5335
advertisement

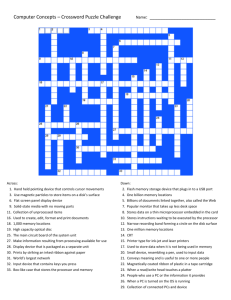
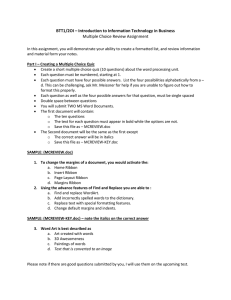
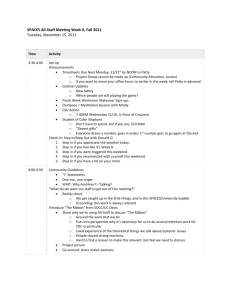
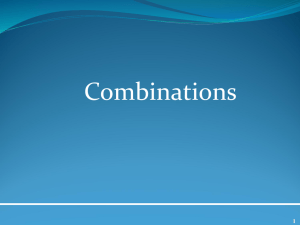
Background Statement for SEMI Draft Document 5335 REVISION OF SEMI PV19-0811 GUIDE FOR TESTING PHOTOVOLTAIC CONNECTOR RIBBON CHARACTERISTICS Notice: This background statement is not part of the balloted item. It is provided solely to assist the recipient in reaching an informed decision based on the rationale of the activity that preceded the creation of this document. Notice: Recipients of this document are invited to submit, with their comments, notification of any relevant patented technology or copyrighted items of which they are aware and to provide supporting documentation. In this context, “patented technology” is defined as technology for which a patent has issued or has been applied for. In the latter case, only publicly available information on the contents of the patent application is to be provided. Background PV19-0811 Guide for Testing Photovoltaic Connector Ribbon Characteristics, was published in August 2011. PV19 defines test methods allowing ribbons manufactured with identical properties. PV module manufacturers can expect to receive same quality from different sources. PV18-0811 Guide for Specifying a Photovoltaic Connector Ribbon, is a complimentary guide. This standard should be referenced in PV19. This ballot is proposed by adding PV18 in several sections. in section 7.1.2, DIN EN 13602 is incorrectly referenced as 13603. Also, an error is found Review and Adjudication Information Group: Date: Time & Timezone: Event: City, State/Country: Leader(s): Standards Staff: Task Force Review PV Ribbon TF Tuesday, March 27, 2012 09-00-11:00 CET PV Fab Managers Forum Berlin, Germany Christian Prischmann (Ulbrich) Kevin Nguyen (SEMI NA) 408.943.7997 knguyen@semi.org Committee Adjudication PV Materials Committee Wednesday, March 28, 2012 13:00-16:00 CET PV Fab Managers Forum Berlin, Germany Laszlo Fabry (Siltronic) Hubert Aulich (PV Crystalox) Kevin Nguyen (SEMI NA) 408.943.7997 knguyen@semi.org This meeting’s details are subject to change, and additional review sessions may be scheduled if necessary. Contact the task force leaders or Standards staff for confirmation. NOTE: Check www.semi.org/standards on calendar of event for the latest meeting schedule. Note: Additions are indicated by underline and deletions are indicated by strikethrough. Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 SEMI Draft Document 5335 REVISION OF SEMI PV19-0811 GUIDE FOR TESTING PHOTOVOLTAIC CONNECTOR RIBBON CHARACTERISTICS 1 Purpose 1.1 This Guide describes test methods for photovoltaic (PV) connector ribbons properties. 2 Scope 2.1 This Guide includes all necessary information to perform quality tests to verify the PV connector ribbon quality. 2.2 This Guide provides ribbon manufacturers information to produce PV connector ribbons according to a certain specification in required quality. 2.3 These test methods described in this guide are for tabbing and bus ribbon. NOTICE: SEMI Standards and Safety Guidelines do not purport to address all safety issues associated with their use. It is the responsibility of the users of the documents to establish appropriate safety and health practices, and determine the applicability of regulatory or other limitations prior to use. 3 Referenced Standards and Documents 3.1 SEMI Standard SEMI PV18 — Guide for Specifying a Photovoltaic Connector Ribbon 3.2 ASTM Standards1 ASTM B5 — Standard Specification for High Conductivity Tough-Pitch Copper Refinery Shapes ASTM B170 — Standard Specification for Oxygen Free Electrolytic Copper Refinery Shapes ASTM B568 — Standard Test Method for Measurement of Coating Thickness by X-ray Spectrometry ASTM E8/E8M — Standard Test Methods for Tension Testing of Metallic Materials 3.3 ISO Standards2 ISO 3497 — Measurement of Coating Thickness – X-ray Spectrometric Methods ISO 6892-1 — Metallic Materials – Tensile Testing – Part 1: Method of Test at Room Temperature 3.4 DIN Standards3 DIN EN 13602 — Copper and Copper Alloys – Drawn, Round Copper Wire for the Manufacture of Electrical Conductors NOTICE: Unless otherwise indicated, all documents cited shall be the latest published versions. 4 Terminology 4.1 Abbreviations and Acronyms 4.1.1 A — elongation at rupture 4.1.2 CCU — copper cross section 1 American Society for Testing and Materials, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959, USA; Telephone: 610.832.9585, Fax: 610.832.9555, http://www.astm.org 2 International Organization for Standardization, ISO Central Secretariat, 1 rue de Varembé, Case postale 56, CH-1211 Geneva 20, Switzerland; Telephone: 41.22.749.01.11, Fax: 41.22.733.34.30, http://www.iso.ch 3 Deutsches Institut für Normung e.V., Available from Beuth Verlag GmbH, Burggrafenstrasse 4-10, D-10787 Berlin, Germany; http://www.din.de This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 1 Doc. 5335 SEMI LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016 Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 4.1.3 CTOT — total cross section 4.1.4 FRm — force tensile strength 4.1.5 FRp — force yield strength 4.1.6 Rm — tensile strength 4.1.7 Rp0.2 — yield strength 4.2 Definitions 4.2.1 bus ribbon — bus ribbon is used to connect the strings and also to carry the current. 