Enhanced Water/Steam Cycle for Advanced Combined Cycle Technology Author:

Enhanced Water/Steam Cycle for Advanced Combined Cycle
Technology
Author:
Patrick Bullinger
Siemens AG; Energy Solutions, Product Line Marketing Plant Solutions
Power Gen Asia
Bangkok, October 3 – 5, 2012
Abstract
The current energy market is driven by the request of further reducing CO
2 emissions. This accelerator for eco-friendly power generation is resulting in the necessity to integrate more renewable resources in the energy mix. The weather and daytime dependency of renewable energy causes highly fluctuating load profiles in the grid. A back up power generation with advantages in emissions, flexibility and low operational costs is required to ensure reliable electricity production. The catastrophe of Fukushima in March 2011 changed the direction of nuclear power generation in many regions. Combined cycle power plants can build a bridge towards the future when nuclear power plants have been switched off and the integration of renewable has been decelerated.
Due to high availability of gas resources in certain regions and further extension via liquefied natural gas (LNG) supported by the economic growth especially in emerging countries, combined cycle power plants are expected to play a major role in the energy mix in the future.
A new generation of gas turbines with combined cycle plant efficiencies of over 60% and enhanced operational flexibility entered the market with commercial operation in summer 2011.
The key to implementation of those new features is overall plant optimization, since power plants have to be designed to accommodate the new performance parameters.
A major driver for performance improvement is the optimization of the water/steam cycle in regard of temperature and pressure. Steam temperatures far above 565°C up to ~600°C and steam pressures above 170bar are used to attain highest efficiencies. These ambitious parameters cause huge challenges in regard of boiler materials, flexibility of the boiler and water chemistry.
Siemens is the only company to have accumulated operational experience with raised steam parameters in the combined cycle power plant “Ulrich Hartmann” SCC5-8000H 1S; Irsching
Unit No.4 with a net efficiency of 60,75%.
Based on that experience this paper presents the issues to be taken into account when designing an advanced water/steam cycle.
Power Gen Asia 1 Bangkok, Oct. 3. -5. 2012
Table of contents
4.3 Condensate Polishing – the key element for minimized chemical wear and tear .........20
5 Operational experience - EON Ulrich Hartmann SCC5-8000H, 1S (Irsching No.4) .......21
Power Gen Asia 2 Bangkok, Oct. 3. -5. 2012
1 Introduction
Today’s combined cycle power plants (CCPP) have to fulfill challenging requirements in order to comply with the boundary conditions requested by the energy politics, infrastructure and periphery. Although these requirements differ from region to region due to specific market environments, three major drivers can be determined. All of these requirements are necessary to ensure a successful operation of the power plant.
- Investment
- Efficiency
- Operational flexibility
Investment
Most of today’s power plant projects are purely economical driven. Naturally, the investor expects an attractive return of investment. Beside the margins generated by the revenues the investment is a key figure. It does not mean that the lowest price will result in the most attractive business model, as often reduced first investment result in additional cost during operation or reduce the capabilities of the proposed solution. The whole life cycle costs of a power plant have to be taken into account. Nevertheless, it is essential to optimize the solution to the lowest possible invest without jeopardizing the business model of the project.
Efficiency
The demand of highest efficiencies is a key requirement of today’s and tomorrows combined cycle power plants. Current developments in the energy markets are requesting fuel consumption saving and therefore the need of higher efficiencies due to the following reasons:
1. High gas prices in some regions (especially in the Asian, European and Latin American markets) with the consequence of high electricity production cost.
2. The further reduction of CO
2
emissions in order to enable-eco friendly operation is indispensable. The contribution of combined cycles is to reduce emissions due to operation at higher efficiencies. To give an example, an efficiency improvement of 1.5%-pts. saves 14.700
Power Gen Asia 3 Bangkok, Oct. 3. -5. 2012
tons of fuel gas per year while reducing CO
2
emissions by 41.000 tons per year when a 600MW combined cycle power plant will be operated at base load.
3. A very simple but decisive effect is the higher profitability during operation with higher efficiencies. Furthermore a high efficiency results in a low merit order and increases the probability to be dispatched.
