Carnavos_Draft_5_4
advertisement

A Survey of Tool Wear in Cutting the Titanium-Based Alloy Ti-6Al-4V: Metallurgical
Effects, Wear Mechanisms, & Prediction Methods
Kristine Carnavos
ME 6960: Friction, Wear & Lubrication of Materials
Spring 2015
RPI Hartford
Professor Ernesto Gutierrez-Miravete
Submitted on: 13 May 2015
1
Abstract
Titanium-based alloys are not only one of the most commonly used materials in industry; they
are also designated as one of the most difficult-to-cut materials for cutting processes and result in
high tool wear rates for cutting tools.
2
Table of Contents
3
1. Introduction
Titanium and its associated alloys, including the alloy Ti6Al4V, are one of the most
commonly used materials in industry today. Their applications are diverse and broad, from 15%
of the airframe weight of the 787 Boeing Dreamliner (including most of the components of the
landing gear) [1] to the titanium-aluminide blades of the 3-stage low pressure turbine on Pratt &
Whitney’s 1100G Geared Turbofan Engine [2] to numerous uses in dental and bone/joint
implants in the medical industry [3], and multiple uses in the energy and marine industries. This
material’s desirability is due to its’ low material density (light-weight) as well as good corrosion
resistance, chemical inertness, high strength-to-weight ratio at high temperatures, non-magnetic
nature, and superior elasticity [4]. Although this material has multiple desirable properties, its’
metallurgical makeup causes mechanical, chemical, and thermal material characteristics that
have caused it to be classified as a “difficult-to-cut” material and results in high tool wear rates
for cutting tools and limits on the tool life usage in cutting processes. Ultimately, many of these
tool wear mechanisms are unpredictable as they are affected by the combination of a number of
factors and variables in the cutting process, such as cut speed, material feed, the presence of
coolant lubrication in the cutting process, material insert type, etc. For the purposes of this
survey, the type of insert that has been limited to carbide-based inserts. Fundamental
mathematical models have been used in industry for years to predict tool wear in inserts cutting
titanium based alloys; however, the mathematical models are limited and do not take interactions
of cutting parameters into account. Research has been conducted into FEA and other modeling
types to predict tool wear in carbide-based inserts in cutting Ti6Al4V, but it is a combination of
the mathematical modeling as well as these other modeling techniques that will ultimately result
in accurate tool wear predictions.
4
1. Titanium Structure & Properties
1.1 Titanium Metallurgy
Pure titanium has two crystal structures, alpha and beta. Alpha phase exists primarily as
a hexagonal close packed (hcp) crystographic phase at below 882.5OC. Once the
temperature reaches above 882OC, titanium undergoes an allotropic transformation to the
body centered cubic (bcc) Beta Phase and remains stable until the melting point of
titanium, 1668OC, is reached. Titanium is alloyed by the addition of “alpha stabilizers”
and “beta stabilizers”, which have a great influence on the transformation temperature
and as consequence, the mechanical, thermal, and chemical properties of the alloy.
Based on the addition of these materials, titanium alloys can be classified into multiple
groups. Machado’s “Machining of Titanium and its alloys- a review” [4] notes only four
distinct groups, but Hosseini et. al [3] separates these categories based on specific
percentage levels of beta and alpha stabilizers present in the alloys to distinguish between
their material properties. This paper will summarize both categorization methods into
one in order to provide a comprehensive understanding of the properties of each of these
levels.
1.1.1 Unalloyed Titanium
This level describes pure titanium without any addition of alpha or beta stabilizers.
Pure titanium experiences high corrosion resistance but has low tensile strength,
especially at high temperatures. This makes the use of pure unalloyed titanium
undesirable and is mostly not used in industry. [4]
1.1.2 Alpha Alloys
Alpha Alloys only contain alpha stabilizers and maintain tensile strength up to
300OC. They also exhibit excellent creep resistance but are not heat treatable. [3,4]
1.1.3 Near Alpha Alloys
These alloys are highly stable alpha alloys that include a small amount (1-2%) of beta
stabilizers in order to improve strength capabilities at higher temperature ranges.
They are similar to Alpha alloys in their material behaviors, but the addition of the
beta stabilizers increases their material capability at elevated temperatures to the
range of 400OC to 520OC. [3,4]
1.1.4 Alpha-Beta Alloys
These alloys contain up to 4-6% of beta stabilizers, which allows them to be heat
treated to improve their strength capabilities up to the range of 350OC to 400OC. This
is the most commonly used group of alloys in the aerospace industry and is the group
which Ti-6Al-4V, the most commonly used Ti Alloy used in industry accounting for
~45% of the total titanium produced belongs to and will be the focus of this paper.
