efficiency and more efficient thermal management.
Thermoelement
Heater/Temperature Sensor
Catalyst
Flow Into the Page
Figure 4-3: Cross Section of the j-Reactor w/ Thermopiles (Not to Scale)
4.A.II
Thermopile
The fundamental difference between the p-Reactor and a thermoelectric generator is
the addition of a thermopile to the structure, as shown in Figure 4-3. The thermoelements
stretch from the hot zone in the center to the cold silicon substrate on the sides. Metal
lines are used to electrically connect the thermoelements into a thermopile. Metal wires
are also used for heating and resistive temperature measurement.
The thermoelements are designed to be between 0.2 and 10 micrometers thick, 20 to
50 micrometers wide, and 100 micrometers long. Each thermopile has between 22 and
66
100 elements. The two sides of the device are sometimes wired together into one
thermopile, and sometimes wired separately as two thermopiles. These many
configurations were included in order to examine a range of voltages and heat flows.
Since the physical structure dictates the thermal conductivity of the structure, it is
necessary to build a physically different device optimized for each power level and
temperature of operation.
A simple additive geometry is selected for ease of fabrication. Although there is a
significant loss of efficiency due to heat conduction through the membrane, the removal
of the silicon nitride from under the thermoelements would significantly compromise the
mechanical strength of the structure, as well as increase the fabrication complexity. The
membrane removal would also need to be carefully aligned to the thermoelements in
order to maintain a continuous surface to contain the gas flow. There is some concern that
the thermoelements may be deposited with significant residual stress. This is not
problematic if the stress is tensile since the thermal expansion of the membrane tends to
compensate for this initial stress. However, if the residual stress is compressive, there
may be some reduction in membrane stability, particularly at high temperatures where the
thermal expansion exacerbates the preexisting stress. To address the latter concern, some
devices have been fabricated with silicon nitride that is deposited under significant tensile
stress so that the resulting net stress will still be tensile.
The target temperature range is between a cold zone around 350 K and a hot zone in
the range 1100-1300 K. Using these values, and Figure 3-12 and Figure 3-13, silicongermanium was selected as the thermoelement material. This material system was chosen
for its high efficiencies and materials compatibility with CMOS fabrication, as well as
67
our convenient access to a deposition system. The material ultimately deposited via ultrahigh vacuum chemical-vapor deposition (UHV-CVD) is a polycrystalline alloy of silicon
and germanium, with approximately 20% germanium by weight, with a target doping in
the low 1020 cm 3 with boron for the p-type thermoelements and with phosphorous for the
n-type thermoelements. The films from this reactor have not previously been tested for
their thermoelectric properties. Due to this uncertainty, the thermoelements have been
designed to be symmetric. Later designs will use the information gathered from this
device to optimize the relative sizes of the thermopile legs using the method described in
Appendix A.
Silicon Bus
Heater/Temperature Sensor
r
Flow Into the Page 0
Figure 4-4: Cross Section of p-Reactor w/ Heat Bus and No Thermopile (Not to Scale)
4.A.uI
Heat Bus
In order to achieve maximum efficiency from the thermopile, it was shown earlier
that the maximum possible change in temperature is desired. In addition, a constant
temperature profile across all elements of the thermopile is required to achieve high
68
efficiency for a given maximum temperature. Unfortunately, the temperature profile of
the p-Reactor is highly non-uniform. The reaction rate increases temperature, which
tends to favor combustion in the center of the membrane. However, the fuel
concentration is higher at the sides where there is no reaction, which tends to favor
combustion near the sides of the membrane. The net result is a relatively uniform
combustion resulting in a lateral temperature profile that is approximately parabolic.
Down the length of the device, the fuel and oxygen concentrations decrease as they are
consumed, and the reaction rate and temperature decay rapidly. As a result, the
temperature of the membrane decays dramatically down the length of the device. This
decay also contributes to decreased combustion efficiency as the membrane becomes too
cool to support the reaction. The non-uniformity of the heat flow is shown schematically
in Figure 4-5. This configuration was previously simulated by I.-M. Hsing, Figure 4-6
shows his simulated profile down the length of the channel [70].
Silicon
Heat Flow
Figure 4-5: Diagram of Heat Flow in the Un-Bused Reactor
69
Catalyst Region
450
350 -
250
-
150
,
.
,
50
0
1
2
3
4
5
Distance Along Flow Channel (mm)
6
Figure 4-6: Thermal Profile of an Un-Bused Reactor Along the Flow Channel [70]
To combat both of these effects, it is proposed that a relatively thick silicon strip (520 micrometers) be suspended in the center of the membrane, and the catalyst be
deposited only on that strip. This "heat bus" is designed to be much more conductive than
the silicon nitride or the thermoelements, and serves to distribute the heat generated in the
reaction to a larger, more thermally uniform area. This is shown schematically in Figure
4-7, and the simulation results are presented in Figure 4-8. The simulation of this device
is adapted from work by I.-M. Hsing. He simulated a device, in operation, which
included a 1-Elm thick aluminum "thermal shunt" which spanned the entire width of the
device. Because the silicon bus is approximately 15 times more conductive than the
aluminum film, the temperature down the length of the channel should be at least as
uniform in the present device as in the simulation. Thus, Figure 4-8 is a conservative
estimate of the temperature uniformity down the length of the channel.
70
--- --
Heat Flow
Figure 4-7: Diagram of Heat Flow in the Bused Reactor
Bus Region
I
600
_
500
OU 400
B300
9 200
100
a
3
a
a
I
4
a
a
a
a
I
5
a
a
~
I
a
6
*
7
8
9
Distance Along the Flow Channel (mm)
Figure 4-8: Thermal Profile of a Bused Reactor Along the Flow Channel [70]
The addition of the heat bus also has the advantage of lithographically defining both
the hot and cold thermal ends of the thermoelements. This allows the electrical
connections to precisely coincide with ends of the thermal gradient, thus maximizing the
efficiency. Any misalignment of the thermal and electrical ends causes either parasitic
71
resistance from the added length of thermoelement or a reduction in the voltage due to a
smaller temperature difference.
Unfortunately, the heat bus has significant associated disadvantages. The silicon strip
is relatively rigid both laterally and longitudinally. As a result, when the device is being
operated at high temperature, the bus elongates and applies significant shear stress to the
adjacent membrane, particularly at the bus ends. As a result, the device cannot survive to
the highest temperatures desired. In order to explore the entire temperature range, as well
as investigate the optimal device performance, devices have been fabricated both with
and without the heat bus.
4.A.IV
Shadowmask
For either a thermoelectric device or a g-reactor with a heat bus, the selective
deposition of catalyst becomes critical to the operation of the system. Control over
catalyst placement is used to define the location of the reaction, and specifically to
prevent the reaction from moving upstream to the inlet. For a TE generator, if the
reaction were to move away from the thermopile, the device would cease to produce
power. In the case of the heat bus, the increase heat transfer of the structure discourages
the reaction from occurring on the bus. If there is catalyst available elsewhere,
particularly upstream, the reaction will tend to move to the insulated, and so highertemperature, catalyst.
72
Figure 4-9: Traditional Shadowmask
The most straightforward way to pattern catalyst the on underside of the membrane is
the use of a "shadowmask" (see Figure 4-9). The shadowmask is attached to the
underside of the wafer during catalyst deposition and physically blocks the metal from
being deposited except where there is a through-hole. In effect, the catalyst is blocked by
the "shadow" of the shadowmask. Unfortunately, a traditional shadowmask has a
resolution in this application of 200-300 gm at best. This poor performance is primarily
due to the large distance between the opening in the shadowmask and the surface that is
being patterned.
73
0 LO 4W--
Figure 4-10: Self-Aligned Shadowmask
To improve the resolution of the shadowmask, I designed a new shadowmask which
insets into the wafer (see Figure 4-10). The principal result is to reduce the separation of
the mask and membrane. In addition, the shadowmask can now be made to "self-align" to
the wafer by matching the shape of the raised portion of the shadowmask and the etched
portion of the device wafer. Previously, the device wafer and shadowmask were aligned
under a microscope, and then bonded together with UV cure epoxy, requiring a difficult
separation step. Now, the device wafer is simply place onto the shadowmask and adjusted
until it settles rigidly in place. No bond or separation step is required.
74
4.B Complete Device
Figure 4-11, Figure 4-12 and Figure 4-13 show schematics of the device as designed.
The complete device includes both the thermopiles and the heat bus described above. A
long channel has been etched in the bulk of the wafer, through which the fuel-air stream
flows. The bottom wall of the device is a metal plate through which holes have been
drilled at the ends of the channel to provide an inlet and outlet, and the top wall is a thin
membrane of silicon nitride. The edges of the nitride are defined by a relatively thick film
of silicon, and suspended in the middle of this top wall is a long, thin "bus" of silicon.
Between the edge and the bus are many strips of thermoelectric material, connected
electrically by platinum lines to form a thermopile. Finally, the underside of the center
bus is selectively coated with a catalyst, usually platinum, using the self-aligned
shadowmask described above.
75
B
A
4
-
-A'
Figure 4-11: Plan View of the Device (Not to Scale)
76
Silicon Dioxide Stress Compensation
Silicon Nitride Membrane Layer
Thermoelectric Material
P tinum Metalization
Silicon
Buried
Silicon Dioxide
/m
Figure 4-12: Cross Section of the Device through A-A' (Not to Scale)
77
Heat Flow
Heater/
Silicon Bus
Figure 4-13: Cross Section of the Device through B-B' (Not to Scale)
The operation of the device is shown in Figure 4-13. A fuel-air stream flows in
through the plate into the start of the channel. Some of the fuel and oxygen diffuse to the
surface of catalyst where they combust heterogeneously (i.e. on the surface). The heat
released is conducted in three directions: down the length of the bus in order to encourage
combustion over the entire extent, laterally through the thermoelements and the silicon
nitride (not shown), and vertically through the gas stream into the surrounding gas and to
the side and bottom walls. The bulk of the wafer conducts the heat away from the
membrane. The temperature gradient thus developed produces a voltage on the
thermopile. Current flowing through the thermopile uses that voltage to extract electrical
power. The reaction products, usually water and/or carbon dioxide, diffuse back into the
gas stream. The exhaust stream exits through the plate at the end of the channel.
78
<
400pm>
20pm
<20%tn >
/1\
100 m
\/
400pmi
Figure 4-14: Device Geometry
The final device geometry, as shown in Figure 4-14, has a nominal total membrane
width of 400 pm. The heat bus 200 pm wide, with 100 pm wide membranes on each side,
spanned by the thermoelements. The wafer is approximately 400 gm thick, and the
device layer is approximately 20 jim thick. The thermoelement thickness is a free
parameter, but the initial devices aimed for 0.5 pm. The three configurations have
different bus lengths and different numbers and nominal widths of thermoelements, listed
in Table 4-1.
