Draft GT2006-90154
Operation on Process Off-gas of a 24MW SGT-600
gas turbine on an LNG plant in China
Torsten Strand,
Siemens Industrial Turbomachinery, Sweden
A privately owned LNG plant was started up at the Tuha Oil Fields in western China during 2004. The
plant is running on associated gas from the oil field and the LNG is delivered to central China by trucks.
The plant was delivered by Tractebel with Linde AG being responsible for the LNG process design. The
compression set of the refrigeration cycle consist of a three-stage Ebara compressor driven by a 24 MW
Siemens SGT-600 gas turbine operating on the off-gas from the LNG plant.
The operation of the gas turbine integrated in this plant is associated with some special challenges:
- the ambient conditions out in the desert.
- the fuel varies from natural gas to a process gas consisting of methane diluted with up to 28%
nitrogen
- the refrigeration medium circulated by the driven compressor is changing in composition with load
- the starting procedure with the compressor in the refrigeration loop
A combustion test was performed to verify that the DLE combustion system could accept the variations in
gas composition.
The control system was modified to handle the variable gas qualities in the fuel and in the refrigeration
loop.
The commissioning of the gas turbine/compressor set was a long process governed by the LNG plant
commissioning. It included some unexpected events.
In the end all is working well. It is shown that a standard SGT-600 DLE unit can start and operate
reliably and with low emissions on very much diluted natural gases.
The LNG plant
This very special LNG plant is situated at the Tuha
oil fields in western China out in the desert some
300 kilometer south-east of the city of Urumqi, not
far from the ancient Silk road.
The plant is operating on associated gas from the
oil field. The liquefied gas is transported by trucks
to main China.
The LNG plant is working like a huge freezer were
the compressor for the cooling medium is driven by
a gas turbine. The temperature necessary for
liquefying natural gas is -180°C. The refrigeration
medium is composed of hydrocarbons.
The process is producing a boil-off gas that consists
of methane and nitrogen. The content of nitrogen is
increasing with plant load, up to 28 volume % at
full load. The off-gas is used as fuel for the gas
turbine.
The requirements on the gas turbine
Ambient conditions
The plant is situated in position as far a possible
from any sea, some 600m above see level. The
ambient conditions are thus somewhat special
• the pressure level is a little below normal, 93
kPa
• the air temperature goes from + 45 to - 20°C
• the humidity is in the range 4 – 15 %
which generally means that the air mass flow in the
gas turbine is on the low side and with a low
specific heat.
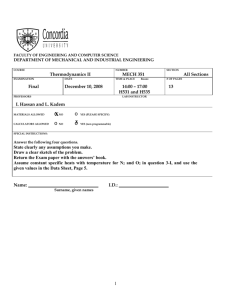
Figure 1: Schematic of the plant
The gas turbine fuel
The fuel is natural gas at start of the plant, but then
mixed with an increasing amount of process off-gas
in proportion to plant load. Also the process off-gas
changes with load. It is consisting of methane
diluted by nitrogen, the amount of which is
increasing with load. At full load the fuel is
supposed to be 95% process gas with a nitrogen
content of 28 volume % and 5% natural gas:
• the gas turbine combustion system has to coop
with the changing fuel composition
A general requirement was that the gas turbine
combustion system had to be of dry low NOx type.
© Siemens AG 2006. All rights reserved.
The cooling medium
The cooling medium is also changing with load,
which means that the three-stage refrigeration
compressor is operating at different conditions.
It is normally natural gas at plant start up. With
increasing plant load heavier hydrocarbons are
added to decrease the temperature in the LNG tank.
This has some implication on the gas turbine:
• the variable speed compressor, which is driven
by the power turbine of the gas turbine, is
always in the cooling loop
• the heavier the medium the higher the shaft
torque (also at start up)
• the compressor surge control, which is
included in the gas turbine controller, has to be
automatically adjusted for the change in
cooling medium composition
• the nominal compressor power demand is 17
MW at to = 32°C, but could on a cold day
reach 22MW
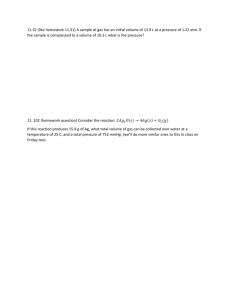
The waste heat recovery unit
The exhaust system includes a waste heat recovery
unit for oil preheating with a rather unusual
configuration, which causes a somewhat high and
variable pressure drop.
