David C.H. Grant An approach to closed loop solvent emissions control systems,
advertisement

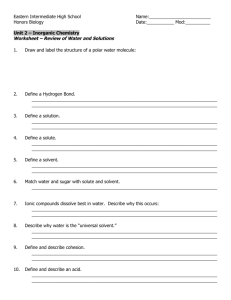
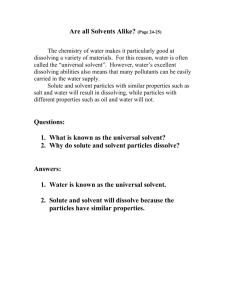
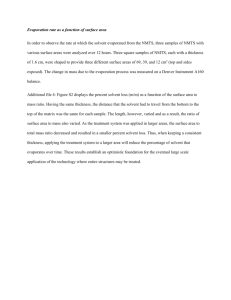
CLOSED LOOP SOLVENT EMISSIONS CONTROL David C.H. Grant An approach to closed loop solvent emissions control systems, useful for all conventional solvent processes and solvents is presented. The example of a retrofitted, open vapor degreaser is used to illustrate system requirements, technical problems and their solutions. Principal performance parameters are quantified using a mathematical model. Solvent losses from air emissions of a few pounds per year are possible. Abstract: A. INTRODUCTION: In spite of the apparent desirability of aqueous cleaning systems, it appears there will always be the need for solvent processes to do things water just cannot do. This paper addresses an approach to using solvents that is environmentally responsible, enhances worker safety and is economically attractive. B. OBJECTIVES FOR SOLVENTS EQUIPMENT: In the broad view, the following are objectives to be sought in developing a modern solvent processing system. The system should: 4. 5. 6. Reduce air emissions to virtually zero. Be adaptable to all conventional solvents processes and enable new processes. Be suitable for essentially all solvents with boiling points of 80°F (or less) to over 250°F. Be capable of being retrofit to existing solvent equipment. Match or improve thruput. Be cost justified C. BENEFITS OF VIRTUALLY ZERO SOLVENT EMISSIONS: 1. 2. 3. If solvents can be kept inside the cleaning system and not be lost to leaks of liquid or vapor solvent, a number of significant benefits accrue, specifically: 1. 2. 3. Environmental effects such as ozone depletion; global warming and photo-reactivity (VOC's) are avoided. Hazards of solvent exposure for operators are greatly reduced. Unit cost of the solvent is no longer an issue. If no solvent is lost, solvent price is not important. 192 Precision Cleaning ‘95 Proceedings 4. Blends become practical. If no solvent is lost, there is no fractional solvent loss. Solvent compositions remain constant. Azeotropes are nice but not essential. 5. By solving the emissions problem, solvents again become practical and the benefits of solvents, compared to aqueous systems, become attainable. These are: Efficacy: There are just some things water cannot do. a) No water supply, treatment or effluent facilities and b) operation are needed. Solvent processes generally require less energy than c) aqueous systems. Compared to water, solvents have lower latent heats of d) vaporization and higher vapor pressures. Solvents dry quickly and spot free. Solvent systems are generally smaller in physical size e) compared to water systems. Closed solvent systems require very little ventilation and f) operate at close to ambient temperatures. These require much less air conditioning (filtration, temperature and humidity control and ventilation) compared to aqueous systems. D. TECHNICAL PROBLEMS AND SOLUTIONS: Fig. 1. is a schematic of a closed loop system applied to a conventional open degreaser, the example used in this paper. It is instructive to identify individual technical problems in order to define the most effective solutions to solvent emissions control. The starting point is any solvent process that emits solvent in its operation, in this case a conventional, open solvent degreaser. 1. SOLVENT CONTAINMENT: The first thing to do is to enclose the process such that no solvent can reach the atmosphere. In the case of the degreaser one can simply put a chamber on top of the degreaser and carefully seal the joint between the two. The chamber should be no larger than necessary. It should provide a good view of the interior and the cleaning process. As we will see later, it need not be a pressure vessel. It can be of relatively light construction. 2. SOLVENT RECOVERY: Temperature Swing Process: a) We can speak of solvent humidity in the same terms as water humidity in air. Solvent relative humidity (SRH) is the percentage by weight of solvent in a gas sample compared to the weight of the same solvent in the same gas at saturation. Likewise, if a solvent mixture has a dew point above the temperature of a surface it is exposed to, solvent will be condensed on the cold surface. Precision Cleaning ‘95 Proceedings 193 If we circulate the gas from the chamber to a condenser that has a relatively low temperature we can significantly reduce its solvent content by condensation. Not all solvent vapor is removed, however the SRH can be maintained between 5 and 10 percent by reducing the dew point to -20 to -30°F. This low solvent relative humidity gas will produce very rapid drying conditions in the chamber. Drying may be accelerated by adding heat with convection or radiation. b) Temperature