[3,4]
1.1.5 Metastable Beta Alloys
This group contains up to 10-15% of beta stabilizers and a small amount of alpha
stabilizers in order to increase strength capability of the material. These have high
strength, hardenability, and toughness capabilities as well as forgeability over a large
range of temperatures. [3,4]
1.1.6 Beta Alloys
Beta alloys are classified as Ti alloys that contain ~30% beta stabilizers. They have
high corrosive resistance, high hardenability, and burn-resistance, but are typically
characterized by high density and poor ductility. [3,4]
5
1.2 Titanium & Titanium Alloy Properties & Effects on Tool Wear
As noted before, titanium alloys are classified as “difficult-to-cut” materials due to their
material properties and attribute to high tool wear and a decrease in tool life. There are
four distinct categories of properties that attribute to its overall poor machinability &
accelerated tool wear: mechanical, thermal, chemical, and chip formation characteristics
[4].
1.2.1 Mechanical Properties
1.2.1.1
Hardness
Titanium has a Brinell hardness rating of 160, but its alloys have a range from
220-280. This has given each of them a machinability index of 0.3 and 0.2
respectively, which compared to steel and steel alloys, are quite low. [Table 2.1,
4] It is noted that a higher hardness of the workpiece material in machining leads
to acceleration of tool wear & decrease in tool life. [4]
1.2.1.2
Material Hardening Due to Elevated Temperatures
1.2.1.2.1 Hardening due to Diffusion
During the cutting process, the cutting zone between the tool and workpiece can
reach up to 1100OC (this will further be discussed in the thermal conductivity
section below). At ranges of 600 to 700OC, Oxygen and Nitrogen molecules
present on the titanium workpiece surface will diffuse into the surface layer and
harden the workpiece; this hardening will immediately increase tool wear rate.
1.2.1.2.2 Strain/Work Hardening due to Plastic Deformation
Titanium is able to maintain its strength and properties at much higher
temperatures than other metals, and as such, requires higher cutting power to
produce the cutting forces necessary to plastically deform the material. The
higher cutting forces result twin-dislocation interactions in the titanium alloy
microstructure, causing plastic deformation & ultimately resulting in
work/strain hardening. The material hardening results in significant tool wear.
[4,5]
1.2.1.3
Strength/Modulus of Elasticity
Titanium and its alloys have a high elasticity, but has a low modulus of elasticity;
due to the higher strains on the workpiece caused by the low modulus of
elasticity, this can result in issues such as increased tool deflection and rub. This
will increase tool wear and reduce tool life as well as cause dimensional and
surface finish issues to the workpiece.
1.2.2 Chemical Properties
2.2.2.1 Chemical Reactivity
Titanium becomes highly chemically reactive at elevated temperatures of
500OC and above, which results in chemical reactions between the
workpiece and tool and causes chemical wear to deteriorate the tool. It
should be noted that most tools types currently available for turning
operations have a chemical affinity with titanium so only certain types of
tool inserts can be used in turning titanium.
1.2.3 Thermal Properties
1.2.3.1
Thermal Conductivity
Titanium has a thermal conductivity of 15 W/mOC, which is quite poor.
This results in poor dissipation of heat generated by the interaction between
6
the workpiece and tool in the cutting zone. Hossini notes that studies have
shown that Titanium experiences up to 80% heat transfer between the
workpiece and tool, which is ~30% greater than most other materials. [4].
Titanium & associated alloys often reach up to 1100OC in cutting zone due
to poor thermal conductivity, which will dull the cutting edge and result in
increased tool wear rate. Pramanik et. al mentions that the elevated
temperatures of the titanium cutting zone can also cause chips to re-weld to
the tool, resulting in a wear mechanism known as adhesive wear, causing
additional rapidly accelerated tool wear during machining as small tool
pieces break. This will be discussed further later on in this paper. [5]
1.2.4 Chip Formation Characteristics
Titanium and its alloys have a characteristic chip formation shape at varying speeds that directly
contribute to its difficulty in machining.
1.2.4.1
Low Speeds
At low speeds, titanium alloys experience thermal softening, causing localization of shear
stresses on the titanium work piece. This will cause cyclic variation on the tool, resulting in
vibrations on the tool and will result in significant reduction in tool life. Ultimately, this
produces a condition known as “chatter” on the surface finish, which will be further discussed in
section 3.2.4.2 of this paper.
1.2.4.2 High Speeds
At high speeds, titanium alloys experiences high temperatures and high strain hardening, causing
thermo-plastic instability within the primary shearing zone. As material is cut, a chip segment is
formed via normal cutting practices; however, the additional shear strain will result in extreme
shear stresses, causing thermo-plastic instability (adiabatic shear). Ultimately, this results in a
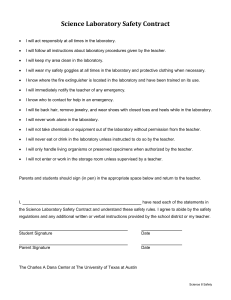
chip type known as “segmentation” or “saw-tooth chips,” as seen in figure 1 below.
Figure 1: Saw-Tooth Chip Seen in Machining of Ti6Al4V
As seen in figure 1, the chips are separated at the surface furthest from the workpiece, but
continue to be connected at the tool/workpiece interface due to ductile fractures that occur as a
result of the localized shearing. The shear band frequency that results in this chip type increased
with the increase of the feed rate of the workpiece material, and the product of the feed and
cutting speed gives a criteria at which this saw-tooth chip phenomenon occurs, which for
Ti6Al4V is ~0.004 and above. Also, for Ti6Al4V, it has been determined that the cracks that
7
result in the ductile fracture phenomenon will occur starting at cutting speeds of around 600
m/min. [Pramanik, Hosseini]
3. Wear on Tool Inserts
Now that the fundamental structure of titanium as it affects tool wear is understood, the specific
wear mechanism of tool inserts will be explored in further detail.
