Torsional deformation and fatigue of hardened steel including D. McClaflin

International Journal of Fatigue 26 (2004) 773–784 www.elsevier.com/locate/ijfatigue
Torsional deformation and fatigue of hardened steel including mean stress and stress gradient effects
D. McClaflin
a
, A. Fatemi
b, b a
REM Engineering Services, Morgantown, WV 26505-2374, USA
Department of Mechanical, Industrial and Manufacturing Engineering, University of Toledo, Toledo, OH 43606-3390, USA
Received 5 August 2002; received in revised form 18 July 2003; accepted 22 October 2003
Abstract
This study investigates torsional deformation and fatigue behavior of both solid and thin-walled tube specimens made of a high strength quenched and tempered spring steel. Uniaxial deformation and fatigue data of this steel were already available. Monotonic and cyclic deformation curves are predicted from the von Mises and Tresca criteria and compared to the torsional data.
Three types of torsional fatigue tests involving shear mean stress as well as tensile and compressive mean stresses were also performed in order to gain a better understanding as to how to predict the behavior of the material under such loading. The stresslife ( S – N ) approach and strain-life curve based on commonly used failure criteria are evaluated. Failure modes and fracture surfaces were observed and are discussed with regards to the failure criteria commonly used for life predictions. The differences in cyclic deformation and fatigue behaviors between solid round specimens where a stress gradient exists, and thin-walled tube specimens where a uniform stress state is commonly assumed, are also discussed.
# 2003 Elsevier Ltd. All rights reserved.
Keywords: Torsional fatigue; Mean shear stress; Fatigue of hardened steel; Life prediction for torsion fatigue
1. Introduction
Much of the available fatigue properties today are for axial loading and little torsional data can be found.
In addition, most of the torsional data available are for ductile materials. This is peculiar since there are many components in many industries that are primarily under torsional loading conditions. For instance, coil springs made of brittle high strength steels are used in many applications and are subjected to cyclic shear stresses and strains. Shear fatigue properties and behaviors of these high strength brittle materials are often estimated from axial data using failure criteria such as the maximum principal stress theory or the Coulomb–
Mohr theory. Such criteria are often used because it is often reported that for brittle materials in torsion, cracks nucleate on planes oriented at 45 v from the longitudinal axis of the specimen, or the maximum
Corresponding author. Tel.: +1-419-530-8213; fax: +1-419-530-
8206.
E-mail address: afatemi@eng.utoledo.edu (A. Fatemi).
0142-1123/$ - see front matter # 2003 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ijfatigue.2003.10.019
principal planes. Fatigue life and cracking mechanism of a typical brittle steel used in manufacturing automotive coil springs is investigated in this study and found not to conform to such traditional predictions or estimations, as discussed in this paper.
Mean stress effect, which is often present in the service load history of many components subjected to cyclic torsion is another aspect of fatigue behavior that is examined in this study. According to Findley
sional fatigue strength is reduced when the maximum shear stress (sum of alternating and mean stresses) exceeds the material yield stress. For a ductile cast iron, it was found that the shear endurance strength was reduced by about 30% by the applied shear mean stress in R ¼ 0 tests, where the maximum shear stress of
365 MPa exceeded the shear yield stress of 340 MPa for this material
. When the mean torsional stress is less than the torsional yield strength, however, it is often believed that torsional fatigue behavior of cylindrical polished specimens of ductile materials is not affected
[3] . A decrease in torsional fatigue strength less
774 than 10% for 4340 steel at RC16 with 221 MPa torsional mean stress, and a decrease in torsional fatigue strength of about 25% for 4340 steel at RC55 with
290 MPa torsional mean stress was reported by Findley
, where s max
< s y
. When a tensile stress is applied to a fully reversing torsionally loaded specimen, such as in cyclic torsion of a shaft subjected to a mean bending stress, a decrease in life is often reported
Determining mean stress effects in torsion is useful in design of components that are under cyclic torsion loading in the presence of a mean shear or normal stress.
There has often been a discussion as to whether there is a difference in the fatigue behavior of round solid and thin-walled tube specimens. Thin-walled tubes are more expensive and difficult to manufacture accurately. Stress calculations for such specimens are, however, straightforward due to nearly uniform stresses over the wall thickness. While round solid specimens are easier to manufacture, it is more difficult to perform stress calculations because of the stress gradient present. Determining this difference was another objective of this study.