GT10B Tuha exhaust duct
Stack
Butterfly valve
GT
Silencer
Oil
heater
Figure 2. The exhaust duct with the heat recovery
unit and it´s controlling butter fly valve
The gas turbine/compressor set
The gas turbine SGT-600 with a nominal shaft
power of 25 MW at ISO conditions was chosen for
driving an Ebara three stage compressor. The
compressor has a maximum speed of 7400 rpm
which fairly well matches the two stage power
turbine, which has a nominal speed of 7700 rpm.
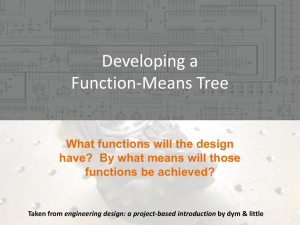
The gas turbine has
• a 10 stage compressor with a pressure ratio of
14:1
• a DLE combustion system consisting of a film
cooled annular combustor with 18 burner of the
lean premix type
• a two stage internally cooled compressor
turbine
• a two stage uncooled power turbine
Figure 3: Cross section of the SGT-600 gas turbine
The main initial questions for this application were
• will the combustion system handle the diluted
fuel gas
• how to modify the fuel control system for
operation on variable nitrogen content in the
fuel
• could ignition be achieved on diluted gas
• how to arrange surge control on the three
stages of the driven compressor, considering
the changing cooling medium
A gas analyser in the LNG plant was installed for
continuously supplying data on the fuel and the
cooling medium to the plant and gas turbine
controllers.
The combustion system
The DLE combustion system of SGT-600 was
developed in 1989-90 and has a long experience on
natural gas. The annular combustor is film cooled.
About 60% of the compressor air is used as
combustion air in 18 conical burners. The main fuel
is injected along the air slots of the burner and the
pilot fuel in the centre of the cone.
e
d
c
b
a
Figure 4 Cross section of the combustor and burner
a) combustor, b) one of 18 burner, c) main gas
manifold, d) pilot gas manifold, e) igniter and flame
detector
© Siemens AG 2006. All rights reserved.
The experience of operation on diluted gas was
limited to lower dilution rates. Several units are
since long in operation on diluted natural gas in the
Netherlands. The Dutch gas contains 14% nitrogen.
Combustion air
Vortex breakdown
Main Gas
Pilot Gas
Main Gas
Gas injection
holes
the burner, which was equipped with a glass slot
along the cone.
The fuel system was rebuilt for separate injection of
nitrogen into the main and pilot fuel supply lines.
The objectives of the test were in addition to the
standard measurements of combustion testing
(flows, pressure drops, temperatures etc) to
• watch the flame for changing position and
shape with variation of nitrogen content
• measure combustion pulsations and emissions
• check ignition performance
Ignition
Flame front
Main&pilot fuel pfr
mfuel, p, T
mburner
m tot, T, p
Figure 5. The DLE burner of SGT-600
Air
Main&pilot N2
Video cameras
p
The combustion system had also been operated on
propane, thus with lower fuel injection velocities.
∆p
mcool
The general philosophy for this DLE burner is that
due to the high combustion air flow (which is 80%
nitrogen) there is a very limited influence on the
combustion kinetics from a small amount of
nitrogen in the fuel.
However the nitrogen in the fuel will increase the
fuel injection velocities, which could change the
distribution of the fuel in the burners. The question
was than if the injection geometry (main hole sizes
or number of holes, pilot injector slots) had to be
modified to accept the addition of 28% nitrogen.
It was decided to perform a single burner test in
order to find out if the standard geometry would
work or is it had to be modified.
The combustion test
The single burner test was performed at the
Combustion Test Centre in Whetstone outside
Leicester, UK.