4.2.2 camber — the camber describes the ribbon straightness. 4.2.3 copper core — the copper core is the base material of the connector ribbon without the solder coating. 4.2.4 tabbing ribbon — tabbing ribbon is used to connect mono and poly crystalline solar cells to strings and to carry the current. 5 Test Specimen 5.1 PV connector ribbon samples should be taken from the finished production package (e.g., reel, spool or coil) to ensure that test results represent the quality, which the purchaser is receiving. 5.2 The PV connector ribbon dimension should be checked on the base material (copper core only). All other tests should be performed on the finished ribbon (copper base material including solder coating). 6 Calibration and Standardization 6.1 Calibration should be in accordance with the test equipment manufacturer’s and/or the ribbon manufacturer’s quality system guidelines. 6.2 The calibration should be performed by an accredited equipment manufacturer or an accredited laboratory. 7 Test Description for PV Connector Ribbons 7.1 Test Description for PV Connector Ribbon Characteristics — Base Material 7.1.1 The parameters chemical composition, electrical conductivity and quality of base material characterizing the base material of a PV connector ribbon should be in accordance with PV18. 7.1.2 The PV connector ribbon parameters chemical composition and electrical conductivity of the copper base material should be specified according to ASTM B170 and ASTM B5, and DIN EN 13602. 7.1.3 It is not required to test the parameter chemical composition nor is it required to test the parameter electrical conductivity of the copper base material if the ribbon manufacturer purchases the copper base material as raw material and does not manufacture/cast copper in-house. The copper raw material should be manufactured according to the connector ribbon manufacturer’s specification. 7.1.4 The connector ribbon manufacturer should indicate the type of copper (e.g., Cu-ETP, C10200) and the standard (e.g., ASTM, EN) according to which the copper raw material was manufactured, on the quality/delivery certificate. 7.1.5 The ribbon manufacturer should indicate the electrical conductivity, provided by the raw material supplier, of the copper raw material on the delivery/quality certificate. 7.1.6 The ribbon manufacturer should indicate the parameter quality, rolled or shaped, of the copper base material on the delivery/quality certificate. 7.2 Test Description for PV Connector Ribbon Characteristic — Copper Core Dimensions 7.2.1 The parameter width and thickness of the copper core, without solder coating (see Figure 1), characterizing the dimension of a PV connector ribbon should be in accordance with PV18. This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 2 Doc. 5335 SEMI LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016 Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 Figure 1 Copper Core 7.2.2 The width and thickness of the copper core should be measured inline with the ribbon manufacturing process or offline. 7.2.2.1 Inline — The ribbon manufacturing process has an inline measuring system, which continuously measures the width and thickness of the ribbon. The inline measuring systems record results for width and thickness of the ribbon of one single production package (e.g., reel, and create a file) which includes information of maximum and minimum ribbon width and thickness. The maximum and minimum results should be indicated on the quality/delivery certificate. 7.2.2.2 Offline — A sample should be taken from the very end of the finished production package (e.g., reel) and manually measured, by a micrometer. Three ribbon thickness and three width readings of the sample should be taken. The maximum and minimum results should be indicated on the quality/delivery certificate. 7.2.3 PV connector ribbon dimensions should be measured in millimeters (mm). 7.2.4 Dimension tolerances should be defined as shown in Table 1 and Table 2. Table 1 Ribbon Width Tolerance mm mm mm Dimension Range 0.000–3.000 3.001–6.000 >6.001 Tolerance ±0.080 ±0.100 ±0.150 Table 2 Ribbon Thickness Tolerance Dimension Range Tolerance mm mm mm 0.000–0.200 0.201–0.500 >0.501 ±0.0080 ±0.010 ±0.013 7.2.5 The ribbon manufacturer should indicate maximum and minimum values for thickness and width on the quality/delivery certificate. 7.3 Test Description for PV Connector Ribbon Characteristic — Physical Properties of Finished Product 7.3.1 The parameter yield strength, tensile strength and elongation of the finished product characterizing the physical properties of a PV connector ribbon should be in accordance with PV18. 