Supplier Quality Assurance Manual
advertisement

TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SQAM
Supplier Quality Assurance Manual
PARTS & COMPONENTS
(ISSUE 4B, AUGUST 2006)
**IMPORTANT DOCUMENT CONTROL INFORMATION**
Any printed copy of this document is considered an uncontrolled
version and may not be current. This electronic version located at
Toyotasupplier.com is the controlled and current version.
© 2006, Toyota Motor Engineering & Manufacturing North America
Click for Forms TOC
TABLE OF CONTENTS
Chapter I
Introduction and General Requirements
1.0 Executive Level Expectations
1.1 Coordinating Manufacturer for Common Parts
1.2 Inspection Control Responsibility
1.3 Safety, Emission, Regulation and MVSS Parts
1.4 Identification and Traceability
1.5 Field Quality Assurance
1.6 Confidentiality
1.7 Service Parts Quality
Chapter II
Production Preparation
2.0 Milestone Overview
2.1 Supplier Parts Master Plan (SPMP)
2.2 Designated Control Characteristics ([Pc], PpK, CpK)
2.3 Part Evaluation Plan (PEP)
2.4 Part Inspection Standard (I/S)
2.5 Boundary Samples
2.6 Manufacturing Quality Chart (MQC)
2.7 Checking Fixtures, Gages, & Test Equipment
2.8 Mating Part / Component Request
2.9 Sample Part Submission
2.10 Color and Grain Approval Activities
2.11 Part Approval (PA)
2.12 Quality Readiness Checksheet (QRC)
2.13 Final Approval (FA)
2.14 Quality Improvement Request (QIR)
Chapter III
Mass Production
3.0 Mass Production Overview
3.1 Non-Conformance Handling
3.2 Quality Tuning Request (QTR)
3.3 Process Change Request (PCR)
3.4 Field Quality Improvement
Chapter IV
Appendix
4.0 Acronyms
4.1 Symbols
4.2 Definitions
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
Manufacturing
North America
NORTH AMERICA,
INC.
TABLE OF CONTENTS
PAGE
1 of 1
SECTION 1.0 – EXECUTIVE LEVEL EXPECTATIONS
***** INTRODUCTION AND GENERAL INFORMATION *****
PURPOSE: To provide an overview of Toyota’s quality assurance expectations to supplier
executive management and communicate Toyota’s commitment to partnering
with our supplier to ensure the highest quality products for our customers.
EXPLANATION:
1. Toyota’s philosophy is to develop and maintain a collaborative relationship with suppliers
based on mutual prosperity, excellent communication and joint problem solving.
2. Toyota’s Supplier Quality Assurance Manual (SQAM) is the governing quality
requirement document for parts and components (includes metallic threaded fasteners,
fabric and leather) that expresses Toyota’s internal quality assurance philosophy, rules,
and policy to suppliers. The SQAM applies to all suppliers and the suppliers are
expected to comply with stated requirements.
3. Toyota provides several directive manuals, documents, etc. to suppliers, but SQAM is
the top level policy for supplier quality assurance.
4. As SQAM secretariat and authorizer TMMNA QD will revise SQAM contents as business
needs dictate and develop SQAM training and content interpretation. Corresponding
revision levels will be noted on appropriate page(s), and a revision record will be
maintained for reference.
5. Each Toyota NAMC Quality Control General Manager is responsible to consistently
administer SQAM requirements to Toyota’s North American supply base.
6. Toyota Motor Manufacturing North America recognizes the benefit for suppliers to
comply with other domestic or international quality standards (i.e. TS16949, QS 9000,
ISO9000, etc.) and to utilize reference manuals and/or tools from the Automotive
Industry Action Group (AIAG). Toyota encourages all participating suppliers to ensure
proper and consistent application of these standards and tools to enhance their quality
assurance activities and management methods, as long as there is no conflict with the
SQAM requirements.
REQUIREMENTS:
1. The supplier’s executive management must clearly define, document, and effectively
deploy their quality assurance system (e.g. policies, procedures, standardized work,
etc.) to achieve Toyota/Lexus quality targets from the part development/production
preparation stage through mass production, including customer warranty and service
parts.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
1.0
1 of 2
SECTION 1.0 – EXECUTIVE LEVEL EXPECTATIONS
***** INTRODUCTION AND GENERAL INFORMATION *****
2. A permanent management level position must be established or designated as the
executive management representative for overall quality assurance. This position will
be responsible for comprehension, deployment, and ongoing internal training of SQAM
requirements. A succession plan must be in place to insure smooth transition and
retention of SQAM knowledge.
3. A proactive approach to quality assurance and improvement initiatives (e.g. built-inquality, effective communication, response to the customer voice, etc.) aimed to achieve
zero defects and prevent flow-out of non-conformances is required from all suppliers.
4. Achievement of quality targets prior to the start of mass production and stable quality
through the mass production life cycle is required from all suppliers.
5. All suppliers are required to manage nonconforming or suspect parts quality with a
system that includes prompt (time of discovery) notification to Toyota, containment
leadership and recurrence prevention.
6. The supplier is fully responsible for carrying-out supplemental operations such as
special inspections, product sorts, rework, etc. when quality targets and standards are
not being achieved consistently, regardless of location.
7. Printed copies of SQAM must be maintained in a controlled and secure manner and
identified as “FOR REFERENCE ONLY”. The e-SQAM located on Toyotasupplier.com
is considered the only current version.
8. All suppliers of North American sourced parts must identify and maintain their key
quality contacts information through the Toyota Centralized Contact Information (CCI)
database via ToyotaSupplier.com. Toyota contact information for each NAMC can also
be obtained through CCI. All printed copies should be utilized for reference only, as
daily changes to the CCI database may occur.
9. All suppliers must have a document retention policy for all SQAM related information
(i.e. records, reports, data, etc.) that complies with Toyota policies and government
regulations/requirements.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
MANUFACTURING
Toyota
Motor Engineering
&
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
1.0
2 of 2
SECTION 1.1 –COORDINATING MANUFACTURER for COMMON PARTS
***** INTRODUCTION AND GENERAL INFORMATION *****
PURPOSE: If more than one NAMC will use a supplied part, one of them will be designated
as the Coordinating Manufacturer to help simplify and streamline SQAM related
communications.
EXPLANATION:
1. Common parts are those provided to more than one NAMC (includes Toyota overseas
manufacturing locations) by the same supplier, with the same part number,
manufactured at the common facility, and using common tooling.
2. The main role of the Coordinating Manufacturer is to provide the supplier with a primary
window contact to facilitate activities related to SQAM documentation between the other
NAMCs for direction or approval.
3. One specific NAMC QC/QE Department will be designated by TMMNA Quality Division
as the Coordinating Manufacturer and this information will be communicated to the
supplier.
REQUIREMENTS:
1. The supplier must follow the document routing and responsibilities indicated in Table
1.1 -1: Documentation Flow for Common Parts.
2. The supplier may receive communications or instructions from either the Coordinating
Manufacturer or another NAMC, but all part changes or quality standard changes must
first be approved by the Coordinating Manufacturer.
3. The supplier should provide all information to each using NAMC location.
ISSUE
4
REVISION
August 2005
-
Toyota
Motor Engineering
&
TOYOTA
MOTOR
MANUFACTURING
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
1.1
1 of 1
SECTION 1.2 – INSPECTION CONTROL RESPONSIBILITY
***** INTRODUCTION AND GENERAL INFORMATION *****
PURPOSE: To describe the supply chain business flow, and identify quality assurance
responsibilities therein.
EXPLANATION:
Self Procured Parts
Parts / components sourced and purchased by the tier 1 supplier for use in a
level 1 part. The tier 1 supplier is totally responsible for assuring level 2 and
below part quality.
Controlled Self Procured Parts
Toyota specifies the source for the part / component, but the tier 1 supplier
purchases the part for use in a level 1 part. The tier 1 supplier is totally
responsible for part quality. Includes all raw materials brokered by Toyota
under the Centralized Purchasing System (CPS) Program.
Direct Supply Parts
Parts /components sourced and purchased by Toyota, and provided to the tier 1
supplier for use in a level 1 part. The NAMC QC/QE Department is primarily
responsible for part quality, with support from the tier 1 supplier to manage daily
quality related items.
REQUIREMENTS:
The supply chain inspection control responsibility for suppliers is defined by two basic business
cases; self procured parts and direct supply parts.
Case A: Self Procured Parts (includes “controlled” self procured parts)
Tier 1 Controls Total Quality
Level 1 Parts
Self Procured Parts
(Level 2 and below)
Contract
Contract
Tier 1
Tier 2/3
Sourcing / Pricing Decision*
ISSUE
4
REVISION
August 2005
-
Toyota NAMC
* Controlled Self Procured
Parts Only
Toyota
Motor Engineering
&
TOYOTA
MOTOR
MANUFACTURING
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
1.2
1 of 3
SECTION 1.2 – INSPECTION CONTROL RESPONSIBILITY
***** INTRODUCTION AND GENERAL INFORMATION *****
1. The supplier (tier 1) has total responsibility for part quality, and is expected to coordinate
and manage activities with their suppliers (tier 2/3) to ensure consistency from
production preparation through the mass production life cycle.
2. Activities to assure self procured part quality must be in accordance with SQAM
requirements, and the lower tier supplier must have basic QA/QC systems and methods
in place that are consistent with SQAM.
3. Self procured parts must achieve all quality targets and not impact production
preparation or mass production launch schedules.
4. The supplier (tier 1) is expected to have a formal policy and system in place to select
and periodically evaluate the performance of their suppliers.
5. The supplier (tier 1) has responsibility to notify their suppliers (Tier 2 and below) that
Toyota has the authority to participate in any quality audit or visit to their facility.
Case B: Direct Supply Parts
Direct Supply Parts
(Level 2 and below)
Level 1 Parts
Contract
Tier 2/3**
Tier 1*
Toyota NAMC
Contract
* Tier 1 controls quality of level 1 part, plus specified items of Tier 2/3 parts
** Toyota controls quality of level 2 and below parts
1. NAMC QC/QE Department has Inspection Control Function (ICF) responsibility and
assumes primary responsibility for all quality assurance activities from sourcing
decision through mass production. For additional clarification, reference Table 1.2 -1:
Documentation Flow for Direct Supply Parts.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
1.2
2 of 3
SECTION 1.2 – INSPECTION CONTROL RESPONSIBILITY
***** INTRODUCTION AND GENERAL INFORMATION *****
2. Direct supply parts must achieve all quality targets and not impact production
preparation or mass production launch schedules.
3. The tier 1 supplier must insure the daily quality activities for the direct supply part as
required by the level 1Toyota Part Inspection Standard or other inspection criteria
provided by Toyota.
4. The supplier (tier 1) must issue a monthly quality performance report to Toyota
Purchasing, the NAMC QC/QE Department, and the direct supply part supplier. This
report must include the total number of parts received, the total number of nonconforming parts, and a description of non-conformances.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
MANUFACTURING
Toyota
Motor Engineering
&
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
1.2
3 of 3
SECTION 1.3 – SAFETY (
), EMISSION (
MVSS PARTS
), REGULATION (
) and
***** INTRODUCTION AND GENERAL INFORMATION *****
PURPOSE: All North American sourced parts that have raw materials and or manufacturing
methods designated or identified as safety ( ), emission ( , regulatory (
) or
MVSS as specified on the drawing or other documents created by Toyota or the
supplier must comply with specific quality assurance requirements.
EXPLANATION: The acronym MVSS will be used throughout this section and the manual to
represent the following symbols:
•
= Federal Motor Vehicle Safety Standard for United States
destination vehicles
•
= Canadian Motor Vehicle Safety Standard for Canadian
destination vehicles
•
= Japan Ministries of Land, Infrastructure and Transportation for
Japan destination vehicles
REQUIREMENTS:
1. At a minimum, Design Review Based on Failure Mode (DRBFM) or DFMEA and
Machine/Process Failure Mode Effects and Analysis (PFMEA) or equivalent document
must be developed for all parts. A PFMEA or equivalent document must include
reviews of both the equipment and the process. These activities should be completed
prior to drawing release, tooling/process design, Manufacturing Quality Chart (MQC),
part Inspection Standard, and Inspection Plan development.
2. Significant product failure items identified through DRBFM or DFMEA development that
are not corrected with a design change, must be indicated on the PFMEA or equivalent
document with sufficient inspection and detection capabilities to prevent flow-outs.
3. Additional analytical “tools” such as Quality Chain Management System (QCMS), QA
Network, etc. may be required or requested to be carried out in order to more fully
evaluate the capability of the total manufacturing process including the supply chain.
4. Equipment / process capability deficiencies identified based on the results from
analytical studies such as machine FMEA/PFMEA, QCMS, QA Network, etc., must be
represented in the inspection plans and associated documents (i.e. Manufacturing
Quality Chart (MQC), Part Inspection Standard, etc.) as required inspection criteria to
insure consistent achievement of quality requirements.
5. The supplier must assign a responsible person to conduct annual audits (at a minimum)
to verify and assure their QA System’s effectiveness for safety, emission, and regulation
parts.
ISSUE
4
REVISION
August 2005
-
Toyota
Motor MANUFACTURING
Engineering &
TOYOTA
MOTOR
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
1.3
1 of 2
SECTION 1.3 – SAFETY (
), EMISSION (
MVSS PARTS
), REGULATION (
) and
***** INTRODUCTION AND GENERAL INFORMATION *****
6. Lower tier suppliers (tier 2, 3, etc.) that provide materials or components that impact the
tier 1 part safety, emission, or regulation requirements must develop, submit, and gain
approval from the tier 1 supplier of a specific quality control plan that assures
conformance of their material or component. In the case of direct supply the
responsible NAMC QC/QE has approval responsibility.
7. The supplier must ensure that documented systems are in place at all sub-suppliers to
control traceability and confirm specification compliance for all critical components
(
,
,
, MVSS, etc.) including raw materials, parts and components.
8. Safety, emission, regulation and MVSS related processes must be continuously
monitored and controlled in regards to capability utilizing industry accepted methods of
statistical control. Reference SQAM Section 2.2 for process Cpk requirements.
9. The supplier must submit MVSS data for the first month of mass production shipments
by the 15th of the month utilizing the MVSS Regulation Item Data Submission form.
10. Process supervisors, operators, and other key staff must be fully trained to understand
the significance of the related equipment and processes, abnormality handling, and non
compliance impact to assure required safety, emission, or regulation requirements are
achieved.
11. Appropriate symbols to designate safety (
), emission (
), regulation (
) or
MVSS must be applied to all related documents such as; QC process charts,
standardized work instructions, part inspection standards, control charts, check sheets,
problem reports, etc.. These same symbols must also be posted at all affected work
sites in order to clarify management priorities to enhance control / correction of
abnormalities.
12. An effective change management system is required to manage ECI implementation,
tooling or equipment changes and process changes that impact safety (
), emission
(
), regulation (
)or MVSS parts. Reference SQAM Section 3.3 for specific
Process Change Request (PCR) criteria.
13. Specific plans and methods must be developed and utilized to assure lot identification,
first-in-first-out material control, traceability, quality approval & verification of repair,
emergency / abnormality handling, and containment assurance.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
MANUFACTURING
Toyota
Motor Engineering
&
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
1.3
2 of 2
SECTION 1.4 - IDENTIFICATION AND TRACEABILITY
***** INTRODUCTION AND GENERAL INFORMATION *****
PURPOSE: Identification and traceability of raw material, parts, components and
machine/process control parameters, through all stages of manufacturing from
receipt of raw materials to the delivery of completed parts, is required to quickly
ascertain the location of non-conforming product.
EXPLANATION: Identification and traceability strictly apply to , , , MVSS parts,
components, raw material and specified drawing requirements at a
minimum, but Toyota encourages suppliers to implement a system for all
parts.
REQUIREMENTS:
Identification
1. The supplier must develop an identification system that begins during production
preparation prior to the 1st draft of the part Inspection Standard.
2. The supplier must adhere to all identification requirements specified on the part
drawing, inspection standard or applicable regulation.
3. If no specification exists, the supplier should determine the appropriate level of
identification based on past experience and industry standards.
4. The supplier must clearly document the details of the identification method on the
original draft of the Approval I/S before submitting to the NAMC QC/QE for approval. In
the case of NAMC issued part I/S when the identification mark is not specified on the
drawing, then negotiation with the NAMC QC/QE prior to part I/S issuance is required.
Traceability
1. The supplier must develop a traceability system that begins from mass production
through the life of the part.
