A Simple, Robust Leadtime-Quoting Policy Wallace J. Hopp • Melanie Roof Sturgis
advertisement

A Simple, Robust Leadtime-Quoting
Policy
Wallace J. Hopp • Melanie Roof Sturgis
Department of Industrial Engineering and Management Sciences, Northwestern University,
2145 Sheridan Drive, Evanston, Illinois 60208
W
e examine leadtime-quoting polices for minimizing average lead time subject to customer service constraints on fill rate, tardiness, or relative tardiness in simple systems
with exponential and normal processing times. By studying the resulting safety leadtimes
implied by each policy we gain insight into why some policies perform more robustly with
respect to different measures of customer service than do others. This analysis suggests that
a simple constant safety leadtime policy should work reasonably well under most conditions.
A series of simulation experiments of more complex production environments indicates that
the constant safety leadtime policy does indeed exhibit robust performance. This, plus the
fact that it is extremely simple to adapt to a wide range of production environments, makes
it an attractive basis for real-world leadtime-quoting systems.
(Leadtime Quoting; Customer Service; Available to Promise; Capable to Promise)
1. Introduction
A critical trade-off in production systems is between
responsiveness and customer service. To be competitive in the time-based sense (Stalk and Hout 1990) a
firm should quote short, responsive leadtimes. But to
be a quality supplier to its customers, the firm must
also meet promised due dates reliably. Many traditional manufacturing and service firms negotiated
this trade-off by establishing fixed leadtimes (e.g., by
publishing them in a catalog or by following a standard rule) based on experience.
But the advent of increasingly sophisticated information systems has made available many types of
data that can be used to support leadtime quoting.
Enterprise Resource Planning (ERP) and SupplyChain Management (SCM) software provide status
information on purchase orders and customer demands. Manufacturing Execution Systems (MES)
software provides job and equipment status information within the production system. Allocated
Available to Promise (AATP) and Capable to Promise
(CTP) software systems are designed to assist leadtime quoting by predicting delivery times for prod1523-4614/01/0304/0321$05.00
1526-5498 electronic ISSN
ucts that are either in stock or in production (AATP)
or for products that have not yet begun production
(CTP). Finally, the connection between customer
transactions and information in these data bases is
becoming increasingly tight as we move toward
greater use of e-commerce. As the elements of the
customer contact process are automated, however, the
incentive to ‘‘humanize’’ the experience through customized service (e.g., real-time leadtime quotes) is
growing.
Spurred by advances in technology and a desire to
provide a high-quality customer experience, firms in
many industries are making use of dynamic leadtime
quotes. For instance, Dell Computer provides online
leadtime quotes to customers ordering PCs over the
web. Walt Disney World provides estimates of waiting times at amusement park rides. And many call
centers offer automatic messages telling customers
how long they can expect to wait to talk to an associate. But in general, these leadtime quotes are not
simple estimates of the mean waiting time. Because
it is generally better to be early than late, most leadtime quotes contain some kind of safety leadtime.
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT 䉷 2001 INFORMS
Vol. 3, No. 4, Fall 2001, pp. 321–336
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
This trend suggests that the problem of dynamically choosing safety leadtimes to balance responsiveness with service is increasingly important to
managing manufacturing and service systems. However, a difficulty in developing models to support the
leadtime-quoting process is deciding how to represent customer service. A standard measure is average
f ill rate (i.e., percent of jobs delivered on time). However, under the fill-rate measure, jobs that are a day
late have the same impact as jobs that are 10 days
late. Because length of delays experienced by customers may be important to service, an alternate measure
is average tardiness. But even this may fail to fully
capture customers’ perception of service, since jobs
that are a day late when quoted 100-day leadtimes
may be less offensive than jobs that are one day late
when quoted 10-day leadtimes. So a third potential
measure is average relative tardiness (i.e., average tardiness as a percent of the leadtime).
All three of these measures could apply to customers in the same system. To illustrate this, consider
three different customers at a copy shop.
(1) Customer 1. Placed an order at 10:00 this morning for copies of an important report that must go
out overnight mail and was promised a 4:00 pickup
time (i.e., just in time to get the copies in the mail).
Any amount of lateness will result in missing the
mail pickup and fury on the part of the customer. So,
fill rate is the proper measure of service for this customer.
(2) Customer 2. Placed an order yesterday for copies
of an office report and was promised a 4:00 pickup
time today. She doesn’t really need the copies until
tomorrow, but has a dinner engagement an hour
away. So, any delay in the readiness of the copies will
cause her to be late for her engagement. Since a 60minute delay is clearly worse than a 5-minute delay,
average tardiness is a reasonable measure of service
for this customer.
(3) Customer 3. Placed an order three weeks ago for
bound copies of company reports and was promised
a 4:00 pickup time today. However, he is not planning
to check on their availability until tomorrow because
he has some open time in his schedule then. He
knows from experience that a three-week leadtime
322
doesn’t mean that the job will be done in precisely
that amount of time anyway. So, for long leadtime
jobs like this, he generally picks them up on the Friday after the due date (after calling to see if they are
ready). However, he also places orders with short
leadtimes (e.g., drop off in the morning, pick up that
afternoon), which he expects to be done the same day.
Because of his differing expectations for jobs with different leadtimes, relative tardiness is a plausible measure of service for this customer.
Clearly no single measure captures service for all
customers. Given this, firms can respond in one of
two ways:
(1) They can differentiate between customers
based on information about them. This is what many
AATP and CTP systems do; they classify customers
on the basis of past sales history, source of customer
order, or other data, and apply different leadtime
rules for each category.
(2) They can apply a uniform rule to all customers
and hope that it performs robustly well. In systems
where customer information is not available (e.g.,
many call center systems) or fairness considerations
prevent differential treatment (e.g., many waiting line
situations), this approach is all that is available.
In this paper our primary focus is the second class
of environments, where customers are treated uniformly in first-come-first-serve (FCFS) order and the
objective is to find a dynamic leadtime-quoting policy
that performs well in different environments under
different measures of service. Our results may be indirectly relevant to the first class of environments as
well, since a FCFS protocol could be used to quote
leadtimes within customer categories.
The approach we take is to first derive optimal (or
near optimal) leadtime-quoting policies for simple
single-step production environments that minimize
average leadtime subject to either a fill-rate constraint, a tardiness constraint, or a relative tardiness
constraint. Then we evaluate the performance of these
policies with respect to all three performance measures to see how robustly they perform. For some
simple systems, we are able to compare performance
against the analytically optimal policy. By examining
the nature of the safety leadtimes implied by the opMANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
timal policies for different measures we gain insight
into why some policies perform more robustly than
others. This analysis suggests that a simple policy using constant safety leadtimes—termed the ‘‘constant
policy’’—should be effective. We then test the constant policy, along with the others, in various complex
environments and find that it does indeed produce
robust results relative to the various measures of service. This robustness, combined with its simplicity,
makes it an attractive option for leadtime quoting in
real-world systems.