Swing - Illustrative Example: Refer to Fig. 2. This example uses TCA (l,l,l Trichloroethane) solvent at 90°F and condenser temperature of -20°F. Air saturated with solvent at 90°F contains 0.078 lbs. solvent per cubic foot of gas. The values in the following example were chosen to illustrate how the process works. In the operating machine the beginning SRH is much lower - in the range 5 to 20 percent SRH. If gas in the chamber starts out at 60 percent SRH (Fig. 2, point 1) and is cooled by the condenser to 70°F (point 2) no condensing will occur. As cooling continues, once the saturated vapor pressure curve is reached (point 2), solvent is condensed as the process follows the saturation curve along (point 3) to (point 4), the condenser temperature. Removal of solvent lowers the SRH of the gas. The gas, warmed to chamber temperature (point 5), contains 0.003 lbs. solvent per cubic foot, 4 percent of the weight of solvent in saturated air at that temperature. Condensing Temperature: Temperatures in the minus c) twenties are chosen because -30°F is about the lower operating limit for relatively common, inexpensive low temperature refrigeration units. Further, within the system proposed, there is no need to reduce the solvent below this already low concentration. The low SRH achieved dries well and the solvent vapor pressure curves are almost asymptotic below -20°F. Further temperature reduction does little to reduce solvent content or improve system solvent loss performance. Solvent Recovery Capacity: A resident charge of nond) condensable gas, air or nitrogen, is used to transport solvent vapor from the chamber to the stripper condenser in the solvent recovery system. Relatively small gas circulation in the closed loop has very large solvent conveying capacity. Solvent conveying capacity is calculated as the product of: (Solvent content of saturated gas (lbs/cf) in the closed loop minus - solvent content of the gas (lbs/cf) at the exit of the stripper) times circulation flow rate (cfm). For example: Solvent: TCA (l,l,l trichloroethane); circulation rate: 10 cfm (a very nominal flow rate); chamber temperature: 70°F; stripper exit dew point: -26°F: Saturated air at 70°F contains 0.0492 lbs solvent/cf. Stripped air, at -26°F dew point, contains 0.0026 lbs solvent/cf. The difference multiplied by circulation of 10 cfm X 60 min/hr produces almost 28 lbs/hr solvent recovery capacity: well beyond the emission rate of small and mid sized degreasers. 194 Precision Cleaning ‘95 Proceedings In operation, solvent escaping the degreaser increases the dew point of gas in the chamber. As that gas is circulated to the solvent recovery condenser, condensation occurs to reduce the dew point to condenser temperature. SRH in the chamber rises above idle value in proportion to the rate of solvent escaping the degreaser. SRH in the order of 5 to 15 percent in the chamber is typical of an operating degreaser. Water Content: The process is virtually anhydrous. Since e) the process is closed from the outside, atmospheric moisture does not enter the system. At startup the gas in the closed loop is quickly dehydrated by the stripper. MAINTAINING AMBIENT PRESSURE: a) Gas Volume Changes: Assume ambient pressure in the chamber at idle conditions. When processing starts, some solvent vapor will be lost from the degreaser to the chamber increasing the volume of gas in the system. One of two things can happen: either the pressure or the volume must go up. 3. Given the choice, the machine designer would prefer to allow the volume to go up and maintain chamber pressure at ambient. This reduces the differential pressure with the outside, thus the effect of leaks, if any, and it avoids the need for a strong, expensive It also avoids unpredictable effects on the process due to chamber. pressure changes (boiling point variations, effects on ultrasonic cleaning, etc.). b) Low Pressure Accumulator: Pressure may be controlled several ways. Perhaps the best pressure control, with the least instrumentation, is the use of a slack sided accumulator - a soft sided bag. If the bag is not allowed to fill to the point where there is back pressure, the pressure inside is the same as outside. The accumulator may be conveniently located remote from the chamber, connected by a flexible tube. During periods of operation additional gas volume in the system, due to increased solvent content, is stored in the accumulator. During idle periods, solvent is condensed, system gas volume decreases and gas in the accumulator returns to the chamber. c) Venting: In the overall scheme of things the accumulator stores gas volume swings due to loads placed on the degreaser and collects air ingested with the product for occasional venting (more below). The destination and timing of the venting are under the user's control. In one case, using a small