2. If no specification exists, the supplier should determine the appropriate level of
traceability based on past experience and industry standards
3. Traceability must be considered based on the following two criteria;
a. Process and Machine Control Parameters
This includes operation control parameters, maintenance, and calibration, repair
records, manpower changes and other data that documents machine or process
control criteria.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
1.4
1 of 2
SECTION 1.4 - IDENTIFICATION AND TRACEABILITY
***** INTRODUCTION AND GENERAL INFORMATION *****
b. Material and Product Flow
This includes material certification and date of receiving, date of manufacturing,
specific production equipment number, inspection date, and other data that
records the flow through the process.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
MANUFACTURING
Toyota
Motor Engineering
&
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
1.4
2 of 2
SECTION 1.5 – FIELD QUALITY ASSURANCE
***** INTRODUCTION AND GENERAL INFORMATION *****
PURPOSE: To provide suppliers with an understanding of their responsibility to continuously
monitor and improve field quality performance.
EXPLANATION:
1. An effective field quality management policy and system is an essential element to
promote continuous quality improvement that will ensure the highest customer
satisfaction. Field quality encompasses, but is not limited to, warranty data and parts.
2. TMMNA Quality Division is the window group for supplier warranty data, warranty parts,
and supporting analytical tools provided to suppliers.
3. Warranty data and supporting analytical tools will be provided by Toyota through the
Supplier Quality Information Delivery System (SQIDS) accessed through
Toyotasupplier.com.
REQUIREMENTS:
1. All suppliers must have warranty management systems in place for all warrantable
commodities from mass production release through the life of the part.
2. The supplier’s field quality management system shall include:
a.
b.
c.
d.
Defined targets and measures gauging warranty performance against targets
Plan for achieving field quality targets (including future products)
Cross-functional working groups to address issues as they arise
Periodic forums (management review) to discuss field quality issues (internal &
external) and performance against established targets
e. Documented procedures that include the following elements for disciplined
problem solving and corrective action:
1) Tracking and control of incoming field information and parts
2) Analysis, identification and verification of root cause
3) Further flow-out prevention (field issue containment)
4) Countermeasure implementation and effectiveness verification
5) Determination and confirmation of recurrence prevention
6) Check of similar processes and application of needed controls or
countermeasures
7) Reporting of results to all impacted groups (internal & external)
3. Suppliers are responsible for requesting specific warranty parts needed for their
investigation, reference SQAM Section 3.4 for details.
ISSUE
4
REVISION
August 2005
-
TOYOTAToyota
MOTOR
MANUFACTURING
Motor
Engineering &
NORTH
AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
1.5
1 of 1
SECTION 1.6 – CONFIDENTIALITY
***** INTRODUCTION AND GENERAL INFORMATION *****
PURPOSE:
To ensure that the confidentiality requirements identified in the Toyota
Purchasing Terms & Conditions Contract will be enforced with all suppliers and
Toyota staff.
REQUIREMENTS:
1. The supplier must establish a system to manage confidentiality that begins at sourcing
decision and continues through the life of the part.
2. Any data, information, or knowledge (general and specific) obtained through activities
with Toyota must be securely controlled, treated with strict confidence, and properly
disposed of when no longer necessary.
3. Any breach of confidentiality, or concerns, must be reported with specific details to
Toyota management immediately.
4. Review of supplier designated proprietary or confidential documentation and/or data
maybe requested by the NAMC QC/QE. All suppliers are required to comply with the
request.
ISSUE
4
REVISION
August 2005
-
TOYOTAToyota
MOTOR
MANUFACTURING
Motor
Engineering &
Manufacturing
North America
NORTH
AMERICA,
INC.
SECTION
PAGE
1.6
1 of 1
SECTION 1.7 – SERVICE PARTS QUALITY
***** INTRODUCTION AND GENERAL INFORMATION *****
PURPOSE: To communicate Toyota’s expectations for service parts quality.
TIMING:
From the production preparation stage through the life of the part.
EXPLANATION:
1. Service part quality requirements for part development and production are unique
and compatible with the mass production requirements.
2. TMMNA Production Control Division is the Inspection Control Function (ICF) for past
model service parts and final authority for assuring the following:
a. Shipping quality requirements are met
b. Service part inspection operations are implemented
c. Taking action to analyze, reflect and address field and in-house quality problems
3. Service parts quality milestones are defined and communicated in the N-7 master
schedule found on Toyotasupplier.com in the Production Control section. Part
specific quality requirements are defined and communicated through the Notice of
Parts Change (NPC).
4. Service part inspection standards are unique from mass production part inspection
standards and are required for each service part.
REQUIREMENT:
1. The supplier’s executive management is responsible for supporting service part
development, production and quality improvement activities. Specific quality
requirements are defined in Toyota’s Service Parts Requirements Manual.
2. The supplier is required to support service parts trial activities. These trials will occur
as necessary to ensure service part quality.
3. The supplier is required to maintain the same process controls used during mass
production for past model service parts production. If changes to past model service
parts (process) are needed, then a Process Change Request must be submitted to
TMMNA Production Control Department, reference the Service Parts Requirements
Manual for details.
ISSUE
4
REVISION
August 2005
-
Toyota
Motor MANUFACTURING
Engineering &
TOYOTA
MOTOR
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
1.7
1 of 1
SECTION 2.0 – MILESTONE OVERVIEW
***** PRODUCTION PREPARATION *****
PURPOSE: To provide suppliers with an understanding of the activities necessary to achieve
part quality targets prior to mass production.
TIMING:
From part sourcing decision through initial mass production.
SCHEDULE:
After the sourcing decision is made, Toyota (NAMC QC/QE, Design, Purchasing and
Production Control) will rank each part number, communicate the timing for key events on the
Toyota Parts Master Schedule (TPMS) and issue to supplier. Upon receipt of the TPMS,
the supplier will be required to develop and submit to Toyota their detailed quality related
preparation schedule as part of the Supplier Parts Master Plan (SPMP). Additional
information may be obtained through the appropriate Toyota Project Management Group.
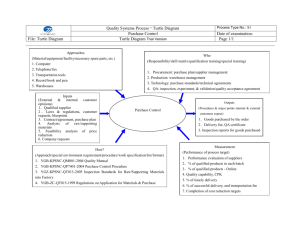
PROJECT MILESTONE OVERVIEW:
Shown below is Toyota’s general timing philosophy as related to project milestones, NAMC
key events, and SQAM production preparation requirements. Specific project timing
requirements will be communicated using the TPMS.
Quality Preparation
Phases
Phase I
II
Parts
Sourcing
& Risk
Assess
I
Key
Milestones
(Gates)
Phase II
CE Image
(Planning)
VI
IV
V
Off-Tool
st
1 Quality
Assessment
Off
Process
and PA
III
SE
Activity
Phase III
HVPT /
Supplier
SQCS
VII
Mass
Production
&
Reflection
st
¿Ë 1
Drawing Release (all)
Tooling
2nd
Production Production
Trial
Trial
Phase IV
C/F
NAMC
Key Events
SOP
TPMS
2.1 - SPMP
Recurring Submissions (as required)
2.2 - Designated Control Characteristics [Pc]
SQAM
Key Requirements
Chapter II Section 2.1- 2.14
2.3 - PEP
2.5 - Boundary Samples
2.4 - Part I/S
2.10 - Color & Grain Approval
2.6 - MQC
2.7 - Checking Fixtures / Gages & 2.8 - Mating Parts & 2.9 - Sample Parts
2.11 - PA
2.12 - QRC
2.13 - FA
2.14 - Quality Improvement
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
MANUFACTURING
Toyota
Motor Engineering
&
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
2.0
1 of 4
SECTION 2.0 – MILESTONE OVERVIEW
***** PRODUCTION PREPARATION *****
COMPLETION EXPECTATION:
All requirements as specified in the TPMS and as defined by SQAM, must be achieved per
plan in advance of mass production start, but not limited to:
•
Part durability / reliability verification
•
Quality assurance verification
•
Process capability verification
•
Sample part submission
•
QA related document completion
•
QA / QC related requirements
DOCUMENT SUBMISSION:
All quality related project documents as required by SQAM must be completed, maintained,
and managed by the supplier in accordance to the TPMS.
QUALITY PREPARATION PHASES:
Quality assurance preparation has 4 main phases:
Phase 1:
Planning
Phase 2:
Initial Evaluation
Phase 3:
Final Verification
Phase 4:
Mass Production Launch
Phase 1 – Planning
A. Main Objective:
To assure clear expectation and understanding of quality requirements prior to
drawing release and tooling kick-off meeting.
B. Supplier Responsibilities:
The quality planning stage must commence immediately after sourcing decision
through drawing release, SPMP issuance, and tooling K/O meeting. The quality
planning phase includes the following key requirements:
1) Study/establish design quality requirements including critical quality criteria
2) Communicate [Pc], Cpk, and boundary sample characteristics and
expectations (Reference SQAM Sections 2.2 and 2.5)
3) Establish critical sub-supplier quality control criteria
4) Develop Part Inspection Standard (Reference SQAM Section 2.4)
5) Develop Manufacturing Quality Charts (Reference SQAM Section 2.5)
6) Develop initial Part Evaluation Plan (Reference SQAM Section 2.3)
7) Develop tool to evaluate potential process failure modes (i.e. PFMEA)
8) Suppliers may be requested to join Simultaneous Engineering (SE) Activity
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
Manufacturing
North America
NORTH
AMERICA,
INC.
SECTION
PAGE
2.0
2 of 4
SECTION 2.0 – MILESTONE OVERVIEW
***** PRODUCTION PREPARATION *****
Phase 2 – Initial Evaluation
A. Main Objective:
To assure part design intent can be achieved off “hard tooling” and mass production
equivalent process prior to Supplier Quality Confirmation Stage (SQCS) / line fill
production.
B. Supplier Responsibilities:
1) Assure that mass production tooling and equivalent processes produce parts
that conform to design and part Inspection Standard criteria.
2) Final drafts of required SQAM documentation such as; SPMP, Part Evaluation
Plan, part Inspection Standard, PFMEA or equivalent document, Manufacturing
Quality Chart (MQC) must be submitted and approved as required.
3) Short term [Pc], Ppk studies completed (Reference SQAM Section 2.2)
4) Initial boundary samples submitted as required (Reference SQAM Section 2.5)
5) Initial checking fixture capability studies completed (Reference SQAM Section 2.7)
6) Part dimension, function, and regulation requirements are achieved.
7) High confidence for part durability / reliability requirements.
8) Critical sub-supplier processes are certified as capable, including raw material
certification.
9) Issuance of Approval Request (AR) to obtain Part Approval (PA) (Reference
SQAM Section 2.11)
Phase 3 – Final Verification
A. Main Objective:
To assure that part design intent and quality requirements can be consistently
achieved at volume production off “hard tooling” and finalized processes.
B. Supplier Responsibilities:
1) Final submission of all required SQAM production preparation documentation for
approval.
2) Achievement of PA (Reference SQAM Section 2.11)
3) Final PFMEA (or equivalent document) and [Pc], Cpk studies must be completed.
Based on study and analysis results, enhancements to the MQC, tooling, or
process must be implemented to assure quality target achievement.
4) Critical sub-supplier process capability has been verified, including MQC
enhancement as necessary to insure no flow out of any sub-supplier quality
issue.
5) All process trials completed, including production volume trials.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH
AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.0
3 of 4
SECTION 2.0 – MILESTONE OVERVIEW
***** PRODUCTION PREPARATION *****
6) Part dimension, function, and regulation requirements verified to be consistently
achieved at volume production requirements.
7) Develop special inspection plans to assure initial launch quality as required.
8) Complete all long term durability / reliability testing as required
Phase 4 – Mass Production Launch
A. Main Objective:
To assure part design intent and quality requirements are consistently maintained
through initial mass production launch and volume ramp-up.
B. Supplier Responsibilities:
1) Deploy special inspection plans as required to assure initial launch quality targets
are achieved.
2) Closely monitor internal and external quality indicators, and immediately respond
to assure quality requirements are consistently achieved.
3) Adjust tooling, process, or MQC as necessary to assure quality requirements are
consistently achieved.
4) Request Final Approval (FA) if required (Reference SQAM Section 2.13)
5) Conduct Reflection Activity based on production preparation and initial mass
production results and yokoten all lessons learned.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH
AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.0
4 of 4
SECTION 2.1 – SUPPLIER PARTS MASTER PLAN (SPMP)
***** PRODUCTION PREPARATION *****
PURPOSE:
To assure supplier understanding of the comprehensive development plan used
for parts and components that includes process, quality and operation
readiness schedules.
TIMING:
From receipt of the Toyota Parts Master Schedule (TPMS) to three months
after NAMC Start of Mass Production (SOP).
REQUIREMENTS:
1. The supplier must create and submit a Supplier Parts Master Plan (SPMP) at the
designated frequency to the appropriate Toyota Project Management Group.
2. The SPMP must include all items listed on the TPMS, as well as expanded supplier
activities and related timing that is necessary to achieve TPMS requirements.
3. Supplier should establish cross-functional teams to develop and approve the SPMP
content.
4. Upon receipt, the NAMC QC/QE Department will review the SPMP and feedback any
concerns to the supplier for correction.
5. The supplier top management must verify and approve the SPMP and conduct periodic
status reviews to ensure timing requirements are fully achieved.
6. Any changes or deviations from the approved SPMP, regarding quality related items
must be reviewed by to the responsible NAMC QC/QE before implementing the change.
The NAMC QC/QE will feedback any concerns to the supplier for correction.
7. The supplier is required to contact the appropriate Toyota Project Management Group
to obtain details regarding the SPMP. The intent of this section is to provide an
overview of the quality related items.
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.1
1 of 1
SECTION 2.2 - DESIGNATED CONTROL CHARACTERISTICS [Pc] /
PROCESS CAPABILITY STUDIES (Cpk / Ppk)
***** PRODUCTION PREPARATION *****
PURPOSE: Defines statistical control requirements for specific critical part characteristics as
designated by Toyota or suppliers. In order to achieve the highest possible
capability (initial quality), minimize scrap, and the potential for shipping defects
while maintaining a reasonable level of investment and technology.
TIMING:
From part / component drawing release through the life of the part.
REQUIREMENTS:
1. Normal Industry Cpk requirements apply except as specified by Toyota. For unique
cases based upon design criteria and supplier process capability, specific Cpk
requirements may be designated. For these special cases, feasible Cpk targets will be
established through joint Toyota x Supplier consultation considering vehicle
performance, benchmarking, part manufacturing, part quality and process view points.
Toyota Design, NAMC QC/QE, and Supplier QC, manufacturing, and tooling/process
engineering will confirm and adjust on an individual basis prior to tooling or process
development.
2. Cpk requirements, targets, projections, and studies must be specified / designated after
drawing release and prior to tooling and process design finalization.
3. [Pc] Cpk requirements may be added or removed throughout the part life as required by
design criteria, process capability results, or customer expectations.
4. [Pc] designation and Cpk requirements must include all, , , , MVSS related
process controllable items as designated by Toyota or the supplier. Reference SQAM
Section 1.3 for more details.
5. [Pc] designation and Cpk requirements may be established for additional specific part
characteristics that significantly affect performance, fit, function, installation workability,
or other identified FMEA items.
6. [Pc] items with corresponding Cpk requirements must be specified on the Part
Inspection Standard, MQC, and other related documents (standardized work, data
sheets, etc.) and processes.
7. For all [Pc] designated items, short term Ppk capability studies must be carried out
during production trials to establish outlook for consistency of Cpk target achievement.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.2
1 of 4
SECTION 2.2 - DESIGNATED CONTROL CHARACTERISTICS [Pc] /
PROCESS CAPABILITY STUDIES (Cpk / Ppk)
***** PRODUCTION PREPARATION *****
8. If short term Ppk studies indicate that final Cpk requirements are unachievable,
adjustments to the design criteria, tooling/process, inspection plan, or Cpk requirements
must be developed, proposed, approved, and re-verified prior to line-fill/ mass
production start. Any changes to initial targets must be communicated and approved by
Toyota.
9. Appropriate data must be developed for each [Pc] designated item during the
production trials and submitted to Toyota as requested. Industry standard statistical
tools for conducting capability studies must be utilized except for specific Toyota
requirements.
10. Continuous long term Cpk verification must be carried out for each [Pc] item, with
acquired data maintained and utilized for continuous improvement. Toyota may request
data submission.
11. Initial process capability study requirements, long-term process capability verification /
inspection sampling requirements, and sampling size requirements must be established
and communicated to Toyota with approval prior to production trials and mass
production start. Related guidelines are designated in Tables 1, 2, and 3.
12. Inspection frequencies must be in conjunction with Cpk results. Depending on machine
or process capabilities, the inspection requirements may increase or decrease. Any
changes to the inspection frequency must be communicated with and concurred by the
responsible NAMC QC/QE Department and all related documents (e.g. Manufacturing
Quality Chart (MQC), Inspection Standard, etc.) revised and approved.
