EFFECT OF O AND CO CONTENT ON PARTICLE SURFACE
advertisement

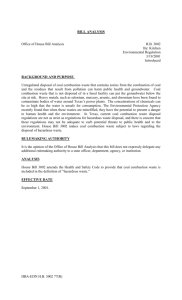
EFFECT OF O2 AND CO2 CONTENT ON PARTICLE SURFACE TEMPERATURE AND SIZE OF COAL CHAR DURING COMBUSTION MILENA RODRIGUEZ and RISTO RAIKO Tampere University of Technology Department of Energy and Process Engineering (EPR) P.O. Box 589 33101 Tampere, Finland Tel. + 358 3 3115 11 Email: milena.rodriguez@tut.fi ABSTRACT The effect of oxygen and carbon dioxide on the combustion of coal char particle was studied in a drop-tube furnace. Char particle size fractions of 100–125 and 180–200 µm were combusted at the temperatures of 973, 1123 and 1273 K in two different mixtures, i.e., oxygen in nitrogen and oxygen in carbon dioxide. The oxygen concentrations in each mixture were 3, 6, 12, 25, 35, 50 vol-%. Particle surface temperature, size and velocity were measured with a two-colour pyrometer. Particle size and velocity were measured also with a high-speed camera. Increasing the oxygen content raised the average char surface temperature, which was higher with oxygen in nitrogen than with oxygen in carbon dioxide. Particle size decreased with increasing oxygen concentration due to particle fragmentation during combustion. The effect of the oxygen content on particle surface temperature was stronger than that of the atmosphere gas temperature. KEYWORDS: Coal char, Oxygen, Carbon dioxide, Particle surface temperature. 1 1 INTRODUCTION Today, solid fuel combustion plays an important role in energy conversion. This situation will continue in the future. Reducing fuel consumption and harmful emissions is the main objective in developing new conversion and combustion technology. Before new technology can be put into operation, laboratory studies are required to elucidate the behavior of different fuels and combustion processes. So-called oxy-fuel combustion has been considered one of the most promising techniques for pulverized coal. Its benefits include energy efficiency, flame stability and increased productivity, i.e. the material processing rate through the combustion chamber is increased because oxygen-enhanced combustion increases the radiation from the flame to the load and this increases the heat transfer to the load with reduced exhaust gas volume and pollutant emissions (Baukal, 1998). Different laboratory-scale analysis methods have been used for the characterization of solid fuel and for coal combustion experiments. The drop-tube furnace (DTF) is probably becoming the most common type used due to high heating rate, control of high temperatures and control of atmosphere combustion. Therefore, it was selected for the present investigation. Some researchers, such as Chen (2007), used the DTF to study coal reaction in the environment of partial oxidation. In studying coal combustion, Monsona and Germane (1993) used a DTF with pressures ranging from 1 to 15 atm, with oxygen concentration from 0 to 21 vol-% and with gas temperature of 1000–1700 K. Murphy and Shaddix (2006) investigated high-volatile bituminous coal with oxygen concentration ranging from 6 to 36% and with a gas temperature of 1320–1800 K in an entrained flow reactor. Kajitani et al. (2001) used a pressurized drop-tube furnace (PDTF) for gasification rate analysis of coal char, whereas Joutsenoja et al. (1998) used it to measure the temperature and the size of the pulverised coal. On the other hand, Aho et al. (1995) used PDTF to determine the effects of pressure, oxygen partial pressure and temperature on the formation of N2 O, NO and NO2 from pulverized coal. They found that NO formation decreased sharply with pressure and increased, although not as strongly, with temperature and partial pressure of oxygen. The surface temperature and the size of the burning fuel particles affect both the combustion rate and the characteristics of the combustion product. Particle temperature may have a significant effect on some technical problems in the operation of boilers, such as on slugging and fouling, as well as on fly-ash formation and depositions. The temperature measurement of small moving particles is difficult to perform by physical contact because the contact with the thermocouple changes the combustion and heat transfer conditions, the free movement of the particle and only a certain amount of particles can be measured. Therefore, other methods such as optical two-colour pyrometry must be used. This method has been used for large particles (3–15 mm) (Lu et al., 1999) and in a recent study with small particles (45–53 