A cylindrical test combustor for one burner was
used. The geometry and wall cooling configuration
was designed to resemble the annular combustor as
closely as possible. It is always difficult to model
the effect of the neighbouring burners of an annular
combustor in a single burner test.
Test burners with standard and enlarged main
injection holes were fabricated.
Several pilot injectors with enlarged and modified
injection geometries were tested in a hydraulic rig
and the best were chosen for the combustion test.
It was believed that the increased pilot injection
momentum could have a destabilising effect on the
burner flow.
The test combustor was installed in a combustion
test cell, which had been modified for flame
visualisation. One video camera was viewing the
flame in the combustor and one was looking into
N2
m, p, T
P´
NOx, CO, TOC, O2, CO2
Figure 6. Schematic test set up
The first test object was the standard burner and
pilot fuel injector.
The test program covered a number of points on the
gas turbine operating line at different ambient
conditions. At each point the pilot fuel ratio was
varied. The testing started with operation on natural
gas. Nitrogen was first added in steps to the pilot
gas and then to the main gas.
Test result
It was found that the nitrogen injection in the pilot
had little influence on the flame position.
The flame position was however quite strongly
influenced of nitrogen injection in the main gas.
The flame was creeping more and more inside the
burner, as an effect of the stronger fuel injection
towards the centre of the burner
At very high nitrogen rates in the main gas an
unstable situation was reached: a repeated process
of
• flame slowly retracting into the burner
• instant flame back (the flame moving upstream
on the centre line of the burner, not heating the
burner walls)
• flame “spitted out”
The range for operation on diluted gas was shown
to increase by increasing the pilot fuel ratio, mainly
as an effect of reduced main gas penetration.
The standard burner could operate without coming
close to flame back on 28% nitrogen, so the test on
© Siemens AG 2006. All rights reserved.
©Siemens Power Generation 2003. All Rights Reserved
the modified burner was found unnecessary. A test
with a modified pilot injector was performed but
without any measurable influence on the
performance.
Power Generation
Figure 7. Flame back sequence
The results of the test were very positive since it
was found that
• the standard burner and pilot injector could
accept the high nitrogen content with margin
• the nitrogen dilution range could be extended
by increasing the pilot fuel ratio
• no combustion pulsations were found
• flame back conditions could be indicated in
advance by the increasing pressure drop
variations across the burner
• ignition on diluted gas could be achieved with a
slight increase in fuel flow, basically to keep the
combustible gas content constant
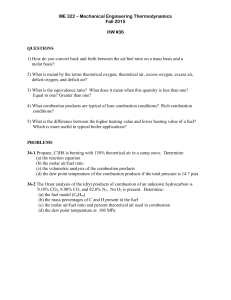
SGT-600 Single Burner Test at 100% load
400
N2 in pilot
NOx
60
300
N2 in main fuel
40
200
Pilot fuel ratio
20
100
CO
0
70
75
80
85
90
CO ppm v
Pfr% , N2 ratio % , NO x ppm v
500
80
95
0
100
Test reading no
Figure 8. General emission test results at 100% load
The emission performance looks basically the same
at all loads as shown in figure 9.
NOx is strongly depending on pilot fuel ratio. NOx
is decreasing with increasing N2 in the pilot fuel,
but not affected by the N2 in the main fuel.
CO is not affected by the N2 in the pilot fuel but
increased by the N2 in the main fuel.
The general conclusions are that
• the SGT-600 cone burner has a very wide
capability to accept diluted fuels
•
•
the dilution limit resulting in flame back can be
detected in advance by a standard pressure
drop measurement on the combustor
ignition can be achieved on diluted fuel
dilution of natural gas results in lower NOx
emissions
Plant commissioning
Since the refrigeration compressor is in the cooling
loop of the LNG plant, the commissioning of the
gas turbine and the plant had to go hand in hand,
which proved to be a comparatively long process.
Normally the SGT-600 is commissioned in six
weeks, but in Tuha it took several months.
11
100
•
Start procedure
The start up of the compressor set showed to be
somewhat different, since the compressor required
quite a lot of power already at low speed in spite of
fully open surge control valves. Normally the gas
generator is accelerated to an idle = no load
condition. But in this case high load was reached
already during that acceleration so the acceleration
sequence had to be modified to a slower continuous
loading process, governed by the time needed by
the plant itself.