Table 2.2 -1: Initial Process Capability Study Guidelines
Short Term (Ppk)
Long Term (Cpk)
20 minimum*
50 or as required to determine
sources of variability
3-5
3-5
Stable
Stable
2) Cpk / (Ppk)
1.67 or greater** / ***
1.33 or greater ***
If expectation is not
achieved:
Provide C/M using Sample
Data Sheet Format
See Table 2
# of Subgroups
Parts/Subgroup
(X-bar, R Charts)
Expectation:
1) Process
* Or as negotiated with NAMC QC/QE
** Short-term Cpk calculations shall be referred to as Ppk
*** Refer to requirement #1 for unique cases where feasible Cpk differs from
standard
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
MANUFACTURING
Toyota
Motor Engineering
&
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.2
2 of 4
SECTION 2.2 - DESIGNATED CONTROL CHARACTERISTICS [Pc] /
PROCESS CAPABILITY STUDIES (Cpk / Ppk)
***** PRODUCTION PREPARATION *****
Table 2.2 - 2: Long-Term Process Capability Inspection Sampling / Guidelines
The most recent point
indicates that the
process (see below):
ACTIONS ON THE PROCESS OUTPUT
Based on the Historical Process Capability (Cpk)
Is in control *
Has gone out of
control in an adverse
direction. All
individuals in the
sample are within
specification.*
Less than 1.33***
1.33 - 1.67***
Greater than 1.67***
Contact NAMC QC/QE
to discuss appropriate
countermeasure
Accept product.
Continue to reduce
process variation.
Accept product.
Continue to reduce
process variation.
IDENTIFY AND CORRECT SPECIAL CAUSE
Contact NAMC QC/QE
to discuss appropriate
countermeasure.
Accept product and
a) Perform
correct cause of
sampling** on
instability.
existing product,
construct histogram
from those samples,
take appropriate
action.
b) Increase sampling
frequency until
stability is reestablished.
Has gone out of
IDENTIFY AND CORRECT SPECIAL CAUSE
control and one or
Inspect 100% from Inspect 100% from the
Inspect 100% from the
more individuals in
last in-control point.
the last in-control
last
in-control
point.
the sample are
point.
outside specification.*
* Control refers to the status of process stability. An “out of control” condition is defined by
evidence of special causes of variation on the Shewhart Control Chart with control limits
defined by the data. A process is considered “in control” when no evidence of special
causes of variation is detected or identified.
** Refer to Table 2.2 - 3 for sampling size determination guidelines
*** Refer to requirement #1 for unique cases where feasible Cpk differs from standard
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH
AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.2
3 of 4
SECTION 2.2 - DESIGNATED CONTROL CHARACTERISTICS [Pc] /
PROCESS CAPABILITY STUDIES (Cpk / Ppk)
***** PRODUCTION PREPARATION *****
Table 2.2 - 3: Sampling Size Determination Guidelines
LOT SIZE
OR
SHIPMENT SIZE
SAMPLE SIZE PER
CHARACTERISTIC CLASSIFICATION
ACCEPTABLE NUMBER = 0*
0 - 25
26 - 50
51 - 75
76 - 125
126 - 425
426 and up
100% Inspection
25
35
40
45
50
*If one or more individuals in the sample are out of specification, inspect
100% from the previous “in-control” point.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.2
4 of 4
SECTION 2.3 - PART EVALUATION PLAN (PEP)
***** PRODUCTION PREPARATION *****
PURPOSE: The supplier’s plan and results for component testing and verification in order to
demonstrate achievement of requirements for all drawing and related Toyota
standards.
TIMING:
From drawing/RDDP release through final part approval.
REQUIREMENTS:
1. The Part Evaluation Plan (PEP) and Sample Data Sheet (SDS) must be submitted to
the NAMC QC/QE for approval by the date indicated on the Toyota Parts Master
Schedule (TPMS) and the Supplier Parts Master Plan (SPMP).
2. The lack of lab or test equipment / facility does not exempt the supplier from completing
the specified test requirements.
3. During the initial part development a complete validation of all drawing and Toyota
standards must be conducted, by the supplier.
4. The PEP must include the following part drawing and part inspection standard (I/S)
requirements for validation / submission, divided into the following part completion
categories.
a.
b.
c.
d.
e.
Regulation Related
Durability & Reliability
Function & Performance
Dimension
Sensory (Appearance, Sound, etc.)
5. The PEP and Sample Data Sheet must include all drawing and/or Inspection Standard
specifications. All parts must be tested in accordance to the latest Toyota Test
Standard.
6. The required submission data must utilize off tool and off mass production equivalent
processes parts (e.g. die or mold cavity, welding, heat treatment, coating, assembly
processes, etc.).
7. The minimum sampling quantity should be according to Toyota Standard. If not
specified the supplier must decide the quantity with NAMC QC/QE concurrence.
8.
Special regulation or inspection requirements must be indicated on the Sample Data
Sheet with the appropriate symbol
.
9. The supplier must develop/maintain a system to verify all Toyota Standards are the
highest or most current revision level prior to each prototype and production preparation
part test evaluation, and on-going periodic mass production evaluations.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
2.3
1 of 2
SECTION 2.3 - PART EVALUATION PLAN (PEP)
***** PRODUCTION PREPARATION *****
10. The PEP and Sample Data Sheet must be updated and re-submitted to reflect any part
Inspection Standard or ECI changes/revisions.
11. Parts must be evaluated from each trial per PEP and the Sample Data Sheet with
results submitted to NAMC QC/QE in advance of sample part shipment (e.g. fax, e-mail)
and included with the sample part shipment.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
2.3
2 of 2
SECTION 2.4 - PART INSPECTION STANDARD (I/S)
***** PRODUCTION PREPARATION *****
PURPOSE: A document consisting of part critical characteristics, their acceptance criteria
and the method and frequency by which the part must be monitored and
controlled by the supplier.
TIMING:
Begins at the initial request by the NAMC QC/QE and continues throughout the
life of the part.
REQUIREMENTS:
Type A: Toyota Issued Part Inspection Standard (Toyota NAMC developed & issued)
An Inspection Standard Request Cover Sheet and Inspection Standard draft will be
issued to the supplier for review and approval per the timing indicated on the Toyota Parts
Master Schedule (TPMS).
Note 1: NAMC QC/QE retains the original document
Note 2: A request to fabricate checking fixtures may be included.
1. After any revisions have been made to a Toyota issued Inspection Standard the
supplier must:
a. Acknowledge the receipt.
b. Specify an implementation date.
c. Return the signed originals to NAMC QC/QE.
2. The NAMC QC/QE must manage revisions for all Engineering Change Instructions
(ECI) and Application Sheets for Approval (ASA) issued by Toyota Design
Type B: Approval Part Inspection Standard (Supplier developed & NAMC approved)
The supplier will receive an Inspection Standard Request Cover Sheet from the NAMC
QC/QE that requires them to develop the part Inspection Standard per the Toyota Parts
Master Schedule and the Supplier Parts Master Plan.
Note: A request for specific quality requirements and/or to fabricate checking fixtures may be included.
The supplier may be requested to modify the Inspection Standard draft, but once approved,
the original will be returned to the supplier and a copy retained by the NAMC QC/QE.
1. The Part Inspection Standard (I/S) cannot conflict with the drawing specification, but is
intended to clarify and enhance quality assurance related requirements.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
2.4
1 of 4
SECTION 2.4 - PART INSPECTION STANDARD (I/S)
***** PRODUCTION PREPARATION *****
2. The part inspection standard, at a minimum, must define the following items:
a. Datum Structure
f.
Weight
b. Dimension and Tolerance1
g. Color
c. Appearance
h. Identification Method / Label
d. Performance
i.
Material
e. Function
j.
Special Inspection Items2
Notes:
(1)
The supplier must meet the drawing or inspection standard tolerance, whichever is
tighter. The tolerance must be considered in process design.
(2)
These items are critical part characteristics that must be controlled to satisfy special
inspection or governmental regulation requirements
.
3. The Inspection Standard must consider and include inspection related criteria as
indicated on the MQC (reference SQAM Section 2.6), PFEMA studies, etc., and the
identified frequency of inspection must be developed from process capability studies
and results.
4. The approved Inspection Standard criteria, subject to revision, must be consistently
complied with for the life of the part without exception.
5. Requirements on the drawing not stated on the part Inspection Standard must be revalidated annually at a minimum.
6. Suppliers with MVSS parts are required to maintain critical performance data based on
the testing requirements outlined in the part Inspection Standard. This data may be
submitted to the appropriate NAMC QC/QE utilizing the MVSS Regulation Item Data
Submission form.
7. The supplier must initiate revisions for all Engineering Change Instructions (ECI) and
Application Sheets for Approval (ASA) issued by Toyota Design.
8. The supplier must submit an Inspection Standard Change Request form for all
revision requests to the Inspection Standard after negotiating initial approval.
Note: The original Inspection Standard must not be marked on, prior to approval. Attach a
separate paper, copy, etc. to indicate any proposed changes.
9. In the case of an Approval Inspection Standard, the NAMC QC/QE may request a
change to the Inspection Standard by submitting an Inspection Standard Change
Request form to the supplier
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
2.4
2 of 4
SECTION 2.4 - PART INSPECTION STANDARD (I/S)
***** PRODUCTION PREPARATION *****
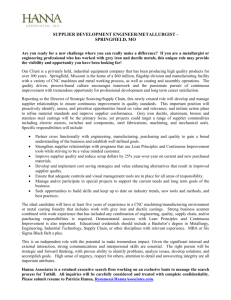
FLOW CHART 2.4 - 1: Toyota Issued Part Inspection Standard (Issued by NAMC QC/QE)
NAMC QC/QE
SUPPLIER
• Develop Inspection Standard
•Check for error and discrepancy to drawing
• Review accuracy, completeness, and
capability to meet all requirements
• Complete Section B of Cover Sheet and
return originals to NAMC QC/QE
INITIAL DRAFT
• Complete Section A of Inspection
Standard Request Cover Sheet
• Issue original Inspection Standard and
Cover Sheet to supplier per timing
indicated on
Toyota Project Master Schedule (TPMS)
Accept
Maintain Originals
cc:File
Negotiate Revisions
Not Accept
REQUESTED BY SUPPLIER
• Evaluate request and complete bottom
of form and return original to Supplier
ISSUE
• Submit Inspection Standard Change
Request to NAMC QC/QE
Original Request
• If accepted, revise original Inspection
Standard and attach to Cover Sheet with
Section A completed
• Submit both to supplier
• Complete Section B of Cover Sheet
indicating implementation date, sign
revised Inspection Standard and return
both originals to NAMC QC/QE
Maintain Originals
REQUESTED BY NAMC
REVISION
• Revise Inspection Standard and re-issue
to supplier with new Cover Sheet
• After negotiating with the supplier, revise
original Inspection Standard and attach to
Cover Sheet with Section A completed
• Issue both to supplier
cc:File
• Complete Section B of Cover Sheet,
indicating implementation date
• Sign revised Inspection Standard and
return both originals to NAMC QC/QE
Maintain Originals
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA, INC.
cc:File
SECTION
PAGE
2.4
3 of 4
SECTION 2.4 - PART INSPECTION STANDARD (I/S)
***** PRODUCTION PREPARATION *****
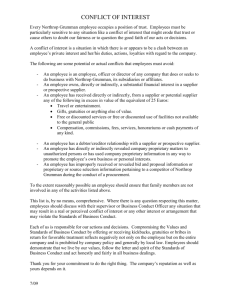
FLOW CHART 2.4 - 2: Approval Part Inspection Standard (Issued by Supplier)
NAMC QC/QE
SUPPLIER
• Complete Section A of Inspection
Standard Cover Sheet and send to
supplier
• Complete Section B of Cover Sheet
acknowledging request and indicating
implementation date
• Return original to NAMC by date indicated on
Cover Sheet
INITIAL DRAFT
Original Request
• Review Inspection Standard
• Complete Section B of Cover
Sheet and return both originals to
the supplier
• Develop Inspection Standard
• Complete Section A of a new Cover
Sheet, requesting NAMC by date
indicated on original request
Accept
cc:File
Not Accept
Maintain Originals
Negotiate Revisions
REVISION
REQUESTED BY NAMC REQUESTED BY SUPPLIER
Revise Inspection Standard and re-issue to
NAMC with new Cover Sheet
ISSUE
4
• Review request and accept or reject
• Sign both originals and return to
supplier
• After negotiating initial approval from the
NAMC QC/QE, modify Inspection Standard
and submit to NAMC with Inspection Standard
Change Request attached
cc:File
Maintain Originals
• Submit Change Request Form
indicating desired revision
• Sign original Inspection Standard
and return to supplier
REVISION
• Modify and sign revised Inspection
Standard
• Submit revised Inspection Standard and
signed request form to NAMC
Maintain Originals
cc:File
August 2006
• Review request
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA, INC.
SECTION
PAGE
2.4
4 of 4
SECTION 2.5 – BOUNDARY SAMPLES
***** PRODUCTION PREPARATION *****
PURPOSE: Boundary samples are used as a supplement to the part inspection standard
(e.g. visual or sensory) when the characteristics are difficult to define or
communicate by any other method.
TIMING:
From the production preparation through the life of the part.
REQUIREMENTS:
1. Boundary samples must be prepared and submitted for approval for all items noted on
the Inspection Standard as “per boundary sample”.
2. Preliminary boundary samples should be discussed prior to tooling and process
development to determine quality expectations and process capability.
3. Preliminary boundary samples or expectation achievement should be verified through
the production trial activity with final boundary sample approval prior to supplier QCS.
4. Boundary samples may also be created to define problems discovered in both
production preparation and mass production stages. When submitting boundary
samples for this purpose, the supplier must be prepared to discuss process capability
and previously tried countermeasures.
5. Proposed boundary samples must be representative of the supplier’s confirmed process
capability and be consistently achieved.
6. Boundary sample approval is based on internal Toyota/Lexus quality standards,
consumer acceptance impact, part design characteristics, and supplier process
capability.
7. A minimum of three equivalent sets of boundary samples must be prepared and sent to
the NAMC QC/QE for review. A completed Boundary Sample Tag is to be affixed to
each sample submitted for approval. After approval, two sets will be returned to the
supplier; one to be used as a master, the other to be used as a working set. In the
case of multiple NAMCs using the same part, additional sets must be submitted to the
Coordinating Manufacturer for distribution to the using NAMCs. In the case of direct
supply parts, an additional set must be provided to the appropriate NAMC QC/QE for
review, approval and distribution to the Tier 1 supplier.
Note: Certain commodities may require additional samples, please consult with the NAMC
Q/QE for specific quantity requirements.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.5
1 of 2
SECTION 2.5 – BOUNDARY SAMPLES
***** PRODUCTION PREPARATION *****
8. Supplier must provide sufficient lead time for the boundary samples to be evaluated,
shipment authorization will not be granted until all boundary samples have been
approved by NAMC QC/QE.
9. The supplier must maintain the master boundary samples in a location where it is not
susceptible to damage, aging, etc. The working boundary samples should be located
at the point of decision and should also be protected from damage or degradation.
10. In certain situations, the NAMC QC/QE will issue a boundary sample that the supplier
must enforce. If these boundary sample results in excessive scrap, rework or sort, due
to process capability, then the supplier may renegotiate with NAMC QC/QE.
11. The supplier may request approval of a temporary boundary sample that deviates from
the approved boundary sample for a specific lot or time period. Temporary boundary
sample requests are intended to be utilized for extraordinary circumstances where all
other considerations have been exhausted. Approval for a temporary boundary sample
must be achieved prior to subject parts being delivered to the NAMC.
12. Revisions or change requests to approved boundary samples must be handled the
same as original submission.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.5
2 of 2
SECTION 2.6 - MANUFACTURING QUALITY CHART (MQC)
***** PRODUCTION PREPARATION *****
PURPOSE: To identify and establish process parameter controls at the supplier for the critical
characteristics of the parts from receiving inspection through shipment.
TIMING:
Constructed after a process flow, part Inspection Standard and PFMEA or
equivalent document have been developed and potential failure modes have
been identified and utilized through the life of the part.
REQUIREMENTS:
1. The supplier must develop and submit for review a Manufacturing Quality Chart
(MQC) and process flowchart or diagram per the date(s) indicated on the Toyota Parts
Master Schedule and the Supplier Parts Master Plan. In addition to the part I/S Toyota
may request specific requirements relating to the product or process to be included in
the MQC.
Note 1: Parts with identical processes (i.e. left hand and right hand parts, etc) can be combined
into one form submission.
Note 2: An effective MQC involves the Manufacturing Department in the development and the
Quality Department in the confirmation.
2. Part, machine, and process potential failure modes must be identified and utilized to
develop the MQC in order to ensure that the potential failure causes and mechanism
can be controlled and monitored. For all critical ( , , & MVSS) related items
DFMEA or DRBFM and PFMEA practices or equivalent must be utilized.
3. The MQC must focus on the process parameters and encompass or make reference to
specific items on the part inspection standard (I/S).