2. Experimental program
D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784
The SAE 9254 AL FG quenched and tempered steel commonly used in manufacturing automotive coil springs was used in this study. The chemical composition consists of 0.57% C, 0.71% Mn, 0.011% P,
0.009% S, 1.57% Si, 0.011% Cu, 0.01% Ni, 0.72% Cr,
0.005% Mo, 0.007% Va, 0.028% ASA, 0.007% N, and
0.002% Cb, and the balance is Fe.
lists the axial monotonic and cyclic properties. This material is a brittle high strength steel with a Rockwell C hardness of 58 (Brinell hardness of 584), an ultimate tensile strength of 2950 MPa, a reduction in area of 4%, and an elongation of 3.9%. It is a cyclically softening material, as expected for such a material. Axial strainlife and stress-life behaviors were found to be nearly identical due to very limited axial cyclic plastic deformations, even in the low cycle fatigue regime.
Thin-walled tube specimens with an overall length of
147 mm, uniform gage section length of 28.6 mm, inside diameter of 12.7 mm, and wall thickness of 1.27
mm were used for the monotonic and fatigue tests. The specimens were first rough machined, then heat treated and ground. The inside surface was honed and the outside surface polished using three different grits of aluminum oxide lapping film. The polishing was then finished using a rotating polishing wheel with a polishing compound resulting in a mirror-like finish. Identical round solid specimens were also used to investigate the stress gradient effects. The only difference from the thin-walled tube specimen being that there was no hole in the solid specimens.
A closed-loop servo-controlled hydraulic axial-torsion load frame and digital servo-controller were used to conduct the tests. The load cell used had a capacity of 1 kN m in torsion and 100 kN axially. Hydraulically operated grips using universal tapered collets were employed to secure the specimens’ ends in series with the load cell and actuator. Total shear strain was controlled using an axial-torsion extensometer, with the exception of the totally elastic tests where load control was used.
Two specimens were used to obtain the monotonic properties. For these tests, the axial channel was in load control allowing the specimen to change in length and avoiding any axial stress. For fatigue tests, shear strain amplitudes ranging from 0.0065 to 0.023 were
Table 1
Summary of monotonic and cyclic axial and torsional properties
Axial
Monotonic properties
Modulus, GPa (ksi)
Yield strength, MPa (ksi)
Ultimate strength, MPa (ksi)
Fracture strain
Fracture stress, MPa (ksi)
Strength coefficient, MPa (ksi)
Strain hardening exponent
Cyclic properties
Cyclic yield strength, MPa (ksi)
Cyclic strength coefficient, MPa (ksi)
Cyclic strain hardening exponent
Fatigue strength coefficient, MPa (ksi)
Fatigue strength exponent
Fatigue ductility coefficient
Fatigue ductility exponent
E r y
¼ 205 : 4
¼ 2270 r u
¼ 2950 e f
¼ 4 : 08% r t
¼ 2483
K ¼ 2916 n ¼ 0 : 0418 r
K n
0 r
0 t
0 y
0
¼
¼
¼
¼
1922
0
3322
: 088
4108 b ¼ 0 : 109 e
0 t
¼ 1 : 13 c ¼ 0 : 954
(29789.2)
(329.2)
(427.8)
–
(360.1)
(422.9)
–
(278.7)
–
–
–
(481.8)
–
(595.8)
Torsion
G ¼ 80 : 3 s y
¼ 1053 : 7 s u
¼ 1224 : 8 c t s t
¼
¼
N = A
1010 : 6
K
0
¼ 1437 : 5 n
0
¼ 0 : 0507 s
0 y
K n s
0
1
0
0
0
0
¼
¼
¼
784
0
1276
:
: 9
:
0783
¼ 1254 : 9
9 b c
0
0
1
¼ 0 : 0544
¼ 0 : 4001 c
0
¼ 0 : 6027
(11642.7)
(152.8)
(177.6)
–
(146.6)
(208.5)
–
(113.8)
–
–
–
(185.2)
–
(182.0)
D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784 utilized resulting in lives between 100 and 1 000 000 cycles. Solid specimens were also tested at the same levels as the thin-walled tube specimens in order to observe the difference in life between the two types of specimens under the same alternating shear strain conditions. Hysteresis loops were recorded at intervals of 2 n
.