The remainder of this paper is organized as follows:
Section 2 contains a brief survey of leadtime-quoting
policies. Section 3 formalizes the leadtime-quoting
problem and derives several leadtime-quoting policies
based on different service constraints and assumptions
about the underlying production system. Section 4 reports the performance measures resulting from each
leadtime policy for a fixed average leadtime for various
production systems. Section 5 summarizes the conclusions from our work.
2. Literature Review
Cheng and Gupta (1989) surveyed due-date-setting
methods and noted that many of them specify a cost
function (e.g., average tardiness, average lateness, or
total aggregate cost) to be minimized. Examples of
this approach can be found in Adam et al. (1993),
Dellaert (1991), Fry et al. (1989), Philipoom et al.
(1994), Raman and Talbot (1993), and Udo (1993).
A number of papers address the due date problem
from a scheduling perspective. Weng (1996) considered an environment with demand from leadtimesensitive and leadtime-insensitive customers and determined the optimal leadtime policy and the
acceptance rate for both types of customers. Duenyas
(1995) also looked at due-date setting for different
customer classes and developed a heuristic for setting
due dates, as well as sequencing customer orders.
Gordon and Strusevich (1999) presented algorithms
for solving the scheduling and common slack duedate assignment problems to minimize earliness penalties subject to precedence constraints. Qi and Tu
(1998) also developed algorithms that solved this
problem where jobs were assumed independent. In
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
both of these studies, a due-date-setting rule (namely,
the common slack rule) was specified.
Another approach to the leadtime-quoting problem, which we adopt in this paper, is to minimize
average leadtimes (or weighted average leadtime)
subject to some sort of service constraint. Bookbinder
and Noor (1985) solved the leadtime-quoting problem
subject to a fill-rate constraint for a single server with
exponential processing times. They modeled batch arrivals and incorporated job scheduling. Wein (1991)
looked at minimizing average weighted leadtimes
subject to a fill-rate constraint as well as a constraint
on average tardiness by examining parametric and
nonparametric leadtime policies via simulation for a
multiclass M/G/1 queueing system. Spearman and
Zhang (1999) also looked at minimizing average leadtime subject to (a) a fill-rate constraint and (b) an
average tardiness constraint. Representing the production system as an M/M/1 queue, they showed
that the optimal solution to problem (a) could lead to
unethical management decisions (i.e., deliberately
quoting zero leadtimes with no chance of on-time delivery) and the solution to problem (b) is a constant
service leadtime policy (i.e., leadtimes are quoted
such that the expected fill rate is the same for all orders regardless of the work backlog at the time of the
order). Unlike Bookbinder and Noor (1985), they considered a single-class queuing system and assumed
first-come-first-serve production. Hopp and Roof
(2000) applied the results of Spearman and Zhang’s
(1999) constant service policy and developed a statistical service control (SSC) method to dynamically set
leadtime quotes to meet fill rate constraints. Enns
(1994) also set due dates subject to a fill-rate constraint and developed a dynamic forecasting model
which encompassed flow time estimates and forecast
errors. Lawrence (1995) also estimated flow times
with a forecasting model and used empirical data on
the forecast errors to set due dates with consideration
of various objectives including fill rate, cost, mean absolute lateness, and mean squared lateness.
3. Modeling the Leadtime-Quoting
Problem
We consider the leadtime-quoting problem (LQP) in
the context of a single product, make-to-order system
323
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
in which customers are served in first-come-firstserved (FCFS) order. Many service systems (e.g., call
centers, amusement parks, banks, retail outlets) are
operated in this manner. In manufacturing, FCFS is
less pervasive but is still used. For example, a large
metal manufacturer with whom we interacted has
three divisions, two of which quote orders FCFS and
one of which reserves capacity blocks for rush orders
by high-priority customers. Since many customers
desire delivery sooner rather than later, being able to
quote reasonable leadtimes is an important determinant of a firm’s competitiveness. Firms with long
leadtime quotes are likely to lose customers to the
competition. But firms that do not deliver on their
leadtime promises are also likely to lose business over
the long term. Therefore, a natural objective under
these conditions is to quote leadtimes as a function
of the number of customers ahead of the current customer so as to minimize average leadtime subject to
a customer service constraint. Mathematically, we can
express the LQP as
min
l̃
冘 p(n)l(n) ⫽ L¯
(1)
E[g(l˜ )] ⱕ 
(2)
n
s.t.
where
n ⫽ number of jobs seen by an arriving job
(i.e., the job for which we are computing
a leadtime quote) including itself,
l(n) ⫽ leadtime for jobs that see n jobs in the
system upon arrival,
l̃ ⫽ the vector of leadtimes for n ⫽ 1, 2, . . . ,
p(n) ⫽ the long-run probability that an arriving
job sees n jobs in the system,
L̄ ⫽ average leadtime,
g(l̃ ) ⫽ customer service measure (e.g., fraction
of tardy jobs, average tardiness, average
relative tardiness) as a function of l̃, and
 ⫽ customer service target value.
We have used average leadtime as the criterion in
the LQP because it is an extremely common measure
of responsiveness used in industry. The implicit assumption underlying this choice is that shortening a
two-day leadtime by one day is equally valued by
324
customers as shortening a 10-day leadtime by one
day. But other measures are possible. For example,
call centers often focus on a percentile (e.g., the 80th
percentile) instead of the mean. Furthermore, if customer preferences were such that a one-day reduction
in leadtime is valued more for short leadtimes than
for long leadtimes (i.e., because it is a greater percentage reduction), then average leadtime could be
replaced by a strictly concave function of leadtime.
Although we have never encountered a firm that actually used a measure like this for evaluating leadtimes, it would be an interesting future research topic
to determine how robust various leadtime-quoting
policies are under this and other plausible objectives.
As we show below, the solution to the LQP depends strongly on what measure is used to represent
customer service in Equation (2). In this paper we
consider three possibilities: fraction of tardy jobs (one
minus fill rate), average tardiness, and average relative tardiness. The solution to the LQP also depends
on flow times, which are in turn dependent on processing times. In this paper we consider simple M/
M/1 and M/G/1 (with normal processing times)
models of flow time, as well as more complicated
multistation production systems.
To develop solutions to the LQP, we will make use
of the following notation.
FT(n) ⫽ flow time of a job that sees n jobs in the
system, a random variable,
(n) ⫽ mean flow time of a job that sees n jobs
in the system,
(n) ⫽ standard deviation of flow time of a job
that sees n jobs in the system,
z␣ ⫽ ␣-percentile of the standard normal distribution,
⫽ control parameter used to adjust a leadtime policy to ensure the customer service constraint is met,
f n( ) ⫽ probability density function (pdf) of flow
time of a job that sees n jobs in the system,
Fn( ) ⫽ cumulative distribution function (cdf) of
flow time of a job that sees n jobs in the
system.