4. Process parameters and related inspections for all , , and MVSS related items
must be detailed and clearly identified in the MQC.
Note: All delta and MVSS items ( , , , , , ) must be listed individually on the
MQC.
5. During the pre-production trials, the supplier must conduct testing, process analyses,
and verification to support the contents of the MQC. The MQC must be revised to
correct any deficiencies found during the production preparation trials.
6. If changes are made to the MQC during production preparation, a copy of the revised
MQC, and the process flowchart or diagram must be submitted to NAMC QC/QE for
review.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.6
1 of 2
SECTION 2.6 - MANUFACTURING QUALITY CHART (MQC)
***** PRODUCTION PREPARATION *****
7. After Part Approval (PA), the supplier must notify NAMC QC/QE in advance of any
changes to the MQC based on the following judgments;
a. Change meets process change request issuance criteria (reference SQAM
Section 3.3); then issue a Process Change Request (PCR) form prior to
implementation to the NAMC QC/QE.
b. Change does not meet process change request issuance criteria; then provide
the revised MQC for NAMC QC/QE review and approval.
c. If unclear about the proposed change; consult with NAMC QC/QE first.
8. A method to identify revisions must be developed (e.g. revision symbols, bold or italic
text, separate internal revision log, etc.), along with the capability to explain reasons for
the changes.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH
AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.6
2 of 2
SECTION 2.7 – CHECKING FIXTURES, GAGES AND TEST EQUIPMENT
***** PRODUCTION PREPARATION *****
PURPOSE: Devices used to evaluate production parts for compliance to drawings, inspection
standard, process control requirements or other quality standards.
TIMING:
From production preparation through the life of the part.
REQUIREMENTS:
1. The supplier must provide a means to verify quality characteristics specified on the
drawing and part Inspection Standard (I/S).
2. The supplier must develop, utilize, and maintain the required inspection related tools
such as checking fixtures, gages, or other inspection/test equipment that Toyota
specifies.
3. During the initial production preparation planning stage, the NAMC QC/QE will indicate
on the Inspection Standard Request Cover Sheet the requirements for checking
fixtures, gages or inspection/test equipment development.
4. The equipment development, delivery, trial, etc. plan must be clearly indicated on the
SPMP.
5. If the supplier is responsible for obtaining and preparing the necessary checking fixture,
gage and test equipment, the supplier should meet with NAMC QC/QE to establish the
design concept and obtain approval prior to starting the check fixture build.
6. The completion date and price quote must be indicated on the Checking Fixture,
Gage, and Test Equipment Approval Request form. The gage drawing must specify
the build tolerance and clearly indicate part features that will be checked.
7. The supplier must receive final approval for the checking fixture, gage, or inspection/test
equipment from the NAMC QC/QE Department prior to utilization for part inspection.
For final approval, the supplier must submit the following information with the Checking
Fixture, Gage, and Test Equipment Approval Request form to the NAMC QC /QE
Department.
• Calibration certification data
• GRR study results for [Pc] characteristics
• Maintenance and re-certification schedule
• Instructions on how to use gage
• Photo of device
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.7
1 of 4
SECTION 2.7 – CHECKING FIXTURES, GAGES AND TEST EQUIPMENT
***** PRODUCTION PREPARATION *****
8. Checking fixtures, gages and test equipment are to be completed, qualified, and
available to evaluate no later than first off-tool sample parts as required by the TPMS
and SPMP. Any deviations from the approved plans and schedules must be
communicated to the NAMC QC/QE Department.
9. Suppliers may select the equipment fabricator, and must assure all SQAM requirements
are achieved.
10. Checking fixtures, gages, and inspection/test equipment must be accurate according to
recognized automotive industry standards (reference http://aiag.org MSA Manual at
AIAG). The word accurate in this context refers to the relative degree of errors
associated with bias, repeatability, reproducibility, stability, and linearity. The device
should include documentation to the appropriate national/international standard.
11. The supplier must ensure that parts are located on checking fixtures and gages per the
datum scheme specified on the Part Inspection Standard. Fixtures must reference
Height, Width, Length (H.W.L.) car position if the drawing references or specifies car
position.
12. Gage repeatability and reproducibility (GRR) must be conducted and maintain a target
of ≤10% error to total variation (TV). If the supplier cannot achieve this target, they
must consult NAMC QC/QE. GRR to be verified by the supplier no later than first-off tool
sample using production metrology equipment and gage operators. At minimum, all
characteristics designated on the Inspection Standard as [Pc] must be evaluated for
GRR.
13. GRR study for variable gages shall be conducted using the long method; three
operators, three trials and ten samples. This criterion enables separation of error due to
the gage and operator. GRR study for attribute gages shall be conducted using the
short method. GRR data shall be submitted using the Gage Repeatability and
Reproducibility Data Sheet and the Gage Repeatability and Reproducibility Report.
14. The checking fixture, gage, or test equipment must be identified with the part number,
ECI level, certification date, and re-certification due date.
15. The supplier is responsible for maintenance and calibration of checking fixtures, gages
and inspection/test equipment, including recertification on a planned basis and GRR
studies for [Pc] items. Certification must be traceable to a national or international
certifying body.
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.7
2 of 4
SECTION 2.7 – CHECKING FIXTURES, GAGES AND TEST EQUIPMENT
***** PRODUCTION PREPARATION *****
16. If during maintenance or calibration of the checking fixture, gage or test equipment, it is
found to be out of calibration, the supplier must:
A. Notify the NAMC QC/QE Department using a Notice of Suspected Shipment of
Non-Conforming Product form*.
B. Repair/adjust the device back to specification standard including record and
traceability of repair/adjustment.
C. Have a method to assess the effect on parts measured on an out of calibration
device.
D. Notify the NAMC QC/QE Department of the results of the above assessment*
*Note: Requirements A and D are required only when the supplier thinks that it is possible, non-conforming
product has been sent to the NAMC as a result of an out-of-calibration checking fixture, gage or test equipment.
17. Checking fixtures, gages and inspection/test equipment must not be altered or
changed without written approval from the NAMC QC/QE Department. The supplier
must submit a Checking Fixture Change Request form and obtain approval prior to
implementing any changes. Changes may be needed as a result of:
A. Engineering Change Instruction (ECI)
B. Problem countermeasure activity
C. Part Inspection Standard change
D. Fixture workability
E. Process change
F. Repair (major damage; outside of normal maintenance)
18. Resubmission of gage studies and a Checking Fixture, Gage & Test Equipment
Approval Request form may be required for gage features that are affected by
significant changes as a result of any of the above listed items.
19. Before disposal of checking fixtures, etc., the supplier must contact the Toyota
Purchasing Department for instruction and approval.
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.7
3 of 4
SECTION 2.7 – CHECKING FIXTURES, GAGES AND TEST EQUIPMENT
***** PRODUCTION PREPARATION *****
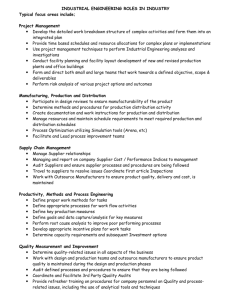
FLOW CHART:
Flow Chart 2.7 - 1: Inspection/Test Equipment Development, Approval, & Use Responsibility
NAMC QC/QE
SUPPLIER
DESIGN
Identify need for Checking
Fixture, Gage or Test
Equipment and confirm
[Pc] points on the
Inspection Standard
Review
If not acceptable
If acceptable
Issue approval to build
Discuss concept
with NAMC QC/QE
When concept
Is agreed upon
Submit Checking Fixture,
Gage and Test Equipment
Approval Request form:
1. Drawing
2. Specifications
3. Completion date
4. Price quote (copy)
BUILD
Checking fixture, gage or test
equipment must be identified with:
1. Part number
2. ECI level
3. Certification date
4. Re-certification due date
If not acceptable
USE
Review
If acceptable
Submit Checking Fixture, Gage & Test Equipment
Approval Request:
1. Calibration Certification Data
2. Copy of Gage Repeatability & Reproducibility
results for [Pc] characteristics
3. Maintenance and re-certification schedule
4. Gage use instructions
5. Photo of device
6. Sample data sheet containing results from at
least 1 part measured on the gage
*Issue approval for use
Put into service
* Should be completed by 1st off-tool sample
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.7
4 of 4
SECTION 2.8 - MATING PART / COMPONENT REQUEST
***** PRODUCTION PREPARATION *****
PURPOSE:
An aide to be used for part fitting and/or testing.
TIMING:
From initial production preparation through the life of the part.
REQUIREMENTS:
1. The supplier must submit a Mating Part / Component Request form to the NAMC
QC/QE Department to obtain desired parts or components.
2. These parts or components must not be used as gages or for reference in making
design changes unless directed and concurred by the NAMC QC/QE Department
3. All mating parts or components received from Toyota must be kept confidential,
controlled, and maintained in a secure location.
4. If the supplier encounters any problems, issues, or concerns with the provided parts or
components the NAMC QC/QE Department must be contacted immediately.
5. The supplier is responsible to verify through the NAMC QC/QE Department that the
utilized mating part or component is the most current level.
6. The supplier is responsible to assure disposal of the mating part or component through
confidential destructive scrap.
7. The supplier may be requested to purchase any parts needed for continuous/on-going
testing.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.8
1 of 1
SECTION 2.9 - SAMPLE PART SUBMISSION
***** PRODUCTION PREPARATION *****
PURPOSE: To assure supplier understanding of responsibility to prepare and submit
production preparation evaluation parts.
TIMING:
From initial part submission through the life of the part.
REQUIREMENTS:
1. The supplier must provide sample parts in accordance with the timing indicated on the
TPMS and SPMP, at a minimum. Any change from the approved schedule and plan
must be communicated to and approved by the NAMC QC/QE and Production Control
Departments.
2. Detailed results of the sample part evaluation must be recorded on the Sample Data
Sheet (SDS) including the evaluation judgment indicated on the Part Evaluation Plan
(PEP).
a. The actual value must be recorded for all variable evaluation items (e.g.
dimensional, performance, etc.) per the part I/S.
Note: During production preparation when go-no-go gages are used, actual gap data
must be taken.
b. Data judgment must be expressed on the Sample Data Sheet using the
following format:
{
∆
r
⊗
= Meets requirement (all parts meet requirement)
= Meets requirement, but needs improvement (all parts meet, but
are clustered near upper or lower specification limits)
= Does not meet requirement* (1or more parts do not meet
requirement)
= Reworked to meet requirement*
(1 or more parts reworked to meet the requirement, but extent
of rework must be explained)
* NAMC QC/QE Department must be contacted prior to shipping
c.
An explanation and countermeasure plan must be provided for all "∆", “r”,
and “⊗” judged items on the Sample Data Sheet at the time of submission.
d.
Tear down analysis must be performed on all functional parts that do not
achieve performance test requirements. For functional part achieving
performance test requirements and the test is not run to failure, a tear down
analysis must also be performed to identify and analyze wear tendencies and
trends.
Note: Prior to the tear down activity the NAMC QC/QE must be contacted to verify
their attendance.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
2.9
1 of 3
SECTION 2.9 - SAMPLE PART SUBMISSION
***** PRODUCTION PREPARATION *****
3. The submitted samples, which were evaluated for dimensional characteristics on the
drawing or inspection standard, must be identified with sequential numbers (1, 2, 3, etc.)
which corresponds to the columns on the Sample Data Sheet. Toyota expects the
supplier to randomly select the sample parts used for submission.
4. All sample parts submitted to NAMC must have a Sample Submission Cover Sheet
and evaluation results attached. One cover sheet should be utilized for each part
number. The part completion summary portion of the Sample Submission Cover Sheet
must include the drawing and inspection standard quality characteristics arranged
according to the part completion categories shown in Table 2.9-1. After the initial
submission and NAMC QC/QE approval the arrangement of the drawing and inspection
standard quality characteristics to the part completion categories should not change.
Table 2.9 - 1: Explanation of Part Completion Categories
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
2.9
2 of 3
SECTION 2.9 - SAMPLE PART SUBMISSION
***** PRODUCTION PREPARATION *****
5. The sample part data package submitted to NAMC QC/QE Department must include :
• Sample Submission Cover Sheet
• Reference comparison of the parts to the final mass production intent
• Part Evaluation Plan
• Sample Data Sheets with results (including process capability if required)
• Raw material certifications
• ECI Implementation Log / Tracking Sheet
Note: All raw material certifications and performance test results must include the actual
testing data. All parts and materials must be tested to the appropriate current level Toyota
standard with part completion ratio.
6. The supplier must include an explanation of any significant change or deviation from the
mass production level part (e.g. sub-component or material substitution, tool/die
substitution, process, etc.) when submitting the Sample Data Sheet (SDS).
7. One copy of the sample submission data package must be included in the sample parts
container. If more than one container is used per part number, the container that
includes the data package must be clearly identified.
8. One copy of the sample data package should be provided to the NAMC QC/QE
Department in advance of the sample part shipment arrival.
9. In all cases, sample parts and Production Preparation Trial parts must be packaged and
labeled in accordance with the instructions from NAMC Production Control Department
10. After the SDS have been reviewed, the supplier will be informed of any problems,
issues, concerns promptly by the NAMC QC/QE Department with request for
investigation or resolution.
11. After NAMC mass production start, the NAMC QC/QE Department may request
additional Sample Data Sheets be provided on a regular basis for a set period of time.
12. Some inspection items require actual data or data summaries to be submitted regularly
to NAMC QC/QE after SOP. These are indicated in the part Inspection Standard.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
2.9
3 of 3
SECTION 2.10 - COLOR & GRAIN APPROVAL ACTIVITIES
***** PRODUCTION PREPARATION *****
PURPOSE: To ensure that the established part color and grain requirements defined by
Toyota Design are met.
TIMING:
From production preparation sample submission through the life of the part.
REQUIREMENTS:
All color and grain approvals must be achieved prior to mass production line fill and
in accordance to the TPMS and SPMP. Any change from the approved schedule
and plan must be communicated to and approved by the NAMC QC/QE
Department
I. Color Approval Requirements
1. The supplier is responsible for developing the color with the raw material
supplier and confirming the color to standards prior to NAMC QC/QE review,
reference Flow Chart 2.10 -1 for details.
2. The supplier must provide visual and colorimeter data showing parts achieve
color standards or boundary samples including their judgment. The data is to
be recorded on the Color/Grain Matching Follow Sheet.
3. The numerical data forms a basis for benchmarking and tracking process
variation. Preference should be given to the scale which best replicates the
visual technique (L*a*b* , L*C*h* , CMC, etc.).
E
E
4. Visual color matching activity utilizing mating parts, components, etc. is the final
or ultimate decision making method as to standard to target achievement and
tuning or adjustment direction.
5. Unless otherwise indicated by NAMC QC/QE Department, the supplier must
attach a Color Matching Follow Sheet to the part submission and provide to
NAMC QC/QE Department per the timing indicated on the TPMS and SPMP.
6. Suppliers are required to request their master color/grain plaques through
Toyotasupplier.com, concerns regarding color/grain plaques should be directed
to Toyota Purchasing. Working color standards may be issued by the NAMC
QC/QE Department for exterior parts only.
7. It is the supplier’s responsibility to establish a color and gloss management
program which controls part variation and sub-supplier quality (i.e. part and
material variation). The confirmation frequency for these items must be listed
on the MQC.
ISSUE
4
REVISION
August
August2006
2005
B-
Toyota
Motor MANUFACTURING
Engineering &
TOYOTA
MOTOR
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
2.10
1 of 4
SECTION 2.10 - COLOR & GRAIN APPROVAL ACTIVITIES
***** PRODUCTION PREPARATION *****
FLOW CHART(S):
Flow Chart 2.10 - 1: Color Development and Approval Process
SUPPLIER
NAMC QC/QE
Supplier brings or sends parts,
standard, and Color Follow
Sheet to NAMC
PRODUCTION PREPARATION
Run samples in color
Visual color match to standard
Visual color match
Tune
NG
OK
Check on color
computer
Record results on the Color/Grain
Matching Follow Sheet
MASS PRODUCTION
TIMING
NG
OK
Instruct supplier
modification direction
< 2A
Approve
Color
Issue working standard
(if applicable)
Supplier makes parts & records data on
the Color/Grain Matching Follow Sheet
SOP
Check
Monitor trend with color
computer using
established boundary
samples
SUPPLIER PREPARATION
1st Color Trial
1) Run parts in all colors using mass production process
2) Check visually at supplier
3) Check by color computer at supplier (benchmarking)
4) Fill in Color/Grain Matching Follow Sheet (include sketch)
5) NAMC to set-up specific time for color matching
6) Items to bring to NAMC
a. Parts (2 per color per mold per material)
b. Color/Grain Matching Follow Sheet - completed for 1st Trial
c. Supplier color standards
7) At each color matching meeting NAMC QC/QE will give supplier instructions for the next meeting
NOTE: 1) Visual color matching is the ultimate controlling method
2) Numerical data is the basis for benchmarking
ISSUE
4
REVISION
August 2006
August
2005
B-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
2.10
2 of 4
SECTION 2.10 - COLOR & GRAIN APPROVAL ACTIVITIES
***** PRODUCTION PREPARATION *****
II. Grain Approval Requirements
1. Toyota Design may issue an ECI to change the grain instruction based on
review of the Grain Memo, reference Flow Chart 2.10 - 2 for details.