Most of the strain-controlled tests were conducted in strain control until the estimated midlife and then changed over to torque or rotation control to protect the extensometer from sudden brittle fracture. For the strain-controlled tests, the applied frequencies ranged from 0.10 to 0.50 Hz, while for the torque and rotationcontrolled tests the frequencies ranged from 0.1 to 3 Hz.
All tests were conducted at room temperature and using a sinusoidal waveform. The definition used for failure was a 10% drop in torque amplitude in strain-controlled and rotation-controlled tests, and a 10% increase in rotation amplitude in torque-controlled tests. However, because of the brittleness of this material most specimens fractured before the test could be stopped. Replication of the surface of some specimens was employed to monitor surface crack development and growth. Replication was done by stopping the tests at zero torque at regular intervals and using cellulose acetate sheets. It was observed from theses tests that the crack growth life was quite short. This is mainly due to the low fracture toughness of the brittle material investigated.
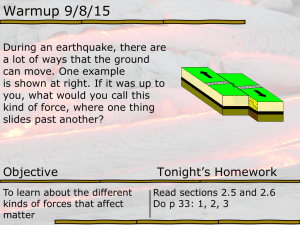
Three different types of tests were performed to determine the effects of mean stress. These were tests with a mean shear strain equal to the alternating shear strain ð R c
¼ sion tests ð R c
0 Þ and no axial load, fully reversing tor-
¼ 1 Þ with an applied tensile load, and fully reversing torsion tests ð R c
¼ 1 Þ with an applied compressive load.
shows the loading paths of the mean stress tests conducted and the loading levels used.
Each type of test was conducted at two shear strain amplitude levels of 0.015 and 0.008 and repeated at those levels. These levels were chosen such that plastic deformation existed at the higher level, while only elastic deformation existed at the lower level. The tests with an axial load had an axial stress approximately
2/3 of the alternating shear stress. This was due to the load limitations of the testing machine used.
3. Analysis and discussion of experimental results
3.1. Monotonic and cyclic torsion deformations and predictions
775
Shear stress ( s ) for the tubular specimen midsection were calculated from the measured torque and the specimen dimensions: s midsection
¼
T
Ar midsection
ð 1 Þ where A is the cross section area and r midsection is the midsection radius. The monotonic shear stress–strain curves from duplicate tests were close to each other.
Average values of the results from monotonic torsion tests are listed in
Table 1 . The modulus of rigidity or
shear modulus ( G ) was determined by calculating the slope of the elastic region of the monotonic curves. The shear yield strength ( s y
) was determined by using the
0.2% offset method on the monotonic shear stress– strain curve. The ultimate shear strength ( s u
) and shear fracture strength ( s f
) were calculated using Eq. (1) with the ultimate or maximum torque and the torque at fracture, respectively.
The shear stress ( s )–shear strain ( c ) relation was represented by the Ramberg–Osgood equation: c ¼ c e
þ c p s
¼
G
þ s
K
0 n
1
0
ð 2 Þ where the shear strength coefficient, K
0
, and strain hardening exponent, n
0
, are the intercept and slope of the best line fit to midsection shear stress ( s ) versus plastic shear strain ( c p
) data in log-log scale. Common yield criteria (von Mises and the Tresca) were used to predict the shear stress–strain behavior of the material from uniaxial properties (i.e.
K and n listed in
This was done by using the Ramberg–Osgood equa-
Fig. 1.
Mean stress test loading paths and levels.
776 D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784 tion, where based on von Mises criterion:
K
0
¼ K ð 1 = 3 Þ
ð n þ 1 Þ = 2 and n
0 and based on Tresca criterion:
¼ n ð 3 Þ
K
0
¼
K
2
ð 2 = 3 Þ n and n
0
¼ n ð 4 Þ
This comparison can be seen in
. It can be seen from this figure that the Tresca estimation fits the experimental curve better than the von Mises prediction. Tresca criterion reflects the fact that the mechanism of yielding and plastic deformation is the slip of crystal planes, controlled by shear stress.
Cyclic torsion deformation behavior was obtained from the torsion fatigue test data.
provides the summary of the fatigue test results, where surface shear strains and midlife surface shear stresses are reported.
For duplicate tests performed at the same shear strain level the differences in torque and rotation amplitudes were generally less than 5%, and the difference in life was less than a factor of 2. Plots of shear stress amplitude variation versus applied number of cycles in strain-controlled tests indicated cyclic stability was achieved early during the cyclic deformation process.