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
Since M/M/1 and M/G/1 models are not representative of real-world production environments, policies derived for them may not satisfy the customer
service constraint when used in more complex environments. Therefore, we modify the leadtime policies
to contain a single control parameter, , that allows
us to adjust them to ensure the service constraint is
met. Hopp and Roof (1998) used such a control parameter to dynamically adjust due dates to meet a
fill-rate constraint.
3.1.
Leadtime Policies Subject to a Fill-Rate
Constraint (LQP-F)
If we represent the production system as a simple M/
M/1 queue, the LQP subject to a fill-rate constraint
(LQP-F) can be formulated as
min
冘 p(n)l(n)
(3)
n
s.t.
冘 p(n)F [l(n)] ⱖ ␣,
n
n
(4)
where ␣ is the target fill-rate value. To be consistent
with our original formulation of the LQP, note that ␣
⫽ 1 ⫺ .
3.1.1. Fill-Rate Constraint—Exponential Processing Times. Spearman and Zhang (1999) solved the
LQP-F for an M/M/1 system by finding l(n) values
such that f n(l(n)) ⫽ 1/ where is the Lagrange multiplier. They showed that for some n⬘, the solution
f n(l(n)) ⫽ 1/ does not exist for all n ⱖ n⬘. In those
instances, the optimal leadtime quote is l(n) ⫽ 0. This
implies that it is optimal (although unethical) to
quote leadtimes that are impossible to achieve (i.e.,
quote zero leadtimes) to customers that see n⬘ jobs or
more in the system.
3.1.2. Fill-Rate Constraint—Exponential Processing Times (Bounded). Realizing that quoting zero
leadtimes is not practical, we modify the LQP-F and
add another constraint requiring quoted leadtimes to
customers that see n jobs in the system to be at least
equal to the mean flow time for all customers that see
n jobs in the system. (Of course, we could set any
arbitrary lower limits on leadtime quotes, but we use
mean flow time as a representative and ‘‘fair’’ option.) The leadtime-quoting problem with a fill-rate
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
constraint and bounds on the quotes (LQP-FB) can be
expressed as
min
冘 p(n)l(n)
(5)
n
冘 p(n)F [l(n)] ⱖ ␣,
s.t.
(6)
n
n
l(n) ⱖ (n)
∀ n.
(7)
The solution to the LQP-FB is very similar to that
of the LQP-F and results in l(n) such that f n(l(n)) ⫽
1/ or l(n) ⫽ (n) when f n(l(n)) ⫽ 1/ does not exist.
Note that the value of that solves this problem can
be different from the value of that solves the LQP-F.
For our purposes, is merely a control parameter that
can be adjusted to ensure the constraint is met.
3.1.3. Fill-Rate Constraint—Normal Processing
Times. The above solutions to the LQP are elegant
but may not perform well in realistic systems because
they were derived under restrictive M/M/1 assumptions. To be more general, we now consider the case
where processing times are i.i.d normal random variables. Under this assumption, constraint (4) of LQP-F
can be written as:
⫺ (n)
冘 p(n)⌽ [l(n)(n)
] ⱖ ␣.
⬁
(8)
n
Note that we use ⌽() to represent the cdf (pdf) of
the standard normal distribution.
We can write the Lagrangian of the LQP-F as
L⫽
⫺ (n)
冘 p(n)l(n) ⫺ [冘 p(n)⌽ [l(n)(n)
] ⱖ ␣].
⬁
⬁
n
n
(9)
Taking the partial of L with respect to l(n) we get the
following:
[
]
L
l(n) ⫺ (n) 1
⫽ p(n) ⫺ p(n)
⫽ 0.
l(n)
(n)
(n)
(10)
Solving for l(n), the leadtime quote, yields
冪
l(n) ⫽ (n) ⫹ (n) ⫺2 ln
[
]
兹2 2 (n)
.
(11)
For low fill-rate levels, the radical term in Equation
(11) is undefined (i.e., the value under the radical is
negative) for some values of n in certain systems. In
these instances, we choose to set l(n) equal to (n) so
325
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
that, as in the LQP-FB, the leadtime quote for a customer that sees n jobs in the system is quoted at least
the mean flow time.
3.2.
Leadtime Policies Subject to a Tardiness
Constraint (LQP-T)
The leadtime-quoting problem subject to a tardiness
constraint (LQP-T) can be formulated as
min
冘 p(n)l(n)
(12)
n
s.t.
冘 p(n)E{[FT (n) ⫺ l(n)] } ⱕ ,
⫹
where  is the target average relative-tardiness level
(i.e., ratio of tardiness to leadtime quote).
3.3.1. Relative Tardiness—Exponential Processing
Times. If we assume exponential processing times,
then the flow time of a job that sees n jobs in the
system is n-Erlang. Hence, the expected value in constraint (17) of LQP-RT can be written as
E
冦
冧 冕
[FT (n) ⫺ l(n)]⫹
⫽
l(n)
⬁
xn ⫺ l(n) e ⫺xn
·
dx
l(n)
(n ⫺ 1)! n
l(n)
(13)
⫽ e ⫺l(n)
n
where  is the target average tardiness level.
3.2.1. Tardiness Constraint—Exponential Processing Times. Spearman and Zhang (1999) showed that
the solution to the LQP-T with exponential processing times is to quote leadtimes such that
1
Fn [l(n)] ⫽ 1 ⫺ .
(14)
3.2.2. Tardiness Constraint—Normal Processing
Times. Hopp and Roof (2000) showed that the solution
to the LQP-T with i.i.d normal processing times is
l(n) ⫽ (n) ⫹ z␣(n)兹n
(15)
with ⫽ 1. Note that since the solution to the LQP-T
is to quote leadtimes such that the same fill rate is
experienced by each customer, ␣ represents that target fill rate. Hence, if flow times were independent
normal random variables, then ⫽ 1 would yield a
fill rate of ␣. To accommodate cases where the i.i.d
normal assumption is violated, we include as a control parameter.
3.3.
Leadtime Policies Subject to a RelativeTardiness Constraint (LQP-RT)
The leadtime-quoting problem subject to a relative
tardiness constraint (LQP-RT) can be formulated as
min
冘 p(n)l(n)
(16)
n
冘 p(n)E冦[FT (n)l(n)⫺ l(n)] 冧 ⱕ ,
⫹
s.t.
n
326
(17)
n
i⫺1
i⫽0
]
.
(19)
Substituting (19) into constraint (17), the Lagrangian
for LQP-RT can be written as
L⫽
冘 p(n)l(n)
n⫺i
⫺ 冦 冘 p(n)e
冘
[ i! l(n)
⬁
n⫽0
⬁
n
⫺l(n)
n⫽0
In other words, quote leadtimes such that the same
fill rate is experienced by any customer regardless of
the congestion level of the system.
n⫺i
冘
[ i! l(n)
(18)
i⫺1
i⫽0
]
冧
⫺ .