Bus Length
Number of
Thermoelement Width
(mm)
Thermoelements
(gm)
1 (Long w/ Thin TE)
3.5
100
25
2 (Long w/ Wide TE)
3.5
100
50
3 (Short w/ Thin TE)
0.5
22
20
Configuration
Table 4-1: Dimensions of the Device Configurations
79
Heater/4-point
Temperature Sensor
Resistance and Voltage
Measurement Leads"
NSilicon Buses/
Figure 4-15: Test Structure A - Seebeck Voltage and Thermal Conductivity
Sheet Resistance
Measurement Leads
Heater/4-point
Temperature Sensor
Contact Resistance
Measurement Leads
Silicon Bus
Figure 4-16: Test Structure B - Sheet Resistance and Contact Resistance
80
4.C Test Structures
Test structures are included in this design in order to measure the thermoelectric
performance of the silicon germanium we have deposited. Two geometries were
fabricated. Test Structure A, consists of three pairs of suspended silicon blocks, one for
each material and one control. Between each pair is a strip of the appropriate material,
shown schematically in Figure 4-15. The temperature of each block can be controlled
individually. By measuring the power required to maintain a temperature difference
across the TE material and subtracting the power required for the control, the thermal
conductivity can be deduced as a function of temperature. The Seebeck coefficient can be
easily extrapolated from the voltage generated.
Test Structure B, shown in Figure 4-16, consists of a suspended silicon bus used as an
isothermal platform for resistance measurements. The geometry allows for a
measurement of sheet resistance and contact resistance as a function of temperature.
Additional structures (not shown) were included to test metal sheet resistance, metal
continuity over the silicon bus layer, and contact reliability.
4.D Analysis of Device Operation
The designed dimensions were chosen primarily using empirical knowledge about the
existing g-Reactor's mechanical stability and thermal performance. To provide additional
insight into the design space and the expected operation of the device, preliminary
experimental work and analytical calculations have been performed. This analysis
consists principally of three parts: combustion, thermal analysis and thermoelectric
81
efficiency. I am particularly concerned here with the effects of the heat bus and the
geometry of the thermoelectric elements.
4.D.I
Combustion
Analytic and numerical analysis of reactions in these devices has been examined in
previous work [70], but the results have thus far fallen short of quantitative predictions of
reaction rates or combustion efficiencies for a wide range of reactions. In order to provide
that foundation for the present work, experiments were carried out in existing g-Reactors.
The details of the test setup and experiments will be included in Chapter 6.
3
2.5
2
1.5
IMae
1
0.5
U
0
-0.5
0
100
200
300
400
Temperature (*C)
500
600
700
Figure 4-17: Chemical Heat Flux vs. Temperature
The first experiment was designed to determine the reaction rate of butane
combustion in these systems. To that end, a configuration was chosen where the
temperature and power input to a small area could be easily controlled. The result is
shown in Figure 4-17. The estimated heat flux released at 550*C is 2.2 Watts per square
82
millimeter. This test was done at a rich fuel to oxygen ratio of 1:4 (1.625 times
stoichiometric) that allowed for low temperature ignition below 300'C. Feed streams
even richer in fuel would be able to provide significantly more power at the cost of a
higher temperature ignition. The details of these experiments and calculations can be
found in Chapter 6.
The second experiment was designed to provide insight into the area over which the
combustion will occur with the addition of the heat bus. The heat bus is expected to
dramatically affect the reaction profile by providing a much larger area over which the
catalyst is at the highest temperature. To determine the extent to which this effect will
enhance the reaction, experiments were carried out in existing p-Reactors with two
independent heater segments. The upstream heater was used to ignite the gas near the
inlet. The downstream heater was then used in an attempt to ignite the gasses that
bypassed the inlet reaction zone. The results are not quantitative, but qualitatively, the
combustion zone ignited easily. This experiment suggests that mass transport of reactants
to the catalyst is sufficiently fast that a distributed hot zone should be able to maintain a
high rate of reaction over a large fraction of the length.
83
Thermal Conductance (mW/K)
Configuration
Thermo-
Catalyst
Conductance
Area
per Unit Area
Gas
Membrane
elements
Overall
(107m2)
(kW/K-m2
0.094
1.085
0.111
1.290
7
1.842
0.094
1.085
0.222
1.400
7
2.000
0.0027
0.155
0.0195
0.201
1
2.013
Long Bus
w/ Thin TE (1)
Long Bus
w/ Wide TE (2)
Short Bus
w/ Thin TE (3)
Table 4-2: Thermal Conductance for the Various Device Configurations
4.D.II
Thermal Analysis
The combustion rate measured above was used to help design the geometries of the
device. One constraint on the design is that it must be sufficiently insulating to allow for
autothermal combustion (i.e. without electrical power input). To this end, the three
configurations were analyzed for their conductance per unit area of catalyst. I used a onedimensional model across the width of the device, with all conductivities assumed to be
temperature independent. In this analysis I use average thermal conductivities for silicon
nitride of 15.5 Watts per meter-Kelvin, for silicon of 146 W/m-K, and for silicon
germanium of 4.43 Watts per meter-Kelvin [70,71].
These conductivities are
conservatively high values based on the ranges of the conductivities as a function of
temperature. The conductance to the gas stream is approximated from simulations in [70].
84
The silicon bus is assumed to be isothermal both across the width and down the length.
The absolute conductance is then normalized by the catalyst area, and the results are
presented in Table 4-2.
The last assumption was verified longitudinally by Dr. Hsing's calculations shown in
Figure 4-8, and laterally by a 1-D analysis that assumes all of the heat is supplied to the
center point of the bus. In this extreme case, the edge of the bus is found to be less than
1% cooler than the center of the bus. This is due to the improved conductivity of the
silicon and the additional thickness of the silicon layer compared to the membrane and
thermoelements.
These 1-D approximations neglect the end effects. This is expected to be a good
approximation for the long buses where the thin membrane is 35 times longer than it is
wide. However, for the short membrane, this analysis may underestimate the conductance
of the structure, as the membrane is only 5 times longer than it is wide.
For the configurations without a bus, the conductance will be defined here as relative
to the temperature at the sides of the catalyst. I have chosen this approach because the
thermoelement hot junctions are at the edges of the catalyst, and it is the temperature
there that is of primary interest. By this definition, the conductance of the unbused
structure occurs over the same sections of membrane as in the bused structure, and so the
effective conductances of the bused and unbused structures are precisely equal.
Assuming that the heat is supplied uniformly across the catalyst, the center of the
unbused structure will be approximately 50% hotter than the sides of the catalyst. Figure
4-17 suggests that this deviation will cause significantly more heat to be chemically
generated for a given temperature at the sides of the catalyst. This difference between the
85
bused and unbused configurations is expected to cause significant differences in the
combustion profile and efficiency.
As a conservative estimate for both the bused and unbused configurations, the heat
flux measured of 2.2 Watts per square millimeter at 550'C with a substrate temperature
of 120*C results in autothermal operation for a device with a conductance per unit area
less than 5.1 kW/K-m 2. This value is substantially higher than the conductance per unit
area of the designed structures. This large safety margin is included to compensate for the
untested reaction profile of the bused reactor. Specifically, the reaction rate could fall
significantly over the length of the bus and still maintain autothermal operation. To
further increase the probability of success, the third configuration is a very short device
whose area is even smaller than the original measurement region.
86
4.D.III
Thermoelectric Efficiency
The efficiency of the thermoelements in this device is compromised by two major
factors: the parasitic sources of heat loss, particularly through the membrane and through
the gas, and the resistance of the contacts and leads. The thermal conductance was
presented above. The resistance of the thermoelements was calculated using average
values of 2 mOhm-cm for p-type SiGe and 1.75 mOhm-cm for n-type SiGe [71]. The
lead resistance is calculated from the designed dimensions and an experimentally
estimated value of sheet resistance of 1 Ohm per square. The contact resistance is
calculated from the designed dimensions and an estimated specific contact resistance of
10- Ohm-cm 2. The resistances are shown in Table 4-3. Using the "Device Figure of
Merit" described in Section 3.D, the overall maximum efficiency of the system can be
calculated. I am using here a combined Seebeck coefficient of 450 gV/K.
Electrical Resistance (Ohms)
Configuration
Overall
Thermoelements
Contacts
Leads
1 (Long w/ Thin TE)
7690
7500
267
138
2 (Long w/Wide TE)
3860
3750
133
138
3 (Short w/ Thin TE)
2156.5
2062.5
73
63
Table 4-3: Electrical Resistance for the Various Device Configurations
87
2.50% 1
2.00% '
1.50%
1.00%
--
..
0.50%
0.00%
350
---
-X-
550
750
950
Hottest Location Temperature (K)
1150
1350
Configuration 1 w/ Bus -B- Configuration 2 w/ Bus -A- Configuration 3 w/ Bus
Configuration 1 w/o Bus -)K- Configuration 2 w/o Bus -G- Configuration 3 w/o Bus
Figure 4-18: Thermoelectric Efficiency vs. Maximum Temperature
Since these systems usually fail at the maximum temperature location, the efficiency
is graphed in Figure 4-18 as a function of the maximum temperature for the various
bused and unbused configurations. This plot assumes a cold junction temperature of
350K. The decreased efficiencies of the un-bused configurations are primarily due to the
decreased average temperature difference. Since the temperature is non-uniform, the
average temperature will always be significantly less than the hottest temperature.
When Figure 4-18 is compared with the theoretical maximum materials' efficiency of
approximately 11% at 1270 K, it is clear that these systems suffer from significant
parasitic losses. Table 4-4 itemizes the source of these losses. The fundamental loss
mechanisms are conduction through the thermopile, resistance of the thermopile, and the
potential energy lost when the heat is released at 350K. The last term represents the
losses that would be experienced even in an ideal Carnot generator.
88
Percent of Heat Supplied
Fundamental Loss Mechanisms
Parasitic Loss Mechanisms
Configuration
Thermopile Thermopile
Contacts
Conduction
Carnot
Conduction
Resistance
Long w/ Thin TE
8.37%
0.52%
0.84%
Long w/ Wide TE
15.12%
0.89%
Short w/ Thin TE
9.42%
0.57%
& Leads
Gas
Membrane
0.03%
7.09%
82.04%
1.48%
0.06%
6.40%
74.07%
0.93%
0.04%
12.94%
74.87%
Table 4-4: Fundamental and Parasitic Losses
at an Average Junction Tempearture of 1270 K
This table emphasizes that the parasitic conduction is responsible for dramatically
lowering the efficiency. For example, if the membrane could be removed from around the
thermopile, the efficiency would increase by 4 to 5 times, depending on the
configuration.