Half-life hysteresis loops and data were, therefore, used to obtain the steady-state or stable cyclic shear properties. Similar to monotonic behavior, the cyclic shear stress–strain behavior could also be characterized by a
Ramberg–Osgood type equation. The cyclic shear strength coefficient, K 0
0 ing exponent, n
0
0
, and cyclic shear strain harden-
, are the intercept and slope of the best line fit to midlife shear stress amplitude ( D s /2) versus midlife plastic shear strain amplitude ð D c p
= 2 Þ data in log-log scale. Similar to monotonic deformation, von
Mises and Tresca criteria were also used to predict the cyclic torsional behavior of the material from uniaxial data. This comparison for the cyclic deformation behavior indicated that both estimates are high compared to the test data, with Tresca criterion providing a better estimation. It should be noted, however, that less accurate Tresca criterion prediction for the cyclic curve, compared to the monotonic curve, may be due to small cyclic plastic deformations/insufficient data from the axial tests, rather than low predictive capability of the
Tresca criterion. In
, superimposed plots of monotonic and cyclic shear deformation curves are shown. As can be seen, the material cyclically softens.
3.2. Completely reversed torsional fatigue behavior and predictions
Constant amplitude strain-controlled torsion fatigue data were used to determine the shear strain-life curve.
Analogous to the Coffin–Manson equation for axial fatigue behavior, the following equation relates the shear strain amplitude to the fatigue life:
D c
2
¼
D c e
2
þ
D c p
2
¼ s f
0
G
ð 2 N f
Þ b
0 þ c
0 f
ð 2 N f
Þ c
0 ð 5 Þ where s f
0 is the shear fatigue strength coefficient, the shear fatigue strength exponent, c f
0 b
0 is is the shear fatigue ductility coefficient, c
0 is the shear fatigue ductility exponent, G is the shear modulus, and 2 N f is the number of reversals to failure. The shear fatigue strength coefficient, s f
0
, and shear fatigue strength exponent, b
0
, are the intercept and slope of the best line fit to surface shear stress amplitude ( D s /2) versus reversals to failure
(2 N f
) data in log-log scale. The shear fatigue ductility coefficient, c f
0
, and shear fatigue ductility exponent, c
0
,
Fig. 2.
Comparison of monotonic torsion deformation curve with predictions based on von Mises and Tresca criteria.
Tube
Tube
Solid
Solid
Solid
Tube
Solid
Solid
Tube
Solid
Solid
Solid
Solid
D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784
Spec type
Tube
Tube
Tube
Tube
Tube
Tube
Tube
Tube
Tube
Tube
Tube
Tube
Tube
Tube
Table 2
Summary of torsion fatigue test results c a
0.0234
0.0232
0.0231
0.0150
0.0150
0.0115
0.0115
0.0100
0.0100
0.0080
0.0080
0.0070
0.0070
0.0065
c m
0.0005
0.0002
0.0000
0.0000
0.0000
0.0000
0.0006
0.0000
0.0000
0.0000
0.0000
0.0000
0.0000
0.0000
D c p
/2
0.0110
0.0105
0.0117
0.0045
0.0040
0.0017
0.0016
0.0009
0.0007
0.0000
0.0000
0.0000
0.0000
0.0000
s a
(MPa)
933
930
842
814
846
775
751
711
734
639
640
564
564
524 s m
(MPa)
0
0
8
0
1
17
0
5
0
0
3
1
6
1 r m
(MPa)
0
0
0
0
0
0
0
0
0
0
0
0
0
0
Solid
Solid
Solid
Solid
Solid
0.0150
0.0115
0.0010
0.0090
0.0070
0.0000
0.0000
0.0012
0.0002
0.0000
0.0037
0.0018
0.0003
0.0001
0.0000
929
812
798
758
560
10
30
90
0
0
0
0
0
0
0
0.0150
0.0149
0.0080
0.0080
0.0151
0.0149
0.0080
0.0080
0.0080
0.0150
0.0149
0.0080
0.0080
0.0150
0.0150
0.0080
0.0081
0.0001
0.0002
0.0000
0.0000
0.0001
0.0002
0.0001
0.0000
0.0000
0.0052
0.0051
0.0000
0.0000
0.0033
0.0056
0.0000
0.0000
0.0002
0.0037
0.0039
0.0000
0.0000
824
786
663
651
958
783
668
641
602
919
919
631
640
100
109
520
539
15
1
0
1
5
13
11
0
0
483
483
427
428
644
0
0
0
0
483
484
423
426
1294
1308
45 740
59 274
1812
1242
39 074
50 656
18 916
3344
4412
229 740
263 414
2 N f
254
390
578
2102
1608
6836
14 176
25 338
40 572
117 718
77 006
159 044
121 326
>20 144 64
2544
12 110
27 658
68 108
331 530
777
Fig. 3.