7.3.2 The physical properties of a finished PV connector ribbon should be measured with tensile testing equipment according to ASTM E8/E8M and ISO 6892-1. 7.3.3 The physical properties should be measured in: This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 3 Doc. 5335 SEMI LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016 Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 7.3.3.1 Tensile Strength — N/mm² 7.3.3.2 Yield Strength — N/mm² 7.3.3.3 Elongation — % 7.3.4 The physical properties for a standard ribbon should not include a tolerance range. For each physical property (Rm, Rp0.2 and A) only a maximum or minimum value should be specified, for example: Rm = max 270 N/mm² Rp0.2 = max 120 N/mm² A = min 25 %. 7.3.5 There are two methods to calculate tensile and yield strength. 7.3.5.1 Standard Calculation Method 7.3.5.1.1 Calculation based on copper cross section (CCU): Base material (copper core) only (see Figure 3): Rm = FRm / CCU (1) Rp0.2 = FRp / CCU (2) 7.3.5.2 Alternative Calculation Method — Used if requested. 7.3.5.2.1 Calculation based on total cross section (CTOT): Base material (copper core) + solder coating (see Figure 2): Rm = FRm / CTOT (3) Rp0.2 = FRp / CTOT (4) 7.3.6 The ribbon specification should define which cross section should be used for calculating tensile and yield strength. 7.3.7 The ribbon manufacturer should indicate minimum and maximum values for physical properties on the quality/delivery certificate. Figure 2 Base Material (Copper Core) Including Solder Coating This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 4 Doc. 5335 SEMI LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016 Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 Figure 3 Base Material 7.4 Test Description for PV Connector Ribbon Characteristic — Solder Coating 7.4.1 The parameter solder coating material, solder coating thickness and quality of solder coating characterizing the solder coating of a PV connector ribbon should be in accordance with PV18. 7.4.2 It is not required to test the parameter solder coating material if the ribbon manufacturer purchases the solder as raw material and does not manufacture/cast solder material in-house. The solder raw material should be manufactured according to the ribbon manufacturer’s specification and the actual chemical composition should be indicated on the raw material quality/delivery certificate. 7.4.3 The parameter solder coating thickness should be measured with an X-ray coating thickness equipment according to ASTM B568 and ISO 3497. 7.4.4 Solder coating thickness should be measured in microns (µm) 7.4.5 The parameter solder coating thickness including tolerance for PV connector ribbon is not specified. The purchaser should specify the solder coating thickness including tolerance based on soldering and stringing application. 7.4.6 There are two possible measuring methods for solder coating thickness. 7.4.6.1 Standard measuring method: PEAK (see Figure 4) 7.4.6.2 Alternative measuring method: AVERAGE (see Figure 5), used if requested. 7.4.7 The ribbon specification should specify what measuring method should be used to determine the solder coating thickness. 7.4.8 PEAK Measuring Method — Three coating thickness readings should be taken along the center line of the ribbon and averaged to one result. Both ribbon sides (top and bottom) should be measured. The distance (D) between the measuring points (M) should be approximately 25 mm. 7.4.8.1 Determination of coating thickness: Coating thickness = (M1 + M2 + M3) / 3 (5) where: D = spacing between each single measuring point, approximately 25 mm M = peak value of coating thickness 7.4.9 Average — Five coating thickness readings should be taken across the ribbon width and averaged to one result. Both ribbon sides (top and bottom) should be measured. The distance (D) between each measuring point (M) should be (ribbon width / 6) 7.4.9.1 Determination of coating thickness: Coating thickness = (M1 + M2 + M3 + M4 + M5) / 5 (6) where: D = spacing between each single measuring point (ribbon width / 6) This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 5 Doc. 5335 SEMI LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016 Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 M3 = peak value of coating thickness 7.4.9.2 The X-ray equipment collimator size can influence the coating thickness result when using Average measuring method. Large collimator can show lower coating thickness. 7.4.10 The ribbon manufacturer should indicate minimum and maximum values for coating thickness on the quality/delivery certificate. 7.4.11 The ribbon manufacturer should indicate the parameter quality of solder coating (electro plated, hot tip tinned or clad) on the quality/delivery certificate. Figure 4 Solder Coating Thickness Measuring Method PEAK Figure 5 Solder Coating Thickness Measuring Method AVERAGE 7.5 Test Description for PV Connector Ribbon Characteristic — Surface Condition 7.5.1 The parameter optical appearance characterizes the surface of a PV connector ribbon should be in accordance with PV18. 