2. NAMC QC/QE Department will issue a Grain Authorization Sheet to the
supplier when:
a. Production preparation samples satisfy all dimensional, appearance, and
fit requirements, for both individual parts and upon assembly into the
completed vehicle.
b. No further changes will be made or are planned to materials or mold
(cavity side).
3. The supplier can initiate graining of the tool, mold, die, etc. only after receiving
a Grain Authorization Sheet from the NAMC QC/QE Department.
4. The supplier must review the Grain Authorization Sheet adding the date by
which grained parts will be provided to NAMC QC/QE Department for approval,
then sign the sheet and return it to NAMC QC/QE by the date indicated.
5. The supplier must request grain approval using the Color/Grain Matching
Follow Sheet from the NAMC QC/QE Department as indicated on the SPMP
and in advance of mass production line fill.
6. The supplier must only utilize a Toyota approved graining source and should
consult with the related Toyota Design Engineer regarding their choice.
7. Grained parts from all mold cavities must have NAMC QC/QE approval.
8. Suppliers are required to request their master color/grain plaques through
Toyotasupplier.com, concerns regarding color/grain plaques should be directed
to Toyota Purchasing.
ISSUE
4
REVISION
August 2006
August
2005
B-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
2.10
3 of 4
SECTION 2.10 - COLOR & GRAIN APPROVAL ACTIVITIES
***** PRODUCTION PREPARATION *****
Flow Chart 2.10 - 2: Grain Development and Approval Process
TOYOTA DESIGN
SUPPLIER
Issue Grain Concept
Memo
NAMC QC/QE
SE Study / Provide Feedback
DESIGN / SE
1) Review Results
2) Changes Needed
YES
NO
1) Issue Grain Instruction Memo
2) Issue Production Drawing
Receive and Review
1) Receive Grain Memo
2) Confirm specification to
the drawing*
Conduct Parts Fitting Trials
PRODUCTION PREPARATION
OK
1) Provide Grain Authorization
Sheet
2) Approval to proceed
1) Select approved Grain
Source (w/ Design)
2) Grain Tool(s)
1) Collect Data
2) Report results with
examples
3) Submit for Grain Approval
1) Review
2) Approve
MASS PRODUCTION
NO
ISSUE
NG
YES
Monitor the grain quality to the
drawing requirements
4
REVISION
August
2006
August
2005
B-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
2.10
4 of 4
SECTION 2.11 - PART APPROVAL
***** PRODUCTION PREPARATION *****
PURPOSE: Part approval (PA) demonstrates the supplier’s capability to produce limited
volume parts utilizing off-tool and mass production equivalent processes that
meets the specified quality standard.
TIMING:
From off-tool and off mass production equivalent process raw materials prior to
Supplier Quality Confirmation Stage (SQCS).
REQUIREMENTS:
1. The supplier must request Part Approval (PA) by submitting the Approval Request (AR)
form to the NAMC QC/QE Department for approval based on the timing indicated on the
TPMS and SPMP. PA is not the ultimate authority to ship parts without notifying the
NAMC QC/QE Department.
2. PA cannot be requested until all design and part Inspection Standard criteria have been
achieved and verified.
3. Prior to submission for PA, qualified sample parts (reference SQAM Section 2.9) that
were produced off tool and mass production equivalent process must be submitted to
the NAMC QC/QE Department for evaluation and verification.
4. Mass production equivalent process is defined as the machine, equipment, process,
and manpower used to produce the parts evaluated for PA request, represents the final
manufacturing process in terms of critical control characteristics and that the final
manufacturing process will not have any significant differences that impact design or
quality requirements.
5. An Approval Request (AR) for each part number, drawing, or part family (i.e. LH / RH)
listing all level one part numbers indicated on the drawing must be submitted. The AR
must be completed in its entirety including all designated supplier approval signatures.
6. The following latest revision level documents and information must be on record and
submitted as requested by the NAMC QC/QE Department prior to request of PA.
a. Supplier Parts Master Plan (SPMP)
b. Manufacturing Quality Chart (MQC)
c. Machine / Process FMEA or equivalent document (as required)
d. Process Capability studies and results (Cpk)
e. Part Inspection Standard (I/S)
f. Raw Material Certification
g. Part Evaluation Plan (PEP)
h. Sample Data Sheets (SDS) and related evaluation / test results
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.11
1 of 2
SECTION 2.12 – QUALITY READINESS CHECKSHEET (QRC)
***** PRODUCTION PREPARATION *****
PURPOSE: To verify the supplier’s capability to produce high quality products utilizing mass
production tooling and processes at mass production quantities.
Note: The Quality Readiness Checksheet (QRC) is one of the three elements contained
in the Production Readiness Confirmation System. The other two elements are; the
Process Readiness Checksheet (PRC) and the Operations Readiness Checksheet
(ORC)
TIMING:
Initial trial stage to initial mass production line fill (typically N-2 months).
REQUIREMENTS:
1. The supplier must plan and initiate all mass production readiness activities as required
by the Toyota provided check sheet, theTPMS, and the SPMP without exception. Any
change or deviation must be communicated to the NAMC QC/QE Department and
concurrence or approval must be achieved.
2. The supplier must verify during the Final Verification Phase that final quality assurance
must be verified as required by the TPMS, SPMP, and SQAM. The specific quality
reportables will be listed on the Quality Readiness Checksheet (QRC).
3. The production trials carried out during the Final Verification Phase must be utilized to
verify quality assurance capability.
4. The results of the quality requirements specified by the QRC must be submitted to the
NAMC QC/QE Department for review and approval per the timing required on the
TPMS and SPMP. A Sample Data Sheet and/or process capability data may be
required for each submission of the QRC, please consult with the NAMC QC/QE for
details.
5. During the Final Verification Phase, if all required quality targets are not consistently
achieved the supplier must develop and deploy special inspection plans (indicated on
the MQC) at a minimum, if the problems cannot be corrected. Additional items may be
added by the NAMC QC/QE. These inspections must occur in advance of mass
production to fully assure no flow-out of non-conforming product.
6. Toyota will communicate to the supplier when it is acceptable to ship mass production
parts based on their Production Readiness Confirmation results.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
2.12
1 of 1
SECTION 2.11 - PART APPROVAL
***** PRODUCTION PREPARATION *****
7. The NAMC QC/QE Department will review the request for PA, all related documents
and information, sample part quality achievement, and verify status of achievement of
design and quality criteria. After review, the NAMC QC/QE Department will provide
notification of granting PA, or denying PA and the requirement for obtaining FA
(reference SQAM Section 2.13).
8. Granting PA authorizes that the part achieves all design and quality criteria under the
current known conditions from a design and quality perspective. The supplier should
proceed to verify ability to achieve consistent quality criteria through final production
preparation activities as defined by the TPMS and SPMP.
9. Conditional PA may also be granted pending completion of specific quality assurance
requirements as noted on the Approval Request form. The supplier must achieve
completion of the specific items as noted prior to requesting FA.
10. If the request for PA is denied, the supplier must urgently respond to the reasons for
denial before proceeding to full mass production preparation activities.
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.11
2 of 2
SECTION 2.13 - FINAL APPROVAL
***** PRODUCTION PREPARATION *****
PURPOSE:
To assure supplier understanding of their responsibility to obtain Final Approval
(FA), to signify that the tool and final mass production process is capable of
consistently producing product that achieves all design, quality and production
volume requirements.
TIMING:
90 days after the start of Mass Production.
REQUIREMENTS:
1. To achieve Final Approval (FA), all quality requirements must be achieved as required
on the TPMS, SPMP and PRC with no significant unresolved quality issues from initial
mass production.
2. As designated by the Part Approval (PA) requirement, the supplier may be required to
resubmit the Approval Request (AR) form to the NAMC QC/QE Department to request
FA. The earliest that this submission can be made is 30 days after the start of mass
production. The earliest that this request for FA can be approved is 90 days after the
start of mass production, pending no discovery or occurrence of unresolved significant
quality issues.
3. After PA is approved, if any significant quality issue develops and remains unresolved,
the NAMC QC/QE Department can void the automatic granting of FA requiring
resubmission to obtain FA.
4. If request for AR is required, a form must be submitted for each level 1 part number,
indicated on the drawing must be submitted. The AR request must be completed in its
entirety including all designated supplier approval signatures.
5. The following latest revision level documents and information must be on record and/or
submitted as requested by the NAMC QC/QE Department prior to request of FA.
a. Supplier Parts Master Plan
b. Manufacturing Quality Chart
c. Machine / Process FMEA or equivalent document
d. Process capability studies and results (Cpk)
e. Part Inspection Standard
f. Raw material certification
g. Part Evaluation Plan
h. Sample Data Sheets and related evaluation / test results
6. The NAMC QC/QE Department will review the AR, all related documents and
information, sample part quality achievement, and verify status of achievement of
design and quality criteria. After review, the NAMC QC/QE Department will provide
notification of granting FA, or denying FA.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.13
1 of 2
SECTION 2.13 - FINAL APPROVAL
***** PRODUCTION PREPARATION *****
7. If the request for FA is denied, the supplier must urgently respond to the reasons for
denial and achieve the necessary requirements to obtain FA.
8. Toyota Purchasing may base their payment system for Toyota property on several
factors that include, but not limited to the following:
a. Issuance of part approval (PA)
b. Closure of all provisions or open items for PA
c. QRC evaluation result of “Ù“ or closure of any issues related to the Production
Readiness Confirmation
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.13
2 of 2
SECTION 2.14 QUALITY IMPROVEMENT
***** PRODUCTION PREPARATION *****
PURPOSE:
To communicate quality improvements needed on parts and components.
TIMING:
From first sample submission to initial mass production line fill.
REQUIREMENTS:
Type A: Quality Non-conformance
1. When a part is discovered not to conform to the current quality requirements as defined
by the drawing, Part Inspection Standard, or checking fixture data a Quality
Improvement Request (QIR) form may be issued.
2. The supplier is expected to respond with urgency and priority to QIR requests.
3. The supplier is expected to respond by the date requested on the QIR with the following
information:
a) If the problem is clearly supplier responsibility;
•
Root cause and countermeasure detail and date
•
Arrival timing of countermeasure sample part
b) If the responsibility for the problem is not clear;
•
Conduct investigation and provide the results
4. In the case that the drawing, Part Inspection Standard or checking fixture quality is
unclear and requires definition or revision, a QIR may also be issued. In case of any
change or revision established Toyota procedures must be followed.
Type B: Quality Tuning Request
When the sample part meets the current quality requirements as defined by the drawing,
Part Inspection Standard, or checking fixture data and a quality improvement is desired to
improve fit, function, appearance, workability of mating part a Quality Tuning Request
(QTR) will be issued to the supplier details indicated in SQAM Section 3.2.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
2.14
1 of 1
Next Section
SECTION 3.0 – MASS PRODUCTION OVERVIEW
***** Mass Production *****
PURPOSE: To identify key quality assurance activities required during mass production.
TIMING:
From supplier quality confirmation stage (SQCS) through life of the part.
REQUIREMENT:
The quality assurance responsibility for mass production parts is defined by five key activities.
•
Continuous and consistent quality assurance
•
Notification of pending or potential quality non-conformance
•
Response to correct and prevent recurrence prevention of quality nonconformance flow-out
•
Continuous quality improvement activity
•
Effective communication
1. Continuous and consistent quality assurance
The supplier is required to have policies, systems, and methods (designated by the
MQC & part I/S) in place, as developed during the production preparation stage,
that will monitor and assure all required quality criteria are consistently achieved.
Executive management must periodically audit and improve the effectiveness of
the mass production quality assurance systems and methods.
2. Notification of pending or potential quality non-conformance.
The supplier is required to notify the affected NAMC QC/QE Department on an
urgent basis of any suspected, pending, or potential flow out of non-conforming
product utilizing the Notice of Suspected Shipment of Non-Conforming
Product form.
3. Urgent response to correct and prevent recurrence of non-conformance
When notified by the NAMC QC/QE Department of quality non-conformance flow
out, either by Quality Problem Report (QPR) or by other means, the supplier must
urgently respond with priority to contain, correct, and assure recurrence prevention
of the non-conformance issue. The supplier is responsible to identify suspect nonconformance range and carry out any necessary supplemental activities that
assure containment and availability of conforming product. These activities
include, but not limited to sort, rework, special inspection, etc. regardless of
location, reference SQAM Section 3.1 for additional detail.
4. Continuous quality improvement activity
The supplier must have systems and methods in place to monitor internal and
external performance indicators as well as utilize this information to improve overall
quality. Warranty data and parts must also be considered a key quality
performance indicator (as applicable).
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
MANUFACTURING
Toyota
Motor Engineering
&
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.0
1 of 2
SECTION 3.0 – MASS PRODUCTION OVERVIEW
***** Mass Production *****
5. Effective communication
Through the life of the part the supplier must ensure effective communication to
the NAMC QC/QD Departments and related Toyota divisions (e.g. Design,
Purchasing, and Production Control). Reference Table 1.1 - 1: Documentation
Flow for Common Parts and Table 1.2 - 1: Documentation Flow for Direct
Supply Parts.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.0
2 of 2
Next Section
SECTION 3.1 NON-CONFORMANCE HANDLING
***** Mass Production *****
PURPOSE: To ensure that countermeasures, containment and rework are implemented for
non-conforming parts/components.
TIMING:
From Supplier Quality Confirmation Stage (SQCS) through the life of the part.
REQUIREMENT:
1. Non-conformance discovered by supplier
a) If the supplier finds actual or potential flow out of non-conforming product, the
supplier is required to submit a Notice of Suspected Shipment of Nonconforming Product to the NAMC QC/QE and Receiving Inspection
Departments and confirm receipt by telephone. The form must be completed in
its entirety before submittal, reference Table 3.1-1: Non-Conforming Parts
Communication Flow for Suppliers.
b) A Quality Problem Report (QPR) will not be issued if the supplier initiates and
leads all activity to contain and control the non-conforming product at the NAMC
prior to being found on the line or installed on the vehicle or unit assembly.
c) The supplier must report the non-conformance cause and corrective action to
prevent recurrence to the NAMC QC/QE Department within 15 days by utilizing
the Countermeasure Reply Form. The form must be completed in its entirety
and address both the why made and why shipped factors and include approvals
from the Quality Control and Production Engineering Departments.
2. Non-conformance discovered by the NAMC
a) The supplier will be notified of all non-conforming product discovered at the
NAMC. The supplier may be notified using a Quality Problem Report (QPR)
according to the issuance criteria indicated in Table 3.1-2: QPR Ranking and
Issuance Criteria. The supplier would then be provided advanced notification
and/or an advance copy of the QPR, reference Table 3.1-3: Non-conforming
Parts at NAMC for details.
b) QPR issuance and response will be included in mass production supplier quality
performance indicators.
c) QPR issuance will be ranked by severity and non-conformance type delta “ ”
ranked QPRs must have the highest level of supplier management attention.