Composite plot of cyclic and monotonic shear stress–strain curves.
778 are the intercept and slope of the best line fit to surface shear plastic strain amplitude ð D c p
= 2 Þ versus reversals to failure (2 N f
) data in log-log scale. The total shear strain amplitude versus reversals to failure plot is shown in
Fig. 4 . This plot displays the shear strain-life
curve, as well as the elastic shear strain-life and the plastic shear strain-life portions. A summary of the cyclic torsion properties of the material is also provided in
.
Predictions of the torsional fatigue behavior were obtained using the axial fatigue life data. The shear fatigue properties in the torsional strain-life equation
(Eq. (5)) were calculated based on von Mises, Tresca, and maximum principal strain criteria. According to von Mises criterion: s f
0 ¼ r f
0
3 ; c f
0 ¼ p ffiffiffi
3 e f
0
; b
0
¼ b ; and c
0
¼ c ð 6 Þ
For the Tresca criterion: s f
0 ¼ r f
0
2 ; c f
0 ¼ 1 : 5 e f
0
; b
0
¼ b ; and c
0
¼ c and for the maximum principal strain criterion:
ð 7 Þ s f
0 ¼ r f
0 ð 1 þ m Þ ; c f
0 ¼ 2 e f
0
; b
0
¼ b ; and c
0
¼ c ð 8 Þ
This comparison can be seen in
. It can be seen that among the three criteria the von Mises criterion provides the best estimation of the strain-controlled torsional fatigue behavior. This criterion tends to
‘‘average’’ the effect of shear stresses or strains on many differently oriented slip planes. Note that even though the upper and lower curves (upper and lower bands) seem close to each other, they represent more than an order of magnitude difference in fatigue life.
D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784
The S – N or stress-life approach is often used for fatigue design of high strength materials, where small or no plastic deformation exists. This approach uses axial data to estimate the fatigue life for torsion or combined loading by determining an equivalent axial stress using one of the common failure criteria such as
Tresca, von Mises, or maximum principal stress. The
S – N equation is given by:
S
N f
¼ r
0 f
ð 2 N f
Þ b
ð 9 Þ where r f
0 is the axial fatigue strength coefficient and b is the axial fatigue strength exponent. Each of the three aforementioned criteria are used and compared to the experimental data in
Fig. 6 . It can be seen that while
none of these criteria result in satisfactory predictions, the Tresca criterion is closer to the experimental curve.
Choosing the maximum principal stress criterion would result in very poor predictions and a non-conservative design.
It should be noted that in the absence of experimental torsional fatigue data, because of the brittleness of this material and based on historical data one would usually choose the maximum principal stress or strain criteria. As can be seen from
these criteria result in non-conservative life predictions.
The reason for choosing the maximum principal stress or strain criteria for brittle materials is mode I cracking due to significant effect of inclusions on the fatigue behavior as well as the low fracture toughness of such materials. However, the inclusions must be of a certain size to affect the fatigue strength
. Lacking such large inclusions, shearing on the maximum shear plane can play the controlling mechanism. Other factors influencing the effect of inclusions on fatigue life are the shape
Fig. 4.
Shear strain amplitude versus reversals to failure.
D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784 779
Fig. 5.
Shear strain amplitude versus fatigue life from experiments and predictions.
of the inclusion, adhesion of the inclusion to the matrix in which it is contained, and the moduli of the inclusion and the matrix
Observed cracks on the specimens appeared to be on one or both of the maximum shear planes, i.e. parallel or transverse to the axis of the specimen.
shows cracking on the longitudinal plane (i.e. maximum shear plane), with final fracture occurring in a spiral shape on a 45 v plane (maximum principal stress plane).