89
90
Chapter 5
Device Fabrication
The full process used to fabricate these devices includes 7 masks (5 on the device
wafer plus 2 for the shadowmask) and 57 process steps. This section will explore the
stages in the fabrication of the device and shadowmask wafers, with emphasis on the
challenges identified and addressed. For further information, the detailed process flow
can be found in Appendix B .
The sequence that follows is the result of a significant number of revisions. Wafers
have been fabricated using at least 4 completely different process flows. Each revision
fixed some of the problems with the previous devices, but inevitably created or revealed
new challenges. Presented here is only the most recent version of the process. Even this
approach is known to fail to produce working devices due to poor contacts. I have tried to
highlight those challenges that I have succeeded in overcoming. Their solutions are
presented here as guidance for future work.
91
Buried Oxide
Device Layer
20pm
Silicon Wafer
380pm
Figure 5-1: Silicon-On-Insulator (SOI) Wafer
5.A.1
Device Wafer
The starting material is a 4" diameter, silicon-on-insulator (SOI) wafer, shown in
Figure 5-1, with a 20gm device layer and a 1gm buried oxide layer. Both the device and
handle wafer must be of (100) orientation for appropriate etch selectivity in later steps.
The SOI wafer provides a well-defined silicon layer that will be used to form the heat bus
described above. Therefore, the thickness of the device layer affects the temperature
uniformity across the width of the channel, as well as down the length. For this
application, a thickness of 20gm is more than sufficient, and was chosen primarily for its
availability.
92
Figure 5-2: Device Wafer Step 1, Heat Bus Definition
The first step is to pattern the device layer to define the bus regions, as well as the
edges of the membrane (Figure 5-2). An aqueous solution of potassium hydroxide (KOH)
is chosen for this etch because it produces sloped sidewalls in (100) silicon. Thermally
grown silicon dioxide is chosen as the masking layer for ease of removal. Later in the
process, material will need to be continuously patterned down the sides of the heat bus,
so it is crucial that the slope be significantly less than vertical. Any anisotropic etchant
could be used here; KOH was chosen because it is well characterized in this research
group. A plasma etch could be substituted if the etch recipe was carefully designed to
produce heavily sloped sidewalls. After the device layer is patterned, the buried oxide
and oxide mask are removed in an aqueous solution of HF, buffered-oxide-etch (BOE).
This etch partially undercuts the device layer.
93
Densified LTO
Stress-Compensating Layer
Figure 5-3: Device Wafer Step 2, Stress Compensation
Step 2 is the deposition and patterning of a stress-compensating layer of oxide (Figure
5-3). This layer serves to compensate for the compressive stress in the buried oxide on
the bottom of the heat bus by producing a roughly equal compressive stress on the top
side of the bus. Before this layer was included, the bus structures bent upward on the
sides and at the ends like a potato chip, and dramatically reduced the mechanical stability
of the membrane. Initially, the compensating oxide was thermally grown at this step,
however this results in a partial consumption of the substrate where the buried oxide has
been removed. When the nitride membrane is deposited in step 3, it is "sunken" with
respect to the level of the bus. This non-planar topography reduced the mechanical
stability of the membrane. To combat this problem, the current process involves
depositing a low-temperature oxide (LTO) via low-pressure chemical-vapor-deposition
(LPCVD), and then densifying the oxide to improve its mechanical properties. The oxide
is then patterned and etched in BOE so that it only remains on top of the device layer.
94
Back-Side Patterning
Figure 5-4: Device Wafer Step 3, Membrane Deposition and Release-Etch Patterning
In Step 3, I deposit the membrane material and pattern the back surface (Figure 5-4).
The best mechanical stability has been found with low-stress, silicon-rich silicon nitride
(SiNs) films. Films of -pm thickness are used here, however thinner films may be used
in the future to decrease the thermal conductivity of the membrane. SiNx is also a very
good etch mask for the release etchant (KOH), and the patterned coating on the back
surface is used to define the release etch in a later step.
95
(7L
Figure 5-5: Device Wafer Step 4, 1" Thermoelement Deposition
The 4t step is to deposit and pattern the first layer of thermoelectric material (Figure
5-5). The material used here is a highly doped polycrystalline silicon-germanium alloy
with approximately 20% atomic fraction of germanium. Poly-SiGe is the material chosen
for both thermoelectric films in the device, with the difference being the dopant used,
either boron or phosphorous. The material is patterned via wet etching. For the initial
devices, I used KOH as the etchant and densified LTO as the etch mask. The oxide mask
from this step is also used to protect the poly-SiGe during step 5, and so it must be
sufficiently thick to survive through two SiGe etches. Unfortunately, KOH etches highly
doped SiGe very slowly. Future devices will probably 50:1 nitric acid and hydrofluoric
acid, which has a much higher etch rate and selectivity.
96
Photoresist
Figure 5-6: Side View Diagram of Photoresist Pull-Back
The thermoelements formed from the poly-SiGe are continuously patterned over the
sloped sidewalls of the device layer. This poses a fabrication challenge, as the standard
photoresist tends to pull back from edges of the top surface prior to exposure, shown in
Figure 5-6. The result is an unprotected ring around the top edge of the heat bus. To
combat this problem, I use a thick photoresist (AZ4620 from Clariant Corp.) that partially
planarizes the features. Unfortunately, when used at the required thickness, this
photoresist has a relatively low minimum feature size of around 20 pm. Future work with
new photoresists that are more effective at planarizing these structures, and/or have better
resolution, may eliminate this problem.
97
Second poly-SiGe Layer
Figure 5-7: Device Wafer Step 5,
2 nd
Thermoelement Deposition and Mask Removal
Step 5 is identical to step 4 except in the dopant used (Figure 5-7). Again, highly
doped poly-SiGe is deposited, this time with the complementary dopant to step 4 (i.e.
boron instead of phosphorous, or visa-versa). After this layer is patterned and etched, the
masking oxides from both layers are removed in a wet etch.
Figure 5-8: Device Wafer Step 6, Metalization
Step 6 is the deposition and patterning of the metalization (Figure 5-8). To enable a
wide range of metals to be investigated, a lift-off technique has been chosen. Photoresist
is applied and patterned such that it has been removed in those areas where metal will
98
remain. Thick resist is again used, for the same reasons as in step 4. Metal is then
deposited uniformly, followed by the ultrasound-assisted removal of the photoresist. Any
metal that is not firmly attached to the substrate by direct adhesion is removed with the
photoresist. The ultrasound is required because the thick photoresist used has a sloped
sidewall profile that is conformally coated with metal. The ultrasound serves to break up
the metal film so that the metal that was originally on top of the photoresist can be
washed away. For these initial devices, the metalization consists of a 10nm titanium
adhesion/contact layer under a 200nm platinum layer, deposited under high vacuum in an
electron-beam evaporation system. However, problems with the high temperature contact
stability (described in Chapter 6) may force a new choice of metals.
Figure 5-9: Device Wafer Step 7, Membrane Release
The 7th step is the membrane release (Figure 5-9). This is done in an aqueous KOH
solution with the front side of the wafer protected in a jig (Figure 5-10). The front side of
the wafer must be protected from the KOH in order to prevent both delamination of the
metal and etching of the poly-SiGe.
99
0-Ring O-RingScrew
Wafer
Compression
Exposed Surface
Protected Surface
Jig
Vent Port
Figure 5-10: Back-Side Etch Jig
After step 7, the device contains thin membranes of silicon nitride with suspended
buses of silicon. From this point forward, the devices are particularly fragile. Very little
force is required to cause catastrophic failure of the membrane. Process improvements,
specifically stress-compensation and planer membrane topography, have improved the
strength of these membranes; however, yield remains between 50%-70%.
As the release etch nears completion, some of the device membranes inevitably break.
This allows KOH though to the backside and can cause demetalization of a large number
of devices. In order to retard this process, the front-side cavity in the etch jig is often
filled with water. This is found to be extremely effective.
100
Figure 5-11: Device Wafer Step 8, Catalyst Deposition
Step 8 is the deposition of catalyst through the self-aligned shadowmask (Figure
5-11). The process involves placing the device wafer on the shadowmask, adjusting the
wafer until it settles into the shadowmask, and then depositing the metal through the back
surface. For these devices, the catalyst used was platinum, deposited under high vacuum
using an electron-beam evaporation system.
The last step is to cleave the wafer into devices. Initially the devices were separated
using a die-saw, however this usually resulted in every membrane being compromised.
After the die-saw, the membranes were largely intact, but each membrane was found to
have holes in it that seem to have been "punched" by debris generated in the die-saw.
Since this effect has not been observed with the original p-Reactor, it seems that the
added topography on the top surface increases the impact of the water lubrication stream.
101
As a result of this effect, the die-saw was abandoned in favor of cleaving the wafers. I
first scribe a line on the top surface of the wafer where I want the wafer to break. I then
carefully align the scribed line with the edge of a surface, e.g. the edge of a table. I then
carefully apply a bending moment to the wafer. The wafer usually cracks easily near the
scribe line. Occasionally membranes near the break will fail, but the yield is usually
greater than 50%.
Figure 5-12: Shadowmask Step 1, Etch-Back
5.A.II
Shadowmask
The starting material for the shadowmask wafer is a 6" diameter silicon wafer, 600-
1000pm thick. The wafer needs to be 6" in diameter in order that a ring of silicon around
the edge of the wafer can remain un-etched for strength and handling consideration, while
still allowing room for the 4" device wafer to inset into the shadowmask.
The first step is to etch back the bulk of the wafer to allow the device wafer to inset
(Figure 5-12). This was done with a deep-reactive-ion-etch (DRIE) in a Multiplex ICP
from Surface Technology Systems. The thick resist was used again here to provide an
etch mask. This etch was designed to be approximately 300-400mm deep, however,
102
nonuniformity of the etch caused some areas to etch almost twice as deep as desired,
especially at the outermost edge of the etched region.
Figure 5-13: Shadowmask Step 2, Through-Holes
The second step is to etch the through-holes from the backside (Figure 5-13). Because
this etch results in a porous wafer, it is necessary to mount the shadowmask wafer onto a
handle wafer. This temporary attachment is effected by coating the handle wafer with
thick photoresist, and then immediately contacting the device wafer to the wet
photoresist. Particular attention must be placed on ensuring a lateral path for gas to flow
out from between the wafers, or the device wafer will shatter in the DRIE etcher under
the differential pressure between the trapped gasses at 1 atmosphere and the low pressure
of the etch chamber.
