Planning Products for
Production
An Introduction to the Paperwork
R. Lindeke, Ph.D.
IE 3265
Topics
Introduction to the job
The preliminary Form – the parts list
The production design forms
Assembly Charts (-- from disassembly)
Typically a place to test alternatives
The Indented BOM or Manufacturing Processing Tree
Lists components, sub assemblies and the final assembly per a
given assembly scheme
BOM = bill of materials which is an expanded and detailed parts
list
Routes (flow charts) and Operations sheets
List general process flow and details of production steps
Starting Out
As an Industrial Engineer/Manufacturing Engineer or
Manager:
We determine best processing practices for any product
We design production schemes to minimize time and cost
We design alternative to meet manpower and equipment
availability
We need these analyses to best operate our current or
changing production systems
So a Product Has arrived -
Create a drawing/sketch or Digital photo of the product in
Disassembly – should indicate part numbers of individual
components
Next we generate a Parts List
Parts List:
It allows us to perform our make – buy
analysis for all components
It becomes a part of the product package we
are going to ship to our customer
It provides a listing of components we may
need to maintain in our repair and service
departments
Next we Develop an Assembly
Chart
More than one can and should be developed
Advantages and disadvantages (as related to
our physical resources and labor pool) should
be considered
It is likely that several assembly methods will
be developed into production techniques!
Typical Assembly Chart:
Shows:
• Primary
Components
• Subassemblies
and sub-assembly
points
• Assembly points
• Inspection Points
Leads to Manufacturing
Processes Tree (or indented BOM)
On MPT:
Lowest Level shows purchased components
Then Machined stages (1 or more)
Then low level Sub-assemblies
To High-level Sub-assemblies
At the top is the finished product
More on the MPT:
It lists each stage of a components assembly
life
Starts (at the lowest level) with purchased
components
Lists all of the potentially inventoried intermediate
steps (raw, semi-finished to finished components,
sub-assemblies, packing materials, etc.)
It is the principle document to control our M.R.P.
and inventory system!
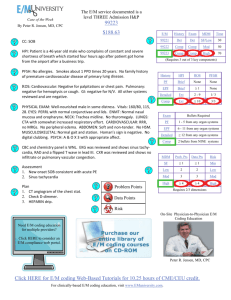
BOM – an example:
Much Different from Parts
List!
• Lists each stage of a
products life from raw
material to finished product
• Indicates where each
semi-finished components
on thru to each
subassembly are “leveled”
in the final product
• Contains many more
entries than a parts list
Many Companies also Create
Precedence Diagrams too!
The Precedence diagram –
when times are attached to
nodes or arcs – can be used
to determine critical paths
and study methods to ‘crash’
the production stream
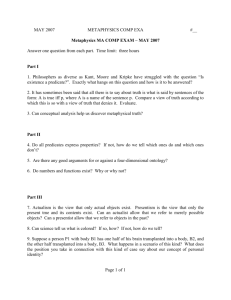
Routings and Operations Sheets
Router for Cylinder
Part: Alum.
Part Number:
Cylinder
ABC-123
Prepared by:
Date:
Rev No:
Op Num.
Description
Machine
10
Bench
Inspection
20
Prepare End
Lathe
30
Bore Cylinder
40
Set Up
R. Lindeke
5-24-00
2
Mach Time
Tooling
Notes
1 min
Micrometer,
Caliper
1 min
5 min
Lathe
-
7 min
Tap Cylinder
Lathe, Bench
-
1.5 min
50
Mill/Drill Face
Mill
2 min
5 min
60
Bench Inspect
Bench
1 min
6 min
LH Carbide
Cutter, RH
Carbide Cutter
Center Drill, ½”
P. Drill, 47/64
Drill, ¾”
Reamer
13/16 x 20NS
Tap
Bore Fixture,
Face Mill, #7,
¼” drills, 5/16
End mill, ¼ x 20
NC Tap
Micrometer,
Hole Gage,
Caliper
Check for
Square and
length
To Length,
lighten end,
roundover
Liberal Coolant,
Hand Feed
Start in Lathe on
center
Hand ream if
needed
Check for
Specification
Routers -
These are developed for products that move
through our processing areas (typically castings,
forgings and machined components)
List tooling requirements, special needs and
expected time (per part or batch) to setup and
complete each operation
They can be though of as a “Road-map” for a
production planner
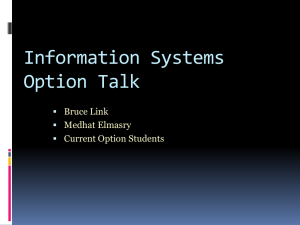
Typical Operation Sheet:
Operation Number: 20
Part: Alum.
Part Number:
Cylinder
ABC-123
Machining
Sequence
Rough to Length
Tooling Required
Finish To Length
LH Carbide, 322
Triangle
RH Carbide Cutter,
322 Triangle
RH Carbide Cutter,
322 Triangle
Rough End
“Notch”
Finish Notch
LH Carbide Cutter,
322 Triangle
Prepared by:
Date:
Rev No:
Speed (V)
400 sfpm
Cutting Parameters
Speed (RPM) Feed
1100
0.012 ipr
DOC
0.050” (max)
475 sfpm
1250
0.003 ipr
0.010
375 sfpm
500 (initial)
.012 ipr
0.070
425 sfpm
1000
0.003 ipr
0.010
SKETCH OF WORKPIECE LOCATION & TOOL SETUP:
R. Lindeke
5-1-99
Notes
During Setup Beware of flats and
edges; Zero & Measure for
Length, Set Compound Zero
use compound feed to target
Interrupted Cuts – Mark length –
care once below the edge
Watch for length (Goal is 0.38”)!