3.1 Types of Wear Experienced by Metallic Machining
In order to capture a complete understanding of the specific mechanisms that tool inserts
see during cutting processes, the fundamentals of wear must first be understood. What follows is
a brief survey of the different wear types that metals most commonly see during machining
processes. This includes: adhesive wear, abrasive wear, diffusion wear, chemical wear, and
plastic deformation. Brief overviews of some of these wear mechanisms as they affect cutting
inserts on Ti6Al4V will also be discussed.
3.1.1. Adhesive Wear
Adhesive wear is characterized as the weldment of small metallic particles to each other
due to elevated temperatures as two metallic surfaces interact & frictional forces increase. The
addition of a relative velocity will also result in tool chipping and possible fracture (both
mechanisms are discussed further below). Odelros has noted that as material adheres to the
cutting tool through this mechanism, a built-up edge can form (BUE) on the tool edge, especially
at low cutting speeds, which will significantly accelerate tool wear. Figure 2 shows the built up
edge on a cutting edge after adhesive wear during cutting operations. [#,#]
Figure 2: Built-Up Edge (BUE) on Cutting Tool [#]
Zhen et al conducted trials on WC/Co cutting inserts on Ti6Al4V at various cutting
speeds and feed rates and proved that combinations of increasing feed rates and speeds, greater
amounts of tool wear occurs, and the dominating wear mechanism seen on this specific insert
type is adhesive wear. This can specifically be seen in figure 3 below, where a noticeable
amount of material can be seen missing from the labeled tool-chip contact area. Zhen also notes
that in some WC/Co cutting inserts that experienced adhesive wear, some of the carbide particles
that were adhered to the workpiece experienced built-up edges that were characteristic of a form
of adhesive wear called attrition wear, which “pluck s” pieces of the WC/Co cutting tool into the
chip.
8
Figure 3: Adhesive Wear In Contact Area of WC/Co Insert Trials of Cutting Ti6Al4V [#]
3.1.2. Abrasive Wear
Abrasive wear is defined by ASTM International as “the loss of material due to hard
particles or hard protuberances that are forced against and move along a solid surface”. [#Standard Terminology Relating to Wear and Erosion, Annual Book of Standards, Vol 03.02,
ASTM, 1987, p 243-250]. During cutting operations, the Ti6Al4V workpiece often will cause
wear on the softer cutting surface as temperatures increase due to Titanium’s low hardness
capabilities at high temperatures [Odelros]. The contact type will determine the wear mode of
abrasion: two-body abrasive wear and three-body abrasive wear. Two-body abrasive wear
primarily occurs as a material is cut or “plowed” by asperities on the harder workpiece from the
opposing softer tool surface. This results in a characteristic groove-like shape on the softer
surface, and may have additional material built up to the sides of the grooves, as seen in figure 4
below. Three-body abrasive wear will occur once worn-off particles are unconstrained and
become trapped between the cutting surfaces. [#http://www.substech.com/dokuwiki/doku.php?id=mechanisms_of_wear#abrasive_wear]
Odelros notes that in cutting processes, two-body abrasion will result in accelerated tool wear
rates faster than those seen in three-body abrasion [#].
Figure 4: Characteristic Groove Shape of Abrasive Wear [#]
9
In relation to cutting Ti6Al4V, Sato et. al conducted various tool studies on various
inserts types to determine the effects of certain cutting parameters on tool wear, primarily the
effects of wet and dry machining on coated and uncoated carbide inserts. It was noted that
abrasive wear was seen on the carbide insert that was coated by diamond-based coating,
VCGX110204 AL 1810, on both the cutting and opposing cutting surface, as seen in figure 5
below, but it did not lead to catastrophic tool failure. Another uncoated carbide-based insert with
a Cermet matrix was used in machining operations for this test, VBMT110304 KF H13A, and
for both wet and dry machining, significant abrasive wear was seen on all faces of the tool
rendering it useless for further machining, as seen in figure 6. From this study, it can be
concluded that abrasive wear will be seen more significantly on uncoated carbide inserts vs.
coated carbide inserts when machining Ti6Al4V. [SATO]
Figure 5: Abrasive Wear on VCGX110204 AL 1810 Carbide Diamond Coated Inserts after
Cutting Ti6Al4V [SATO]
Figure 6: Abrasive Wear on VBMT110304 KF H13A Uncoated Inserts after Cutting
Ti6Al4V [SATO]
3.1.3 Diffusion Wear
Diffusion wear occurs as one material diffuses into the other as they are in contact with
one another at elevated temperatures. The extreme temperatures seen in the cutting zone of Ti
10
cause this to be the primary wear mechanism of titanium alloys. Often, diffusion wear will result
in crater wear on the rake face of the tool insert (this will be discussed further below). Odelros
notes that through diffusion, the tool becomes fundamentally structurally weaker and more
sensitive to other wear types, including abrasive and adhesion wear.