(20)
Taking the partial of L with respect to l(n) and setting
the result equal to zero yields the following:
冦 [ 冘 (i ⫺ 1)(ni! ⫺ i) l(n)
⫺e
冘 n ⫺i! 1 l(n) ]冧 ⫽ 0.
p(n) ⫺ p(n) e ⫺l(n)
n
(i⫺1)⫺1
i⫽0
n
⫺l(n)
i⫺1
i⫽0
(21)
Unfortunately, we cannot simplify this to get a
closed-form expression for l(n). However, we can rearrange (21) to get
l(n) ⫽ e ⫺l(n)
冦冘 n i!⫺ i l(n)
n
i⫽0
i⫺1
冧
[i ⫺ 1 ⫺ l(n)] .
(22)
It is a fairly simple task to solve Equation (22) numerically for l(n) given a value of (e.g., Goal Seek
in Excel can do it). To find a value of that achieves
the service constraint requires searching over ,
which is also straightforward.
3.3.2. Relative Tardiness—Normal Processing
Times. If we assume i.i.d normal processing times in
the LQP-RT, then flow times are nearly normal. The
distribution of the flow time of a job that sees n jobs
in the system is given by the convolution of n ⫺ 1
process times plus the remaining life of the job curMANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
rently in process. If we approximate this remaining
life by a full regular process time, then the flow time
can be represented as a normal random variable
(FT (n) ⬃ N((n), 2(n))) and the expected value in
constraint (17) of LQP-RT can be written as
E
[
]
⫽
冕
冦
⬁
]冧
[
x n ⫺ l(n)
1
1 xn ⫺ (n)
·
exp ⫺
l(n)
2 (n)
兹2(n)
l(n)
(n)
兹2l(n)
⫹
冦
exp ⫺
[
2
冬
]冧
[
1 l(n) ⫺ (n)
2
(n)
⫺2ln
⫺l(n) 2 兹2 (n) ⫺ (n)
⫺
(n) 2
l(n) ⫹ (n)
⫻
2
] [
⫻
]
1 (n)
l(n) ⫺ (n)
⫺ 1 erfc
,
2 l(n)
兹2(n)
冘 (⫺1)
⬁
i
i⫽0
冭
2i
l(n) ⫺ (n)
(n)
[
(23)
]
i!
1/2
.
(26)
where erfc(·) is the complimentary error function.
Substituting (23) into Constraint (17), the Lagrangian
for LQP-RT can be written as
L⫽
l(n) ⫽ (n)
⫹ (n)
(FT (n) ⫺ l(n))⫹
l(n)
⫽
We can rearrange this to get the following expression for l(n):
冘 p(n)l(n)
Again, this is not a closed-form expression for l(n), so
we will have to use a numerical method to solve for
the optimal leadtime quotes as a function of n.
⬁
n
⫺
冦冘
⬁
n
[
p(n)
(n)
兹2l(n)
⫹
冦
exp ⫺
冢
]冧
[
1 l(n) ⫺ (n)
2
(n)
2
冣 冧
]
冣 冢
1 (n)
l(n) ⫺ (n)
⫺ 1 erfc
⫺ .
2 (n)
兹2(n)
(24)
Taking the partial of L with respect to l(n) and setting
the result equal to zero yields:
p(n) ⫺ p(n)
⫺
1
兹2
冦
exp ⫺
]冧
[
1 l(n) ⫺ (n)
2
(n)
⫻
[
⫹
⫺兹2
1 (n)
⫺1
2 (n)
兹(n)
⫻
2
]
l(n) ⫺ (n)
(n)
⫹
l(n)(n)
l(n) 2
[
][
]
[
l(n) ⫺ (n)
(n)
i!
] 冘 (1)
⬁
i
i⫽0
2i
⫽ 0.
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
(25)
3.4. Characteristics of Safety Leadtimes
Each policy defined above provides an option for setting leadtime quotes as a function of work backlog
(n). To gain insight into the differences between these
policies and anticipate their robustness over various
performance measures, it is useful to separate the
leadtime for a job that sees n jobs in the system into
an estimate of mean flow time ((n)) plus a safety
leadtime (sl(n)):
l(n) ⫽ (n) ⫹ sl(n).
(27)
The key to the difference between leadtime policies
is the behavior of sl(n) as a function of n. We examined
this behavior for an M/M/1 system with a utilization
level of 0.90 and analytically solved for l(n) in the
above models (with the assumption that leadtimes are
bounded to be at least equal to the expected response
time) for the fill rate, tardiness, and relative-tardiness
constraints. We controlled l(n) so that average leadtime
was the same for each leadtime policy. We then computed the implied safety leadtime, sl(n), by subtracting
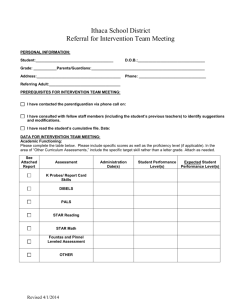
the mean flow time of jobs that see n jobs in the system, (n), from the leadtime quote, l(n). We graphed
the results as a function of n in Figure 1.
It is clear from Figure 1 that the character of the
327
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
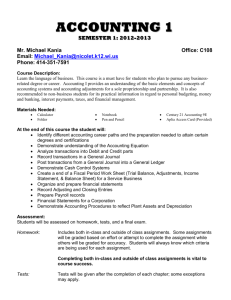
Figure 1
Safety Leadtimes as a Function of n for an M/M/1 System
safety leadtime varies greatly depending on the service constraint. Safety leadtime for the LQP-T, denoted as Tardy SLT, is an increasing function of n. Safety
leadtime for the LQP-FB, denoted Fill Rate SLT, is also
an increasing function of n but less so than the Tardy
SLT safety leadtimes. Safety leadtime for the LQP-RT,
denoted as Rel Tardy SLT, increases in n for small
values of n but decreases in n for large n. For small
values of n, Rel Tardy SLT is greater than Tardy SLT;
the reverse is true for large values of n. The reason
for this is that for smaller values of n, and hence
smaller leadtimes, it is imperative in the relative-tardiness constraint problem for jobs to be completed on
time because even a short delay has an enormous impact on relative tardiness. Consequently, unlike the
tardiness constraint problem where the likelihood of
a job finishing processing on or before the quoted
leadtime is the same regardless of n, the fill rate as a
function of n tends to decrease in n in the relativetardiness constraint problem.
Because the safety leadtimes are so different, we
328
would expect them to perform differently with respect
to the various measures of customer service. Moreover,
since Fill Rate SLT lies between Tardy SLT and Rel
Tardy SLT, we would expect the fill-rate leadtime policy to perform better in terms of average tardiness
than the relative-tardiness leadtime policy and better
in terms of average relative tardiness than the tardiness leadtime policy. That is, the fill-rate policy should
perform more robustly than the other two policies.