Urgent response and verification of recurrence prevention must be addressed by
the supplier’s upper management, reference TABLE 3.1-2: QPR Ranking and
Issuance Criteria.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
3.1
1 of 5
SECTION 3.1 NON-CONFORMANCE HANDLING
***** Mass Production *****
d) Upon receipt of the advance QPR notice, the supplier must immediately contain,
and correct all non-conforming products at the affected NAMC(s), in transit, and
at the supplier facility. The supplier is fully responsible to provide the necessary
direction, equipment, and manpower necessary to contain and correct all nonconforming products. The supplier must respond to the NAMC QC/QE
Department’s request or direction to initiate a sort, reference Summary of
Supplier PPM Application Standard for additional information.
e) The supplier must provide a response within 24 hours by completing the
Temporary Countermeasure Plan section and providing it to the NAMC QC
Receiving Inspection Department. The plan must include:
1) Sorting results
2) Temporary countermeasure details
3) Plan implementation date
4) Ship date, shipment ID #, (e.g. FRS, order #, manifest #, etc.) and
identification method for temporary countermeasure parts
f) The supplier must identify each container of temporary countermeasure parts
with a securely attached 5”x7” yellow Certified Stock Tag located near the
standard Toyota KANBAN indicating date of part certification and the QPR
tracking number and non-conformance description. This temporary identification
labeling must be applied to all containers until the permanent countermeasure is
implemented.
g) The supplier must submit to the NAMC QC/QE Department a Countermeasure
Reply Form as soon as available, but no later than the due date indicated on
the QPR. The Countermeasure Reply Form must be completed in its entirety,
address both the why made and why shipped factors and include approvals from
the QC and Production Engineering Departments.
h) The supplier must respond to the QPR by the due date even if the permanent
countermeasure has not yet been determined. In this instance the supplier is
expected to provide a summary of activities, schedule of completion and a
follow-up date. Resubmission of the Countermeasure Reply Form is required
upon completion of countermeasure.
i) If the permanent countermeasure requires a process change that meets PCR
requirements (reference SQAM Section 3.3), the supplier should submit a PCR
with the reply form and indicate on the reply form PCR submission
implementation timing.
j) The supplier must identify the first shipment of permanent countermeasured
parts with a securely attached 5”x7” green Certified Stock Tag located near the
Toyota KANBAN indicating the related QPR #, non-conformance description,
and ship date of countermeasured parts.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
3.1
2 of 5
SECTION 3.1 NON-CONFORMANCE HANDLING
***** Mass Production *****
k) The supplier is responsible for removal of all yellow and green temporary
identification labels on returnable containers, before reuse at supplier facility.
l) In cases where QPR issuance criteria is not met by incident of non-conforming
parts, a Quality Improvement Request (QIR) may be issued by the NAMC
QC/QE Department notifying the supplier of an emerging or sporadic quality
issue. The supplier is expected to investigate and initiate action to improve or
correct the identified non-conformance. If directed on the QIR the supplier must
respond to the NAMC QC/QE Department by the due date.
3. Sort, rework, special inspection support
a) The supplier, at its cost and as directed by the NAMC QC Department, must
rework nonconforming parts, replace the non-conforming parts with new parts,
or perform any other additional work necessary to bring the nonconforming parts
into full compliance with all Toyota requirements. All nonconforming
containment activities must be coordinated with and approved by the NAMC
QC/QE Department.
b) The NAMC at their discretion may rework or sort any nonconforming products to
prevent interruption of the production line. In this case, the supplier may be
charged for the rework or sort activity.
c) Proposed rework instructions must be reviewed by the NAMC QC/QE
Department in advance of initiation.
d) The supplier must insure conforming parts are available without interruption to
planned NAMC production requirements.
e) The supplier must place priority to containment of non-conforming product at
their location and simultaneously support NAMC on site containment and
recovery.
f) The supplier may elect to utilize an NAMC approved flexible work force to
supplement NAMC on site containment and recovery activities.
g) If utilization of a flexible work force is elected, the supplier is responsible for the
flexible work force. This includes their training, management and approval of
their sort/rework method and the quality of the resulting part.
h) A supplier representative or designate must be available at all times when a
flexible work force is on site at an NAMC. This supplier representative is
responsible to supervise, and assure completion of directed activity.
ISSUE
4
REVISION
August 2006
B
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
3.1
3 of 5
SECTION 3.1 NON-CONFORMANCE HANDLING
***** Mass Production *****
i) All sort and rework activity must be recorded and approved by the supplier
representative. Recorded data must include quantity sorted, OK/NG results,
number reworked, etc. This data must be provided to the NAMC QC/QE
Department on a shift by shift basis on the format required by the NAMC.
j)
The supplier must continue containment activities until certified
countermeasured product is available and the NAMC QC/QE Department has
concurred that the containment activity has been effective and can be
discontinued.
4. eQPR
a) eQPR, a non conforming document web site, is utilized to communicate mass
production QPR and QIR to the entire supply base. All guidelines and rules in
SQAM apply to mass production QPR and QIR in eQPR.
Suppliers are required to respond to mass production QPR and QIR in eQPR.
FLOW CHART(s):
Table 3.1 - 1: Non-Conforming Parts Discovered Supplier
SUPPLIER
NAMC
QC/QE
QC R/I
Discover non-conformity; suspect
shipment to NAMC
•
•
Immediately fax a Notice of
Suspected Shipment of Nonconforming Products
Confirm receipt by telephone
Confirm if non-conforming parts exist on
production line or on completed vehicle
Yes
•
•
Prevent additional non-conforming
parts from being manufactured or
shipped to NAMC
Support NAMC in replacing,
reworking or sorting parts at NAMC
Submit a “Countermeasure Reply
Form” within 15 calendar days of
original notification
ISSUE
4
REVISION
August 2006
B
Issue QPR
(Ref. Table 3.1 -2)
No
Don’t Issue
QPR
Review and confirm
countermeasure
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
SECTION
PAGE
3.1
4 of 5
SECTION 3.1 NON-CONFORMANCE HANDLING
***** Mass Production *****
Table 3.1 - 2: QPR Ranking and Issuance Criteria
RANK
S
A
B
C
C
CATEGORY
Delta or MVSS characteristics
CRITERIA
1 or more non-conformances
Essential vehicle function characteristics
(e.g. run, stop, steer, brake, etc.)
All other characteristics not specified
above except appearance and machining
(e.g. function, performance, abnormal
noise, wrong, missing, etc.)
Appearance related characteristics
Machining Process (Casting & Forging)
1 or more non-conformances
Based on Toyota Internal Standard
3 times PPM target
(3 part minimum / shift)
Table 3.1 - 3: Non-conforming Parts at NAMC
SUPPLIER
NAMC QC Receiving Inspection
(QC R/I)
NAMC QC/QE
Discover non-conformance
Provide temporary
countermeasure
information to QC R/I
within 24 hours
Submit
•
Copy
•
Prepare QPR, contact
supplier by phone and
fax an advanced copy
Forward original to
QC/QE
Forward
•
•
Forward supplier reply to
QC/QE
Reply
Complete a
“Countermeasure Reply
Form”, and submit to
NAMC QC/QE by due
date indicated on QPR
ISSUE
4
REVISION
August 2006
B
Forward
Review QPR and
temporary
countermeasure
plan
Issue official QPR
to supplier
Issue
Response
TOYOTA MOTOR ENGINEERING &
MANUFACTURING NORTH AMERICA
Review and confirm
countermeasure
SECTION
PAGE
3.1
5 of 5
Next Section
SECTION 3.2 Quality Tuning Request (QTR)
***** Mass Production *****
PURPOSE:
To initiate a tuning change for a part or component that is within specification,
but must be modified to achieve the desired vehicle quality.
TIMING:
From production preparation through the life of the part.
REQUIREMENTS:
1. When the part or component is in conformance to current quality requirements an
improvement is desired for the mating parts fit, function, appearance, or workability a
Quality Tuning Request (QTR) will be issued by the NAMC QC/QE.
2. The supplier must investigate the QTR and respond to the NAMC QC/QE by the date
indicated. As applicable, the following information must be included in the response.
a) Accept / Decline requested change
b) If applicable, ECR/ECI number,
c) Tooling cost estimate
d) Piece price change estimate (+/-)
e) Obsolescence/rework cost estimate
f) Implementation plan and date
g) Sample part availability date
h) Production volume implementation date
3. The NAMC QC/QE will review the response and notify the supplier to proceed with the
QTR and as required to provide sample parts for verification and final approval.
4. Sample parts must be verified and submitted with evaluation results as required by
SQAM Section 2.9. The supplier’s verification must include the change portion;
condition before change and after change.
5. The supplier must not implement any permanent changes until all applicable approvals
have been granted:
a) Part Inspection Standard revised (if applicable)
b) Toyota Purchasing approval of tooling, piece price, obsolescence, etc. costs.
c) QTR Approval
6. First parts delivery after QTR implementation must be labeled and identified in
accordance with instructions from the NAMC QC/QE.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.2
1 of 2
SECTION 3.2 Quality Tuning Request (QTR)
***** Mass Production *****
FLOW CHART:
Table 3.2 - 1: QTR Issuance and Implementation
SUPPLIER
NAMC QC/QE
1. Issue QTR to supplier
2. Forward a copy to the
NAMC PC Department*
3. Reevaluate QTR with
supplier (as required)
* For Inventory Management
Reject
Reject
1. Review and evaluate the
QTR (accept or reject)
2. Complete the response
section of the QTR form
3. Return to the NAMC
QC/QE by the date
indicated on the QTR
Review suppliers response
Accept
Supplier
Decision
NAMC
Decision
Accept
Implement the QTR change
1. Send copy of the approved QTR
to supplier
2. File original
3. Send copy to Purchasing**
** For information as needed
Produce, evaluate and submit
sample parts to the NAMC QC/QE
ISSUE
4
REVISION
August 2005
-
1. Confirm change
2. File with original
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.2
2 of 2
Next Section
SECTION 3.3 – PROCESS CHANGE REQUEST (PCR)
*****MASS PRODUCTION*****
PURPOSE:
To provide advance notification of any change that affects the Toyota
approved part design and quality requirements. This includes both the
supply chain and/or “direct” manufacturing process.
TIMING:
From achievement of QRC through the life of the part.
REQUIREMENTS:
1. The supplier must establish a cross-organizational system that prevents any
negative impact or results to the product design, quality requirements, or
production volume resulting from any changes to the supply chain or
manufacturing process.
2. Process changes are classified as Level I, II, & III based on their potential impact.
These classifications determine the requirements for submission and verification
as shown in Table 3.3-1: PCR Submission Requirement Guidelines. After
reviewing the guidelines, if the supplier is unable to determine the correct level
they must contact the NAMC QC/QE for direction.
3. A two step process is required for all Level I process changes.
Pre-Notification:
Pre-notification with joint (NAMC QC/QE, Supplier and Purchasing as
needed) determination is made for go-and-see verification, quality planning,
sample part submission, sample part testing, process capability studies,
inspection plan verification, and other quality requirements as determined
necessary. Guideline for pre-notice timing completion should be 10 working
days minimum prior to submission of a Process Change Request (PCR).
Process Change Submission:
Completion of PCR requirements, verification of quality requirements, revision
of all related documents, (MQC, Inspection Standards, standardized work
instruction, etc), and implementation and approval of the actual process
change may take anywhere from several weeks to three months or more,
depending on the scope and impact of the process change and related
verification activities.
4. Notification of PCR is through the designated NAMC QC/QE Department, with a
copy being provided to any related NAMC as shown in Table 3.3-2: PCR
Submission / Approval Process.
5. Toyota Purchasing approval is required for sub-supplier changes (Tier I, Tier II,
etc.) and plant location changes and sub-supplier classification change from “self
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.3
1 of 4
SECTION 3.3 – PROCESS CHANGE REQUEST (PCR)
*****MASS PRODUCTION*****
procured” to “direct supply” (or reversed). An approved Sub-Supplier / Plant
Location Change Request (SSCR) form must be submitted with the PCR.
6. Mass production volume and quality requirements must be consistently
maintained while gaining PCR approval and implementing the process change.
The establishment of safety stock for the pre-change components / parts may be
required.
7. Notification and approval is not required for Level III process changes.
However, if the supplier forecasts or discovers any impact to quality or
productivity, Toyota must be notified immediately upon discovery. This includes
NAMC QC/QE, Production Control, and/or Purchasing based on the impact of
the issue.
8. Records of all process changes and related information must be maintained and
available for Toyota review upon request.
9. The supplier should reference the Toyota Technical Information Manual (TTIM)
to determine whether an Engineering Change Request (ECR) should be issued
prior to initiating the PCR process.
ISSUE
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.3
2 of 4
SECTION 3.3 – PROCESS CHANGE REQUEST (PCR)
*****MASS PRODUCTION*****
FLOW CHART(s):
Table 3.3 -1: PCR Submission Requirement Guidelines
LEVEL
CHANGE TYPE / IMPACT
REQUIREMENT
• Any change affecting Ñ,Î,Ðand MVSS parts
• Change of manufacturing location
Toyota Purchasing pre-approval
required (for items in bold text)
Toyota approval required prior to
implementing any change
Pre-Notification
Joint quality assurance planning
including on-site verification (go &
see)
PCR Submission
Achievement of Toyota PCR &
SQAM requirements
Assure that parts meet standard
before, during and after change
FIFO and traceability of change
part
Notification of first change part
delivery
(new or existing facility)
• Change of sub-supplier
(new or location change)
• Change of material
(supplier, specifications)
• Change of manufacturing method
I
(new technology, system, method)
• Removal or addition of permanent inspection
process due to technology advancements
• Change of tool, die, mold, etc.
(modification, repair, type)
• Initial use of new machine
• Toyota ECI affecting performance, function,
durability or reliability
•
•
•
•
•
•
•
•
•
II
supplier facility
Modification change or repair of machine,
equipment, tool, die, mold, etc.
Addition or elimination of shift
Removal of permanent inspection process
Toyota ECI affecting dimension or appearance
Change of sub-supplier classification
(self-procured, direct supply)
Normal machine repair
Wear replacement of tool, die, mold, etc.
(replace with expendable, not perishable
tooling)
Change of cycle time, manpower, staff
Addition or removal of temporary inspection
process (does not affect Ñ,Î,Ðor MVSS
parts)
Minor day-to-day kaizen activity
III
ISSUE
• Relocation of equipment or process within
4
REVISION
April 2006
A
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
•
•
Toyota Purchasing
(approval as applicable)
Toyota approval prior to change
PCR Submission
Achievement of Toyota PCR &
SQAM requirements
Assure that parts meet standard
before, during and after change
Internal quality verification and
tracking required
Toyota notification not required
PCR submission and approval not
required
Internal quality verification and
tracking required
Assure that parts meet standard
before, during and after change
SECTION
PAGE
3.3
3 of 4
SECTION 3.3 – PROCESS CHANGE REQUEST (PCR)
*****MASS PRODUCTION*****
Flow Chart 3.3 -1: PCR Submission / Approval Process
PreNotification
SUPPLIER
NAMC QC/QE
• Provide pre-notification of the proposed
change with a schedule
• Review the proposed change and
schedule with the supplier and other
related groups and feedback response
•For sub-supplier changes, submit Subsupplier Change Request to Purchasing
Planning Approval
•Decide if changes requires PCR or ECR
PCR
Only
First Off-Tool Sample
Approval
Mid-size Trial
Production
Approval
4
Contact TTC/
Purchasing
*After receiving ECI, re-evaluate PCR
submission based on Table 3.3-1 then follow
process detailed in Flow Chart 3.3-1
•Prepare plan and submit PCR with
supporting documentation
Mid-size Trial Production
(Supplier SQCS)
NAMC SOP
ISSUE
If ECR*
•Produce and evaluate first off-tool sample
•Cross-check to current part (if applicable)
•Submit PCR with part shipping and NAMC
evaluation dates,ID method, and sign
•Review and issue approval or rejection
•If approved, return approved PCR
indicating implementation requirements
(process audits, sample
submission,meetings,ect.)and authorizing
supplier to continue to next page
PCR
•Evaluate submission package and
approve or reject
•If approved, supplier is authorized to
continue to next page
•Submit sample parts and data package
•Run mid-size trial production and evaluate
parts
•Submit PCR with part shipping and NAMC
evaluation dates,ID method, and sign
PCR
•Submit sample parts and data package*
•Submit sample parts and data package*
•As negotiated with NAMC PC,stop shipment
of previous component and maintain safety
stock
REVISION
April 2006
A
PCR
Parts
Review
•Evaluate submission package and
approve or reject
•If approved, supplier is authorized
to continue to next page
Parts
•Run Mass Production Parts and confirm they
meet all drawing and Inspection Standard
requirements
•Submit PCR with part shipping and NAMC
evaluation dates,ID method, and sign
Review
Review
•Evaluate submission package and
approve or reject
•Monitor and confirm initial part quality
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.3
4 of 4
Next Section
SECTION 3.4 – FIELD QUALITY IMPROVEMENT
***** MASS PRODUCTION *****
PURPOSE: Defines the methods to be utilized by suppliers to improve the quality of supplied
warrantable parts / components based on customer / field feedback.
TIMING:
From mass production release through the life of the part.
REQUIREMENTS:
Field Quality Problems:
1. A Field Quality Problem Report (FQPR) may be issued by the NAMC QC/QE
to communicate customer / field quality issues.
Note: Related warranty parts may be returned to the supplier for use during problem
solving.
2. The supplier is required to respond with their initial analysis results and
countermeasure proposal within the timeframe indicated on the FQPR.
3. The NAMC QC/QE will review the FQPR response:
•
If acceptable, the FQPR will be returned to the supplier as approved
•
If unacceptable, the FQPR will be returned to the supplier with a request
to resubmit with an approved countermeasure plan.
4. The supplier must implement their countermeasure plans and report the results
to the NAMC QC/QE.
5. The FQPR will be closed when the countermeasure can be confirmed by the
NAMC QC/QE.
Warranty Return Parts:
1. The supplier may request warranty return parts that they originally supplied by
submitting a Warranty Return Parts Request (WRPR) form to TMMNA Quality
Division / Warranty Administration.