Jiaxin et all conducted studies on the diffusion of WC/Co carbide inserts during the
cutting of Ti6Al4V as a function of temperature from 400OC to 800OC and its effects on tool
hardness. It was noted that significant penetration of tool particles were seen at 800OC, up to a
depth of 20 micrometers, and that the tool hardness at the workpiece interface more significantly
depleted than that far away from the interface due to tool diffusion into the workpiece,
significantly accelerating tool wear [JIANXIN]
3.1.4 Chemical/Corrosive Wear
Chemical wear occurs when oxidation at elevated temperatures takes place on the tool
surface due to the presence of oxides on the workpiece material surface. Depending on the
composition of the oxide and workpiece material, oxide layers could either result in a
strengthening of material hardness, or even result in chipping and tool fracture. [#]
3.1.5 Plastic Deformation
Plastic deformation can result in tool wear if the incorrect tool material is used beyond
the thermal capabilities of the tool. As the tool material is softened by the elevated temperatures
and cutting forces, the tool deforms to a new geometric shape, as seen in figure 7 below.
Ultimately, this will result in differing tool properties than the intended use, accelerating tool
wear. [Odelros, http://www.sandvik.coromant.com/enus/knowledge/materials/cutting_tool_materials/wear_on_cutting_edges/pages/default.aspx]
Figure 7: Plastic Deformation Wear of Cutting Edge Surface
3.2 Wear Mechanisms of Cutting Tools
Figure 8 shows the ISO 3002/1 definition of the geometric parameters of the cutting tool
insert surfaces during the turning process:
11
Figure 8: ISO 3002/I Diagram of the Cutting Tool Surfaces & Cutting Forces [#]
There are two primary faces upon which wear mechanisms occur: the rake face, which is defined
by the ISO standard as, “the cutting tool surface closet to the chip, on the front edge of the
cutting tool, over which the chip formed slides,” and the flank face, which is defined as, “the
surface of the cutting tool that the newly created surface flows.” [ISO] Odelros explains that
cutting tools primarily experience tool wear on these two faces, and that three specific ranges
exist to describe the tool wear evolution over the length of the cut of the workpiece, which can
be seen in figure 9. Region 1 is the “tool break-in region” in which primary wear occurs on the
tool at a high rate as the initial tool layer is damaged. Region 2 is the region in which steady
state cutting occurs on the workpiece. The wear rate of the tool in this region is more gradual
until a limit is reached. This limit is dependant on what tool material & workpiece type are
being cut. Finally, Region 3, indicated in the figure as a sharply increasing parabolic function, is
where tool wear rapidly accelerates as cutting forces, vibrations, and temperatures increase [5].
Figure 9: Cutting Tool Wear Evolution as a Function of Flank Length (VB) [#]
Literature has noted that there are specific wear mechanisms that occur on the each of the
tool faces that are derivations of the types of wear discussed in previous sections of this paper.
12
These are clearance/flanks wear, crater wear, and notch wear, which can be characterized by
their location, shape, and wear type, and can be seen in figure 10 below [11].
Figure 10: Types of Wear Mechanisms on Cutting Tool Insert [11]
There are other phenomena to tools that are associated with or caused by these wear mechanisms
and keep lead to further accelerated tool wear and eventual breakage; these are chipping,
fracture, chatter, coating delamination. In order to capture an accurate and comprehensive
understanding of the characteristics of tool wear, these phenomena will also be discussed.
3.2.1 Clearance/Flank Wear
Clearance wear, also known as flank wear, is a wear mechanism that is associated
primarily with the flank face of the tool and is caused primarily by friction caused by tool rub
between the flank face and workpiece (abrasive wear) [5]. Clearance (flank) wear is often
characterized as the wear flank width, VB, and is characterized by a flat-worn surface. This can
be seen as the flat surface on the clearance face on figure # as well as in figure 11 below. It is
noted that at lower machining speeds and temperatures, flank wear is the common wear
mechanism.
Figure 11: Flank Wear on Tool Insert [#]
ASME B94.55M, Tool Life Testing With Single-point Turning Tools, is the current
industry standard that sets out flank wear standard widths that set recommendations for tool life
based on the rate of flank wear. Figure 12 shows the diagram set out by the ASME standard that
is used to take flank wear measurements for the standard evaluations. In this diagram, the worn
cutting edge length is designated as distance bw, distance C is designated as the curved edge of
the cutting tool at the tool corner, and distance N is the last quarter of the worn cutting edge
furthest from the tool corner. Finally, distance B is the remaining distance between C and N
13
along the worn cutting edge. VBmax is a standard allowable tool life criterion, 0.6 mm, and is
used to compare to VB determine if tool wear is acceptable for continued tool use. If VB is less
than 0.03mm and VBmax is less than 0.06mm, the tool wear is acceptable for continued use. [6, 7]
For carbide inserts, it has been noted that the width of the flank wear allowable for tool life
considerations is 0.008 in. [DeGarmo's Materials and Processes in Manufacturing]
Figure 12: ASME B94.55M Flank Wear Measurement Standard Insert Diagram [#]
Siddhpura & Paurobally note that the current main monitoring system for this type of
wear on tools is to utilize a tool condition monitoring system (TCMS) in process, which
historically involves the use of signal acquisition to take measurements of the width of the flank
wear land, VB, or directly via optical measurements of tool geometry. An indirect method that
uses signal processing methods to derive tool predictions via evaluation of cutting parameters or
workpiece characteristics has been proposed and developed among industry that will allow a
more robust understanding of this wear mechanism and prediction, but needs further
development in sensory technology to allow this to be used widespread throughout industry
[6,7].