103
104
Chapter 6
Testing
The device testing completed thus far consists of four parts. The first section involves
experiments done with existing p-Reactors to develop measurements and insight for the
design of the bus-based thermoelectric device. The second section contains the testing of
bused devices without thermoelements. The third section presents the testing of the
thermoelectric material. The final section examines the metalization, particularly the
high-temperature stability of the contacts. Due to numerous fabrication challenges,
particularly the inability to make reliable contact to the SiGe, the complete device has not
yet been tested.
Microscope
Probe Card,
Purge Ga
i-Reactor
Mass-low
Controllers
O
Mass
Spectrometer
x-y-z
Butane
Gas Feedthrough
Al Block
02
Figure 6-1: Test Setup (from [72])
105
Exhaust,
6.A Test Set-Up
The test setup is shown schematically in Figure 6-1. This system was built by Dr.
Ravi Srinivasan and is described in detail in his doctoral thesis [72]. The key components
are a gas distribution system to control the flow of gas species into the device, an
aluminum chuck to interface between conventional gas tubing and the g-Reactor, a
custom built probe card to provide electrical connections, and a quadrapole mass
spectrometer to analyze the composition of the exhaust stream. Power is supplied to the
reactor using a custom-built power supply with current and voltage measurement signals.
Data from the power supply, mass spectrometer and resistance measurements are
collected with a data-acquisition board. The signals are analyzed and recorded using a
custom designed program on a personal computer. The temperature of the device is
calculated from the resistance measurements.
6.B Combustion of Butane in the g-Reactor
In order to ensure that the combustion provides enough energy to maintain the
thermoelectric device at the operating temperature, I designed an experiment to measure
the heat flux generated by butane combustion. I used a g-Reactor with a relatively
conductive membrane made of 1.5 pm of silicon. This device is not autothermal, i.e. it
has the characteristic that the thermal energy of the reaction is insufficient to maintain the
required temperature of the membrane without external assistance. As a result, I was able
to contain the reaction zone to a small area around a pair of temperature sensors. For this
experiment, I used a rich fuel to oxygen ratio of 1:4 (1.625 times stoichiometric) that
106
allowed for low temperature ignition below 300*C. Feed streams even richer in fuel have
been found to provide significantly more power, however the extra energy comes at the
cost of a higher temperature ignition with our current test setup.
Figure 6-2 shows the data captured during this experiment. Temperature is calculated
using the change in resistance of the platinum heaters. The temperature coefficient of
resistance used is 2.6x10-3 K 1 . The resistance of the leads is subtracted from the analysis.
In order to extract the chemical heat flux, I subtracted the estimated power required to
heat the device to a given temperature from the power supplied. I assumed a temperature
independent conductivity, and fit a straight line to the initial portion of the graph. The
resulting conductance is 1.86 mW/K. I then normalized the power by an estimated heated
area of 300 pm by 750 pm, or 0.23 mm 2 . Finally, I switched the axes for clarity, and the
result is Figure 6-3.
700
600
5Juu
400
& 300
p200
100
0
0
100
300
200
Power (mW)
Figure 6-2: Ignition-Extinction Curve
107
400
500
3
9
2.5 -
-MO O-
2-
1.5a.
1-
3 0.5
S0-0.5 -
0
100
200
300
400
Temperature ('C)
500
600
700
Figure 6-3: Chemical Heat Flux vs. Temperature
The data shows a significant temperature dependence of the reaction rate. This is
probably due to improved mass transport in the gas stream at the higher temperatures.
However, the increase in temperature also increases the area of the membrane over which
a reaction is occurring, which is not taken into account here. The initial reaction probably
only occurred in the center of the membrane, while the higher temperature reaction may
also include adjacent areas of the membrane. The true dependence of heat flux on
temperature is probably significantly less pronounced.
In order to ensure that the designed device will be autothermal, 550*C was chosen as
an intermediate temperature for extracting an approximate heat flux. Since the ultimate
device is designed to operate at almost 1000*C, this is a conservative estimate. The result
is approximately 2.2 W/mm2 .
108
6.C Thermal Characteristics of Heat Buses
Fabrication challenges have prevented a thorough evaluation of the heat bus
performance because of a yield near zero for most of the fabrication runs. Those devices
that have survived fabrication have demonstrated the expected thermal uniformity,
however their maximum operating temperature is significantly lower than desired.
To measure the thermal uniformity, I used the heat bus from test structure B, which
has separate heaters on each end of the bus. I applied power to one end and measured the
temperature of both the heated and unheated end. Figure 6-4 shows the data from that
experiment, along with a linear fit for each end. The unheated end is approximately 13%
cooler than the heated end. This demonstrates that the heat flow is sufficient to maintain a
relatively uniform temperature down the length of the bus. The discrete nature of the
unheated data is a result of the resolution of our analog to digital acquisition board.
600
500
O 400300-
-e- Heated End
200
to
-X-
Unheated End
-
Linear Fit
-
Linear Fit
0
0
100
200
300
Power (mW)
Figure 6-4: Silicon Bus Temperature Uniformity
109
400
500
Maximum Temperature
Test Number
Bus Length
(Over Substrate Temperature in)
1 (3/16/00)
3.5 mm
3400 C
2 (3/29/00)
3.5 mm
330 0 C
3 (3/29/00)
3.5 mm
310 0 C
4 (3/28/00)
2.25 mm
530 0C
Table 6-1: Maximum Operating Temperature Test Results
Heating of the silicon bus was expected to cause significant stress in the membrane.
This stress can be seen in the buckling of the membrane around a heated bus. Figure 6-6
shows a bus at approximately 300*C above the substrate temperature. Compared to a
room temperature bus shown in Figure 6-5, the buckling is clearly visible in a "bow
wave" pattern. As the temperature is increased, the membrane eventually fails.
Preliminary results of the maximum temperature rise over the substrate temperature are
shown in Table 6-1.
The mechanism of the high temperature failure is clearly stress caused by the
expansion of the bus with respect to the bulk silicon, however it is not yet known if the
failure occurs at the end of the bus or along the sides. If this preliminary data were
substantiated by further work, the first-order inverse relationship between maximum
temperature and bus length would suggest that the failure is dependent on the absolute
bus expansion, and so must be occurring at the ends of the bus.
110
Figure 6-5: Picture of Silicon Bus at Room Temperature
Figure 6-6: Picture of Silicon Bus at High Temperature
111
1.E+00
1.E-01
1.E-02
1.E-03
1.E-04
-*-n
-e-p
1 EP-5
0
0.05
0.1
Depth (mm)
0.15
0.2
Figure 6-7: Resistivity vs. Depth of Deposited SiGe
6.D Thermoelectric Material
The materials I am using for my initial thermoelectric elements are highly doped
polycrystalline silicon germanium alloys with 20% atomic fraction of Ge. The dopants
used are boron and phosphorous. These materials have been grown in a custom-built
ultra-high-vacuum chemical-vapor-deposition (UHV-CVD) system in the research group
of Prof. Eugene Fitzgerald here at MIT. The growth conditions remain to be optimized,
but preliminary spreading resistance measurements are shown in Figure 6-7 (measured by
Solecon Laboratories, Inc.) for approximately 200nm thick p- and n-type SiGe layers
deposited on a silicon nitride coated silicon substrate.
Values in the literature from good materials are in the range of 0.85-1.25x10-5 Ohmm. The p-type material deposited at MIT is on that same order with an average resistivity
112
of approximately 3x10
5
Ohm-m. However, the n-type material is of much higher
resistivity, near 40x10 5 Ohm-m. Further work is expected to improve the n-type material
to approximately the same resistivity as the p-type.
Because of fabrication difficulties, I have not been able to measure most of the
thermoelectric properties of this material. Specifically, I will measure the resistance as a
function of temperature, the thermal conductivity as a function of temperature and the
Seebeck coefficient as a function of temperature.
6.E Metalization
The metal used for these initial devices is a stack of a 10nm thick titanium film used
as an adhesion layer, followed by a 200nm thick platinum film, selected for its linear
temperature coefficient of resistance. These metals are deposited sequentially using an
electron-beam evaporation system under high vacuum without breaking vacuum between
films. Following the deposition, the device is subject to an intermediate temperature
anneal of 650*C in nitrogen for improved linearity in the platinum resistance.
One fabrication difficulty that deserves mention here involves the electrical contacts
to the thermoelements. Prior to annealing, the contact resistance to the p-type SiGe was
measured, as well as the sheet resistances of the SiGe and the metal. The results are
shown in Table 6-2. The measurement error quoted is the percent standard deviation of
the measured values over multiple measurements on the same device. All of the preanneal measurements match well with the previous analysis and literature.
113
1.4
1.2
0.8
I
0.6
LII
0.4
0.2
0
1
61
Sample Number
21
81
41
101
Figure 6-8: First 20 Scans of Contact Resistance Break-In
2-
1.5
-
.,
'I'll"
"'ll",
"I'll
0
--
1-
.,
...............................
-4
i
0
z
0.5
-X- Pt
-B- SiGe
-e- Contact
F
-
0
Pre-Anneal
Post-Anneal
Figure 6-9: Relative Conductance Before and After Anneal: SiGe, Ti/Pt, and Contact
114
Post Anneal
Pre-Anneal
Material
Measurement
Value
Measurement
Value
Error (%std.)
Error (% std.)
SiGe
241 Q/square
0.20 %
231 Q/square
15.29 %
Ti/Pt
1.78 0/square
0.52 %
1.00 Q/square
1.32 %
Contact
6.00x10- 6 Q-cm 2
3.77 %
51.4x10- 3 j-cm2
3.04 %
Table 6-2: Resistance Before and After Anneal
After anneal, the measurements were repeated. I found that the contact has developed
an unexplained barrier that requires 5-10 V to break down. After breakdown, the contact
resistance varied wildly, often for up to 2-3 days, but eventually it settled to a much
higher value. The first 20 scans of a typical contact break-in period are shown in Figure
6-8. Experiments are ongoing to determine the precise cause of this effect.
The metalization decreased its resistance after anneal, as expected. The SiGe does not
significantly change its resistance, although the measurement error increases, probably
due to the poor contacts. The resistances are shown in Table 6-2, and Figure 6-9 is a plot
of the normalized conductance (inverse of resistance) before and after anneal.