7.5.2 The parameter optical appearance of PV connector ribbon should be verified with an optical microscope. Some possible surface defects can be verified by the naked eye. This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 6 Doc. 5335 SEMI LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016 Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 7.5.3 Surface defect examples are stains, debris, burrs, dents, discoloration, bare copper showing through solder coating, small pinholes and any kind of mechanical defects. 7.5.4 The connector ribbon manufacturer should indicate the surface condition (e.g., OK) on the quality/delivery certificate. 7.6 Test Description for PV Connector Ribbon Characteristic — Straightness 7.6.1 The parameter camber characterizing the straightness of a PV connector ribbon should be in accordance with PV18. 7.6.2 Standard measuring method vertical camber board (see Figure 7). 7.6.2.1 Procedure 7.6.2.1.1 A ribbon sample should be taken carefully from finished spool—small and soft ribbon can be bent easily and would then influence camber result. 7.6.2.1.1.1 The standard measuring length should be 1000 mm. Tabbing ribbon test sample length should be approximately 1050 mm. Bus ribbon test sample length should be approximately 1200 mm. 7.6.2.1.2 Bend a hook on one end of ribbon sample and place ribbon on mounting. 7.6.2.1.3 Bend a hook at other ribbon end and attach balance weight; weight size: 10 g. 7.6.2.1.4 Align ribbon edge at center line of millimeter scale top. 7.6.2.1.5 Align ribbon edge at center line of millimeter scale bottom. 7.6.2.1.6 Take ribbon camber from the middle of the millimeter scale. 7.6.3 Alternative measuring method horizontal table board (see Figure 6), used if requested. 7.6.3.1 Procedure 7.6.3.1.1 A ribbon sample should be taken carefully from finished spool, approximately 1050 mm length—small and soft ribbon can be bent easily and would then influence camber result. 7.6.3.1.1.1 Standard measuring sample length should be 1000 mm. 7.6.3.1.2 Put sample on table template as shown in Figure 6. 7.6.3.1.3 Align ribbon sample along center line on table template. 7.6.3.1.3.1 Either the right or left edge of ribbon width has to be aligned along the center line (see Figure 6). 7.6.3.1.4 Turn ribbon on table template until ribbon ends (left and right) show same distance between scale lines (millimeter spacing) and center line. 7.6.3.1.5 The distance describes actual camber of ribbon. 7.6.4 Camber should be measured in mm. 7.6.5 Camber should be measured at both spool flanges and in center of spool. 7.6.6 Tolerance — The camber including tolerance for ribbon is not specified. The purchaser should specify camber based on stringing process requirements. 7.6.6.1 The connector ribbon manufacturer should indicate maximum and minimum values of camber for spool flanges and spool center on the quality/delivery certificate. This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 7 Doc. 5335 SEMI LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016 Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016 Figure 6 Table Board – Horizontal Figure 7 Camber Board – Vertical This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 8 Doc. 5335 SEMI Semiconductor Equipment and Materials International 3081 Zanker Road San Jose, CA 95134-2127 Phone: 408.943.6900, Fax: 408.943.7943 NOTICE: Semiconductor Equipment and Materials International (SEMI) makes no warranties or representations as to the suitability of the Standards and Safety Guidelines set forth herein for any particular application. The determination of the suitability of the Standard or Safety Guideline is solely the responsibility of the user. Users are cautioned to refer to manufacturer’s instructions, product labels, product data sheets, and other relevant literature, respecting any materials or equipment mentioned herein. Standards and Safety Guidelines are subject to change without notice. By publication of this Standard or Safety Guideline, SEMI takes no position respecting the validity of any patent rights or copyrights asserted in connection with any items mentioned in this Standard or Safety Guideline. Users of this Standard or Safety Guideline are expressly advised that determination of any such patent rights or copyrights, and the risk of infringement of such rights are entirely their own responsibility. This is a Draft Document of the SEMI International Standards program. No material on this page is to be construed as an official or adopted Standard or Safety Guideline. Permission is granted to reproduce and/or distribute this document, in whole or in part, only within the scope of SEMI International Standards committee (document development) activity. All other reproduction and/or distribution without the prior written consent of SEMI is prohibited. Page 9 Doc. 5335 SEMI LETTER (YELLOW) BALLOT DRAFT Document Number: 5335 Date: 3/23/2016