3.5. Constant Safety Leadtime Policy
Figure 1 also suggests that a simple leadtime policy
with safety leadtime that is constant across n might
be effective, since it would result in safety lead times
that lie in between the extremes of those implied by
the various policies. So, in addition to the policies derived above, we will investigate the following policy.
l(n) ⫽ (n) ⫹ ,
(28)
which we term the Constant SLT policy. Here, the
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
Table 1
Summary of Leadtime Policies
LT Policy
Constraint
Leadtime Equation
冪
Fill Rate-Norm
Average Fill
Rate
Fill Rate-Exp
Average Fill
Rate
f n [l(n)] ⫽
Fill Rate-Exp
(bounded)
Average Fill
Rate
f n [l(n)] ⫽
Tardy-Norm
Average
Tardiness
Tardy-Exp
Average
Tardiness
Relative TardyNorm
l(n) ⫽ (n) ⫹ (n) ⫺2 ln
1
1
Flow Times
兹2 2 (n)
[
]
Normal Flow
Times
or l(n) ⫽ 0
Erlang Flow
Times
or l(n) ⫽ (n)
Erlang Flow
Times
l(n) ⫽ (n) ⫹ z␣ (n)兹n
Fn [l(n)] ⫽ 1 ⫺
Normal Flow
Times
Erlang Flow
Times
1
冑
Average Relative
Tardiness
l(n) ⫽ (n) ⫹ (n)
Average Relative
Tardiness
l(n) ⫽ e⫺l (n)
Constant
None
l(n) ⫽ (n) ⫹
(n) ⫺ (n)
⫺l(n) 2 兹2
⫺
(n) 2
l(n) ⫹ (n)
⫺2 ln
冦冘 (n ⫺i! i) l(n)
Relative TardyExp
n
i⫺1
⬁
i⫽0
[
冧
[i ⫺ 1 ⫺ l(n)]
i⫽1
control for ensuring the customer service constraint
is met, , is simply the safety leadtime.
Because of its simplicity, the Constant SLT policy is
prevalent in industry. Virtually all MRP systems include a mechanism for inflating leadtimes by a constant amount; this is the equivalent of using the Constant SLT policy for internal leadtime quotes. Some
service systems make use of this policy too. For example, during a recent trip to an amusement park,
one of the authors noted that the estimated wait times
posted at queues consistently exceeded actual waits
by five minutes, regardless of the length of the queue.
(Even empty queues had posted wait times of five
minutes.) Whatever safety leadtime mechanism the
park was using, the net effect was very close to that
of the Constant SLT policy.
3.6. Leadtime Policy Overview
We summarize all of the candidate leadtime policies
in Table 1. For each leadtime-quoting policy, this table
gives the definition of customer service used in the
constraint, the formula for quoting leadtimes, and the
key assumption about the distribution of the flow
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
冘
2i
l(n) ⫺ (n)
(n)
(⫺1)i
i!
]
Normal Flow
Times
Erlang Flow
Times
No Flow Time
Assumption
times. We label each policy according to its constraint
and assumption from which the leadtime policy was
derived. For example, Fill Rate-Norm refers to the
leadtime policy derived when a fill-rate constraint
and normal flow times are used. We denote policies
with uppercase letters (i.e., Fill Rate-Norm) while
constraints are denoted by lowercase letters (i.e., fill
rate).
4. Numerical Analysis
To compare the performance of the various leadtime
policies, we tested each leadtime policy on a variety
of production systems. We adjusted the control parameter () so that average leadtime for all policies
was the same. We then compared their performance
in terms of average fill rate, average tardiness, and
average relative tardiness.
4.1. Simple Systems
We began by testing the policies in simple environments represented by the M/M/1 and M/G/1 (with
normal processing times) queues. Since the M/M/1
329
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
Table 2
Average Performance Measures for the M/M/1 System
Performance
Error Relative to ‘‘Best’’
Leadtime Policy
Fill Rate
Tardy
Rel Tardy
Fill Rate
Tardy
Rel Tardy
Max Error
Fill Rate-Norm
Fill Rate-Exp
Fill Rate-Exp (bounded)
Tardy-Norm
Tardy-Exp
Relative Tardy-Norm
Relative Tardy-Exp
Constant
‘‘Best’’ for Measure
89.53%
90.57%
89.71%
84.39%
90.30%
89.68%
89.94%
89.69%
90.57%
0.336
0.507
0.301
0.272
0.234
0.311
0.281
0.286
0.234
0.016
1.1%
0.0%
0.9%
6.8%
0.3%
1.0%
0.7%
1.0%
44%
117%
29%
16%
0%
33%
20%
22%
6%
44%
⬁
0.015
0.052
0.017
0.015
0.015
0.015
0.015
system was used to derive the ‘‘Exp’’ policies we
would expect them to perform best in terms of their
respective service measures. Similarly, since the M/
G/1 system was used to derive the ‘‘Norm’’ policies
we would expect them to perform well in this environment. (However, since we simplified the distribution of the remaining life, it is not as clear that the
‘‘Norm’’ policies should be optimal as it is for the
‘‘Exp’’ policies, which were derived without any simplifying approximations.)
4.1.1. M/M/1 System. We tested an M/M/1 system with processing rate of one job per hour with
average interarrival times of 1.1 hours. We simulated
the system until we observed 32,000 outputs and recorded the flow time for each job as well as the number of jobs in the system that the arriving job saw
(including itself). For each policy we adjusted the control parameter () to make the average leadtime equal
to 14.0 hours. Then we observed the performance of
each policy with respect to fill rate, tardiness, and
relative tardiness.
Table 2 summarizes the results of the performance
measures for each leadtime policy. As we anticipated,
the leadtime policies derived using the exponential
processing-time assumption outperform those policies based on the normal flow time assumption. Fill
Rate-Exp achieves the highest average service level
among all policies, Tardy-Exp achieves the lowest average tardiness among all policies, and Relative Tardy-Exp achieves the lowest average relative tardiness
among all policies.
330
⬁
1%
251%
13%
4%
0%
4%
⬁
29%
251%
13%
33%
20%
22%
Table 2 also compares the error of each policy relative to the ‘‘Best’’ leadtime policy for each performance measure. For example, the difference in average fill rate (as a percentage of the ‘‘Best’’ policy)
between Tardy-Norm and Fill Rate-Exp is 6.8%. This
implies that using the Tardy-Norm policy to quote
leadtimes would achieve a fill rate that is 6.8% lower
than the fill rate that would be achieved if we quoted
leadtimes based on the Fill Rate-Exp policy for the
same average leadtimes.