µm) (Bejarano and Levendis, 2007). The two-colour pyrometry metody is based on non-contact measurement of par2 ticle surface temperature, which is based on the detection of thermal radiation emitted by the particle and on Planck’s law of radiation. With this method it is also possible to measure particle size. Char is the substance from the solid fuel particle remaining after pyrolysis. The composition and characteristics of the char may vary because the composition and quantity of volatiles depend on the type of solid fuel, heating rate and maximum temperature at which the decomposition of the hydrocarbons takes place. It is necessary to study the char combustion process for every solid fuel independently and record the conditions under which the char was formed. Fundamental understanding of the effect of operating conditions and solid fuel properties in the char combustion process is essential for the development of efficient combustion devices and advanced clean fuel technologies. The use of numerical codes is of great importance in the modelling of the combustion system. The economy of the combustion process depends heavily on the extent to which the loss of unburnt fuel can be minimized (Barranco et al., 2003). Experimental research and mathematical modelling of char combustion are needed to determine the ignition temperature, combustion rate, burnout time and the temperature of char particles. This paper provides experimental results regarding the effect of oxygen and carbon dioxide during char combustion. It covers the experimental device, procedure, conditions and results, discussion and finally conclusions. 2 EXPERIMENT In the present study, a drop-tube furnace has been designed and constructed for use in both pyrolysis and char combustion. The DTF was connected with a pyrometer and a high-speed camera. They were used to investigate reactions of coal char in oxy-fuel combustion. Temperature, size and velocity of the particle were measured in situ. In this section, details of the fuel samples and a description of the reactor and experimental conditions will be given. 2.1 Fuel samples The tests were carried out with bituminous coal. Prior to pyrolysis, the samples were crushed in the laboratory and screened into two particle size fractions, i.e. 100–125 and 180–200 µm. Then, they were dried in an oven at 105 °C for 24 h to ensure continuous and stable feeding. These fractions are called parent coal. Table 1 shows the proximate and ultimate analysis of the coal. The char was produced from the parent coal in a 60 cm-long heated tube in nitrogen at 973, 1123 and 1273 K in flow gases of 1.8, 1.6 and 1.4 l/min, respectively. The devolatilization residence time was calculated to be of the order of 1 s. 3 Proximate Analysis Coal Moisture (as received) 2.1 wt-% Volatile (TG) 30.8 wt-% dry Fixed carbon (TG) 50.2 wt-% dry Ash (815 C) 8.1 wt-% dry Ash (TG) 7.3 wt-% dry CO2 (TG) 5.9 wt-% dry C (TG) 1.6 wt-% dry Ultimate Analysis C 66.6 wt-% dry H 4.2 wt-% dry N 1.0 wt-% dry S 0.5 wt-% dry Cl 0.0013 wt-% dry O (Calculated) 19.5 wt-% dry Table 1: Proximate and ultimate analysis of coal. 2.2 Reactor description and procedure Char combustion was carried out in a DTF shown schematically in Figure 1. The reactor is an austenitic Cr-Ni stainless steel tube with the inner diameter of 26.3 mm, and it was heated electrically by a Kanthal AF wire forming four separate 15 cm heating elements. The reactor zone can be heated up to 1373 K continuously. Each heating was controlled independently by maintaining a constant temperature over the reactor height. The temperature of the furnace was measured by a K-type thermocouple. The char particles were carried by small gas flows, i.e. 1.8, 1.6 and 1.4 l/min, through a counter-flow heat exchanger by means of a feeding device consisting of a glass tube with a vibrating system to ensure a constant feeding rate. Afterwards, the fuel went into the hot heating zone with the mixture gases flowing downwards through a vertical furnace tube at a Reynolds number low enough to ensure a laminar flow. After that, the particles were quenched for the second counter-flow heat exchanger. Finally, the ash was collected by a microfiber filter with a metallic cover. In the middle of the lowest heating section a quartz glass window with the diameter of 2 cm was placed in order to measure the particle surface temperature and diameter through a two-colour pyrometer, see Figure 1. The particle velocity and diameter were also measured using the IPX-2M30-G high-speed camera. 