3.2.2 Crater Wear
Crater wear is the primary wear mechanism that occurs on the rake face of the tool.
Figure # shows the characteristic wear shape of this wear mechanism, which is a concave or
“crater” shape on the rake face of the tool as seen in figure 13 below:
Figure 13: Crater Wear on Tool Insert [#]
Crater wear is governed primarily by diffusive wear and abrasive wear; chips slide across
the rake face and causes chemical erosion of the tool face as tool material dissolves into the chip
14
material at increased temperatures in the cutting zone. It was discussed earlier that titanium is
primarily susceptible to chemical reactivity with other metals beyond 500OC; it was also noted
that the cutting zone of titanium reaches up to 1100OC during cutting operations. Because of
these properties, it should be noted that crater wear is the most dominant tool wear mechanism in
titanium-based alloys. It should also be noted that crater wear is also a function of cutting speed.
Marinov et. all notes that because the crater will increase the angle between the tool face and
workpiece, otherwise known as the “rake angle,” it will make cutting easier, but will
significantly reduce tool life by increasing risk of tool breakage. {#]
The current method in industry being used to measure crater wear on tool faces is by
using a profilometer. DerGarmo’s Materials & Processes in Manufacturing discusses the
specific method used, and this can be seen in figure 14.
Figure 14: Evaluation of Crater Wear (DeGarmo’s Materials & Processes in
Manufacturing) [#]
KL is the length from the cutting edge to the start of the crater. KB is the length of the
crater on the rake face, and KT is crater wear depth. The dark gray area illustrates where the
abrasive wear mechanism occurs. Another method has been proposed by Hua in order to
estimate the amount of crater wear utilizing FEA, which will be discussed further in section 4.2.1
of this paper.
3.2.3 Notch Wear/Corner Wear
Notch wear is governed by chemical adhesive wear. As the rake face and flank face see
increased wear on their surfaces, heightened pressures and temperatures in the cutting region will
cause adhesion of chips to the tool face surface. Simultaneous wear on both faces will cause the
characteristic notching shape, as seen in figures 10 & 15, on the cutting edge.
Figure 15: Notch Wear on Tool Insert [#]
15
This type of wear has a significant effect on machining precision as tool wear will reduce the
tool length and can reach up to 0.03 to 0.05 mm of error in workpiece dimensions [#]. Figure 16
shows the process of notch wear described above. Notch wear will also issues with surface
finish on the workpiece surface [#].
Figure 16: Notch Wear/Corner Wear Mechanism Diagram During Cutting Processes
3.2.4 Other Phenomena Associated With Tool Wear
3.2.4.1 Chipping
Chipping is primarily caused on tool faces by an overload of mechanical tensile stresses
on the tool faces[#]. It is characterized as a small piece of the workpiece breaking loose, as seen
in figure 17 below. This wear mechanism is very unpredictable and is caused by a number of
factors, including depth of cut, workpiece feed, sudden vibrations or thermal shocks, excessive
wear, or workpiece material variations [#]. If any of these factors occur during the cutting
process, chipping will occur along any of the insert faces.
Figure 17: Chipping in Tool Inserts [#]
3.2.4.2 Chatter
Chatter is caused on the surface of the workpiece by significant vibration issues in the
process. This phenomenon is not a primary tool wear mechanism; however, the poor surface
finish and increased vibrations will lead to accelerated tool wear. This phenomenon is primarily
seen in the machining of titanium alloys such as Ti6Al4V due to the inherent characteristic low
modulus of elasticity. The decreased strength of the tool causes deflection of the workpiece
16
surface as cutting forces increase and will ultimately result in tool bouncing and rub on the
workpiece surface and the characteristic “waviness” on the surface finish of the workpiece.
Figure 18 shows a comparison of surface finish of a stable cut vs. a cutting operation that
experienced chatter & the resulting waviness that occurs, often resulting in rejection of the
hardware.
Figure 18: Surface Finish Comparison in Stable Cutting Operations vs. Chatter
3.2.4.3 Fracture
As tool wear moves into the third region of tool wear shown in the diagram in figure 18,
the insert will be significantly worn from regular use. Temperatures and pressures will move
into the extreme region, which will cause significantly higher cutting forces causing the tool to
break at the cutting edge. Fracture is also often seen in non-optimized cutting operations for
difficult to cut materials such as titanium & its alloys [#].