Finally, Table 2 reports the maximum relative error
for a given policy across all three performance measures. For example, the maximum error for the TardyNorm leadtime policy is 251%. This maximum error
gives an indication of the robustness of the policies
to the definition of customer service.
4.1.2. M/G/1 System. We tested an M/G/1 system
with normal processing times with a mean processing time of one hour and a standard deviation of 0.3
hours. We simulated 32,000 outputs with average interarrival times of 1.1 hours. We recorded the flow
time for each job as well as the number of jobs in the
system that the arriving job saw (including itself). For
each policy, we adjusted the control parameter () to
make the average leadtime equal to 7.5 hours. Again
we compared the policies in terms of fill rate, tardiness, and relative tardiness. Table 3 summarizes the
resulting performance measures for each policy, compares the relative error of each policy relative to the
‘‘Best’’ policy, and reports the maximum error across
all performance measures.
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
Table 3
Average Performance Measures for the M/G/1 System
Performance
Error Relative to ‘‘Best’’
Leadtime Policy
Fill Rate
Tardy
Rel Tardy
Fill Rate
Tardy
Fill Rate-Norm
Fill Rate-Exp
Fill Rate-Exp (bounded)
Tardy-Norm
Tardy-Exp
Relative Tardy-Norm
Relative Tardy-Exp
Constant
‘‘Best’’ for Measure
92.84%
91.37%
79.41%
86.82%
87.30%
92.49%
85.07%
92.43%
92.84%
0.049
1.496
0.174
0.039
0.042
0.052
0.258
0.039
0.039
0.003
0.0%
1.6%
14.5%
6.5%
6.0%
0.4%
8.4%
0.4%
27%
3776%
351%
0%
9%
34%
569%
5%
⬁
0.016
0.014
0.020
0.003
0.016
0.003
0.003
From Table 3 we see that leadtime policies based
on the normal flow time assumptions outperform
leadtime policies based on the exponential processing-time assumption for the performance criteria
from which they were derived. For example Fill RateNorm outperformed Fill Rate-Exp (mean) and Fill
Rate-Exp with regard to average fill rate. Tardy-Norm
outperformed Tardy-Exp with regard to average tardiness. Relative Tardy-Norm outperformed Relative
Tardy-Exp with regard to average relative tardiness.
In general, leadtime policies based on exponential
processing times perform poorly in terms of robustness for a M/G/1 system with maximum errors at
373%, 485%, 569%, and ⬁. Finally, the clear winner
in terms of robustness is the Constant policy with a
maximum error of 5%.
4.2. Complex Systems
While very useful for deriving formulas and developing intuition, the M/M/1 and the M/G/1 systems
are not very representative of real-world production
environments. So to test our leadtime-quoting policies under more realistic conditions, we simulated
several more complex systems. Our analysis of such
systems indicated that policies based on the normal
flow time assumption always outperformed policies
based on the exponential processing-time assumption. Hence, from this point on we will limit our discussion to policies based on the normal flow time assumption plus the Constant SLT policy.
4.2.1. Four-Machine Normal System. To test a system with serial resources, we simulated four maMANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
Rel Tardy
0%
Max Error
27%
⬁
⬁
373%
310%
485%
2%
359%
0%
373%
310%
485%
34%
569%
5%
chines in tandem with normally distributed processing times with a mean of one hour and a standard
deviation of 0.3 hours. We tested this system under
three different arrival rates that resulted in utilization
levels of 75%, 90%, and 95%. Jobs were processed in
order of arrival, and interarrival times were exponentially distributed with an average interarrival time of
1.325, 1.11, and 1.05 hours, respectively. We simulated for 32,000 outputs and recorded the flow time for
each job, as well as the number of jobs in the system
that the arriving job saw (including itself). For each
policy and each utilization level, we adjusted so that
the average leadtimes achieved three different levels
(low, medium, high). This in turn resulted in three
different service levels: ‘‘low’’ (75%), ‘‘medium’’
(90%), and ‘‘high’’ (95%). Hence, we analyzed the
performance of 4 leadtime-quoting policies under
nine different test conditions (three utilization levels
and three leadtime levels).
For these nine test conditions, we compared the
policies in terms of fill rate, tardiness, and relative
tardiness. We also compared the error of each policy
relative to the ‘‘Best’’ leadtime policy for each performance measure as we did for the M/M/1 and M/
G/1 systems.
The maximum errors across all performance measures for each policy at various leadtimes and utilization levels are listed in Table 4. For example, the
maximum error across all three performance measures for a utilization level of 75% is 1% when using
the Constant policy for low leadtimes. In other words,
331
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
Table 4
Maximum Percentage Error Across Performance Measures for Various Leadtime and Utilization Levels in the Four Machine Normal System
Utilization ⫽ 0.75
Leadtime Levels
Utilization ⫽ 0.90
Leadtime Levels
Utilization ⫽ 0.95
Leadtime Levels
Leadtime Policy
Low
Med
High
Low
Med
High
Low
Med
High
Max Error
over all Util
and LT Levels
Fill Rate-Norm
Tardy-Norm
Relative Tardy-Norm
Constant
12
18
22
1
9
53
178
0
0
97
7
5
25
38
35
1
11
106
34
0
0
156
20
3
31
46
36
1
11
134
70
0
0
293
50
18
31
293
70
18
the performance measures achieved from using the
Constant policy will be no more than 1% off from the
performance measures achieved by using the ‘‘Best’’
policy for the same average leadtime. By reporting
the maximum error for various leadtimes and utilization levels, Table 4 shows that errors tend to be
worse for high leadtime/utilization combinations.
However, the worst error we observe for the Constant
policy across all leadtimes and utilization levels is
18%.
Recall that we calculated the maximum error based
on performance measures that were estimated via
simulation. Consequently, it is not a given that the
‘‘Best’’ policy is statistically significantly better than
the other policies. Therefore, we performed a twosample t-test to determine which policies were significantly worse than the ‘‘Best’’ policy. We did this
by dividing the output into 40 batches and calculating
the average fill rate, average tardiness, and average
relative tardiness for each batch. We then compared
the average fill rate from the 40 batches of the ‘‘Best’’
leadtime policy with the average fill rate from the 40
batches of the other leadtime policies by calculating
the appropriate t-statistic. We performed the same
comparison on average tardiness and average relative
tardiness. Based on this statistic, Table 5 lists the leadtime policies that are significantly different from
(worse than) the ‘‘Best’’ policy. Table 5 also lists the
utilization level, leadtime level, the performance criteria, the ‘‘Best’’ policy, and the level of significance
for the four Machine Normal System.
The key conclusions from this analysis are:
(1) The Constant policy is never significantly different from the ‘‘Best’’ (in fact, it is the ‘‘Best’’ across
332
all utilization levels and all performance measures for
medium leadtime levels).