4 Figure 1: Sketch of drop-tube furnace. 2.3 Experimental conditions The flow rate, the temperature and the species concentrations in the atmosphere were varied in the experiments with a given sample. The volume flow was varied to 1.8, 1.6 5 and 1.4 l/min with the temperatures of 973, 1123 and 1273 K, respectively, in order to keep the gas velocity in the heating section constant. The oxygen concentrations used were 3, 6, 12, 25, 35 and 50 vol-% both in N2 and in CO2 . The lowest of the four heating elements was used for the measurements, see Figure 1. 2.4 Temperature and size measurement The two-colour pyrometer was used to measure at the same time the temperature, size and velocity of individual burning char particles at a selected height (7.5 cm) in the middle of the lowest heating element. The method for measuring the surface temperature Tp of combusting fuel particles is exclusively based on the detection of the thermal radiation emitted by the particle and Planck’s law of radiation. The object’s radiation is measured at two narrow wavelength bands and the temperature is detected from the ratio of these measurement results. The ratio of the signals is (Joutsenoja et al., 1998) (R1 − R01 )/(R2 − R02 ) = [F1 (Tp ) − R01 ] / [F2 (Tp ) − R02 ] , (1) where R1 is the signal with wavelength λi when a particle is in the field of view (FOV); R1 − R01 is the pulse height at wavelength band λi (i = 1, 2); R01 is the system response when no particles are in the FOV, in others words the background signal with wavelength λi and Fi (T ) is the system response calibrated against a blackbody radiator at temperature T . Here, the particles have been assumed to be grey bodies. After particle temperature has been measured, the only unknown variables are particle size and emissivity. Using the proportionality between the pyrometric response signal and the particle cross-section area in the FOV, the cross-section area of the particle A p can be solved from ε p A p /A0 = (Ri − R0i )/ [F1 (Tp ) − R0i ] , (2) where ε p is the emissivity of the particle, setting it at 0.9 (Davis, 1978), and A0 is the cross-sectional area of the FOV in the focal plane. The diameter D p of an equivalent spherical particle is calculated from A p (Joutsenoja, 1998). 3 RESULTS AND DISCUSSION The purpose of the present study is to investigate the effect of oxygen and carbon dioxide on coal char reactions in a DTF and to evaluate the reaction performances of the coal char. Experiments were made with bituminous coal char. The parent coal size fractions are 100–125 and 180–200 µm. The gas temperature was fixed in the experiments at 923, 1123 and 1273 K at atmospheric pressure. 6 3.1 The effect of oxygen in char combustion Each particle showed different behaviour. This is due to the shape, size, structure and morphology of particles. Figure 2 exhibits the average temperatures of particles at different oxygen concentrations. The particle temperature of the coal char increased significantly as the oxygen concentration was raised, see Figure 2. This has also been demonstrated by Smoot (1991), Joutsenoja et al. (1998) and Bejarano and Levendis (2007). The gas temperature had little effect on particle temperature. The temperature for both particle size fractions was quite similar. At lower oxygen concentrations from 0 vol-% to 12 vol-% the gas temperature altered the temperature of particles about ±90 degrees for small particles and ±100 degrees for large particles. However, at oxygen concentrations greater than 25 vol-% the difference in particle temperature is less than 50 degrees. (a) 100–125 µm (b) 180–200 µm Figure 2: Average surface particle temperature Tp of individual coal char at different oxygen concentrations. (a) 100–125 µm (b) 180–200 µm Figure 3: Average particle size D p of individual coal char at different oxygen concentrations. The results regarding particle temperature and particle size results shown in Figures 2 and 3 are average values for all particles measured, see Appendix A. Variation between different measurements was rather small. For example, the standard temperature deviation of a bituminous coal char particle of size 100–125 µm at gas temperature 1123 K 7 varied from 22–164 K, while for the particle size of 180–200 µm the standard temperature deviation varied from 77–204 K. It is smallest with an oxygen concentration of 0 vol-% and greatest at a concentration of 50 vol-%. Figure 4: Particle shape of individual coal char 100–125 µm. Figure 3 shows the mean value of particle size as detected by the two-colour