3.2.4.4 Coating Delamination
Coatings are often applied to cutting tool inserts to improve productivity of machine
operations of workpiece materials. Not only are they chemically inert with the workpiece
materials, they also are able to maintain their hardness at high temperatures (also known as “high
hot hardness”) and have better thermal conductivity to aid in to dissipating heat from the cutting
zone. Although these are the primary intensions of coatings, coating delamination often occurs
on coated carbide inserts when cutting titanium-based alloys and other hard-to-cut materials.
This mechanism occurs early in region 1 of the tool wear evolution curve (figure 9), the break-in
region. As temperatures and cutting forces interact with the new tool, heightened temperatures
will often either cause a chemical reaction between the workpiece & the coating material and
diffuse into the chip flowing away from the workpiece or cause a breakdown in the coating due
to differing coefficients of thermal expansion of the coating matrix & substrate [#].
Palansiamy et. al looked at the tool life of carbide tools when cutting Ti6Al4V both
coated with a diamond-like coating (DLC) and without and concluded that delamination
occurred early on in turning operations for the coated tools (see figure 19), due to the elevated
temperatures in the cutting region & unsuitability of the DLC thermal diffusion to remove
temperatures quick enough from the cutting zone, and reduced the tool life to lower than that of
the uncoated inserts. They suggest that in order to fully optimize coatings for use on Ti-based
alloys, additional strategies must be used to remove heat quickly enough from the cutting region.
[#]
17
Figure 19: Coating Delamination in DLC Coated Insert After Cutting Ti6Al4V [#]
4.
Models to Predict Tool Wear/Life
4.1 Mathematical Models
There are multiple wear rate and tool life prediction models that exist in industry today.
The most widespread model currently used is the Taylor Tool Life Equation; however, other
mathematical models have been proposed that take multiple wear mechanisms and process
parameters into account that allow better prediction of tool wear than the standard model,
including the Usui Wear Model and Takeyama Wear Model. These three models are the bases
of all wear research and modeling being conducted today.
4.1.1 The Taylor Tool Life Equation
The Taylor Tool Life Equation was first published in 1907 in the ASME Transactions
Journal in the article “On the Art of Cutting Metals.” The equation, seen below as equation 1,
relates tool life to the cutting speed and time of cutting operations, and suggests that tool life is
strongly dependant on the cutting speed:
(1)
VT n C
In Taylor’s Equation (Equation 1), V and T represent the cutting speed and time of cut to tool
wear, n is a exponent that is primarily affected by the tool material type, and C is a process
constant that encompasses process input parameters, including depth of cut, feed rate, and cutting
coolant/lubrication. Typically, these values are evaluated documented in literature in different
cutting tables based on specific geometries, workpiece materials, depth & feed of cut, and cutting
fluids. Ultimately, the Taylor equation is used to plot the two specific parameters on a log-log
plot vs each other to create tool life curves for both flank and crater wear as seen in figure 20.
These curves also can be used to determine machinability ratings by plotting the tool life curves
for the system being evaluated vs. a standard material cut with the same material, as seen in
figure 21 below. This specific case shown in figure # below is for B1112 Steel vs. an unknown
steel material. Ultimately, using these curves, it is evaluated that Material X has a 70% rating,
meaning it cuts 70% as fast as the standard for equal tool life. One pitfall associated with this
model is that it assumes wear mechanisms remain constant for the unknown material as the
standard being evaluated. This is not always the case. Another pitfall to the Taylor equation is
that it assumes that the process is primarily driven by cutting speed, and ignores effects of such
important process parameters as feed rate and depth of cut. Even though it is an elementary view
18
of tool wear, the Taylor Equation continues to be used as the basis of all tool wear research being
conducted in industry and academia today. [Degarmo, Odelros]
Figure 20: Tool Wear & Life Curves Created by Taylor’s Equation of Tool Wear
[DEGARMO]
Figure 21: Machinability Rating Curves based on Taylor’s Equation [DEGARMO]
4.1.2 Usui’s Model of Tool Wear Prediction
Usui et al proposed a model for tool wear based on the Shaw equation of adhesive wear,
equation 2:
c
dW Ar ZdL
(2)
b
In this equation, dW is the wear volume for the cutting distance, dL, Ar is the real contact area
between metals, c is the height of the wear particle, b is the mean spacing of the asperities on the
workpiece surface, and Z is the probability of producing a wear particle per asperity encounter.
Usui’s wear rate model, equation 3, was derived in a carbide-wear tool study based on this
adhesion law and suggests that there is an influence of temperature upon the tool wear.
19
dW
B
(3)
AV exp
t dL
where dW is the change in volume caused by material removal, dL is the change in distance
during material removal, t is the normal pressure on the cutting tool/workpiece interface, is
the cutting zone temperature, V is the cutting speed, A is a material constant based on the
material topographies and wear mechanisms, and B is a thermal material constant based on the
activation energy of the wear mechanisms and the material harness. If there are multiple wear
mechanisms, the total wear can be estimated by summing up all the possible A and B constants.