Operational flexibility
The need of operational flexibility has become more and more important in recent years and this need is expected to continue for the mid term. To become a prime candidate of the dispatcher today’s combined cycle power plants have to be able to operate with fast fluctuating load profiles. Fluctuating load will occur more frequently in the future due to the following reasons:
First is the above mentioned increase of renewable integration in the energy mix. The nonavailability of wind or solar energy has severe impact on the load profile.
Figure 1.1 shows the forecasts for a typical day in Germany in 2020 with low versus high wind power feed-in. In the case of a high expected wind power input during the day as shown here, no further fossil power generation is required during the night, i.e. when demand is low, as there is a residual load (difference between demand and renewable feed-in) of zero or even overcapacity (that is to say negative residual load). Compared to a day with a low wind feed-in there is a continuous demand for about 20 GW of conventional base load capacity. The conclusion to be drawn is that the major part of the conventional power generating capacity will probably not be continuously required. This is the case in countries with growing renewable portfolio.
Power Gen Asia 4 Bangkok, Oct. 3. -5. 2012
50.000
45.000
40.000
35.000
30.000
25.000
20.000
15.000
10.000
5.000
0
1 3 5
Peaks
≥ 6h
≥ 8h
≥ 9h
≥ 10h
≥ 11h
≥ 23h
7 9 11 13
Time [h]
15 17 19 21 23 25
Peak
12 GW
≥ 6h
10 GW
2 GW
2 GW
≥ 8h
≥
9h
Daily start-stop
20.000
15.000
10.000
5.000
0
-5.000
-10.000
0 1
Loadramps:
Average: 56 MW/min
Max.: 377 MW/min
Min.: 0,028 MW/min
Peaks
≥ 6h
≥ 8h
≥ 9h
≥ 10h
≥ 11h
3
Overload
5 7 9
Peak
4 GW
11 13
Time [h]
≥
11h
2 GW
15 17 19 21 23 2 5
≥
23h
20 GW
8 GW
≥ 10h
10 GW
≥
11h
≥ 6h
2 GW
≥
8h
1 GW
2 GW
≥
9h
6 GW
≥ 10h
100% daily start-stop
Source: joint study Siemens and VDE, AT40 scenario, March 2011
Up to 100% of the fossil fleet in daily start-stop operation
Load ramps of about 200MW/min to be covered
Figure 1.1 Residual load cycles in the year 2020 (examples of feed-in scenarios) for Germany
Second is the highly fluctuating load caused by the changing demand during peak time.
As an example for Singapore the load profile of a typical day is shown in figure 1.2. The required load varies between 4,5GW (night time) and 6,5GW (peak). This fluctuating load has to be captured by highly flexible combined cycle power plants. This is especially important in
Asia where more than 50% of the energy supply is generated by less flexible coal fired power plants.
Many energy markets already require and compensate providers for short term additional power generation. This minute reserve can be very profitable and can only be provided by highly flexible power plants.
Power Gen Asia 5 Bangkok, Oct. 3. -5. 2012
6552MW
Weekday Peak load:
SPP and CCPP are operating
Peak & Intermediate load:
Predominantly CCPP
Sunday Peak load:
Mostly SPP and some CCPP are runing
4474MW
Source:
Enegy Market Authority, Singapore
May 2010
Figure 1.2 Fluctuating load profile in Singapore
Taking into account an increasing worldwide gross domestic product (GDP) and the growing availability of natural gas through the continuous extension of natural gas grids in combination with the uncertain outlook of nuclear power plants it’s not surprising that combined cycle power plants will play a major role in the future energy mix. Considering the ASEAN region, a compound annular growth rate (CAGR) from 2012 – 2017 of almost 6% is expected. LNG is becoming worlds new gas highway of choice with a potential of 10% CAGR capacity growth for the next 10 years. Especially for the ASEAN region with a global demand of LNG of almost
60% it clearly confirms the need of further extending of combined cycle power plants fleet.
The application of an advanced cycle supports the necessary extension of combined cycle power plants in regard of required efficiency, operational flexibility and profitability. This paper describes the inherent challenges to be taken into account when designing such a cycle.