115
116
Chapter 7
Conclusion and
Future Work
7.A Conclusion
Portable power sources combine the two ideals of a research field: a large and
growing demand, and existing commercial products that fail to meet even the present
demand. These characteristics encourage new technologies to be developed that can meet
the current and future needs. A review of the present state of the field suggests that this
new technology will be a generator using hydrocarbon or other hydrogen containing
fuels.
These new generators will be required to be sufficiently small that they can fit into
existing battery form-factors. Initial systems will probably be designed to replace large
batteries like those used by the military. Current work suggests that this size range may
be barely accessible using traditional manufacturing technologies. Conventional systems
under development are predicted to be small enough to overtake batteries when the
system is larger than 1.5 liters for rechargeable batteries and larger than 2.5 liters for
primary batteries [27].
In order to bring these generators into smaller systems, like portable computers and
cellular telephones, new fabrication techniques will be required. Processes based on
integrated circuit fabrication (i.e. MEMS) hold promise for dramatic miniaturization. I
117
estimate that a D cell sized system would be a reasonable near-term goal for MEMS
based generators. To this end, a thermoelectric generator is chosen for investigation here.
It is expected that miniature thermoelectric systems will suffer from increased
parasitic losses as compared to macro-scale systems. In order to evaluate these devices, I
developed a new set of equations to analyze and optimize thermoelectric generators in the
presence of parasitic losses. The "Device Efficiency Expression" and associated "Device
Figure-of-Merit" are able to predict the efficiency of these non-ideal systems using a
simple algebraic expression. I am also able to optimize the operating point and device
geometry even in the presence of significant parasitic losses.
The governing equations show that maintaining precise control over temperatures and
heat flows is critical to achieving high efficiencies. To this end, a suspended silicon bus
has been designed and fabricated. The device is shown to maintain a nearly isothermal
temperature profile. This feature is expected to be crucial to controlling the location and
efficiency of combustion, as well as maintaining a uniform temperature across the hot
junctions of the thermopile. This thermal management is also expected to be useful for
other MEMS power systems, e.g. TPV generators or fuel processors.
7.B Future Work
The performance of the heat bus has not been entirely satisfactory. Particularly
troubling is the inability to access higher temperatures. Further testing is required to
precisely identify the cause and location of this failure. One possible solution within the
existing fabrication process is to use shorter buses to reduce the total linear expansion.
Another possibility is to use a new material for the bus with a very low thermal
118
coefficient of expansion. It may even be possible to use a bus material that yields easily
at the temperatures of operation without agglomerating.
The poor high-temperature performance of the contacts is equally troubling. It is not
yet clear what causes the barrier to form, however work is ongoing. Based on others'
work with macro-scale systems, it seems likely that this problem is soluble [34].
After these issues have been addressed, and the current device is complete, further
work will need to focus on improving the combustion efficiency and the thermoelectric
device efficiency. Any commercial systems will need to have nearly 100% combustion
efficiency, and a thermoelectric device efficiency of at least 2%.
In order to improve the combustion efficiency, the entire gas stream must be heated to
enhance diffusion. This requires the use of a suspended tube structure where all of the
walls can be maintained at the operating temperature. A tube would potentially have the
added advantage of assisting in recovering the heat contained in the exhaust gas. This
recuperation could improve the efficiency by up to 100%.
The thermoelement efficiency can be improved in two ways: decreasing the parasitic
losses, or improving the material's efficiency. In order to decrease the parasitic
conduction, the membrane must be removed from beneath the thermopile. This may be
easier to accomplish in a tube-based structure where the thermopile is not part of a
continuous film used to contain the gas. Improving the material's efficiency is likely to
involve using superlattice structures. Since a MEMS thermopile always uses thin-film
materials, there does not seem to be a significant barrier to using these new structures in
MEMS generators.
119
A MEMS thermoelectric generator using a tube-based geometry with recuperation
should be able to achieve complete combustion and thermal efficiencies above 70-80%.
When combined with an improved thermoelectric material, the resulting device could be
designed to approach 10% overall efficiency while burning a gaseous hydrocarbon fuel.
This system would be an improvement of over 5 times over the best primary batteries,
and 10 times over the best rechargeable systems.
120
Appendix A
Thermoelectric
Device Figure of Merit
The analysis of thermoelectric device performance is a well-established field. The
basic thermodynamics have been understood since W. Thomson (Lord Kelvin) presented
his theory to the Royal Society of Edinburgh in 1851 [73], and the analysis most
commonly found today is attributed to A. F. loffe in 1949 [74]. A careful examination of
the fundamental efficiencies, including non-idealities, of semiconductor thermoelectrics
can be found in [41]. However the literature and recent reviews have largely neglected
the practical limitations of contact resistance or parasitic heat conduction. Some effort
has been made in recent work to include the contact resistance [65,75], but I have not
found an elegant analysis. In order to address that need, this appendix will include a brief
statement of the governing equations, a derivation of a new efficiency expression that
includes arbitrary parasitics, and an example using this expression to optimize a device's
efficiency in the presence of contact resistance and parasitic thermal conductance.
Lord Kelvin's major contribution was to unify the Peltier effect and the Seebeck
voltage within a thermodynamic framework, and in the process he predicted a new effect,
which was later named the Thomson effect in his honor. The First Kelvin Relation of
thermoelectricity, translated into modern notation in (A-1), relates the Thomson effect to
the Seebeck voltage. The Second Kelvin Relation of thermoelectricity (A-2) relates the
Seebeck voltage to the Peltier heat. Together, the Kelvin Relations provide a unique tie
between the three thermoelectric effects.
121
Qr
=(IrA -XrB)
-I
Ib
I
Ip
Junction
Material A
pp
Material B
Figure A-1: Peltier Effect
Qr
x
I
Ip
> xA
--
T
T+-AT!
Figure A-2: Thomson Effect
Hot Junction (TH)
Material A
TH
V6 = J(aA+aB)43T
Material B
Tc
Cold Junction (Tc)
Figure A-3: Seebeck Effect
122
4
aAT= --aBTH)
(A-i)
TH
DTH
a
-aBT
H aAH
=Va
a
ETH
-
'ZB
TH
(A-2)
When coupled with the heat transfer equations and terms that depend arbitrarily on
temperature, these equations become analytically intractable. For this analysis, two
approximations will be made. For systems where an approximate efficiency is sufficient,
the following calculations will provide a useful design tool. However, for systems where
the greatest precision is required, it is necessary to solve for and optimize the efficiency
numerically.
A.1 Approximations
The first and most significant approximation is that the Thomson effect will be
completely ignored. Instead, a constant Seebeck coefficient will be assumed which is
equal to the average Seebeck coefficient over the operating temperature range. This
approximation is equivalent to assuming that all of the Thomson heat is released to, or
absorbed from, the hot region. The resulting expression overstates the efficiency of the
system by some amount, however this amount is expected to be less than 5% for
crystalline or poly-crystalline semiconductors [41].
The second approximation is that precisely half of the resistive or Joule heating is
assumed to be conducted back to the hot junction. This is analytically accurate for the
case of temperature independent thermal and electrical conductivities, and equal parasitic
resistances within the hot and cold regions. For real systems, this approximation can
123
result in either an overstatement or understatement of the device efficiency. Except in the
case of large parasitic resistance, the effect of this second approximation is expected to be
at least as small as the first approximation [41].
A.2 Definition of Terms
In order to use these equations and approximations to define an efficiency of
conversion in relation to an arbitrary system, I must first carefully define my terms:
I is the current flowing through the circuit, defined as positive when current is
flowing out of the positive terminal of the device.
V is the voltage at the terminals when the current is zero.
rD is the resistance of the device as measured from the terminals, defined as the
derivative of terminal voltage with respect to current (A-3).
rD IH )
--aIH
(A-3)
R is the effective resistance of the load, defined as the voltage at the terminals of the
device, divided by the current out of the device. When the current flows out of the
positive terminal of the device, R is positive.
M is defined as the ratio of the load resistance, R , to the device resistance, rD .
Qj, is defined as the heat input to the system during normal operation. This is the
power output of the heat source being used. In an ideal system, QIn would be supplied
directly to the hot junctions of the thermopile, but in a real system, the heat input is
usually spread over a large area, often including sections of the thermoelements.
124
QIdle is defined as the heat input that would be required to maintain the operating
temperature profile if the current, I , were zero. Effectively, this represents heat lost
through non-thermoelectric effects (i.e. everything but the Peltier and Thomson effects).
THA,
and TCA are defined as the average temperatures at the hot junctions and the
cold junctions, respectively, of the thermoelements. In turn, the hot and cold junctions are
defined as the locations where the Peltier heat is absorbed and released, respectively.
These locations normally coincides with the electrical contact to the thermoelement, but
in cases where there is significant temperature variation over each contact, THAe and
TcAv, are calculated as the average of the temperature across the area of the contacts,
weighted by the current density J, shown in (A-4). These temperatures may be
substantially higher and lower than the extreme temperature regions of the device, but the
thermoelectric conversion is only concerned with the temperature at the electrical ends of
the thermopile.
J -T-DA
TH
HAe
(A-4)
Hot Contact Area
J -DA
Hot Contact Area
TAve is defined as the average of the junction temperatures, THA
and TCa-
ATAve is defined as the average difference between the hot and cold junctions, or,
equivalently, the difference between average junction temperatures, THAve and TcAve Keff , the effective conductivity of the structure, is defined as the ratio of QIdle to
ATAe
(A-5). Equivalently, Keff
is the parallel combination of all of the non-
thermoelectric heat loss mechanisms, weighted by their temperature difference.
125
KEff
(A-5)
QIdle
ATAve
aEff , the effective Seebeck coefficient, is defined as the voltage, V , divided by the
average temperature difference (A-6). This is approximately the Seebeck coefficient of
one thermocouple, times the number of thermocouples in the device.
aEff
=
V
ATAve
(A-6)
It will turn out to be useful to define a term I will name the "Device Figure of Merit",
ZD, defined in (A-7).
a2
ZD
(A-7)
Ave
rD - KEff
-
A.3 Derivation of a Device Efficiency Expression
and Figure of Merit
Using the above definitions, the current, I, and the electrical power out of the
system, P, are calculated using linear circuit theory and shown in (A-8) and (A-9).
V
V
aEff -ATAve
I=
=(A-8)
=
rD-(M+1) rD.(M+l)
rD+R
2
P=VI2 R
V R
(rD + R) 2
a2
Eff
M
rD (M +1)
2
AT 2
Ave
(A-9)
In steady state, the heat flow into the hot junctions must be equal to the heat removed
from the hot junction. This heat is removed in three ways: the heat removed through the
126
Peltier effect, Qp, half of the Joule heat returned, -
2 Q1,
and the heat removed
through other means such as conduction, convection and radiation, Qc. Heat may also be
removed by the Thomson effect, but we are neglecting that term here.