degreaser, 9,600 cycles per year and TCA solvent, this venting is calculated to lose 2 lbs of solvent per year and requires venting less than 3 cubic feet of gas per day. Precision Cleaning ‘95 Proceedings 195 PRODUCT IN/OUT: a) Vacuum Air Lock: 4. The next hurdle is how to get the parts to be processed in and out of the chamber without either allowing solvent to escape or, just as importantly, to allow air to enter. In the system proposed, this is done by using a vacuum air lock. The vacuum air lock is a pressure chamber capable of withstanding full vacuum and sized to accommodate parts to be processed. It is equipped with inner and outer doors, a vacuum pump and valves. b) How It Works: To load product into the system, the inner door is closed and the outer door opened. Product is put into the air lock and the outer door closed. The air lock is now isolated from both the room and chamber. Air is evacuated by the vacuum Valves on the pump discharqe the air back to the room. The pump vacuum is broken from inside the closed loop. The gas in the air lock is now the same as in the chamber. The inner door is opened and the product enters the chamber. l To take the product out of the chamber, the process is reversed except that the gas from the evacuation is directed back into the closed loop and the vacuum is broken from outside the closed loop. c) Benefits: Several benefits accrue to this concept: 1) Air Excluded: Air is not allowed to enter with the Atmospheric moisture as well as air entry is avoided. Solvent vapor is not allowed to 2) escape with the product. It is returned to the closed loop for further use 3) Vacuum Drying: If parts are not completely dried in the chamber and still contain liquid solvent, that solvent will be evaporated in the final evacuation process. The evaporated solvent is returned to the closed loop. product. Solvent Contained: There are limitations to the capacity for vacuum drying. There must be enough heat in the product to evaporate all the solvent liquid. It is possible, but not practical, to add heat during the evacuation. As pressure decreases, solvent boiling point decreases. Heat flows from the parts to the liquid solvent and the solvent is evaporated. If there is not enough heat available, the liquid solvent temperature will be reduced to the temperature corresponding to the solvent's boiling point at the vacuum pressure achieved. Generally metal parts enter the air lock warm and relatively dry. If an adsorbent product, like a fabric, is wet when it enters, it will not be dried by the final vacuum. There will not be enough residual heat in the product to provide heat to evaporate all the liquid solvent. The result will be a very cold, but wet product. With these products it is necessary to be sure they are dried in the chamber before the final evacuation step. Added heat is an alternative. 196 Precision Cleaning ‘95 Proceedings The advantage of drying parts in the chamber, as opposed to vacuum drying in the air lock, is that overall solvent loss performance will be improved. Solvent content in the chamber at the end of the final vacuum is calculated by reducing the solvent content at the start of the cycle by the inverse of the ratio of the starting and ending absolute pressures. If the initial content is higher, the final content will be higher. If the chamber SRH is low when the product is returned to the air lock the starting point, solvent content is much less than if there is liquid solvent in the air lock and the process follows the saturation curve. Using TCE (Trichloroethylene) as an example, if gas in the air lock at the start of final vacuum is at 14% SRH, the loss due to incomplete final vacuum (27 in hg) is 3.8 lbs/year. If the beginning SRH is 100% (saturated), or if the process reaches the saturation curve by evaporating liquid solvent during final evacuation, the loss increases to 27.4 lbs/year. d) Vacuum Pumps: The objective in the vacuum air lock is to avoid gas transfer in or out. If either the initial or final vacuum is not complete, some gas will remain in the air lock and will be transferred into or out of the system. Not unlike other equipment, the cost of vacuum pumps increases rapidly as their ability to create a full vacuum is approached. Fortunately, to achieve satisfactory, low emission performance, full vacuum is not necessary. The discussion of performance below quantifies the effect of vacuum level achieved compared to solvent emission performance. Vacuum pumps with the following characteristics are needed: Capacity to evacuate the air lock being used in 30 to 45 0 seconds 0 Non-lubricated - avoids oil contamination Capable of 27 to 29 inches mercury vacuum 0 Free of leaks: air in or vapor out 0 Adequate cooling for the cycles being run 0 5. MATERIALS HANDLING: A fundamental consideration of enclosing the process with a chamber