Power Gen Asia 6 Bangkok, Oct. 3. -5. 2012
2 The levers of Performance increase
Steam turbine
Improved sealing technologies
Optimization of blade profiles (3DS)
Water steam cycle
Increase of steam parameters
Triple pressure reheat cycle
Improved heat transfer
Gas turbine
Increase of turbine inlet temperature
Reduction of cooling air consumption
Optimization of flow path and blade profiles
Fuel preheating
Figure 2.1 Plant efficiency improvement areas
There are several different approaches that can be used to increase efficiency of a combined cycle power plant. As shown in figure 2.1, in addition to optimization on a component level main driver is the optimization of the water/steam cycle.
This paper will focus on the improving combined cycle capability through changes to the water/steam cycle, specifically increasing the steam temperature and pressure. The necessary increase in steam parameters is only feasible due to the steady improvement of the gas turbine and steam turbine. The constant increase of the turbine inlet temperature of the gas turbine led to exhaust temperatures far above 600°C and enabled the application of a 600°C water/steam cycle.
Figure 2.2 shows the constant improvement of combined cycle efficiencies starting from 52% efficiency with low steam parameters in 1991.
Siemens H-class combined cycle power plant technology has proven the capability to operate at efficiency levels far above 60% today. This development was enabled via a stringent application of total plant optimization.
Power Gen Asia 7 Bangkok, Oct. 3. -5. 2012
1991
SGT5-2000E
1996
SGT5-4000F
2001
SGT5-4000F
2011
SGT5-8000H
52 % Efficiency*
Killingholme
2 x 470 MW, 2x(2+1)
T exh
T/p
Life steam
= 548°C
= 516°C/ 75bar
Basis
56 % Efficiency*
Didcot B1&2
702 +710 MW, 2x(2+1)
T/p
T exh
Life steam
= 562°C
= 515°C/ 100bar
Reduction of CO
2
- 7.1 %
* Net efficiency achievable with this technology / project specific efficiencies may vary and serves as basis for CO
2
58 % Efficiency*
Mainz-Wiesbaden
>400 MW, (1+1)
T/p
T exh
Life steam
= 585°C
= 547°C/ 105bar emissions
- 10.3 % reduction of gas fired generation
>60% Efficiency*
Irsching 4
SCC5-8000H 1S 570 MW
T/p
T exh
Life steam
= 640°C
= 600°C/ 171bar
- 13.3 %
Advanced GT technology allows for significant improvement of competitiveness
Figure 2.2 Product development of CCPP
The increase in steam parameters coming from 565°C and 105 bar (typical SCC5-4000F application) is a design challenge especially for the Heat Recovery Steam Generator (HRSG) for the following three reasons:
1. Steam parameters above 565°C require special attention to the use of boiler
materials.
2. Above a certain steam pressure level the natural circulation as realized in a natural circulation drum type boiler can not be sustained anymore.
3. High pressure steam increases the challenges to mainatain feed water chemistry
Siemens engineering has developed designs to overcome these hurdles and achieve record breaking combined cycle efficiency.
Power Gen Asia 8 Bangkok, Oct. 3. -5. 2012
3 Challenges of the advanced cycle
The three challenges as described in chapter 2 defined by the application of raised steam parameters will be described in the following chapter.
3.1 Impact on boiler materials
One of the most critical components of the advanced cycle is the Heat Recovery Steam
Generator (HRSG), especially the HP-superheater and IP-reheater section. To enable operation conditions with steam temperatures of ~600°C and pressures above 170bar, materials for the critical sections need to have a combination of the following capabilities:
- sufficient creep strength behaviour at design temperature (stable microstructure)
- acceptable resistance to steam side oxidation (determined by Chrome content)
- sufficient fatigue characteristics to resist to extreme thermal cycling requirements
- acceptable cost of the design solution
3.1.1 Impact of steam side oxidation
A huge challenge caused by increased steam parameters is steam side oxidation of the affected components. Figure 3.1 provides an overview of typical tube inner and outer wall temperatures for the HP-final superheater fintubes. Temperatures marked in green are related to clean conditions without any oxidation layer on the tube inner wall. Temperatures marked in red represent the case that steam side oxidation occurs. The oxidation layer on the inner wall hinders the heat transfer due to its low thermal conductivity and results in an increase of the tube wall temperatures. The increased middle wall temperature results in reduced strength properties and has to be considered in the design by selection of appropriate temperature margins. Also a respective corrosion allowance should be considered to account for the loss of tube base material due to the oxidation.