QIn =QP -l
a
P -I-aEff
T
(A-10)
QJ +QC
2
2
ATAve THAve
Eff
H~erD .(M
+i1)
(A-)
a2
-2
Q
I2 . rD
=-
2
ffA
22.-rD.-(M
+1)
2
QC = Qidle = KEff -ATAve
2
(A-12)
Ave
(A-13)
These terms can all be rewritten in terms of ZD .
KEff -M
2
P=ZD -(M ±1)2 .AAve
(A- 14)
"(M +1)
P= ZD K Ef
(A-15)
-12QJ
=-Z"
' AveeTHAve
K Eff
22 (M +1)2
AT2
Ave
(A-16)
The efficiency, q, is defined as the ratio of electrical power out, P, to the heat input,
QIn -
QIn
(A-17)
P
7-P
Qp - ljY
+ Qc
Combining (A-13), (A-14), (A-15), (A-16) and (A-17), and factoring out Keff and
ATAve from both the numerator and denominator results in (A-18).
127
M
AeAve
ZD
(M)=
(D-M + 1)
(A-18)
-2H,-Z
(M + 1)2 A
^
ve+
Algebraic manipulations mold (A-18) into a more useful form in (A-19).
AT Av
77 = ATve
q THAve (M +1)-
M
M(A-19)
1. ATAve +(M +1) 2 .
2 THAve
(A19
1
THAVe
ZD
7 is optimized with respect to M by differentiating with everything else held
constant, and setting the result equal to zero. The optimal M for maximum efficiency is
shown in (A-20).
MMax
RMax
=
+ZDTAve
rD
(A-20)
Since the entire operation of the device is covered by this analysis, including all
parasitic losses, this optimal M is applicable even in the case of significant contact
resistance or structural heat conduction, subject to the underlying approximations. Those
parasitics serve to modify the device resistance, rD, and the effective conductivity, Keff ,
and are encapsulated in the device figure of merit, ZD .
Combining (A-19) and (A-20), and re-arranging terms, we find an expression for the
maximum efficiency for a given device geometry and temperature profile (A-21).
27
Max = THAve TCAve
l+ZDTAve+
,.Tve
ZD
(A-21)
1+ZDTAve
THAve
-
a2
Ave
rD - KEff
128
C Av THAve
TCA7
(A-22)
These expressions can be compared to those commonly found in the literature:
T
- I(-3
H - TC . - 1++ Z T-TA-ev1(A-23)
lMax7mx=T
= THT
TH
+ Z -TAve + T H
z=
a2
Ave
rTE -KTE
(A-24)
Where TH and TC are constant hot and cold junction temperatures respectively. TE
is the resistance of the thermoelectric elements and KTE is the conductance of the
thermoelectric elements, with the subscripts added here for clarity.
(A-21) and (A-22) are almost identical to the efficiency equations reported
throughout the literature, (A-23) and (A-24), attributed to A. F. loffe [41,74]. However,
the traditional equation developed by loffe applies only to a thermopile with uniform hot
and cold junction temperatures, and includes no parasitic losses. (A-21) and (A-22) are
far more general, in that they apply to the entire thermopile. Fortunately, the result of my
careful definition of terms is that the same simple expression still applies, but with terms
which are significantly more general.
Note that the number of thermocouples does not appear in these expressions. For a
simple system, increasing the number of thermocouples, N, increases the numerator of
ZD by N 2 , but the electrical resistance, rD , and thermal conductance, Keff , both also
increase by a factor of N, so the denominator increase by N 2 . The net result is no
dependence of the efficiency on the number of thermocouples. However, the optimal load
resistance, R, is defined with respect to the device resistance, r, and so does increase by
roughly a factor of N .
129
A.4 Application of the Device Efficiency Expression
In (A-20) I derived the optimal load for a given device, but (A-21) and (A-22) can
also be used to optimize the design of a new device. The easiest way to improve the
efficiency is simply by increasing THA
or decreasing TCA. The only other term that
depends on the design of the device is ZD. Any device parameter which affects ZD can
be systematically optimized by finding the value which maximizes ZD Using the traditional equation for Z, (A-24), it is simple to show that the optimal
ratio between the dimensions of the two materials is found by (A-25).
AA
1B
lA
AB)
PA
_
KA
KB
(A-25)
PB)
Using the present equation, (A-22), the optimal sizes can be found in the presence of
both parasitic conduction and contact resistance.
For an example, I will explore the following common situation. Assume the
thermoelements are rectangular prisms. Assume the lengths of the thermoelements, 1, are
already defined. Assume the total heat lost through the structure and through conduction
in the thermoelements,
QLst , is
already defined. Assume the parasitic heat conduction
of the support structure, KO, is not dependent on the geometry of the thermoelements.
Assume that the contact resistance is inversely proportional to the area of the
thermoelement, and is represented by a specific contact resistance, o-. These assumptions
only serve to specify this particular problem, and should be taken as an example, not a
restriction.
130
With these assumptions, the device resistance, rD, and effective conductivity, Keff ,
are defined in (A-26) and (A-27).
KEff
Lost = K = Ko + KA AA + KB AB
_
rD =PA
A +
AA
B
'
B
Cold
17AHot +
AA
+
BHot
AB
A is the cross-sectional area of the thermoelement,
(A-26)
'B
'A
ATAve
K
+ BCold
AB
(A-27)
is the thermal conductivity of
the thermoelement and p is the electrical resistivity of the thermoelement.
Optimizing the cross-section area of material A for maximum efficiency, with the
lengths and total conductivity held constant, results in (A-28).
.(KEff - KO)
'A
AA Max 1K
(A-28)
IA
1+ FKB'
IKA
'A
PB
1B
PA 'A
'B + 0JBHot +
YBCold
+ 07AHot + CACOkd
Combining (A-28) with the equivalent expression for material B, and massaging it
into a form similar to (A-25), results in (A-29).
2 PA +AHot
1B
'A
AB)
+
ACold
PA+
IA
I
+BHot
(A-29)
+ (TBCold
BB
Note that the geometry is not dependent on the parasitic heat loss, K 0 . This matches
our intuition that the absolute scale of the thermoelements should not affect the relative
size of the two thermoelements.
Having derived (A-29), one must be careful to apply it only in situations where the
original approximations are still valid. In particular, if the hot and cold junction contact
131
resistances are significantly different, and not small with respect to the device resistance,
my second approximation that half of the Joule heat is conducted back to the hot
junctions would no longer be valid. For example, if the hot junction contact resistance is
much larger than the cold junction contact resistance, this analysis will understate the
efficiency because most of Joule heating resulting from the contacts will be conducted
back to the hot junction.
A.5 Conclusion
Within the limitations of the approximations, the equations and procedures outlined in
this section are sufficiently general to optimize most algebraic descriptions of a real
thermoelectric device, including the effects of contact resistance, parasitic conduction and
nonuniform hot and/or cold junction temperatures. This is accomplished by a careful but
general definition of terms so that they may be applied to unusual circumstances, and the
encapsulation of the entire device's parameters into a single term, the "Device Figure of
Merit".
132
Appendix B Detailed Process Flow
These devices were fabricated using four laboratory facilities at MIT: Integrated
Circuits Laboratory (ICL), Technology Research Laboratory (TRL), Prof. Martin
Schmidt's Research Group Laboratory (RGL) and Prof. Eugene Fitzgerald's film growth
laboratory in building 13 (Build 13).
B.1 Device Wafer
Starting Material:
One 4" Silicon-On-Insulator (SOI) wafer with a 5-20 gm thick
device layer over 1 gm thick buried silicon dioxide layer on a 350500 gm thick handle wafer, double-side polished.
Step
Lab
Process Description
Comments
1
ICL
Pre-oxidation clean
RCA clean
2
ICL
Grow 250 nm SiO 2
Wet Oxidation
Photolithography to pattern the device layer
3
TRL
using mask Silslands (1); the back side is
Contact Aligner
protected from etching with photoresist
BOE (Buffered4
TRL
Wet etch the Si0 2 until clear
Oxide-Etch)
133
Piranha for 10 min.
5
TRL
Strip the photoresist
(3 H 2 SO 4 : 1 H 2 0 2 )
20% KOH in Water
6
RGL
KOH to etch the device layer
at 60'C
Double Piranha for 10
7
TRL
Post-KOH clean
min. each plus a 30
second dip in 50:1 HF
Wet etch to remove the masking and buried
8
ICL
BOE until clear
SiO 2
9
ICL
Pre-deposition clean
RCA clean
10
ICL
Deposit 1 pm low-temperature oxide (LTO)
LPCVD
11
ICL
Densify LTO
1 hour at 950*C in N2
Photolithography to pattern the stress12
TRL
compensating oxide using mask Silslands (1)
13
TRL
Wet etch the LTO
BOE
14
TRL
Strip the photoresist
Piranha for 10 min.
15
ICL
Pre-deposition clean
RCA clean
134
16
ICL
Deposit 1 gm Si-rich SiNX
Low-stress nitride
Photolithography on the back side to pattern the
17
TRL
release etch using mask SiNBack (2); the front
side is protected from scratches with photoresist
18
ICL
Plasma etch to remove SiNx
CF 4 plasma
19
TRL
Strip the photoresist
Piranha for 10 min.
Piranha for 10 min.
20
TRL
Pre-deposition clean
plus a 15 second dip
in 50:1 HF
Build
Grow 200 nm of poly-SiGe, heavily in-situ
21
UHV-CVD system
13
doped with boron
22
ICL
Pre-deposition clean
RCA clean
23
ICL
Deposit 1 jm of LTO
LPCVD
24
ICL
Densify LTO
1 hr at 950*C in N2
Thick Photoresist
Photolithography to pattern the SiGe using
25
TRL
(AZ4620 from
mask TEMaskI (3)
Clariant Corp.)
26
TRL
Wet etch the LTO
BOE until clear
135
27
TRL
Strip the photoresist
Piranha for 10 min.
28
RGL
Etch the SiGe
20% KOH at 70*C
Double Piranha for 10
29
TRL
Post-KOH clean
min. each plus a 30
second dip in 50:1 HF
Piranha for 10 min.