Note: Toyota may decide to provide warranty return parts without a request.
2. Suppliers are required to analyze all warranty return parts and:
•
Report the results to the applicable NAMC QC/QE
•
Propose countermeasure
•
Implement countermeasure
•
Confirm countermeasure effectiveness
3. Suppliers must ensure that the appropriate contact person for warranty return
parts has been entered into the CCI database located on Toyotasupplier.com.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.4
1 of 2
SECTION 3.4 – FIELD QUALITY IMPROVEMENT
***** MASS PRODUCTION *****
Warranty Claim Information:
1. Suppliers are required to monitor their warranty performance monthly via the
Supplier Quality Information Delivery System (SQIDS) located on
Toyotasupplier.com.
2. If the supplier detects any potentially significant product concerns through review
of SQIDS data, they should contact the appropriate NAMC QC/QE to discuss
necessary action (regardless of whether the potential cause is supplier or
Toyota).
3. Quality improvement activities must be initiated based on warranty information
trends and analysis results.
4. Suppliers must ensure that the appropriate contact person for SQIDs has been
entered into the CCI database located on Toyotasupplier.com.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
MotorMANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
3.4
2 of 2
Next Section
SECTION 4.0 – ACRONYMS
***** APPENDIX *****
Acronym
Initial Description(s)
AIAG
C/M
CAPTIN
CPS
CSP
DFMEA
DRBFM
ECI
ECR
FA
FQPR
GRR
HVPT
ICF
ISO
MQC
MVSS
NAMC
Automotive Industry Action Group
Countermeasure
Canadian Autoparts Toyota Inc.
Centralized Purchasing System
Controlled Self Procurement
Design Failure Mode and Effects Analysis
Design Review Based on Failure Modes
Engineering Change Instruction
Engineering Change Request
Final Approval
Field Quality Problem Report
Gage Repeatability and Reproducibility
High Volume Production Trial
Inspection Control Function
International Organization for Standardization
Manufacturing Quality Chart
Motor Vehicle Safety Standard
(Toyota) North American Manufacturing Company
(TMMK, TMMC, NUMMI, TMMI, TMMBC, TMMTX,
TMMWV, TMMAL, TABC, CAPTIN, Bodine)
NUMMI
New United Motor Manufacturing, Inc.
PA
Part Approval
PCR
Process Change Request
PFMEA
Process Failure Mode and Effects Analysis
PFS
Problem Follow Sheet
PRC
Production Readiness Confirmation
QCMS
Quality Chain Management System
QC/QE
Quality Control/Quality Engineering
QCS
Quality Confirmation Stage
QIR
Quality Improvement Request
QPR
Quality Problem Report
QRC
Quality Readiness Check sheet
QS 9000 / TS16949 Quality System (AIAG - Automotive Industry Specific
Requirements)
QTR
Quality Tuning Request
SE
Simultaneous Engineering
SEPM
Supplier Enhancement Project Management
SOP
Start of Production
SPMP
Supplier Parts Master Plan
SQAM
Supplier Quality Assurance Manual
SQCS
Supplier Quality Confirmation Stage
TABC
Toyota Auto Body Inc
TCI
Toyota Canada Inc
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
4.0
1 of 2
SECTION 4.0 – ACRONYMS
***** APPENDIX *****
TEMA
TTC
TOC
TPC
TMC
TMMAL
TMMBC
TMMC
TMMI
TMMK
TMMNA (QD)
TMMTX
TMMWV
TMS
TPMS
ISSUE
4
REVISION
August 2005
-
Toyota Motor Engineering and Manufacturing North
America
Toyota Technical Center
Toyota Operations Center
Toyota Planning Center
Toyota Motor Corporation
Toyota Motor Manufacturing, Alabama, Inc.
Toyota Motor Manufacturing de Baja California, S.
de R. L. de C. V.
Toyota Motor Manufacturing Canada
Toyota Motor Manufacturing Indiana
Toyota Motor Manufacturing Kentucky, Inc.
Toyota Motor Manufacturing North America, Inc.
(Quality Division)
Toyota Motor Manufacturing Texas
Toyota Motor Manufacturing West Virginia
Toyota Motor Sales
Toyota Parts Master Schedule
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
4.0
2 of 2
Next Section
SECTION 4.1 – SYMBOLS
***** APPENDIX *****
Description
Symbol
ISSUE
4
REVISION
August 2005
=
=
=
=
=
=
=
Safety Standard
Regulation Item
Emission Standard
Japan Export Regulations
Federal Motor Vehicle Safety Standards
Canadian Motor Vehicle Safety Standards
Purchased (out of house) stamped parts
X
=
Installation of measured or certified parts to a shell
body to identify or confirm body problems
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
4.1
1 of 1
Next Section
SECTION 4.2 - DEFINITIONS
***** APPENDIX *****
BOUNDARY SAMPLE:
Mass Production representative parts which establish a sensory standard when the
characteristic is difficult to define or communicate by any other method. They may be
temporary or permanent, and must define the acceptable limits.
CHECKING FIXTURE (C/F):
A device used to verify the dimensional integrity of a finished product.
CONTROL CHART:
A graphic representation of a measured (attribute or variable) characteristic showing processgenerated control limits and data values as plotted points.
COORDINATING MANUFACTURER:
The designated Toyota Manufacturing company responsible to facilitate supplier Quality
Assurance activities when that supplier provides a common part to more than one Toyota
company.
DESIGNATED CONTROL CHARACTERISTIC [Pc]:
Part characteristics that have a significant effect on performance, fit, function, or workability on
the completed vehicle and therefore require application of statistical measures for capability
assessment and control.
“DI” - DATA:
Symbol or designation used to denote a data submission requirement, typically associated with Japan
export inspection items (denoted by
).
FAILURE MODE AND EFFECTS ANALYSIS (FMEA):
An analytical tool to assess the overall risks of potential failures in design and/or processing.
FIELD QUALITY PROBLEM REPORT (FQPR):
A written notice issued to the supplier upon discovery of non-conforming parts on vehicles
already shipped.
FINAL APPROVAL (FA):
Acknowledgment that supplier has provided acceptable quality parts under Mass Production
conditions.
HIGH VOLUME PRODUCTION TRIAL (HVPT):
Period of time for the supplier to conduct part trials, to verify capability to produce quality parts at mass
production capacity.
IN-PROCESS CHECK FIXTURE (GAGE):
Similar to check fixture, but typically used during manufacturing (e.g. used to check subassembly vs. final assembly).
ISSUE
4
REVISION
August 2005
-
Toyota
Motor MANUFACTURING
Engineering &
TOYOTA
MOTOR
Manufacturing
North America
NORTH AMERICA,
INC.
SECTION
PAGE
4.2
1 of 4
SECTION 4.2 - DEFINITIONS
***** APPENDIX *****
INSPECTION STANDARD:
A supplement to the production drawing, it contains information and requirements for supplier
verification of products (i.e. tolerances and frequencies of inspection).
LIFE OF THE PART:
From Toyota’s start of new vehicle production, through OEM build-out requirements,
including service parts requirements
MANUFACTURING QUALITY CHART (MQC):
A document which follows the process flow, and details the parameters and characteristics
which must be controlled, and the means of controlling them to assure output quality.
MASS PRODUCTION:
Parts made that are used for Toyota’s volume start of production (SOP), that use Mass Production
method, machine, materials, and personnel which have achieved both PA and PRC approvals.
NAMC QC/QE DEPARTMENT:
This is the group that is responsible for implementing and administering SQAM requirements to
the suppliers, and includes quality personnel (engineering and inspection) at the vehicle and unit
plants.
NON-CONFORMANCE (NON-CONFORMING PART):
Product or material that does not meet specified requirements. (i.e. Part Inspection Standard,
Toyota Technical Drawing Standard, Boundary Sample, etc.)
OFF-PRODUCTION PROCESS:
A part made from a production process that is based on all Mass Production level inputs,
including man (personnel), material, method, and machine.
[Pc]:
A symbol appearing on an Inspection Standard, denoting a designated control characteristic
identified as requiring process control measures.
PART APPROVAL (PA):
A document signifying that the supplier has demonstrated capability to produce limited volume
parts produced from off-tool and mass production equivalent process, which meet specified
quality requirements.
PART EVALUATION PLAN (PEP):
The Supplier’s plan for testing and verifying parts/components meet all drawing and inspection
standard requirements.
POKAYOKE:
A mistake proofing system or device that utilizes methods which prevent defects from being
made and/or passed to the next process.
PROBLEM FOLLOW SHEET (PFS):
A record of quality and/or design problems, countermeasures, and follow-up items.
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
4.2
2 of 4
SECTION 4.2 - DEFINITIONS
***** APPENDIX *****
PROCESS CAPABILITY:
The level of conformity a process is capable of producing for a specified characteristic (e.g.
dimension, color, weight, etc.).
PROCESS CHANGE REQUEST (PCR):
A written supplier request, to make any change to their manufacturing process, or subsupplier, after achievement of Quality Readiness Check sheet (QRC).
PROCESS CONTROL:
Preventing the manufacturing of non-conforming products through data collection, analysis
and feedback to the process.
PROCESS FLOW DIAGRAM:
A diagram that depicts the flow of materials through the process, including any rework, repair
and audit operations.
PRODUCTION TOOLING:
Tooling capable of producing parts that meet production Drawing and Inspection Standard
requirements at Mass Production volumes.
QUALITY TUNING REQUEST (QTR):
The method used for communicating to the supplier a request for any change which will
improve the fit, function, or workability of the part. This applies in those situations where the
supplier is meeting specification or where the Inspection Standard is unclear.
QUALITY PROBLEM REPORT (QPR):
The method used for reporting significant quality non-conformance and requesting immediate
countermeasure information from suppliers.
QUALITY IMPROVEMENT REQUEST (QIR):
The method used to communicate non-conformances that do not meet QPR criteria or to
request investigation of a problem when the responsibility is unclear.
QUALITY RESIDENT ENGINEER (QRE):
A supplier’s technical representative assigned to work at the NAMC.
SPECIAL INSPECTION PLAN:
The Special Inspection Plan defines the activities to monitor and control the quality and
productivity of a new model Mass Production during the initial Mass Production stage (from
SQCS to full production). The plan should focus on special inspection points in the process:
To monitor and confirm countermeasures to problems and concerns found during
Pilot Production Trials
To confirm any late ECI’s
To detect new problems which might occur due to sustained volume production
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
4.2
3 of 4
SECTION 4.2 - DEFINITIONS
***** APPENDIX *****
TUNING:
Minor part modifications, usually at the final stages of a program’s development, to produce
acceptable fitting for trim parts. Tuning is also performed to improve a part’s workability.
WARRANTY RETURN PARTS:
The actual parts returned by the dealer in a warranty claim.
ISSUE
4
REVISION
August 2005
-
Toyota
Motor MANUFACTURING
Engineering &
TOYOTA
MOTOR
NORTH AMERICA,
INC.
Manufacturing
North America
SECTION
PAGE
4.2
4 of 4
Home Page
TABLE OF CONTENTS
<FORMS>
1. The supplier must use the format provided in this manual for SQAM documentation.
2. When a signature block appears on a form, the supplier is required to submit with at least two (2)
levels of signature (document originator and a higher supervisory / management position).
FORM #
TITLE
REVISION
2.3-1
Part Evaluation Plan (PEP)
2.4-1
Inspection Standard Request Cover Sheet
2.4-2
Part Inspection Standard
2.4-3
Inspection Standard Change Request
2.4.-4
MVSS Regulation Item Data Submission
2.5-1
Boundary Sample Tag
2.6-1
Manufacturing Quality Chart (MQC)
2.7-1
Checking Fixtures, Gages and Test Equipment Approval Request
2.7-2
Gage R & R Data Sheet
2.7-3
Gage R & R Report
2.7-4
Checking Fixtures Change Request
2.7-5
Attribute Gage Study – Short Method
2.8-1
Mating Part/Component Request
2.9-1
Sample Part Submission Cover Sheet
2.9-2
Sample Data Sheet (SDS)
2.10-1
Color/Grain Matching Follow Sheet
2.10-2
Grain Authorization Sheet
2.11-1
Approval Request (AR)
2.12-1
Quality Readiness Checksheet (QRC)
2.14-1
Quality Improvement Request (QIR)
3.1-1
Notice of Suspected Shipment of N/C Product
3.1-2
Quality Problem Report (QPR)
3.1-3
Countermeasure Reply Form
3.1-4
Certified Stock Tag
3.2-1
Quality Tuning Request (QTR)
3.3-1
Process Change Request (PCR)
3.4-1
Field Quality Problem Report (FQPR)
3.4-2
Warranty Return Parts Request (WRPR)
3.4-3
August 2006
(Issue 4, Rev.B)
August 2005
(Issue 4, Rev.-)
August 2006
(Issue 4, Rev.B)
April 2006
(Issue 4, Rev.A)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
April 2006
(Issue 4, Rev.A)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
April 2006
(Issue 4, Rev.A)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
April 2006
(Issue 4A, Rev.A)
April 2006
(Issue 4, Rev.A)
April 2006
(Issue 4, Rev.A)
August 2006
(Issue 4, Rev.B)
August 2006
(Issue 4, Rev.B)
August 2005
(Issue 4, Rev.-)
August 2006
(Issue 4, Rev.B)
April 2006
(Issue 4, Rev.A)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
April 2006
(Issue 4, Rev.A)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
August 2005
(Issue 4, Rev.-)
Field Quality Problem Report (FQPR) Re-Issue
Legend: Blue Text = Supplier Initiated / Shared Forms
Black Text = Toyota Initiated Forms
ISSUE
4
REVISION
August 2005
-
TOYOTA
MOTOR
Toyota
Motor MANUFACTURING
Engineering &
Manufacturing
North America
NORTH AMERICA,
INC.
TABLE OF CONTENTS
<FORMS>
PAGE
1 of 1
TO:
PAGE NO:
/
PART EVALUATION PLAN (PEP)
SUPPLIER NAME:
CODE:
PART NO:
SUPPLIER LOCATION:
NOTE:
MODEL:
PART NAME:
PLA N M U ST B E SU B M I T T ED PER T HE D A T E I N D IC A T ED O N T HE T PM S. R ESU B M ISSI ON R EQ U I R ED F OR EA C H T R I A L A N D F OLLOW I N G A N Y R EV I SI O N S.
RESULT JUDGMENT
TEST ITEM
SPEC
SAMPLE SIZE / QTY PROD
SCHEDULE (TEST START / TEST COMPLETE)
P ROTO
OTHER
S
TRIAL
D
OTH
REGULATION
CATEGORY
TEST
LOC.
DURABILITY &
RELIABILITY
ACCUMULATIVE TOTAL:
FUNCTION &
PERFORMANCE
ACCUMULATIVE TOTAL:
ACCUMULATIVE TOTAL:
ROUTING: (Evaluation Plan Submission)
PLAN MUST INCLUDE:
P ROTOTYP E RESULTS
1. RAW MATERIAL EVALUATION/
SUP P LIER QC DEP T Æ NA M C QC/QE Æ COP Y FILE
S=
TESTED B Y SUP P LIER
D=
TEST B Y DESIGN
ROUTING: (Evaluation Plan Results)
SUP P LIER QC DEP T Æ NA M C QC/QE Æ COP Y FILE
SUPPLIER APPROVALS:
CERTIFICATION
SUPPLIER APPROVALS
TITLE
APPROVED
CHECKED
ORIGINATOR
M FG. M GR.
QC M GR.
ENGINEER
SIGN & DATE
mm/dd/yy
mm/dd/yy
mm/dd/yy
EVAL
DATE
M FG M GR
QC M GR
2. DIMENSIONAL CHECKS
3. APPEARANCE ITEMS
4. PERFORMANCE ITEMS
RATING
{
MEETS REQ
∆
X
MEETS, NEEDS IMPROV*
DOES NOT MEET REQ*
OTHER
* REQ C/M REPORT
FORM 2.3 - 1: COVER ISS4, REV B
ENGINEER
TO:
PAGE NO:
/
PART EVALUATION PLAN (PEP)
SUPPLIER NAME:
CODE:
SUPPLIER LOCATION:
NOTE:
PART NO:
MODEL:
PART NAME:
PLA N M U ST B E SU B M IT T ED PER T HE D A T E IN D I C A T ED O N T HE T PM S. R ESU B M I SSIO N R EQU I R ED F O R EA C H T R I A L A N D F OLLOW I N G A N Y R EV I SI ON S.
RESULT JUDGMENT
TEST ITEM
SPEC
SAMPLE SIZE / QTY PROD
SCHEDULE (TEST START / TEST COMPLETE)
OTHER
P ROTO
S
D
DIMENSION
CATEGORY
TEST
LOC.