pyrometer at different oxygen concentrations. At lower O2 concentration from 0 vol-% to 12 vol-% and with parent coal size 100-125 µm, the combusting particles are slightly bigger than the initial size. Possible explanations for this phenomenon are the swelling of particles during pyrolysis or the initial stage of combustion and the fact that the initial particle shape was elongated rather than spherical. Figure 4 shows different char particles during combustion at 3 vol-% O2 and 1123 K as obteined by the high-speed camera. In the picture, the particles are elongated and thus it is possible that the two-colour pyrometer detects the longest dimension of the particle instead of the shortest. To elucidate why a particle seems to grow, microscopic measurements of particle shape and size are needed. However, studies of the swelling behaviour of individual coal particles have been done by Yu et al. (2003) and Strezov et al. (2005). They concluded that temporary swelling ratios decreased clearly with increasing coal density. Also the manceral content and the rank of the coal affect the swelling behaviour of a particle. The plastic properties of the different coals and their associations will determine the char morphology, i.e. increased diameter due to swelling, sphericity and porous wall thickness (Alvarez et al., 1998). These properties could have a major influence on the efficiency of char combustion. Char reactivity is an important consideration in relation to aspects such as incomplete combustion leading to carbon in fly ash. The extent to which this unburnt carbon is minimized will significantly affect the economy of the whole coal combustion process, see Barranco et al. (2003). 8 Figure 5: Particle temperature Tp and diameter D p of individual coal char at different oxygen content. Detection limit of pyrometer device (solid curve) and estimated gas temperature (dashed line) are included. (D p = 100–125 µm). Figure 6: Velocity distribution of coal char measured by two-colour pyrometer and CCD. (D p = 100–125 µm, Tp = 1123 K and O2 = 3 vol-% in CO2 ). The individual particles of the coal char at different oxygen content are plotted in the D p -T p plane in Figure 5 .The detection limit of size measurement and gas temperature 9 are also indicated. The measurements were made by comparing the velocity of particles during combustion using the two-colour pyrometer and the high-speed camera measurements and the results can be seen in Figure 6. The probability density of the velocity for both methods is very similar. Most of the particles have a velocity that fluctuates from 35 to 45 cm/s, even though the gas velocity is merely 50% of that, i.e. 20 cm/s. 3.2 The effect of carbon dioxide in char combustion The effect of carbon dioxide is significant and gives information for future study regarding recycling gases. Figure 7 illustrates the cooling effect of carbon dioxide on particle temperature, which is more significant with high oxygen concentration from 25 to 50 vol-%. Similar results were presented by Molina and Shaddix (2005). At lower O2 content from 0 to 12 vol-%, particle temperature barely differs from when nitrogen or carbon dioxide are used as dilution gas. The table in Appendix A shows all the measurements done at different oxygen concentration. Figure 7: Effect of CO2 and O2 on particle temperature. Gas temperature is 1273 K and particle size is 180–200 µm. 4 CONCLUSION The effect of oxygen and carbon dioxide on a coal char particle was studied in a drop-tube furnace at temperatures from 923–1273 K. Temperature was predicted using a two-colour pyrometer where the signal was converted to temperature using the Planck’s radiation law. During the measurements it was observed that the oxygen in the furnace increased particle temperature and shortened the burnout duration. The carbon dioxide decreased particle temperature during combustion, especially at an oxygen concentration of more than 25 vol-%. 