The normal pressure, sliding velocity (dW*dL), and tool temperatures can be predicted using
FEA simulations or a combination of finite element difference methods (FED) and analytical
methods. Ultimately, this model is a useful tool for estimations of tool wear using these methods
moreso than the Taylor equation [Li, Latifzada, Odeleros]
4.1.3 Takeyama Model of Tool Wear
The Takeyama Model of Tool Wear takes the effects of diffusion wear and abrasive
wear, as proportional to cutting distance, into account, and can be seen in equation 4:
dW
E
(4)
G(V, f ) D exp
RT
dt
where dW/dt is the wear rate of the tool, V is the cutting speed, f is the feed rate, E is the
activation energy of the wear mechanism, R is the universal gas constant, and T is the cutting
temperature. G and D are material and system constants. Like the Usui model, the equation has
constants that must be determined experimentally for the workpiece/tool system. The first
abrasive term in the equation, G(V,f), can be neglected temperatures higher than 800OC. This
wear model has been tested and proven to be effective on carbon steels to relate tool wear rate to
the average cutting zone temperature by Matthew. [Li, Umbrello]
4.2 Other Modeling and Research on Tool Wear Predictions
Although the mathematical models described above are the basis of all research being conducted,
these standard mathematical models currently used in industry & practice do not take all factors
& interactions into account to predict tool wear. In order to capture an accurate prediction and
understanding of tool wear, more advanced modeling methods such as FEA or other signaling
methods (such as the ANFIS method described below) must be used to capture effects of certain
inputs and their interactions on tool wear. Below is a brief survey of some of the research and
modeling methods being conducted in industry today on cutting Ti6Al4V with carbide inserts.
Ultimately, the most robust method to model tool wear will be a combination of those described
below with the mathematical models described above.
4.2.1 Thermal Diffusion Model for Predicting Crater Wear Rate
Hua et al developed a thermal based diffusion model to predict crater wear rates in WC/Co
Carbide based inserts in turning Ti6Al4V from cutting speeds up to 240m/min. An orthogonal
cutting model was created using FEM software with the workpiece modeled as a rigid viscoplastic material using the Von-Mises yield criterion and flow rule in the deformation zone:
3 &
ij
'ij
(5a)
2
20
where the effective stress is determine by equation 5b and the effective strain rate is determined
by equation 5c.
1
3
'ij 'ij 2
(5b)
2
1
2
&ij &ij 2
(5c)
3
Also, the tool material was modeled as a rigid surface. The Cockcraft-Latham ductile fracture
criterion was used to model ductile chip segmentation (equation 6) in the FEA Model:
f
C * d
(6)
0
Where * is the maximum principle stress and C is the critical damage value. Ultimately, this
criterion predicts the likelihood of ductile fracture once the criterion is reached for specific
workpiece materials. Once a C value was accurately predicted, it was then held constant in
subsequent simulations that differed other cutting parameters, and was then compared to actual
cutting trials conducted. The comparison of the FEM model to the actual cutting experimental
model can be seen in figure 22 below:
Figure 22: FEM Model & Chip Formation Comparison from Hua’s Cobalt Based Diffusion
Model [HUA]
21
Ultimately, the diffusion model proposed accurately predicted crater depth and for different
concentrations of cobalt in WC/Co inserts as well as differing cutting speeds. Figure 23 below
shows the comparison of the predictive crater wear rate of the experimental results for a
0.127mm/rev feed rate:
Figure 23: Comparison of Predicted Crate Wear Rate with Hua’s Experimental Results
[HUA]
As seen in figure 23, the predictive results of the FEA model were consistently seen to be 10 to
15% higher than that measured in the experimental results. Hua attributes this difference to the
following possible reasons:
1. The orthogonal modeling of the tooling system may not be completely accurate in
modeling titanium machining, and an adjustment factor needs to be assumed of approx.
0.85 to compensate for the non-orthogonal cutting systems based on the ratio of the
accurate chip width to the predicted chip width.
2. Temperatures predicted by the FEM model in the cutting zone were predicted to be
higher than those in the turning test. Friction factors & heat transfer coefficients were
estimated from literature and not verified by measuring during trials.
3. The diffusion factor used was not suitable for the tool temperatures ranges seen during
machining of Ti6Al4V, and the barrier effects of the insert grain boundary was not taken
into effect. Ultimately, this barrier effect will slow down diffusion into workpiece
material.
4. Hua’s model does not accurately model the simultaneous wear of the rake and clearance
faces, and rather calculates the wear rates based on the unworn flank rates of the tool
inserts. This results in increased modeled temperatures seen in the cutting zone.