Therefore, although the failure crack may appear to be on the maximum principal stress plane at 45 v
, the fatigue damage mechanism in fact is shear. This agrees with the aforementioned discussion of the failure criteria and the fact that maximum principal stress or strain criteria may not be appropriate for brittle/high strength steels and can result in non-conservative fatigue life predictions.
3.3. Thin-walled tube versus solid specimen torsion fatigue behavior
The calculation of shear stress for the solid specimens when specimens were plastically deformed, was based on the method put forth by Miller and Chandler
Fig. 6.
Experimental and predicted shear stress amplitude versus fatigue life curves.
780
Fig. 7.
Typical fractured specimen in cyclic torsion ð N f
¼ 38 503 Þ .
where they show that:
D s ¼
1
2 p a 3
D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784
3 D T þ D c d ð D T Þ d ð D c Þ
ð 10 Þ where a is the specimen radius, D T is the torque range from the midlife hysteresis loop, D c is the shear strain range, and d( D T )/d( D c ) is the slope of the tip of the midlife T – c hysteresis loop. This equation reduces to
D s ¼ 2 D T = ð p a 3 Þ for elastic behavior.
shows the cyclic shear stress amplitude versus shear strain amplitude data for both solid and tubular specimens. It can be seen here that the stress calculations using the approximation model just described gave higher values of shear stress amplitude than was expected, based on the tubular specimen data. This is due to the stress gradient effect for the solid specimen, as deformation response is a bulk behavior, depending on the specimen gage section volume. Inelastic stress calculations for thin-walled tube specimens are simpler, and more reliable.
Solid specimens were tested at five of the same alternating shear strain levels as the thin-walled tube specimens in order to observe the difference in fatigue life between the two types of specimens. The results from these tests are compared to the thin-walled tube data on a strain-life plot in
Fig. 9 . It can be seen that there
is no significant difference in life between solid and thin-walled tube specimens. This may not be the case with more ductile materials.
In ductile materials, the life may be longer for a solid specimen in cyclic torsion because the crack grows long and shallow on the surface of the specimen and slowly grows inward. This makes a solid specimen last longer since there is more material through which the crack can grow, in addition to lower stress toward the center due to the stress gradient. However, with the material
Fig. 8.
Cyclic stress versus strain for tests on solid and tubular specimens.
D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784 781
Fig. 9.
Comparison of solid and thin-walled tube specimens fatigue behavior.
studied here this does not affect the life significantly because of the negligible crack growth life due to the material brittleness (as mentioned earlier, the brittle high strength steel investigated had a percent elongation of only 3.9%). Macroscopic crack growth could not be observed for any of the solid specimens, as fracture occurred prior to a 10% torque drop due to a crack in the strain-controlled tests, or a 10% rotation increase due to a crack in the torque-controlled tests.
This indicates that the macroscopic crack was small
(i.e. less than 1 mm for solid specimens) prior to fracture, and therefore the macroscopic crack growth life was negligible. This was also confirmed by post-failure fracture surface observations.
3.4. Mean stress torsion behavior and life predictions
The steady-state (midlife) torque versus shear strain hysteresis loops for the four load paths of the mean stress tests at c a
¼ 0 : 015 all exhibited inelastic behavior, while the tests at c a
¼ 0 : 008 all exhibited elastic behavior. Cyclic softening occurred during mean stress tests, but cyclic stability was achieved early during the cyclic deformation process. In the R c higher shear strain level ð c a
¼ 0 tests at the
¼ 0 : 015 Þ , there was much more mean stress relaxation than the R c
¼ 0 tests at the lower shear strain level ð c a
¼ 0 : 008 Þ . Most of the relaxation of the shear stress occurred relatively early in the fatigue life of the specimens.
