Overhead Projector Lecture Casting I

Fundamental of Metal Casting
I- Casting can be used to create complex pan geometries, including both external and internal shapes
2- Some casting operations arc capable of producing parts to net shape. No ruler manufacturing part required
3- Casting can be used m produce very large pans
4- Casting process can be performed on any metal that can be heated to the liquid
5- Some casting methods are big highly suited for mass production
1- limitation on mechanical properties
2- Porosity
3- Poor dimensional accuracy and surface finished.
4- Safety hazards m humans and environmental problems.
I. A mold cavity
2.Melting process
3. pouring technique
4. solidification process
5. removing the casting6. finishing draft allowance
SHAPE CASTING PROCESS
Figure 3-33
Classification of shape-casting process.
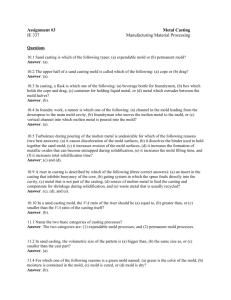
Figure 3-34
Some characteristic elements of a cope-and-drag sand mold. To avoid the “dead” feeder head (riser), the mold could be fed from the right, making material in the “live” riser the hottest
Figure 12.1
Two forms of mold
(a) open mold, simply a container in the shape of the part;
(b) Closed mold, in which the mold geometry is more complex and requires a gating system (passageway) leading in to cavity.
Figure 13.10
Schematic of a sand an open-type top riser (left) and a blind-type side riser(right). The side riser is a live riser, receiving the last hot metal to enter the mold. The top riser is a dead riser, receiving metal that has flowed the mold cavity.
Figure 13.9
Typical gating system for a horizontal parting plane mold, showing key components involved in controlling the flow of the metal into the mold cavity.
Figure 13.9
Spiral mold test for fluidity, in which fluidity is measured as the length of the spiral channel that is filled by the molten metal prior to solidification.
Figure 12.8
a) External chill to encourage rapid freezing of the molten metal in a thin section of the casting b) the likely result if the external chill were not used
Figure 3.30
a) Casting may show shrinkage cavities and microporosity.
b) Feeder heads or risers removed after solidification, provide hot metal. Microporosity may be eliminated with directional solidification by c) incorporating a metal chill into the mold or d) tapering the thinnest section.
Figure13.19
Hot spots resulting from intersecting of various thickness.
Figure13.20
Method of Elimination unsound metal at the center of head sections in castings by using coring.
Figure13.21
Use of a riser to keep the shrinkage cavity out of a casting.
Mold Cavity
Figure13.11
Two part mold showing the parting line and the incorporation of a draft allowance on vertical surfaces.