This effect would have to be considered in the design of the respective components.
Power Gen Asia 9 Bangkok, Oct. 3. -5. 2012
Figure 3.1: Temperature behaviour based on steam side oxidtaion
Oxidation rate
The formation of oxide scale on the tube inner wall (oxidation kinetic) is mainly driven by:
- Steam temperature, tube inner wall temperature
- Material (esp. chrome content)
- Grain size (esp. austenit)
Steam temperature
The influence of the steam temperature on the oxidation layer growth rate is shown in figure 3.2 for the application in the inner tube wall with the material P91. The higher the steam temperature the higher the oxidation rate. A disproportionate increase of the oxidation layer thickness can be seen in the temperature range of 600°C which is the crucial temperature for the advanced cycle. This effect has been evaluated and confirmed by different applications in steam plants and has to be considered for the design of the respective components.
Power Gen Asia 10 Bangkok, Oct. 3. -5. 2012
Figure 3.2 Impact on oxidation layer thickness [2]
Chrome content
The oxidation rate is determined by the Chrome content of the material. The higher the Chrome content the better the oxidation resistance. Figure 3.3 shows the oxidation growth behaviour for different materials (based on a tube inner wall temperature of 600°C). The chart for 9% chrome content is representative for T91 and T92, whereby oxidation resistance of P91 is reported to be slighly better compared to T92. The chart provided for 12% chrome steels is typical for martensitic materials.
Power Gen Asia 11 Bangkok, Oct. 3. -5. 2012
Figure 3.3 Oxidation behaviour based on Chrome content [2]
A significant change in oxidation rate can be seen at a content above 12% (figure 3.4). A further increase of the Chrome content has only slight impact on the resistance of the oxidation rate.
Below a Chrome content of 9% (e.g. P91/ T91) the oxidation rate behaviour is comparatively poor. This effect has to be considered for the design of the respective components.
Chrome content
Figure 3.4 Chrome content over oxidation rate
Power Gen Asia 12 Bangkok, Oct. 3. -5. 2012
3.1.2 Spallation
The oxide scale on the tube inner surface has got different thermodynamic properties compared to the base material. Especially the thermal expansion coefficient is different. Especially in case of transient operation, e. g. start-up and shut-down resulting in mechanical stress between oxide scale and base material. Above a certain thickness of the oxidation layer spallation has to be unavoidably expected. Spallation has a major impact on the water/steam cycle due to the following reasons:
1. Solid particle erosion due to spallation especially during start-up and shut-down
(highest strain load)
2. Material abrasion due to spalling (loss of base material, loss of strength)
3. The oxidation layer serves as protection of itself by limiting further oxidation growth.
Spallation in a certain temperature and time range results in an uncontrolled growth behaviour of the oxide layer.
As a consequence above a certain temperature range tube materials with chrome content >12% have to be considered to limit negative effects caused by the formation of oxide scales on the tube inner walls.
Reference [1]
Severe scale separation, cracking, and exfoliation were observed in T91 pendant reheater tubing in a Japanese utility boiler after around 40.000 hours of operation. Separation occured at the interface between the inner and outer layers of scale (figure 3.5).
Power Gen Asia 13 Bangkok, Oct. 3. -5. 2012
Figure 3.5 Spallation of inner surface tube
3.2 Application limits of the drum type boiler
Drum type boiler
A high-pressure drum in the HRSG is one of the most critical component with regard to limitation in the start-up and ramping procedure as a thick-walled component exposed to large temperature gradients and high operating pressures. Fatigue damage of the drum caused by alternating stress is increasing disproportionally with higher wall thickness.
Typical approximate values for the drums are:
Pressure level
180bar
130bar
Wall thickness
~140mm
~100mm
--> SCC5-8000H
--> SCC5-4000F
First calculation shows, that the impact on life time for a 160 bar solution is approximately 8 times higher then for a 125 bar solution when similar load gradients are considered
Power Gen Asia 14 Bangkok, Oct. 3. -5. 2012
From a thermodynamical point of view, another effect is restricting the application of the drum boiler especially for increased steam pressures (figure 3.6).