10 References Aho, M. J., Paakkinen, K. M. and Pirkonen, P. (1995). The effect of pf presure, oxygen partiall pressure and temperature on the formation of N2 O, NO and NO2 from pulverised coal. Combustion and Flame. Vol.102, pp. 387–400. Alvarez, D., Borrego, A. G. and Menéndez, R. (1998). An unexpected trend in the combustion behaviour of hvbb coals as shown by the study of their chars. Energy & Fuels. Vol. 12, pp. 849–855. Barranco, R., Cloke, M. and Lester, E. (2003). Prediction of the burnout performance of some South American coals using a drop-tube furnace. Fuel. Vol. 82, pp. 1893–1899. Baukal, C. E. (1998). Oxygen-Enhanced Combustion.. CRC Press LLC, Florida. ISBN 0-8493-1695-2. Bejarano, P. A. and Levendis, Y. A. (2007). Combustion of coal char in oxygen-enriched atmospheres. Combustion Science and Technology. Vol. 179, pp. 1569–1587. Chen, W. (2007). A simplified model of predicting coal reaction in a partial oxidation environment. International Communication in Heat and Mass Transfer. Vol. 34, pp. 623–629. Davis, A. (1978). The reflectance of coal. Analytical Methods for Coal and Coal Products. Vol.1, C. Karr, ed. Academic, pp. 27–81. Joutsenoja, T. (1998). Pyrometric thermometry and sizing of fuel particles in combustion.. PhD thesis. Tampere University of Technology, Finland. Joutsenoja, T., Stenberg, T., Hernberg, R. and Aho, M. (1998). Pyrometric measurement of the temperature and sizing of individual combusting fuel particles.. Applied Optics. Vol. 36, pp. 1525–1535. Kajitani, S., Hara, S. and Matsuda, H. (2001). Gasification rate analysis of coal chars with a pressurized drop tube furnace. Fuel. Vol. 81, pp. 539–546. Lu, L., Harris, D., Sahajwalla, V. and Eghlimi, A. (1999). Char combustion based on the structure of char particles. Second International Conference on CFD in the Mineral and Process Industries. CSIRO. Molina, A. and Shaddix, C. R. (2005). Coal particle ignition and devolatilization during oxygen-enhanced and oxygen/carbon dioxide pulverized coal combustion. Combustion Institute. 05F-20. Monsona, C. R. and Germane, G. J. (1993). A high-pressure drop tube facility for coal combustion studies. Energy & Fuel. Vol. 7, pp. 928–936. Murphy, J. J. and Shaddix, C. R. (2006). Combustion kinetics of coal chars in oxygenenriched environments. Combustion and Flame. Vol. 144, pp. 710–729. 11 Smoot, L. (1991). Fossil Fuel Combustion: A Source Book. John Wiley & Sons, Inc.. chapter Coal and char combustion, pp. 653–781. Strezov, V., Lucas, J. A. and Wall, T. (2005). Effect of pressure on the swelling of density separated coal particles. Fuel. Vol. 84, pp. 1238–1245. Yu, J., Strezov, V., Lucas, J. and Wall, T. (2003). Swelling behaviour of individual coalparticle in the single particle reactor. Fuel. Vol. 82, pp. 1977–1987. Appendix A Drop-Tube Furnace Reactor diameter: 26.3 mm Length of heating section:150mm Fuel: Coal char Gas: Oxygen in nitrogen Tg : Gas temperature T p : Particle temperature vg : Gas velocity v p : Particle velocity D p : Particle diameter STD: Standard Deviation. Estimates standard deviation based on a sample. The standard deviation is a measure of how widely values are dispersed q from the average value (the mean). It was calculated using the following formula: mean and n is the sample size. O2 [%] 0 3 6 12 25 35 50 O2 [%] 0 3 6 12 25 35 50 ∑(x−x̄)2 (n−1) , where x is the sample vg = 20 cm/s, Tg = 973 K, parent coal size = 100–125 µm Samples T p [K] STD [K] D p [µm] STD [µm] v p [cm/s] 137 131 110 111 112 112 1088 1243 1578 2038 2253 2502 52 72 117 67 78 132 218 189 153 101 104 100 46 46 49 21 27 22 36 37 41 47 53 60 vg = 20 cm/s, Tg = 973 K, parent coal size = 180–200 µm Samples T p [K] STD [K] D p [µm] STD [µm] v p [cm/s] 12 54 102 138 117 112 1093 1219 1518 1953 2158 2432 49 103 131 106 134 170 201 194 171 150 152 149 12 40 46 50 37 34 36 36 39 42 49 52 57 STD [cm/s] 9 8 7 11 24 18 STD [cm/s] 10 8 9 8 11 13 O2 [%] 0 3 6 12 25 35 50 O2 [%] 0 3 6 12 25 35 50 O2 [%] 0 3 6 12 25 35 50 O2 [%] 0 3 6 12 25 35 50 vg = 20 cm/s, Tg = 1123 K, parent coal size = 100–125 µm Samples T p [K] STD [K] D p [µm] STD [µm] v p [cm/s] 105 1068 22 190 50 43 103 1163 63 168 35 42 144 1353 86 156 39 40 120 1697 100 115 32 43 124 2070 122 98 22 49 99 2293 111 96 21 52 78 2516 165 95 27 65 STD [cm/s] 10 13 7 6 12 29 49 vg = 20 cm/s, Tg = 1123 K, parent coal size = 180–200 µm Samples T p [K] STD [K] D p [µm] STD [µm] v p [cm/s] STD [cm/s] 15 67 117 100 114 111 1140 1294 1637 1994 2199 2418 77 117 138 130 153 204 207 185 154 157 156 162 46 49 44 38 38 35 56 46 47 53 54 56 14 9 8 6 8 8 vg = 20 cm/s, Tg = 1223 K, parent coal size = 100–125 µm Samples T p [K] STD [K] D p [µm] STD [µm] v p [cm/s] 178 1165 40 129 28 50 125 1278 58 173 42 49 116 1427 122 146 38 47 101 1759 86 127 36 47 121 2020 64 96 22 50 116 2330 126 98 24 53 STD [cm/s] 10 7 7 6 6 7 vg = 20 cm/s, Tg = 1223 K, parent coal size = 180–200 µm Samples T p [K] STD [K] D p [µm] STD [µm] v p [cm/s] 117 1149 38 190 39 66 145 1309 65 207 41 53 152 1461 88 191 57 52 130 1724 126 170 41 54 113 2061 102 163 37 53 171 2258 146 159 36 55 132 2534 172 159 39 55 STD [cm/s] 12 9 9 8 8 10 9 13