30
TRL
Pre-deposition clean
plus a 15 second dip
in 50:1 HF
Grow 200 nm of poly-SiGe, heavily in-situ
Build
doped with phosphorous
31
UHV-CVD system
13
Note: The two SiGe depositions can be
switched
32
ICL
Pre-deposition clean
RCA clean
33
ICL
Deposit 1 gm of LTO
LPCVD
34
ICL
Densify LTO
1 hr at 950'C in N2
35
TRL
Photolithography to pattern the SiGe using
Thick resist
mask TEMask2 (4)
136
36
TRL
Strip the photoresist
Piranha for 10 min
37
TRL
Wet etch the LTO
BOE until clear
38
RGL
Etch the SiGe
20% KOH at 70*C
Double Piranha for 10
39
TRL
Post-KOH clean
min. each plus a 30
second dip in 50:1 HF
Wet etch to remove the LTO deposited in steps
40
BOE until clear
TRL
23 & 33
Photolithography to pattern the metalization via
41
Thick resist
TRL
lift-off using mask Metal (5)
30 second dip in 50:1
42
TRL
Pre-metal clean
HF
High-vacuum
Deposit 10 nm Ti / 200 nm Pt using a rotating
43
electron-beam
TRL
wafer holder for good step coverage
evaporation system
Use acetone and 10
44
TRL
Lift-off the metal
seconds of ultrasound
45
TRL
Pre-anneal clean
Nanostrip for 10 min.
137
46
TRL
Anneal the metalization
1 hr at 650*C in N2
Wet etch to release the membrane. The front
47
20% KOH at 70-90 0 C
RGL
side of the wafer is protected by an etch jig
Double Nanostrip for
48
TRL
Modified post-KOH clean
10 min. each
49
50
Deposit 30nm Ti / 300nm Pt catalyst through a
E-beam deposition
shadowmask wafer from 0
(with rotation)
TRL
TRL
Scribe wafer into devices
138
B.2 Shadowmask
Starting Material:
One 6" silicon wafer, 600-1000 gm thick.
Step
Lab
Process Description
Comments
1
TRL
Initial clean
Piranha
Photolithography to pattern the shadowmask
Double coat of thick
2
TRL
etch-back using mask EtchBack (6)
resist
Deep-reactive-ion-
3
TRL
Etch back the shadowmask
etch (DRIE)
4
TRL
5
TRL
Piranha for 10 min.
Strip the photoresist
Photolithography to pattern the through-holes
Thick resist
using mask HolesOnly (7)
DRIE using a handle
6
TRL
Etch the through-holes
wafer
7
TRL
Piranha for 10 min.
Strip the photoresist
139
140
Appendix C Mask Set
Included in this appendix are images of the masks used in fabrication. The
thermoelectric generator used 5 masks: SiIslands, SiNBack, TEMaski, TEMask2 and
Metal. The test structures were fabricated on the same wafer using the same masks. The
shadowmask wafer was fabricated with two masks: EtchBack and HolesOnly.
am..........
a.
0
I.zz
EhlllIII
liiliumll
HHHHH
Figure
C-i:
Mask
Overview
141
(Metal
Mask)
Figure C-2: Masks Silslands (Dark Field), SiNBack (Dark Field)
and TEMaski (Light Field) for the Thermoelectric Generator
142
10
-1,
-116
21 Lo
FigureC-3 Msks TEask2 (ight Feld)n MeaI DrkFed
eo
fortheThermoeectric
143
-
.......
Figure C-4: Overlay of Masks for the Thermoelectric Generator
144
Figure C-5: Masks EtchBack (Light Field) and HolesOnly (Dark Field)
for the Shadowmask
145
Figure C-6: Overlay of Masks for the Shadowmask
146
il~
Figure C-7: Masks Silslands (Dark Field), SiNBack (Dark Field)
and TEMaskl (Light Field) for Test Structure A
147
Figure C-8: Masks TEMask2 (Light Field) and Metal (Dark Field)
for Test Structure A
148
Raisess
Figure C-9: Overlay of Masks for Test Structure A
149
LF
7ALi
IrII
Figure C-10: Masks Silslands (Dark Field), SiNBack (Dark Field)
and TEMaski (Light Field) for Test Structure B
150
==
Figure C-li1: Masks TEMask2 (Light Field) and Metal (Dark Field)
for Test Structure B
151
Figure C-12: Overlay of Masks for Test Structure B
152
References
[1]
1 5 'h
Annual Battery Conference on Applications and Advances, IEEE Catalog
Number 00TH8490, Long Beach, CA, 2000.
[2]
Journal of Power Sources, 80, Elsevier Science S.A., 1999.
[3]
W. J. McCracken, B. Parmley, C. Kelly, M. Crites and S. Wilson, "Lithium-Ion
System
Advances,"
15'h Annual Battery Conference on Applications and
Advances, Long Beach, CA, pp. 287-291, 2000.
[4]
A.H. Epstein, S.D. Senturia, G. Anathasuresh, A. Ayon, K. Breuer, K.-S. Chen,
F.E. Ehrich, G. Gauba, R. Ghodssi, S. Jacobson, J.H. Lang, C.-C. Lin, A. Mehra,
J.M. Miranda, S.Nagle, D.J. Off, E. Piekos, M.A. Schmidt, G. Shirley, M.S.
Spearing, C.S. Tan, Y.-S. Tzeng and I.A. Waitz., "Power MEMS
Microengines,"
and
1997 International Conference on Solid State Sensors and
Actuators, Chicago, vol. 2, pp. 753-756, 1997
[5]
J. Larminie and A. Dicks, Fuel Cell System Explained, John Wiley & Sons, Inc.,
New York, 2000.
[6]
T. J. Couts, J. P. Benner and C. S. Allman, ed., Thermophotovoltaic Generationof
Electricity, FourthNREL Conference, AIP Conference Proceedings 460, Denver,
CO, 1998.
153
[7]
T. M. Tritt, M. G. Kanatzidis, G. D. Mahan and H. B. Lyon, Jr., ed.,
Thermoelectric Materialsfor Small-Scale Refrigeration and Power Generation
Applications, Materials Research Society Symposium Proceedings, 545, Boston,
MA, 1998.
[8]
A. J. Salkind, "Advances in Battery Technologies and Markets: Material Science
Aspects," Materials for Electrochemical Energy Storage and Conversion II Batteries, Capacitors and Fuel Cells, Materials Research Society Symposium
Proceedings, 496, pp. 3-14, 1997.
[9]
K. Kordesch and J. D. Ivad, "Global Competition of Primary and Secondary
Batteries," Handbook of Battery Materials, pp. 63-83, 1999.
[10]
M. Kishi, H. Nemoto, T. Hamao, M. Yamamoto, S. Sudou, M. Mandai and S.
Yamamoto,
"Micro-Thermoelectric
Wristwatches
Modules
as an Energy Source,"
1 8 th
and
Their
Application
to
International Conference on
Thermoelectrics, Baltimore, MD, pp. 301-307, 1999.
[11]
D. M. Rowe, "Miniature
Semiconductor Thermoelectric
Devices,"
CRC
Handbook of Thermoelectrics, CRC Press, New York, pp. 441-458, 1994.
[12]
L. P. Jarvis, T. B. Atwater and P. J. Cygan, "Alternate Power Source for Land
Warrior,"
1 5 th
Annual Battery Conference on Applications and Advances, Long
Beach, CA, pp. 9-13, 2000.
[13]
E. D. Geeter, M. Mangan, S. Spaepen, W. Stinissen and G. Vennekens, "Alkaline
Fuel Cells for Road Traction," Journalof Power Sources, 80, pp. 207-212, 1999.
154
[14]
P. W. Krehl and E. S. Takeuchi, "Comparative Analysis of Primary Lithium
Cells,"
15
h Annual Battery Conference on Applications and Advances, Long
Beach, CA, pp. 101-107, 2000.
[15]
K. Nishio and N. Furukawa, "Practical Batteries," Handbook of Battery
Materials,pp. 19-61, 1999.
[16]
J. Goldstein, I. Brown and B. Koretz, "New Developments in the Electric Fuel
Ltd. Zinc/Air System," Journalof Power Sources, 80, pp. 171-179, 1999.
[17]
C. A. Vincent and B. Scrosati, Modern Batteries: An Introduction to
Electrochemical Power Sources, 2 "d Ed., John Wiley & Sons, Inc., New York,
1997.
[18]
U. G. Bossel, "Solid Oxide Fuel Cells for Transportation," Third European Solid
Oxide Fuel Cell Forum, Nantes, France, pp. 55-64, 1998.
[19]
DARPA contract number F30602-99-2-0544.
[20]
X. Ren, P. Zelenay, S. Thomas, J. Davey and S. Gottesfeld, "Recent advances in
Direct Methanol Fuel Cells at Los Alamos National Laboratory," Journal of
Power Sources, 86, pp. 111-116, 2000.
[21]
S R. Narayanan, T. I. Valdez, A. Kindler, C. Witham, S. Surampudi and H. Frank,
"Direct Methanol Fuel Cells - Status, Challenges and Prospects,"
1 5 'h
Annual
Battery Conference on Applications and Advances, Long Beach, CA, pp. 33-36,
2000.
155
[22]
J. D. Morse, A. J. Jankowski, J. P. Hays and R. T. Graff, "A Novel Thin Film
Solid Oxide Fuel Cell for Microscale Energy Conversion," Proceedings of the
ASME Advanced Energy Systems Division, 39, pp. 25-27, 1999.
[23]
L. Fraas, R. Ballantyne, S. Hui, S.Z. Ye, S. Gregory, J Keyes, J. Avery, D.
Lamson and B. Daniels, "Commercial GaSb Cell and Circuit Development for the
Midnight Sun® TPV Stove," Thermophotovoltaic Generation of Electricity:
FourthNREL Conference, Denver, CO, pp. 480-487, 1998.
[24]
Western Research Institute, Western Washington University, "TPV Information,"
http://vri.etec.wwu.edu/tpv.htm, September 1 l*, 2000.
[25]
0. Morrison, M. Seal, E. West and W. Connelly, "Use of a Thermophotovoltaic
Generator in a Hybrid Electric Vehicle," Thermophotovoltaic Generation of
Electricity: Fourth NREL Conference, Denver, CO, pp. 488-496, 1998.
[26]
J. S. Kruger, G. Guazzoni and S. J. Nawrocki, "Army Thermophotovoltaic
Efforts,"
Thermophotovoltaic Generation of
Electricity: Fourth NREL
Conference, Denver, CO, pp.30-35, 1998.
[27]
E. F. Doyle, F. E. Becker and K. C. Shukla, "Design of a Thermophotovoltaic
Battery Substitute," Thermophotovoltaic Generation of Electricity: Fourth NREL
Conference, Denver, CO, pp. 351-361, 1998.
[28]
F. E. Becker, E. F. Doyle and K. C. Shukla, "150 Watt Portable
Thermophotovoltaic Power Supply," Proceedingsof the ASME Advanced Energy
Systems Division, 37, pp. 65-73, 1997.