The natural circulation effect is driven by the difference in density of water and steam in the evaporator and downcomer tubes. As the difference in density decreases with the higher pressures there is a limit for drum pressure of about 180 to 190 bar for natural circulation boilers. In regard of a safety margin application, the practical limit will be maintained at
~170bar.
600
500
400
300
200
100
1000
900
800
700
Density Water
Density Steam
Difference
0
0 50 100 150 200 250
Pressure [bara]
Figure 3.6 Pressure limit for natural circulation
The pressure limitation is counter productive to the requirement of raised steam parameters as described above. For that reason an application of a thick walled drum type HRSG is suitable for moderate steam parameters below 170 bar and base load operation only.
Impurities in the water/steam cycle can lead to deposits and corrosion phenomena of the affected components. It must be realized that this effect has negative impact on the lifetime of the components and that efficiency of the power plant might be decreased. The Water chemistry is a crucial topic for the successful operation of a power plant independent of the boiler type.
In a once-through boiler design the complete evaporation of the feedwater occurs within the evaporator tubes. All salt impurities as well as corrosion products will deposit at the internal
Power Gen Asia 15 Bangkok, Oct. 3. -5. 2012
heat exchanger tube surfaces especially in the evaporation area. It is also possible that these impurities and corrosion products will be transported into the super-heater and the steam turbine and may entail severe damages (e.g. stress corrosion cracking).
In a drum type boiler application two different effects occur and have to be considered for the respective design. First is the transportation of impurities due to mechanical and vaporous carryover and the second is increasing solubility of silica at high pressure steam.
It is important that mechanical carryover is controlled and well-known for each boiler. Vaporous carryover occurs due to the volatility of the substances present in the boiler water. The effect of carryover is intensified with raised steam pressures.
Silica shows the highest solubility of feedwater contamination within high pressure steam
Deposits of silica caue an efficiency reduction due to increased roughness of the steam turbine blading surface.
These two effects are intensified at raised steam parameters which is challenging for the design of an advanced cycle.
Power Gen Asia 16 Bangkok, Oct. 3. -5. 2012
Based on the challenges described above this chapter addresses the technical solution for the application of raised steam parameters in the advanced cycle.
4.1 Boiler material for the EN and ASME market application
To find the best possible design solution for the material of the HP-superheater and IP-reheater heating surfaces the effects as described in chapter 3.1 have to be considered for the respective design. A detailed design study on that topic has been performed by Siemens. The programm target was to find the best technical solution for the application in an HRSG with 600°C steam temperatures for both the EN (former DIN) and ASME market requirements. Solutions are identified for regions which use EN requirements and those that use ASME requirements.
Material choice for EN
Material VM12-SHC from Vallourec Mannesmann has been selected for the application in the
EN market. This material has a chrome content of 12% and is considered the best technical solution to fulfill all requirements in regard of creep, steam side oxidation, fatigue and cost.
VM12-SHC has been applied in Siemens SCC5-8000H power plant Ulrich Hartmann (Unit
No.4; Irsching) for the high temperature superheater and reheater section up to 600°C. During design, manufacturing and installation valueable experience has been obtained for future applications. As of August 2012 the plant is operating for more than 12.500EOH in CCPP operation without any issues.
Material choice for ASME
According to Vallourec Mannesmann the issue of a Code Case for the use of VM12-SHC within
ASME stamped boilers is still uncertain and will take a minimum of one year. Therefore VM12-
SHC cannot currently be used at this time for ASME stamped applications. VM12-SHC is the technical solution for the EN market only.
Based on that issue and with the support of operational experience from Ulrich Hartmann power plant (SCC5-8000H; 1S; Irsching No.4) a design study of the different feasible material combinations has been conducted. Various sophisticated detailed design solutions have been
Power Gen Asia 17 Bangkok, Oct. 3. -5. 2012
evaluated in regard to creep, steam side oxidation, fatigue and cost. An alloy on a basis of a 18-
20% chrome content has been found as the best technical and economical solution for the advanced cycle to meet ASME market requirements.
4.2 BENSON® technology with 3 pressure Reheat
The main feature of BENSON® boiler technology is once-through steam generation. In this type of boiler, the conventional separation of steam and boiling water inside a boiler drum is not necessary. Steam is generated directly within the evaporator tubes of the boiler. As shown in figure 4.1 the high pressure drum can be omitted and replaced by a steam separator.