Operation Sheets:
These would add significant details for each
row in the router
As such they would be resident as an
instruction sheet at each production location
to be visited along a router.
In machining they would list recommended
feeds and speeds as well as tool setup and
fixturing requirements
Operation Processes Sheet
Op. Process Sheet
This tool adds details to the assembly ideas
as represented by the assembly diagram
It is needed to compute lead times and forms
a critical part of the development of the MRP
and explosion calculus needed by a
manufacturer
Value Engineering
Value Stream Mapping or Value engineering are methods
for analysis of product designs to reduce overall costs
while increasing customer performance
Value is often defined as the ratio of Function/cost where
Function consists of product performance & customer
delivery
(performance+delivery )
Value
cost
To the Customer if Performance and Delivery are higher
relative to cost, a product, process or service delivers
more Value (is of Higher Quality)
Defining Value Engineering:
Value engineering (VE): A set of steps to deliver the
required functions of a component or product at lowest
cost while meeting quality, performance, and reliability
specifications (as demanded by the customer)
VE is a systematic approach to eliminate any
unnecessary cost of an item that does not add to its
required function. It does not simply reduce cost by using
cheaper substitutes or lesser quantities. Instead, its
methodology centers on the following questions: What
must it do? What alternative material or method can
perform the same function equally well? This is function
analysis: the principal component in VE.
Ideas on Value Engineering:
Fundamentally it is a series of steps by which an
interdisciplinary team evaluates a design (for a service,
product or process) to ensure that the essential functions
of the design are provided at the least overall cost. Or
simply it is a process to take deliberate actions to improve
cost effectiveness
Minimizing Costs (achieving Cost Effectiveness) includes:
Cost Reduction
Cost Avoidance
Increasing Sales (from existing customers!)
The VM/VE action team should include:
Design specialists
Marketing specialists
Customers (if possible)
Manufacturing (or delivery professionals)
Purchasing Specialists
Quality Specialists
Comparison Analysis Matrix:
Hummm … Let go
with Idea B its got
the best Value ratio!
Criteria Analysis Matrix – To assess Value
Index
C. Need
/want
Import.
Wt.
Comp A
Comp B
Comp C
Comp D
Comp. E
Need I
.21
5 | 1.05*
5 | 1.05
3 | .63
0|0
0|0
Need II
.26
4 | 1.04
4 | 1.04
2 | .52
5 | 1.3
3 | .78
Need III
.11
1 | .11
0|0
0|0
0|0
5 | .55
Need IV
.13
5 | .65
5 | .65
3 | .39
0|0
0|0
Want I
.12
3 | .36
5 | .6
5 | .60
0|0
0|0
Want II
.17
3 | .51
5 | .85
0|0
0|0
0|0
T. Import.
1.00
3.72 |
30%
4.19 |
33%
2.14 |
17%
1.3 |
10%
1.33 |
10%
T. Cost
66.6
28.6U |
43%
1.3 U |
2%
10 |
15%
6|
9%
20.7 |
31%
.70
16.5
1.13
1.11
.32
V. Index
*
Importance measure in achieving value ((ability to deliver) * (Need wt.))
Developing a Value Graph
50
Importance (wt % )
40
Importance
Target
Comp B
30
Comp A
Value
Target
20
Comp C
Comp D
10
Cost Target
Comp E
0
0
10
20
30
Cost (%)
40
50
Value Target Analysis
% Import.
% cost
Value
Index
Value
Target (%I
& %C)
Target
Cost
Cost
New
Import.
Rating
Import.
Rating
Comp A
30
43
0.7
36.5
23.7
-5.1
4.52
+.8
Comp B
33
2
16.5
17.5
11.4
+10.1
1.42
-2.68
Comp C
17
15
1.1
16.0
10.4
+0.4
2.01
-.13
Comp D
10
9
1.1
9.5
6.6
+0.2
1.24
-.06
Comp E
10
31
0.3
20.5
13.3
-7.4
2.73
+1.4
Where do we go?
Typically we can’t afford to study all components
Select those that have greatest cost reduction
potential
Here Components A and E
High Value Items (like Component B) can be
studied for Function Improvement –
perhaps by increasing its cost impact
Goal might be to keep overall system cost equal
to original
Literature References – focus
on V.E.
David K. H. Chua, “Value Improvement Methods,” Civil Engineering
Handbook, 2nd ed, Ch. 7, CRC Press, 2003.
R. Terry Hayes, “Value Management,” Maynard’s Industrial Engineering
Handbook 5th ed., Ch 13.3, KB Zandin, ed., McGraw Hill, 2001.
J. M. Walker, “Product Design,” Maynard’s Industrial Engineering Handbook
5th ed., Ch 13.1, KB Zandin, ed., McGraw Hill, 2001.
“Quality Function Deployment . . .,” http://www.qfdi.org/, Sep 20,2005.
S. Thomas Foster, Managing Quality, An Integrated Approach, 2nd Edition,
Pearson Prentice Hall, 2003.
Warren Brussee, Statistics for 6 Sigma Made Easy!, McGraw Hill, 2004.
F. M. Gryna, “Product Development,” Juran’s Quality Control Handbook, 4th
ed., Ch 13, J.M. Juran & F. M. Gryna, eds., McGraw Hill, 1988.