Ultimately in order to accurately determine the wear rate and profile, the evolution of the
wear of the tool insert must be modeled and understood, which is difficult to monitor in
process. [Hua]
4.2.2 FEA Model of Diffusion Wear
Crosskey and Gutierrez-Miravete propose a modeling system to predict diffusion wear in
carbide tools while cutting Ti6Al4V using an orthogonal cutting model in COMSOL
multiphysics in combination with AdvantEdge. The AdvantEdge software was used to first
compute the material deformation & temperatures seen in cutting Ti6Al4V. Once these were
obtained, they were used as inputs into the COMSOL model to create a solid-state diffusion
22
model that would predict the diffusion of material from the carbon tool. Crosskey notes that
because diffusion wear is a transient process, steady state conditions could not be assumed. Due
to this transient nature, the diffusion equation ultimately used in the orthogonal model became
(equation 7):
D C
D C
dx
dy
C
(7)
t
dx
dy
where D is a self-diffusion coefficient of Cobalt and C is the concentration of Cobalt in the
Carbide tool. Ultimately, the model was relatively accurate in computing the temperature fields
predicted by the AdvantEdge software, and the computed diffusive flux field, seen in figure 24
below, agreed with the diffusive wear rates seen in Hua’s experiments described in section 4.2.1.
Figure 24: Cobalt Diffusive Flux Field in Solid-State Diffusive Model of Carbide Tool
While Cutting Ti6Al4V [#]
5. Conclusion
23
References
1. Ostrower, John & Pasztor, Andy. “Boeing, United Technologies Stockpile Titanium
Parts.” Wall Street Journal Business. 7 Aug. 2014. Available online:
http://www.wsj.com/articles/boeing-united-technologies-stockpiling-titanium-parts1407441886
2. “Pratt & Whitney’s Geared Turbofan Growth Plan.” Aviation Week & Space
Technology. 1 Jul. 2013. Available Online: http://aviationweek.com/awin/pratt-whitneys-geared-turbofan-growth-plan.
3. “Titanium Alloys in Medical Applications.” AZO Materials. 11 Jan 2003. Available
Online: http://www.azom.com/article.aspx?ArticleID=1794#_Titanium_Performance_in
4. Hosseini, A. and Kishawy, H.A. “Chapter 2: Cutting Tool Materials & Tool Wear”
Machining of Titanium Alloys, Material Forming, Machining & Tribology. 2014.
5. Machado, AR and Wallbank, J, “Machining of titanium and its alloys- a review.”
Proceedings of the Institute of Mechanical Engineers. Vol. 204. 1990.
6. Odelros, Stina, Tool Wear in Titanium Machining. Upsala University. 2012.
7. De Garmo, Ernest P. et al, “Chapter 21: Cutting Tools for Machining.” De Garmo’s
Materials and Processing in Manufacturing. John Wiley & Sons, 2011.
8. Marinov, Valery, “Section 5.5: Tool Wear and Tool Life.” Manufacturing Technology.
pp 77-80. Available online: http://me.emu.edu.tr/me364/ME364_cutting_wear.pdf
9. “Wear on Cutting Edges.” Cutting tool materials. Sandvik Coromant. Available online:
http://www.sandvik.coromant.com/enus/knowledge/materials/cutting_tool_materials/wear_on_cutting_edges/pages/default.asp
x
10. “ISO 3002-1: 1982: Basic quantities in cutting and grinding -- Part 1: Geometry of the
active part of cutting tools -- General terms, reference systems, tool and working angles,
chip breakers.” International Organization for Standarization (ISO). 2013.
11. Yalcin, Bekir and Yilmaz, Nihat, “Finite Element Analyses for the Effects of Flank Wear
and Some Cutting Parameters on Cutting Stresses in Turning of AISI 1060 Steel.”
Journal of Manufacturing Technology, Volume 2, Issue ½. 2010.
12. Hua, Jiang and Shivpuri, Rajiv, “A Cobalt Diffusion Based Model for Predicting Crater
Wear of Carbide Tools in Machining Titanium Alloys.” Transactions of the ASME,
Volume 127, pp. 136-144. January 2005.
13. Palanisamy, S. et al, “Tool Life Study of Coated/uncoated Carbide Inserts during Turning
of Ti6Al4V.” Advanced Materials Research, Vol. 974, pp. 136-140. 2014.
14. Pramanik, Alokesh et. al, “Machining and Tool Wear Mechanisms during Machining
Titanium Alloys,” Advanced Materials Research, Volume 651, pp. 338-343. Jan. 2013.
15. Zhen, Li et al, “Experimental Investigation of Tool Wear and Chip Morphology in
Turning Titanium Alloy Ti6Al4V.” Materials Science Forum, Vols. 800-801, pp 81-86.
2014.
16. Sato, F.C.Y.C et al, “A Contribution to the Study of Ti-6Al-4V Turning.” Proceedings of
the COBEM. 2007.
17. Jianxin, Deng et al, “Diffusion Wear in dry cutting of Ti-6Al-4V with WC/Co carbide
Tools.” Wear. Volume 265, Issues 11-12, pp. 1776-1783. 26 November 2008.
18. Li, Bin, “A review of tool wear estimation using theoretical analysis and numerical
simulation technologies.” Int. Journal of Refractory Metals and Hard Materials, Volume
35, pp. 143-151. 2012.
24
19. Umbrello, D. et al, “Prediction of Tool Wear Progress in Machining of Carbon Steel
using different Tool Wear Mechanisms.” International Journal of Material Formation,
Volume 1, pp. 571-574. 1 April 2008.
20. Latifzada, Mushtaq Ahmad, “Estimation of flank wear growth on coated inserts.” Upsala
University, 2013.
25