Drum Boiler Once-Through Boiler
Steam Steam
Feedwater
Heating
Feedwater
Heating
Figure 4.1 BENSON® vs. drum type boiler
A temperature-controlled start-up process which uses optimized high-capacity de-superheaters to limit steam temperatures during the startup process has been developed for warm and cold starts. This reduces thermal stress in critical components of the steam turbine.
The application of a BENSON® HRSG allows an increased number of permissable starts and cycling events over the lifetime, by reducing stress induced fatigue in the high pressure section of the HRSG.
Power Gen Asia 18 Bangkok, Oct. 3. -5. 2012
Since the limiting component of the HP drum is omitted, and due to a thin walled separator with wall thickness of only ~55mm at 180bar increased load gradients and highest operational flexibility can be realized.
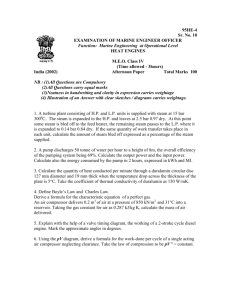
To further improve the water/steam process with regard to combined cycle efficiency, a three pressure reheat process has been applied. Figure 4.2 shows a typical Q-T (transfered heat, temeperature) diagram for HRSG comparing the different reheat processes in order to explain the advantage of a three pressure reheat process.
The exhaust gas temperature limits the maximum achievable steam temperature. The exhaust gas thermal heat defines the limit for overall heat transfer to the water/steam cycle.
The area between the exhaust gas temperature line (pink) and the corresponding water/steam process line defines the amount of energy losses. The thermodynamical target is to reduce this area in order to generate the highest possible heattransfer between the exhaust gas and the water/steam cycle. This improvement can be achieved by increasing the heat exchange surface or by the application of an improved three pressure reheat process. Due to the high cost impact of increasing heat exchange surfaces, a theoretical optimum for the corresponding process has been defined for the application in a three pressure reheat process.
Figure 4.2 Temperature curve of a typical Heat Recovery Steam Generator (HRSG)
The definition of economically optimized heat exchange surface is based on economical criteria and rules the process design as well as achievable water/ steam temperature, pressure and flow rates. As this component is of major importance for boosing efficiency and operational
Power Gen Asia 19 Bangkok, Oct. 3. -5. 2012
flexibility this sophisticated design solution has been developed Siemens in-house on the basis of the available experience with previous BENSON® boilers. .
4.3 Condensate Polishing – the key element for minimized chemical wear and tear
The operation of the Condensate Polishing Plant ensures the required feedwater purity for a once-through boiler. Because of the concept of mixed bed filter with upstream mechanical treatment process (one way cartridge filters) the main condensate is cleaned from corrosion products and ionic impurities. Siemens recomends to use a condensate polishing plant for oncethrough boiler in order to keep the contamination of feedwater within the limits (e.g. VGB or
EPRI).
The evaporation of the drum boiler circulating water causes a continuous concentration of trace impurities introduced by the feedwater. In order to achieve the recommended values for steam purity and boiler water quality the operation of the boiler blow-down has to be performed. With increased temperature and pressure the volatility of the impurities is increased and a higher boiler water quality and respectively higher feedwater quality may be required. Therefore the usage of a condensate polishing plant has to be considered.
Additionally the main advantages of a condensate polishing plant are:
Waiting time for steam purity is reduced (shorter start up times especially for cold and warm starts)
Impurities concentrations will stay well beyond the critical limits
No operational limitations of the power plant
Higher flexibility
Lower blow down rates (reduced loss of water and heat)
Reduced duration of commissioning time
Minor contamination due to leakages will be removed
Power Gen Asia 20 Bangkok, Oct. 3. -5. 2012
5 Operational experience
EON Ulrich Hartmann SCC5-8000H, 1S (Irsching No.4)
The Siemens combined cycle power plant Ulrich Hartmann (SCC5-8000H; 1S; Irsching No.4) is the first power plant in commercial operation with a proven net efficiency far above 60%
(60,75% confirmed by the independent technical inspection authority “TÜV SÜD”). This power plant was extended and converted to a combined cycle power plant and was restarted in January
2011. The simple cycle operation with the new H-class technology had first fire in December
2007.