The commissioning was mainly done during the
summer with ambient temperatures in the range of
35-45°C, somewhat low ambient pressure and a
humidity of around 4 %. The air mass flow into the
compressor could be characterised as “low and
thin”.
Too high engine exhaust temperatures were
measured during the initial gas generator
acceleration, often tripping out the gas turbine. The
start setting values (cross ignition gas level,
acceleration ramps) were adjusted with some
improvements. After some time it was found out
that the explosion proof thermo-couple wiring
between the gas turbine and the control room was
of different standard, resulting in too high readings
at high ambient conditions. The temperature limits
could with this knowledge be compensated for this
effect.
In due time the wiring was exchanged.
The gas turbine was supposed always to start on
natural gas. However after operation on process gas
there is diluted gas in the 55 m long supply piping,
not natural gas. The problem was solved by a
control program modification, so that the start
control sequence is for some time using gas data
from the last stop to calculate the fuel valve values.
A small gas pipe for natural gas was installed for
the torch burners instead of using the standard set
up with propane bottles, which were scare in supply
in this part of China.
Cross ignition on the diluted gas showed to be of no
problem, as expected after the combustion test.
© Siemens AG 2006. All rights reserved.
The increased and varying pressure drop in the
exhaust duct was at first a problem, but after some
time it was found that the controlling butterfly
valve had a 90° position error. It was closed when
supposedly open.
After correcting the valve the exit pressure drop
caused no problem.
The tuning of the compressor surge control system
showed to be rather tricky. It was no problem to
tune each bypass valve on the three stage
compressor, but it took some time to get all three
stages working smoothly together. The difficulty
seemed to be related to the changing compressor
stage characteristics with changing composition of
the operating medium.
Performance test
At the end of the commissioning a performance test
was run with a special set up of measuring
equipment including registration of combustion
pulsation, dynamic combustor pressure drop and
emissions.
The load variation on the gas turbine was governed
by the plant operation and was rather limited,
between 13 and 15 MW. Also the operating
conditions was set by the plant. A systematic test
program could not be followed. However,
increasing plant load means basically lower
refrigeration temperature and changing fuel
conditions as described above
• increasing amount of nitrogen in the fuel gas
• increasing amount of heavier hydrocarbons in
the cooling medium
During the test series at different plant loads, which
took several days, pilot fuel ratio was varied up and
down to find out if there were any risks for
combustor pulsations or flame back (indicated by
increasing amplitude of the dynamic combustor
pressure drop). The N2 content in the fuel gas also
varied due to changing plant load. Some additional
N2 was injected in the fuel in order to extend the
dilution rate somewhat. It was however not possible
to reach the absolute full load conditions during the
test.
The results of the engine test were very good
• no combustor pulsations or flame back
indications even at extreme pilot fuel ratios, so
the pre-set pilot fuel ratio schedule could be
used
• the emissions with nitrogen dilution was
following the same trends as seen at the single
burner test. NOx is increasing with pilot fuel
ratio, but decreasing with increasing N2. CO is
decreasing with pilot fuel ratio but increasing
with increasing N2.
Conclusions
The integration of the gas turbine in the LNG
process was not without problems, but they were
sorted out before and during the commissioning.
The combustion test showed that the standard
combustion system could handle up to 35 vol-% N2
in the fuel. With a modified fuel injection still
higher rates would be possible.
The site test confirmed that the SGT-600 gas
turbine could be started and operated on both
natural gas and a process gas consisting of methane
diluted with a varying amount of nitrogen.
The NOx emissions were slightly lowered by the
dilution, no combustor pulsations or instabilities
were detected.
Reference
Baseload LNG production in Xin-Jiang – a remote source of clean energy for gas consumers in China.
Xiang Dong, Xin Jiang LNG Development Co, Eginhard Berger, Linde Ag, Albert Meffert, Tractebel,
Li Wei Bin, SSEC . 2005 AIChE Spring National Meeting in Atlanta, GA, USA
© Siemens AG 2006. All rights reserved.