(2) The Constant policy has the smallest maximum
error, at 18%, across all performance measures, all
leadtime levels, and all utilization levels. The next
lowest, as shown in Table 4, is 31% for the Fill RateNorm policy. Thus, the Constant policy is the most
robust.
(3) The Tardy-Norm policy is the worst performer
in terms of average relative tardiness. This is not surprising considering the graph of safety leadtimes presented in Figure 1 where the Tardy and Relative Tardy policies represented the extremes. Because their
safety leadtimes are so qualitatively different, these
policies do not perform well for each other’s service
criterion.
4.2.2. DPRO System. Because the key source of variability in effective process times in many production
systems is machine failures, we simulated a serial line
with deterministic processing times but with random
outages. We designate this system ‘‘DPRO’’ (deterministic processing with random outages). The processing times were assumed deterministic with a duration of one hour. Machines 1, 3, and 4 were assumed
reliable. Machine 2 was subject to random failures
with mean time to failure (MTTF) and mean time to
repair (MTTR) exponentially distributed with means
of 40 and 4 hours, respectively. Jobs were processed
in order of their arrivals, and interarrival times were
also exponentially distributed with average interarrival times of 1.530 hours, 1.246 hours, and 1.173
hours, which yielded utilization rates of 75%, 90%,
and 95% on machine 2. We simulated the system for
32,000 outputs and recorded the flow time for each
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
Table 5
Identification of Leadtime Policies Significantly Different from ‘‘Best’’ Policy for the Four NORM System
Utilization
Level
Leadtime
Level
low
low
fill rate
Constant
low
low
tardiness
Constant
low
low
relative tardiness
Fill Rate
low
medium
fill rate
Constant
low
medium
tardiness
Constant
low
low
low
low
medium
medium
medium
high
high
high
low
low
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
tardiness
Constant
Fill Rate
Fill Rate
Fill Rate
Constant
Constant
medium
medium
medium
medium
medium
medium
medium
high
high
low
medium
medium
medium
high
high
high
low
low
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
tardiness
Fill Rate
Constant
Constant
Constant
Fill Rate
Fill Rate
Fill Rate
Fill Rate
Tardy
high
high
low
medium
relative tardiness
fill rate
Constant
Constant
high
high
medium
medium
tardiness
relative tardiness
Constant
Constant
high
high
high
high
high
high
fill rate
tardiness
relative tardiness
Fill Rate
Fill Rate
Fill Rate
Criterion
job, as well as the number of jobs in the system that
the arriving job saw (including itself). For each policy
and each utilization level, we adjusted so that the
average leadtimes achieved three different levels (low,
medium, high). This in turn resulted in three different service levels: ‘‘low’’ (75%), ‘‘medium’’ (90%), and
‘‘high’’ (95%). As a result, we analyzed the performance of four leadtime-quoting policies under nine
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
Best Policy
LT Policies
Significantly
Different from
Best Policy
Significance
Level
Tardy
Rel Tardy
Fill Rate
Rel Tardy
Tardy
Rel Tardy
Tardy
Rel Tardy
Tardy
Rel Tardy
Tardy
Tardy
Tardy
Tardy
Tardy
Fill Rate
Rel Tardy
Tardy
Tardy
Rel Tardy
Tardy
Tardy
Tardy
Tardy
Tardy
Fill Rate
Rel Tardy
Tardy
Tardy
Rel Tardy
Rel Tardy
Tardy
Rel Tardy
Tardy
Tardy
Tardy
5.0%
15.0%
2.5%
0.5%
0.5%
15.0%
0.5%
15.0%
10.0%
5.0%
0.5%
0.5%
0.5%
0.5%
2.5%
10.0%
2.5%
0.5%
0.5%
15.0%
0.5%
0.5%
15.0%
0.5%
10.0%
10.0%
5.0%
0.5%
0.5%
10.0%
5.0%
0.5%
10.0%
0.5%
10.0%
0.5%
different test conditions (three utilization levels and
three leadtime levels).
As we did for the Four-Machine Normal System,
we compared the policies in terms of fill rate, tardiness, and relative tardiness for nine test conditions.
Again we compared the error of each policy relative
to the ‘‘Best’’ leadtime policy for each performance
measure. Table 6 summarizes the maximum error
333
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
Table 6
Maximum Percentage Error Across Performance Measures for Various Leadtime and Utilization Levels in the DPRO System
Utilization ⫽ 0.75
Leadtime Levels
Utilization ⫽ 0.90
Leadtime Levels
Utilization ⫽ 0.95
Leadtime Levels
Leadtime Policy
Low
Med
High
Low
Med
High
Low
Med
High
Max Error
over all Util
and LT Levels
Fill Rate-Norm
Tardy-Norm
Relative Tardy-Norm
Constant
0
0
0
0
17
8
12
7
0
25
0
4
0
0
0
0
14
29
17
9
1
60
1
10
2
6
2
4
11
69
25
6
6
136
17
17
17
136
35
17
across all performance measures for each policy at
three different leadtime levels for utilization levels of
75%, 90%, and 95%. Again, we see that the errors
tend to be larger for high leadtime/utilization combinations, although the maximum error we found
across all leadtimes and utilizations for the Constant
policy was 17%.
To test statistical significance of the performance of
each policy from the ‘‘Best’’ policy, we divided the
output into 40 batches and then compared the average fill rate of the 40 batches from each policy to the
average fill rate of the 40 batches from the ‘‘Best’’
leadtime policy using the two-sample t-test. We performed similar comparisons for average tardiness
and average relative tardiness. Table 7 gives the leadtime level, performance criteria, ‘‘Best’’ policy, and
the leadtime policies that are significantly different
from the ‘‘Best,’’ along with the significance level.
Note that to achieve ‘‘low’’ leadtime levels in the
DPRO system with utilization rates of 75% (low) and
90% (medium), each leadtime policy was reduced to
simply quoting the average mean flow time as a function of the number of jobs in the system. Adding any
slack leadtime to the leadtime quote would only increase the leadtime above the desired level. Thus, the
‘‘Best Policy’’ is not indicated for low leadtime levels
with low and medium utilization levels since all the
policies were reduced to the same policy of simply
quoting the mean leadtime.
The key conclusions from Tables 6 and 7 are:
(1) The Constant policy and the Fill-Rate policy are
the most robust policies with the lowest maximum
error of 17% across all performance measures, all
leadtime levels, and all utilization levels.
334
(2) The Constant policy never differs significantly
from the ‘‘Best’’ policy.