The single shaft design was developed in the early 1990s and has been successfully implemented since then in the SCC5-4000F 1S. More than 100 units using the single shaft design are currently in commercial operation.
The H-class gas turbine design is a common development that integrates Westinghouse and
Siemens design experience and combines the best technologies out of both established product lines to ensure a best available and reliable solution.
Siemens is the first and only manufacturer who realized the operation of a combined cycle power plant with the application of an advanced cycle. All relevant requirements necessary for the advanced cycle has been applied.
- raised steam parameters
- BENSON® Technology with three pressure reheat
- Application of VM12- SHC for boiler materials
This overall plant optimization led to the world record net efficiency of 60,75% without sacrificing operational flexibility. Figure 5.1 shows the plant layout of Irsching Unit No.4.
Power Gen Asia 21 Bangkok, Oct. 3. -5. 2012
Figure 5.1 Plant Layout of Ulrich Hartmann
BENSON® Technology – development and delivery by Siemens
E.ON’s Ulrich Hartmann combined cycle power plant is characterized by the application of the proven BENSON® design technology with a three pressure reheat process. This power plant is the first unit in commercial operation (> 12.500 EOH and >330 starts; CCPP operation) with raised steam parameters:
GT exhaust temperature
Life steam temperature
Reheat temperature
Life steam pressure
~600°C
~625°C
~600°C
~170bar
This combination enables the breakthrough of highest sustained efficiency with great operational flexibility. The once through Boiler with BENSON® Technology as applied in
Irsching No.4 with all the advantages of approved design concepts is shown in figure 5.2. The design principles are based on the proven F-class plant design with high operational experience.
Power Gen Asia 22 Bangkok, Oct. 3. -5. 2012
Approved Design Concept
3-Pressure with Reheat
Horizontal Arrangement, Top
Supported
Cold Casing Construction
Standard Plant Arrangement Concept
Standard Process Engineering
Equipment
Figure 5.2 BENSON® HRSG
The application of the boiler material VM12-SHC was applied in Irsching No.4 in order to apply the best technical solution in regard to creep, steam side oxidation, fatigue and cost.
Operational Flexibility
Although Irsching No.4 was designed and sold as a base load unit the current dispatch situation requires a daily start/stop cycle (figure 5.3). This high fluctuating load profile can be matched due to the high capacity of operational flexibility of this combined cycle power plant. This advantage of exceptional flexibility required by current market environments will be described in the following.
Figure 5.3 typical daily load profile of Irsching No.4
Power Gen Asia 23 Bangkok, Oct. 3. -5. 2012
The application of the FACY TM (FAst CYcling) Technology facilitates an overnight shut-down and helps further reducing CO
2 emission and saving fuel cost. Figure 5.4 shows an extract of the test results of the start-up procedure in Irsching No.4. The FACY TM technology was tested successfully on the basis of raised steam parameters (~170bar; 600°C).
600
500
400
300
200
100
GT speed
Plant start-up time < 30 min.
ST speed
Plant output
GT load
CC full load
60
50
40
30
20
10
0 0 load
Improved start up
GT ignition Time [min]
Conventional start up
GT @ base load
~30 min.
time
Figure 5.4 fast start up with FACY TM
FACY TM enables the first steam generated to be delivered directly to the steam turbine. The shorter start-up time and the ability to utilize the steam from the very beginning improve the formerly inefficient start-up process by 14% points. That enables the participation in the highly
Power Gen Asia 24 Bangkok, Oct. 3. -5. 2012
profitable spot market (tertiary reserve). Table 5.5 shows a reference of successful installed
FACY TM technology in commercial operation.
Table 5.5 References of FACY TM Technology
Not of less importance is the opposite direction in regard of fast shut-down due to grid failures or sudden oversupply of renewable (negative residual load). A fast shutdown has been validated in Irsching Unit No.4 within less than 30 minutes. Despite a world class efficiency and power the plant can be parked at less than 100MW (20% CCPP power) with an efficiency typical for high end open cycle applications.
For that reason the SCC-8000H is the perfect choice for high efficient applications in all relevant operation regimes (Peaker, Intermediate or Base Load) and the guarantee of high operational flexibility in order to meet all necessary market requirements. .