156
[29]
C. L. DeBellis, M. B. Scotto, L. Fraas, J. Samaras, R. C. Watson and S. W.
Scoles, "Component Development for 500 Watt Diesel Fueled Portable
Thermophotovoltaic (TPV) Power Supply," Thermophotovoltaic Generation of
Electricity: FourthNREL Conference, Denver, CO, pp. 362-370, 1998.
[30]
D. M. Wilt and D. L. Chubb, "Thermophotovoltaic Energy Conversion
Technology Developments at NASA Lewis Research Center," Proceedingsof the
ASME Advanced Energy Systems Division, 37, pp. 47-52, 1997.
[31]
G. Guazzoni and M. McAlonan, "Multifuel (Liquid Hydrocarbons) TPV
Generator" Thermophotovoltaic Generation of Electricity: Third NREL
Conference, Colorado Springs, CO, pp. 341-354, 1997.
[32]
J. F. Mondt, "SP-100 Space Subsystems," CRC Handbook of Thermoelectrics,
CRC Press, New York, pp. 539-549, 1994.
[33]
K. Matsuura, D. M. Rowe, "Low-Temperature Heat Conversion," CRC Handbook
of Thermoelectrics,CRC Press, New York, pp. 573-593, 1994.
[34]
F. D.
Rosi,
Thermoelements
"The Research
for
Power
and Development
Generation,"
of Silicon-Germanium
Modem
Perspectives
on
Thermoelectrics and Related Materials, Materials Research Society Symposium
Proceedings, 234, Anaheim, CA, pp. 3-26, 1991.
[35]
Global Electronic Supplies Inc., "Batteries - 3V Lithium Cylindrical Cells,"
http://www.globalsemi.com/cat99/batteries65.html, August 23, 2000.
157
[36]
Battery
Busters
Inc.,
"Battery
Packs,"
http://www.batterybusters.com/BatteryPacks.htm, August 23, 2000.
[37]
R. A. Putt and G. W. Merry, "Zinc-Air Primary Batteries," IEEE 35'h
InternationalPower Sources Symposium, pp. 30-33, 1992.
[38]
M. C. Williams, "Status and Market Applications for the Solid Oxide Fuel Cell in
the U.S.," Third EuropeanSolid Oxide Fuel Cell Forum, Nantes, France, pp. 2741, 1998.
[39]
A. G. McNaughton, "Commercially Available Generators," CRC Handbook of
Thermoelectrics, CRC Press, New York, pp. 459-469, 1994.
[40]
G. L. Bennett, "Space Applications," CRC Handbook of Thermoelectrics, CRC
Press, New York, pp. 515-537, 1994.
[41]
J. M. Borrego, H. A. Lynden and J. Blair, The Efficiency of Thermoelectric
Generators, WADC Technical Note 58-200, M.I.T. Industrial Liaison Office,
Cambridge, 1958.
[42]
H. J. Goldsmid, "Conversion Efficiency and Figure-of-Merit," CRC Handbook of
Thermoelectrics, CRC Press, New York, pp. 19-25, 1994.
[43]
B. Mathiprakasam and P. Heenan, ed., Thirteenth International Conference on
Thermoelectrics, AIP Conference Proceedings, 316, Kansas City, MO, 1994.
[44]
Fifteenth International Conference on Thermoelectrics, IEEE Catalog Number
96TH8169, Pasadena, CA, 1996.
158
[45]
Sixteenth International Conference on Thermoelectrics, IEEE Catalog Number
97TH8291, Dresden, Germany, 1997.
[46]
Seventeenth InternationalConference on Thermoelectrics, IEEE Catalog Number
98TH8365, Nagoya, Japan, 1998.
[47]
Eighteenth InternationalConference on Thermoelectrics, IEEE Catalog Number
99TH8407, Baltimore, MD, 1999.
[48]
D. D. Allred, C. B. Vining and G. A. Slack, ed., Modern Perspectives on
Thermoelectrics and Related Materials, Materials Research Society Symposium
Proceedings, 234, Anaheim, CA, 1991.
[49]
T. M. Tritt, M. G. Kanatzidis, H. B. Lyon, Jr. and G. D. Mahan, ed.,
ThermoelectricMaterials - New Directions and Approaches, Materials Research
Society Symposium Proceedings, 478, San Francisco, CA, 1997.
[50]
L. D. Hicks, The Effect of Quantum-Well Superlattices on the Thermoelectric
Figure of Merit, Ph.D. Thesis in Physics, Massachusetts Institute of Technology,
1996.
[51]
R. Venkatasubramanian, E. Siivola, T. S. Colpitts and B. O'Quinn, "PhononBlocking Electron-Transmitting Structures," Eighteenth InternationalConference
on Thermoelectrics, Baltimore, MD, pp. 100-103, 1999.
[52]
S. Ghamaty and N. Elsner, "Development of Quantum Well Thermoelectric
Device," Eighteenth International Conference on Thermoelectrics, Baltimore,
MD, pp. 485-488, 1999.
159
[53]
X. Sun, S. B. Cronin, J. Liu, K. L. Wang, T. Koga, M. S. Dresselhaus and G.
Chen, "Experimental Study of the Effect of the Quantum Well Structures on the
Thermoelectric Figure of Merit in Si/SiixGex System," Eighteenth International
Conference on Thermoelectrics, Baltimore, MD, pp. 652-655, 1999.
[54]
R. Venkatasubramanian, E. Siivola and T. S. Colpitts, "In-Plane Thermoelectric
Properties
of Freestanding
Si/Ge
Superlattice
Structures,"
Seventeenth
InternationalConference on Thermoelectrics,Nagoya, Japan, pp. 191-197, 1998.
[55]
N. B. Elsner, S. Ghamaty, J. H. Norman, J. C. Farmer, R. J. Forman, L J.
Summers, M. L. Olsen, P. E. Thomson and K. Wang, "Thermoelectric
Performance
of Sio.8Geo.2/Si Heterostructures
Synthesized by MBE and
Sputtering," Thirteenth International Conference on Thermoelectrics, Kansas
City, MO, pp. 328-333, 1994.
[56]
T. Koga, X. Sun, S. B. Cronin, M. S. Dresselhaus, "Carrier Pocket Engineering to
Design Superior Thermoelectric Materials Using Superlattice Structures,"
Eighteenth International Conference on Thermoelectrics, Baltimore, MD, pp.
378-381, 1999.
[57]
X. Sun, The Effect of Quantum Confinement on the Thermoelectric Figure of
Merit, Ph.D. Thesis in Physics, Massachusetts Institute of Technology,
Cambridge, 1999.
[58]
E. Kessler, U. Dillner, V. Baier and J. MUller, "A 256 Pixel Liner Thermopile
Array Using Materials with High Thermoelectric
160
Efficiency," Sixteenth
International Conference on Thermoelectrics, Dresden, Germany, pp. 734-737,
1997.
[59]
A. D. Oliver and K. D. Wise, "A 1024-element Bulk-Micromachined Thermopile
Infrared Imaging Array," Sensors and Actuators A-Physical, vol. 73, no. 3, pp.
222-231, 1999.
[60]
D. Jaeggi, J. Funk, A. Haberli and H. Baltes, "Overall System Analysis of a
CMOS Thermal Converter," The 8th International Conference on Solid-State
Sensors and Actuators, Stockholm, Sweden, pp. 112-115, 1995.
[61]
E. Yoon, K. D. Wise, "An Integrated Mass Flow Sensor with On-Chip CMOS
Interface Circuitry," IEEE Transactions on Electron Devices, vol. 39, no. 6, pp.
1376-1386, 1992.
[62]
F. V61klein and E. Kessler, "Thermoelectric Microsensor for Heat Flux
Measurement,"
Seventeenth International Conference on Thermoelectrics,
Nagoya, Japan, pp. 214-217, 1998.
[63]
J. M. Kohler, G. Steinhage, J. Krause and K. Cammann, "Heat dissipation in
small drops on free-standing membranes studied using thin film thermopiles,"
Sensors & Materials,vol. 8, no. 6, pp. 357-372, 1996.
[64]
J. M. Kohler, M. Zieren, "Chip Reactor for Microfluid Calorimetry,"
ThermochimicaActa, vol. 310, pp. 25-35, 1998.
161
[65]
D. D. L. Wijingaards, S. H. Kong, M. Bartek and R. F. Wolffenbuttel, "Design
and Fabrication of On-Chip Integrated PolySiGe and PolySi Peltier Devices,"
Sensors and Actuators, 85, 2000, pp. 316-323.
[66]
A. V. Wagner, R. J. Forman and L J. Summers, "Fabrication and Testing of Thin
Film Devices," Fifteenth InternationalConference on Thermoelectrics, Pasadena,
CA, pp. 269-273, 1996.
[67]
C. Hilbert, R. Nelson, J. Reed, B. Lunceford, A Somadder and K. Hu,
"Thermoelectric MEMS Coolers," Eighteenth International Conference on
Thermoelectrics, Baltimore, MD, pp. 117-125, 1999.
[68]
J.-P. Fleurial, G. J. Snyder, J. A. Herman, P. H. Giauque and W. M. Phillips,
"Thick-Film Thermoelectric Microdevices," Eighteenth InternationalConference
on Thermoelectrics, Baltimore, MD, pp. 294-300, 1999.
[69]
R. Srinivasan, I.-M. Hsing and P. E. Berger, "Micromachined Reactors for
Catalytic Partial Oxidation Reactions," AIChE Journal,43, pp.3059-3069, 1997.
[70]
I.-M. Hsing, Simulation Strategiesfor MicrofabricatedChemical Systems, Ph.D.
Thesis in Chemical Engineering, Massachusetts Institute of Technology,
Cambridge, 1998.
[71]
C. B. Vining, "Silicon Germanium," CRC Handbook of Thermoelectrics, CRC
Press, New York, pp. 329-337, 1994.
162
[72]
R. Srinivasan, MicrofabricatedReactorsfor Partial Oxidation Reactions, Ph.D.
Thesis in Electrical Engineering, Massachusetts
Institute of Technology,
Cambridge, 1998.
[73]
Thomson, W., "On a Mechanical Theory of Thermo-Electric Currents,"
Proceedingsof the Royal Society of Edinburgh, 3, pp. 91-98, 1851.
[74]
loffe, A. F., Semiconductor Thermoelements and Thermoelectric Cooling,
Infosearch Ltd., London, 1957.
[75]
M. H. Cobble, "Calculation of Generator Performance," CRC Handbook of
Thermoelectrics,CRC Press, New York, pp. 489-501, 1994.
163
164