5. Conclusions
This paper describes several leadtime-quoting policies that address the problem of minimizing the average leadtime, subject to a constraint on customer
service. The policies for systems with exponential
flow times and service measured via fill rate and average tardiness are from the previous literature, while
the policies for systems with normal flow times and
any service definition, as well as policies for any system with service measured via relative tardiness, are
new to this paper. Because customer service can reasonably be defined as average fill rate, tardiness, or,
as we introduce in this paper, relative tardiness, and
because different customers care about different measures, a desirable feature of a leadtime-quoting policy
is that it perform robustly well across these service
measures, as well as across different production environments. However, because the safety leadtimes
resulting from the policies derived for specific definitions of customer service are very different, these
specialized policies do not necessarily perform robustly. Based on our analysis of different leadtimequoting methods for simple environments, we conjectured that a simple policy that quotes a constant
safety leadtime should be robust for complex systems. Our tests on several simulated production environments supported this conjecture. From Tables 2,
3, 4, and 6 we see that the maximum error across all
performance measures, all leadtime levels, and all
production systems is 31% for the Fill Rate-Norm polMANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
Table 7
Identification of Leadtime Policies Significantly Different from ‘‘Best’’ Policy for the DPRO System
Utilization
Level
Leadtime
Level
Criterion
low
low
low
low
low
low
low
medium
fill rate
tardiness
relative tardiness
fill rate
—
—
—
Tardy
low
low
low
low
low
medium
medium
medium
medium
medium
medium
medium
medium
medium
high
high
high
high
high
high
high
medium
medium
high
high
high
low
low
low
medium
medium
medium
high
high
high
low
low
low
medium
medium
medium
high
tardiness
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
tardiness
relative tardiness
fill rate
Tardy
Rel Tardy
Tardy
Rel Tardy
Fill Rate
—
—
—
Tardy
Tardy
Rel Tardy
Fill Rate
Fill Rate
Constant
Rel Tardy
Tardy
Rel Tardy
Constant
Tardy
Rel Tardy
Fill Rate
high
high
high
high
tardiness
relative tardiness
Fill Rate
Constant
icy, 293% for the Tardy-Norm policy, 70% for the Rel
Tardy-Norm policy, but only 18% for the Constant
policy.
Because it is so simple, the constant safety leadtime
policy is easily adapted to a broad range of manufacturing and service systems. Specifically, it may be
useful for establishing reasonable leadtimes within a
Capable to Promise (CTP) system. To strike a suitable
balance between leadtime and service, the single control parameter, (i.e., the safety leadtime), can be adjusted in real time using the control chart method
outlined by Hopp and Roof (2000). Hopp and Roof
give an efficient procedure for adjusting in the case
of a fill-rate constraint. In practical settings, however,
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001
Best Policy
LT Policies
Significantly
Different from
Best Policy
Significance
Level
—
—
—
Fill Rate
Rel Tardy
Fill Rate
—
—
—
Tardy
—
—
—
Rel Tardy
—
Tardy
Tardy
—
Tardy
—
—
—
—
—
Tardy
Tardy
Rel Tardy
—
Tardy
—
—
—
5.0%
10.0%
10.0%
—
—
—
0.5%
—
—
—
15.0%
—
5.0%
15.0%
—
0.5%
—
—
—
—
—
0.5%
5.0%
15.0%
—
0.5%
since leadtimes are generally quoted in increments of
days, it may be possible to simply use a step size of
one day. That is, increase (decrease) safety leadtime
whenever the current system’s service is statistically
higher (lower) than the target level. Further research
is needed to determine whether a more efficient stepsize procedure is possible and effective for the LQP,
subject to average tardiness and average relative tardiness constraints. Additional study is also needed to
investigate how well the Constant policy performs in
systems where simple leadtime-quoting mechanisms
can be used as building blocks for more sophisticated
CTP systems that consider multiple products, complex bills of material, and multiple customer classes.
335
HOPP AND STURGIS
A Simple, Robust Leadtime-Quoting Policy
References
Adam, N. R., J. W. M. Bertrand, D. C. Morehead, J. Surkis. 1993.
Due date assignment procedures with dynamically updated
coefficients for multi-level assembly job shops. Euro. J. Oper. Res.
68 212–227.
Bookbinder, James H., Afzal Ibn Noor. 1985. Setting job-shop due
dates with service-level constraints. J. Oper. Res. Society 36(11)
1017–1026.
Cheng, T. C. E., M. C. Gupta. 1989. Survey of scheduling research
involving due date determination decisions. Euro. J. Oper. Res.
38 156–166.
Dellaert, N. P. 1991. Due date setting and production control. Internat. J. Production Res. 23 56–67.
Duenyas, I. 1995. Single facility due date setting with multiple customer classes. Management Sci. 41(4) 608–619.
Enns, S. T. 1994. Job shop leadtime requirements under conditions
of controlled delivery performance. Euro. J. Oper. Res. 77 429–
439.
Fry, T. D., P. R. Philipoom, R. E. Markland. 1989. Due date assignment in a multistage job shop. IIE Trans. 21(2) 1453–1461.
Gordon, V. S., V. A. Strusevich. 1999. Earliness penalties on a machine subject to precedence constraints: SLK due date assignment. Computers and Oper. Res. 26 157–177.
Hopp, W. J., M. L. Roof. 2000. Quoting manufacturing due dates
subject to a service level constraint. IIE Trans. 32(9) 771–784.
Larson, R. J., M. L. Marx. 1986. An Introduction to Mathematical Statistics and Its Applications, 2nd ed. Prentice Hall, Englewood
Cliffs, NJ.
Lawrence, S. R. 1995. Estimating flow times and setting due dates
in complex production systems. IIE Trans. 27(5) 657–668.
Philipoom, P. R., L. P. Rees, L. Wiegmann. 1994. Using neural networks to determine internally-set due date assignments for
shop scheduling. Decision Sci. 25(5/6) 825–851.
Qi, X., F. S. Tu. 1998. Scheduling a single machine to minimize
earliness penalties subject to SLK due date determination
method. Euro. J. Oper. Res. 105 502–508.
Raman, N., F. B. Talbot. 1993. The job shop tardiness problem: A
decomposition approach. Euro. J. Oper. Res. 69 187–199.
Spearman, M. L., R. Q. Zhang. 1999. Optimal leadtimes. Management Sci. 45(2) 290–295.
Stalk, G., Jr., T. M. Hout. 1990. Competing Against Time: How TimeBased Competition Is Reshaping Global Markets. Free Press, New
York.
Udo, G. 1993. An investigation of due date assignment using workload information of a dynamic job shop. Internat. J. Production
Res. 29 89–101.
Wein, L. M. 1991. Due date setting and priority sequencing in a
multiclass M/G/1 queue. Management Sci. 37(7) 834–850.
Weng, Z. K. 1996. Manufacturing leadtimes, system utilization rates
and leadtime-related demand. Euro. J. Oper. Res. 89 259–268.
The consulting Senior Editor for this manuscript was Lawrence Wein. This manuscript was received on April 12, 1999, and was with the authors 641
days for 3 revisions. The average review cycle time was 71.3 days.
336
MANUFACTURING & SERVICE OPERATIONS MANAGEMENT
Vol. 3, No. 4, Fall 2001