Power Gen Asia 25 Bangkok, Oct. 3. -5. 2012
There is a clear expectation that combined cycle power plants will play a major role in the energy mix in the future. This is driven by the following factors
There is a high availability of gas resources in certain regions and the further extension via LNG or gas grid is supported by the economic growth especially in the emerging countries.
A drive for eco-friendly power is resulting in a need to integrate more renewable resources, which drive the need for fast, flexible operation.
Low emissions and low operational costs demand high efficiencies.
The Optimization of the power plant as a whole unit is thereby mandatory to achieve these ambitious targets. The application of an advanced cycle with raised steam parameters and the application of the requested materials for highest technical loads enable the combined cycle power plant to realize efficiencies beyond 60% while enabling fast starting, fast cycling and dependable operation.
This paper described how this optimization has been realized in the benchmark power plant
Ulrich Hartmann, SCC5-8000H, 1S (Irsching No.4). The application of the flexible BENSON® technology with raised steam parameters to enable highest efficiencies beyond 60% is the ideal reference for an advanced cycle.
Figure 6.1 shows the evolution of combined cycle power plants during the last 20 years. This constant development will also be necessary for future applications and the demand of higher efficiencies in combination with affordable electricity will further drive the combined cycle power plant developments.
Power Gen Asia 26 Bangkok, Oct. 3. -5. 2012
Figure 6.1Evolution of combined cycle power plants
The sophisticated design solution as applied in the power plant in Irsching No.4 means the highest degree of reliable and proven innovation due to an integrated development of all relevant components from one hand.
Siemens’ technology gives answers to the regional specific requirements and offers innovative design concepts for combined cycle power plant applications to the customer.
A world-class efficiency with operational experience of more than 12.500 EOH; CCPPoperation without any issues, excellent start-up and operational reliability emphasize the success story of Irsching No. 4. These outstanding references are highly appreciated by our customers.
As of today more than 15 SGT-8000H gas turbines has been sold in the 50& 60Hz market.
It’s tested, it’s validated, it’s commercially available and it’s running...
Power Gen Asia 27 Bangkok, Oct. 3. -5. 2012
7 References
[1] Japanese with steam oxidation of advanced heat resistant steel tubes in power boilers;
N.Nishimura
[2] Oxidschichtwachstum Bereich HD- Endüberhitzer, Stefan Rasche, 2006-04
Christoph Schmitt, 2012-04
[5] L. Balling, Dr. U. Tomschi, A. Pickard, G. Meinecke, “Fast Cycling and Grid Support
Capability of Combined Cycle Power Plants to optimize the Integration of Renewable
Generation into the European Grid: Live examples from projects in NL, F, UK, D”,
PowerGen Europe, Amsterdam, June. 2010
[6] The Future Role of Fossil Power Generation; Andreas Pickard, Gero Meinecke, Power
GEN
[7] Beauftragung von FANP für AHDE-Materialuntersuchung bei 600°C FD für GUD;
Tanja Seibert, Rainer Hardt; AREVA NP GmbH; 2006
[8] Dr. R. Fischer, P. Ratliff, W. Fischer, “SGT5-8000H – Product Validation at Irsching
Test Center 4” Power-Gen Asia 2008
[9] Dr. S. Abens, Dr. F. Eulitz, I. Harzdorf, M. Jeanchen, W. Fischer, R. Rudolph, P. Garbett,
P. Ratliff, “Planning for Extensive Validation of the Siemens H-Class Gas Turbine
SGT5-8000H at the Power Plant Irsching”, ASME Power Conference, July 2009,
POWER2009-81082
[10] Gas Fired Power Generation Outlook to 2020; Siemens Marketing; August 2012
[11 ] Ein Jahr Betrieb im Ulrich-Hartmann-Kraftwerk (Irsching 4); Lothar Balling; BKW;
June
Power Gen Asia 28 Bangkok, Oct. 3. -5. 2012
8 Copyright
The content of this paper is copyrighted by Siemens AG Energy Sector and is licensed only to
PennWell for publication and distribution. Any inquiries regarding permission to use the content of this paper, in whole or in part, for any purpose must be addressed to Siemens AG Energy
Sector directly.
Power Gen Asia 29 Bangkok, Oct. 3. -5. 2012