is that it is no longer possible to reach in and touch the product. Some form of materials handling, operated from outside, is needed. In practice this requirement becomes "the tail wagging the dog". The process is simple. The challenge is how to handle the product through the process. Precision Cleaning ‘95 Proceedings 197 The air lock is fitted with a means to load and retract the product into it. After the initial evacuation the load is presented to the internal materials handling system. Basically there are three types of materials handling approaches: 1) Manual - This works for very small, undemanding applications. Glove ports are used. 2) Manual Remote Control - With this system the movement of the product inside the system is manually controlled by an operator. Larger machines and greater product weights are accommodated this way. 3) Automated - Full automatic control of the cleaning process and product movement requires the least operator attention, produces the most consistent results, but is the most expensive. Materials handling systems need to be flexible, physically small to contain chamber size and capable of presenting the product to the solvent as the process requires. E. PERFORMANCE - THE NUMBERS: MATHEMATICAL MODEL: The following quantifies the performance 1. of the closed loop solvent emissions control system. The basic tool for the quantification of parameters, is a mathematical model. a) Base Case: For realistic comparisons a base case using a typical small degreaser was chosen defined as follows: 0 Degreaser with two 10" X 12" sumps 1 cubic foot net air lock volume after loading with 0 product 6 cycles per hour 0 0 1 shift per day 5 days per week 0 50 weeks per year 0 80 percent in-time 0 This produces 9,600 cycles per year. b) Calculated Values: Physical characteristics of the solvent, vacuum level attained, etc. are entered. The following are calculated: Solvent vapor pressure at 70°F and -26°F. These 0 correspond to chamber and stripper condenser temperatures. Solvent loss due to air ingestion 0 Solvent loss due to residual solvent in the air lock 0 following final vacuum Total solvent loss - lbs/year 0 Air lock evacuation time 0 Solvent "vapor puff" volume - how much the gas in the 0 system would expand if it became saturated. Solvent loss performance comparison with an open degreaser 0 198 Precision Cleaning ‘95 Proceedings 2. VACUUM EFFECTS ON PERFORMANCE: The most important influence on solvent loss performance is the level of vacuum achieved. The greater the vacuum the less gas remains in the air lock, thus reducing air ingestion (and subsequent venting) and residual solvent vapor left in the air lock that is lost when the product is removed. Fig. 3, using model data, shows the linear effect of vacuum on solvent loss performance for two solvents. MEC (Methylene chloride) has high vapor pressure and TCE (Trichloroethylene) has relatively low vapor pressure. Conclusion: The better the vacuum pump, the better the solvent loss performance. Assuming a vacuum pump performs reliably at 27 inches vacuum, it would be hard to justify spending money to improve its performance to 29 in hg if one were only to reduce MEC loss from 33 lbs/year to 10 lbs/year. 3. SOLVENT VAPOR PRESSURES: Fig. 4 shows typical solvent vapor pressure curves. Generally speaking, the lower the vapor pressure under chamber conditions, the lower the solvent consumption will be and the smaller the "vapor puff" will be. The size of the "vapor puff" is a factor in determining how large the low pressure accumulator must be. Fig. 5 shows the effect of solvent vapor pressure on solvent loss, all other things being equal. Even the performance of the higher vapor pressure solvents is attractive, especially since their losses in open systems tend to be higher as well. SUMMARY: F. The concept presented meets the environmental, safety and economic objectives for solvents equipment listed in paragraph B. above. Emissions are reduced to a few pounds of solvent per year making benefits of solvent processes, compared to aqueous systems, practical realities. There is wide flexibility in process and solvent selection. Solvents may be tailored to produce desired effects by blending. Converting to a different solvent, for example, a new HFC solvent, is a relatively simple operation. Since the equipment may be retrofitted to existing equipment, in a broad range of applications, and construction is relatively light, capital advantages are gained as well. Precision Cleaning ‘95 Proceedings 199 SOLVENT VAPOR PRESSURES TYPICAL SOLVENTS VAPOR PRES - PSIA 20 MEC 15 10 5 0: 10 20 30 40 50 60 70 80 90 TEMPERATURE - DEG F M E C Fig. 4 - PHYSICAL PROPERTIES - - TCA - I P A - T C E 100 110 120 SOLVENT VAPOR PRESSURE EFFECTS BASE CASE - ANNUAL LOSS LOSS LBS/YR 35 30 25 20 15 10 5 0 MEC TCA TCE SOLVENT Fig. 5 - PHYSICAL PROPERTIES