shows the mean stress test results. The height of the bars in the chart is the ratio of fatigue life with mean stress to fatigue life with no mean stress. Since duplicate tests were performed for each type of mean stress test and at each shear strain amplitude, average life of the duplicate tests is plotted. If the bar is higher than the dark line at 1, then there was a beneficial effect due to the mean stress, and if it is below the dark line at 1, then there was a detrimental effect due to the mean stress. Torsion tests with a mean shear stress
ð R c
¼ 0 Þ had a life shorter than those with no mean stress by a factor of about 2, for both the long life as well as the short life tests. Generally, the mean stress is thought to have a greater effect at long life, consistent with many mean stress model predictions
Torsion tests with an applied tensile load had a shorter life when compared to the tests with no mean stress, also by a factor of about 2, indicating that the tensile mean stress had a detrimental effect. Torsion tests with an applied compressive mean stress had a longer life when compared to the tests with no mean stress, again by a factor of about 2, indicating that the compressive mean stress had a beneficial effect. This can be explained by frictional forces on crack surfaces during the shearing process. These forces naturally increase when there is an applied compressive load closing the crack faces, and decrease when there is an applied tensile load opening crack faces. Thus, the life is increased when a compressive load is applied to the crack plane during cyclic shear, and decreased when a tensile load is applied. In both cases, the axial mean stress had somewhat greater impact at long life, than at short life, as can be seen from
A stress-based model that has traditionally and most commonly been used for mean stress situations is the modified Goodman model given by
S qa
S
N f
þ
S qm
S u
¼ 1 ð 11 Þ
782 D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784
Fig. 10.
Fatigue life ratios for mean stress torsion tests, as compared with completely reversed torsion tests.
where S qa
S qm is the equivalent uniaxial alternating stress, is the equivalent uniaxial mean stress, S u is the ultimate tensile strength, and S
N f is the completely reversed uniaxial fatigue strength. The equivalent stresses S qa criteria. The ratio S qa
= S
N f shear, such that:
S qa
S
N f and S qm
¼ s a s
0 f
ð 2 N f
Þ b
0 can be calculated based on different is equal to the same ratio in
ð 12 Þ
There are alternative methods of calculating the equivalent mean stress. A common method is based on von Mises criterion:
S qm
¼ p
2 ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð S m1
S m2
Þ
2
þ ð S m2
S m3
Þ
2
þ ð S m3
S m1
Þ
2
ð 13 Þ and another common method is based on a simple sum of principal stresses:
S qm
¼ S m1
þ S m2
þ S m3
ð 14 Þ
Since Eq. (13) always results in a positive equivalent mean stress, Eq. (14) better represents the beneficial effect of compressive mean stress and the detrimental effect of tensile mean stress on fatigue life. However according to Eq. (14), mean torsion stress has no effect on fatigue life since S qm
¼ 0 for mean torsion, which was not observed to be the case for the material investigated.
shows the results of modified Goodman model using both S qm equations. The height of the bar is the ratio of the predicted life to the experimental life.
It can be seen that neither criteria along with the modified Goodman equation generally provide good predictions for mean stress effects in cyclic shear situations.
A model which utilizes the strain-life approach and can incorporate the mean stress effects is the Fatemi–
Socie model which was developed for multiaxial fatigue
. This model is based on the observations that cyclic shear drives the crack nucleation and small crack growth process, a tensile mean stress reduces friction between crack surfaces reducing the life, and a compressive mean stress increases friction increasing the fatigue life. This model was used in a study by Fatemi and Kurath
and found to be an accurate model for multiaxial tests with mean stresses. The Fatemi–Socie model is given by:
D c max
2
1 þ k r n ; max r y
¼ s f
0
G
ð 2 N f
Þ b
0 þ c f
0
ð 2 N f
Þ c
0 ð 15 Þ where c max
/2 is the maximum shear strain amplitude, r n,max plane, r is the maximum normal stress on the D c max y is the axial yield strength, and k is a material property which is determined by relating the axial and torsional fatigue properties of the material, using the following equation: k ¼
0
ð 1 þ m e
Þ s f
0
G r f
0
E
ð 2 N f
Þ b
0
ð 2 N f
Þ b
þ c f
0
þ 1
ð 2
þ
N m f p
Þ c
0 e f
0 ð 2 N f
Þ c
1
1 r f
0 r y
ð 2 N f
Þ b
ð 16 Þ where m e is the elastic Poisson’s ratio and m p is the plastic Poisson’s ratio. One can choose a k value that will closely match the torsional strain-life curve with the
D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784 783
Fig. 12.
Variation of k in the Fatemi–Socie parameter with fatigue life.
uniaxial strain-life curve for a range of lives from about 10
2 to 10
7 reversals. Variation of k with fatigue life, along with the best fit line for this life range is shown in
k ¼ 0 : 5 corresponds to a life at about the mid-range of the data shown in this figure. Using k ¼ 0 : 5, the Fatemi–Socie model is compared to the mean stress fatigue data in
be seen that the model fits the mean stress data under all mean stress loading conditions and for both long and short lives reasonably well.
4. Conclusions
Fig. 11.
Experimental results and modified Goodman model predictions.
Monotonic and constant amplitude cyclic torsion fatigue tests, with or without mean stress were conducted on a hard high strength steel. Based on the results and analysis presented in the paper, the following conclusions can be made.
(1) When predicting torsional monotonic and cyclic deformation behaviors, Tresca criterion provided the best predictions. The best prediction of the shear strain-life curve from the axial fatigue curve was obtained from the von Mises criterion. This is contrary to the commonly recommended maximum principal strain criterion for brittle materials, such as the material studied in this investigation.
(2) When using the S – N approach, none of the traditionally used failure criteria (Tresca, von Mises, maximum principal stress) provided satisfactory predictions of torsional fatigue behavior based on axial fatigue behavior. Life predictions based on the strain-life approach were much better than those based on the S –
N approach, in spite of high strength/low ductility of the material investigated.
(3) Observed cracks in the specimens tested appeared to be on the maximum shear plane(s). Although in some cases the overall crack orientation appeared to be on a typical spiral 45 v fracture plane (i.e. maximum principal stress plane), the fatigue damage mechanism was in fact shear. This agrees with the life prediction analysis, which showed that the maximum principal stress or strain criteria do not fit the experimental fatigue data.
(4) The replicated test specimen showed that the crack growth life was very short, compared to the life to crack nucleation. This can be attributed to the low fracture toughness of the material.
(5) The shear strain-life behavior obtained from solid and thin-walled tube specimens were observed to be the
784 D. McClaflin, A. Fatemi / International Journal of Fatigue 26 (2004) 773–784
Fig. 13.
Comparison of Fatemi–Socie model with mean stress fatigue data.
same. However, if data is needed with regard to shear deformation behavior, thin-walled tube specimens are recommended since shear stresses can be calculated more reliably in the inelastic deformation region.
(6) Torsion tests with a mean shear stress ( R c
¼ 0) had a life shorter than those with no mean stress by a factor of about 2. When compared to the tests with no mean stress, torsion tests with an applied tensile man stress had a shorter life indicating a detrimental effect, while torsion tests with an applied compressive mean stress had a longer life indicating a beneficial effect.
(7) The commonly used modified Goodman equation with either von Mises or sum of principal stress equivalent mean stress models did not accurately represent mean stress effects in torsional fatigue. The Fatemi–
Socie model, however, fits the data for all loading conditions reasonably well.
Acknowledgements
American Iron and Steel Institute partially funded this research project. Professor Tim Topper and his student from the University of Waterloo obtained the uniaxial properties for the material investigated.
References
[1] Findley WN. Effects of extremes of hardness and mean stress on fatigue of AISI steel in bending and torsion. ASME
Journal of Engineering Materials and Technology 1989;111:
119–122.
[2] Marquis G, Socie D. Long-life torsion fatigue with normal mean stresses. Fatigue and Fracture of Engineering Materials and
Structures 2000;23:293–300.
[3] Shigley JE, Mischke CR. Mechanical engineering design, 5th ed.
McGraw-Hill; 1989.
[4] Socie DF, Marquis GB. Multiaxial fatigue. Society of Automotive Engineers, Inc; 2000.
[5] Murakami Y. Effects of small defects and nonmetallic inclusions on the fatigue strength of metals. JSME International Journal
Series I 1989;32(2):167–80.
[6] Miller KJ, Chandler DC. High strain torsion fatigue of solid and tubular specimens. Proceedings of Institution of Mechanical
Engineers 1970;2(4):262–70.
[7] Wehner T, Fatemi A. Effect of mean stress on fatigue behavior of a hardened carbon steel. International Journal of Fatigue
1991;13(3):241–8.
[8] Stephens RI, Fatemi A, Stephens RR, Fuchs HO. Metal fatigue in engineering, 2nd ed. John Wiley and Sons; 2000.
[9] Fatemi A, Socie DF. A critical plane approach to multiaxial fatigue damage including out-of-phase loading. Fatigue and Fracture of Engineering Materials and Structures 1988;11(3):149–65.
[10] Fatemi A, Kurath P. Multiaxial fatigue life predictions under the influence of mean-stresses. ASME Journal of Engineering Materials and Technology 1988;110:380–8.