SENSORY
ACCUMULATIVE TOTAL:
ACCUMULATIVE TOTAL:
FORM 2.3 - 1: BODY ISS4, REV B
TRIAL
OTH
TO:
PAGE NO:
1
/
2
PART EVALUATION PLAN (PEP)
SUPPLIER NAME:
SUPPLIER LOCATION:
NOTE:
FRANKLIN INDUS.
CODE:
3434-1
PART NO:
MARTEN, WV
PART NAME:
760T
MODEL:
73899-03010
PROTECTION MOLDING
PLA N M U ST B E SU B M I T T ED PER T HE D A T E I N D IC A T ED O N T HE T PM S. R ESU B M I SSIO N R EQ U I R ED F O R EA C H T R I A L A N D F O LLOW IN G A N Y R EV I SIO N S.
RESULT JUDGMENT
CATEGORY
TEST ITEM
SPEC
TEST
LOC.
SAMPLE SIZE / QTY PROD
C/F
1A
2A
3A
SCHEDULE (TEST START / TEST COMPLETE)
DEC
OTHER
FEB
1A
A xW
MAR
APR
MAY
1A ECI 2A
JUN
JUL
AUG
SE
S
D
TRIAL
C/ F
1A
2A
3A
QCS
2A ECI
REGULATION
MASTER SCHEDULE
JAN
P ROTO
DURABILITY &
RELIABILITY
ACCUMULATIVE TOTAL:
Auto
Tech
each
lot
each
lot
each
lot
n/a
Per
MQC
TSM 9999G
Auto
Tech
n/a
3/40
10/300
n/a
Per Insp
Std
22
TSM 9999G
Auto
Tech
n/a
Per Insp
Std
25
TSM 9999G
Auto
Tech
n/a
Per Insp
Std
6
20
10
TSM 9999G
Auto
Tech
n/a
Per Insp
Std
6
20
10
δ δ
TSM 9999G
U.S.
Labs
n/a
Per Insp
Std
18
7
á á
Receiving Inspection
Per Dw g &
raw material
Supplier Std
10
20
5
á á
10
ACCUMULATIVE TOTAL:
FUNCTION &
PERFORMANCE
Heat Resistance
Heat Cycle Test
Cold Impact Test
Liquid Resistance
Vibration Resistance
1/1 1/1 1/1 1/1
n/a
n/a
n/a
n/a
3/40
3/40
2/40
2/40
5/300
5/300
5/300
5/300
17
29
17
2
á á
5
á á
x
x
ACCUMULATIVE TOTAL:
0/5 5/5 5/5 5/5
ROUTING: (Evaluation Plan Submission)
PLAN MUST INCLUDE:
P ROTOTYP E RESULTS
1. RAW MATERIAL EVALUATION/
SUP P LIER QC DEP T Æ NA M C QC/QE Æ COP Y FILE
S=
TESTED B Y SUP P LIER
D=
TEST B Y DESIGN
ROUTING: (Evaluation Plan Results)
SUP P LIER QC DEP T Æ NA M C QC/QE Æ COP Y FILE
CERTIFICATION
SUPPLIER APPROVALS:
2. DIMENSIONAL CHECKS
SUPPLIER APPROVALS
TITLE
APPROVED
CHECKED
ORIGINATOR
M FG. M GR.
QC M GR.
ENGINEER
SIGN & DATE
12/04/97
12/04/97
12/04/97
EVAL
DATE
M FG M GR
QC M GR
C/F
3. APPEARANCE ITEMS
4. PERFORMANCE ITEMS
RATING
1A
{
MEETS REQ
2A
∆
X
MEETS, NEEDS IMPROV*
3A
DOES NOT MEET REQ*
OTHER
* REQ C/M REPORT
FORM 2.3 - 1: COVER ISS4, REV B
ENGINEER
OTH
PAGE NO:
2
/
2
PART EVALUATION PLAN (PEP)
SUPPLIER NAME:
SUPPLIER LOCATION:
NOTE:
FRANKLIN INDUS.
CODE:
PART NO:
3434-1
MARTEN, WV
PART NAME:
73899-03010
MODEL:
760T
PROTECTION MOLDING
PLA N M U ST B E SU B M IT T ED PER T HE D A T E IN D IC A T ED ON T HE T PM S. R ESU B M I SSION R EQ U IR ED F OR EA C H T R IA L A N D F OLLOW IN G A N Y R EV ISI ON S.
RESULT JUDGMENT
DIMENSION
CATEGORY
TEST ITEM
Dimensional
SPEC
Per Insp Std
TEST
LOC.
Auto
Tech
SAMPLE SIZE / QTY PROD
SCHEDULE (TEST START / TEST COMPLETE)
C/F
1A
2A
3A
OTHER
5/5
40/40
50/300
n/a
per
MQC
DEC
16
JAN
FEB
30
MAR
APR
12
MAY
JUN
JUL
16
AUG
SE
S
D
SENSORY
ACCUMULATIVE TOTAL:
C/F
1A
2A
3A
δ δ
ACCUMULATIVE TOTAL:
Appearance
TRIAL
P ROTO
1/1 1/1 1/1 1/1
Per Insp Std
Auto
Tech
5/5
5/40
15/300
n/a
per
MQC
16
30
12
16
δ δ
1/1 1/1 1/1 1/1
FORM 2.3 - 1: BODY ISS4, REV B
OTH
FORM 2.3 - 1: PART EVALUATION PLAN (PEP)
PEP CONTENT EXPLANATION:
1. The Part Evaluation Plan should be filled out according to the following
instructions.
A. Typical validation items include:
• Raw Material Certification
• Dimensions
• Appearance
• Performance (reliability/durability)
• Color and finish quality if applicable
• Weight
• Other
NOTE: The supplier shall include all performance (reliability / durability)
items on the Part Evaluation Plan.
B. The specification required by the drawing or Inspection Standard shall
be indicated. All parts must be tested to the appropriate Toyota
standard.
C. All raw material certifications must include: certification to the material
standard shown on the Toyota drawing, test procedures used, and
variable data for each characteristic tested. The original raw material
certification must be submitted.
D. The test location must be indicated for each test as in-house, parent
company, or the name of the outside testing agency or lab performing
the evaluation.
Note: Even if tooling or testing is done in Japan.
E. The number of parts sampled for each test item out of the total number
produced must be specified in the sample size/quantity produced
column.
F. In the schedule area, indicate with as much detail as possible the
timing of each test. Show clearly the beginning and ending dates.
G. In the “Results Judgment, Proto” column, show the rating ({, ∆, Χ) for
all evaluations done during the prototype stage.
H. In the “Results Judgment, Trial” column, indicate the Accumulative
Total values based on the number of test items that were tested for
that specific trial versus the total number of test items for that category.
FORM 2.3 - 1: PART EVALUATION PLAN (PEP)
2. Initial Submission Procedure
A. A Sample Data Sheet showing evaluation items (e.g. dimensional,
performance, reliability, etc.) must be submitted along with the Part
Evaluation Plan to NAMC QC/QE for initial review, prior to first
sample submission.
1) The contents of the Sample Data Sheet should be based on
requirements in the Inspection Standard and design drawings.
2) The supplier must indicate which evaluation items have special
regulation or inspection requirements by placing the appropriate
symbol
column.
in the “Classification”
3) The supplier must indicate in the "Data Type" column whether they
will use variable or attribute data for both Pilot and Mass
Production.
B. NAMC QC/QE will review the Part Evaluation Plan and Sample Data
Sheet. If revision of any item is necessary, NAMC QC/QE will inform
the supplier concerning the changes that are required.
NOTE: If the Inspection Standard changes, the Part Evaluation Plan and Sample
Data Sheet must be updated to reflect these changes.
3. The supplier shall evaluate parts from each trial and submit to NAMC
QC/QE the Part Evaluation Plan and Sample Data Sheets, indicating the
results of the sample evaluation. The supplier must provide advance
copies (e.g. fax), as well as include a set with the parts shipment. In
addition, the Part Evaluation Plan must be resubmitted when any revisions
are made.
I/S
MODEL:
787T
3
P A RT NO: 74610 - 33020
S
E
Regulatio n
R
J
F
6
4
P A RT NA M E
C
1
2
DATE
GEN. TOLER: TTDS 5-3: P LB
8
M A TERIA L: TSM 5514G-2A
7 / 30 / 02
PA GE ( COVER / 3
NOZZLE A SSY. DEFROSTER
7
To tal ROUTE: A G-00-A 1S
1
1
INSPECTION STA NDARD
9
WEIGHT:
;
A P P ROVA L IS
NA M C-ISSUED
10
5
;
FINISHED
UNFINISHED
DR = Durability/Reliability
FP = Functio n/P erfo rmance
DM = Dimensio n
SY = Senso ry
Overall Total
SKETCH:
11
2
3
W
3
V
DAT UM 3
U
T
S
R
1
3
DAT UM 1
M
N
Q
5
3
2
3
H
E
G
C
DAT UM 2
B
3
AB
Z -Z
H
AA
S
R
Y-Y
G
4
U
T
AB
V
4
E
C
Q
W
4
N
AA
M
DATUM
(1) H.W. DIRECTION
B
2 WAY TAPER PIN
W
H
H
SECTION N-N
PIN ∅ 5.1
(2 + 3)
H, DIRECT ION
L, DIRECTION
SEC. B-B, G-G, M-M, R-R, W-W
1 WAY TAPER PIN
L
L
H
PIN ∅ 5.1
SECTIONS C-C + V-V
ISS.
DATE
SEC. B-B
REVISION RECORD
TOYOTA
COORD
MGR.
A/ MGR.
SUPPLIER
SPEC.
G.MGR
MGR.
A.MGR.
ENG.
14
13
-
7/30/2002
INITIAL NAMC SIGN-OFF
ADV.
MGR.
A/MGR.
INITIA L ISSUANCE
NAMC:
SPEC.
13
8/8/02
DISTRIBUTION:
;
15
INITIA L SUPPLIER SIGN-OFF
TOYOTA MOTOR
MA NUFACTURING KENTUCKY, INC.
G/MGR.
8/7/02
LINE # 1
LINE # 2
8/7/02
; NA M C
7/29/02 7/29/02
KENTUCKY PLASTIC PRODUCTS (4222-1)
TMMC
;
SUP P LIER
TM C JA P A N
TM C A UST.
MGR.
A/MGR.
ENGIN.
7/28/02
7/27/02
13
SUPPLIER (CODE): 12
8/8/02
13
FOR M 2 . 4 -2 COVER : I ssue 4 , R e v . B
)
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
INSPECTION STANDARD CONTENT EXPLANATION:
Approval and NAMC Issued Inspection Standards contain two sections:
1. The Inspection Standard Cover Page:
Circle 1
Enter the Vehicle Model Number Code applicable for the part, as
referenced on the part drawing (e.g. 787H, 789H, 272H, etc.).
Circle 1A
Enter the Project Code applicable for the part
Circle 1B
Enter the Family Code applicable for the part
Circle 2
Enter the date of the original draft of the Part Inspection Standard.
Circle 3
Enter the Part Number(s) covered in the Part Inspection Standard.
Circle 4
Enter the Part Name(s) describing the parts covered in the Part
Inspection Standard.
Circle 5
Check the box corresponding to the parts surface finish condition.
Finished: Part requires no further processing at NAMC.
Unfinished: Part requires additional processing at NAMC.
Enter the total number of times each type of symbol is found in the
Part Inspection Standard. Also include the number of inspection
items that fall into the categories shown (ie Sensory, Dimension,
etc). Calculate the overall total of regulation items and categories.
Enter the Production Control Parts Routing Code for the part(s)
(e.g. NAG-MKA1S = North American Supplier w/ parts shipped to
US TMMK Assembly Shop). This information can be obtained from
your TEDI Mailbox.
Enter the material specification for the part. This is found in the title
block of the part drawing (e.g. TSM-5514G).
Circle 6
Circle 7
Circle 8
Circle 9
Enter the general drawing tolerance instruction number. This is
also found in the title block of the part drawing (e.g. PB(TTDS 5-3)).
Circle 10
Check the box corresponding to the type of Part Inspection
Standard, NAMC issued or Approval Inspection Standard.
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
Circle 11
Add a sketch of the part. The sketch must be neatly and clearly
drawn. The part should be easily recognizable from the sketch.
The sketch may be photocopied onto the Part Inspection Standard,
but not manually cut-and-pasted. The supplier should also not use
tape or liquid paper.
Note: For parts requiring checking fixtures, the supplier should
include a sketch indicating part-to-checking fixture datums and
measurement method.
Circle 12
Enter the supplier name and code on each page of the standard.
Circle 13
The needed approval signatures are to be added in these areas for
the supplier and for NAMC. The minimum required approval level
is the Managers of both NAMC QC/QE and the supplier’s Quality
Control Department. All pages should be signed.
For the initial issuance of this document, enter the following
information to this area:
Circle 14
ISS
DATE
REVISION RECORD
--
7/30/04
Initial Issuance
All subsequent revisions will include a numerical designation in the
“ISS” (Issue) column, the date of the revision, a brief explanation of
the revision content including applicable ECI numbers and initials
in the sign-off block. These should follow a numerical sequence.
Any changes should be summarized on the cover page’s revision
block. When this block has been completely filled, another page
with a revision block should be added.
ISS
Circle 15
DATE
.
1
8/30/04
--
7/30/04
REVISION RECORD
A brief explanation of the revision;
include ECI numbers if applicable.
Initial Issuance
Check as many of the appropriate distribution boxes as are
applicable to the part(s) covered in this standard based on the
location of usage of the parts. This can be determined by
discussion with NAMC QC/QE.
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
2. The Inspection Standard Body:
Complete all subsequent pages of the Part Inspection Standard with the
same information as the cover page items: Circle 1, Circle 2, Circle 3,
Circle 4, Circle 13 and Circle 14. The remaining columns should be
completed with the information described below.
Circle 16
Indicate which items have special regulation or inspection
requirements by placing in this column the appropriate symbol
from those stated below:
A.
- critical item symbols which can be found on the
drawing.
B.
and
– Motor Vehicle Safety Standards
symbols
for items which are not indicated on the drawing and maybe
added to the Inspection Standard.
C. [Pc] and
- special inspection item symbols which are to
be added during the Inspection Standard drafting process.
Note: Do not use this column for indicating inspection item
number.
Circle 17
Enter the inspection item and number for the part to be controlled.
These items should be categorized as follows:
A. DIMENSIONS
1) This section of the Part Inspection Standard defines the key
dimensions that must be controlled on the part to assure the
completed vehicle fit and function, and therefore are to be shown
on the Inspection Standard.
2) The writer of the Part Inspection Standard will determine which
part dimensions are to be included by reviewing the part drawing
and the tolerances and then compare the design intent for
installing and locating the part on the vehicle. Some examples of
key dimensions are:
a) Datum size and location
b) Design tolerance (those specifically with a tolerance on the
part drawing)
c) Dimensions of surfaces relating to mating parts for fit,
function, and appearance.
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
d) All
and
items.
The Inspection Standard cannot be used to change dimensions or
tolerances called out on the drawing without an ECI. However the
writer of the Standard or NAMC QC/QE may change the drawing
tolerance by the Part Inspection Standard as necessary to control
the part dimensions and the completed vehicle fit.
3) The writer of the Part Inspection Standard shall also make the initial
decision as to which items are to be considered Designated Control
Characteristics. These are indicated on the standard by the item
"[Pc]" (see circle 17). [Pc] items are narrower in definition and thus
limited in number, but are not restricted to just dimensional items.
4) Key format points for the DIMENSION section:
a) The dimensional items should be segregated in a section titled
DIMENSIONS in the Inspection Item column before the first
dimensional Inspection Item.
b) Dimensions should be listed in the order in which they are to be
measured on the actual part. The dimensions which are not
measured using the checking fixture should be listed first. This
holds true especially for the datums of the part since their
accuracy will affect the checking fixture measurements of the
part.
c) The number for each Inspection Item should clearly correspond
to a sketch showing the detailed measurement location for the
dimension specified. This prevents communication problems.
d) The Inspection Instrument column defines the measurement
equipment to be used. The inspection criterion should include
the actual dimensions and acceptable tolerance range of the
Inspection Item
e) The supplier sampling requirement defines the frequency the
supplier’s Quality Assurance System should sample the
inspection item.
f) The Toyota Sampling Plan defines the frequency that NAMC
QC/QE will audit the inspection Item through its own receiving
inspection activity. It also can define the frequency that supplier
data should be submitted for the Inspection Item to NAMC
QC/QE Department.
B. PERFORMANCE
1) This section describes any functional or reliability characteristic of
the part. Some examples of performance items include:
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
a)
b)
c)
d)
e)
f)
Movement and function of parts mechanisms
Related functional durability cycle testing
Part corrosion performance
Regulation conformance testing
Coating adhesion and reliability testing
Heat / Humidity Durability testing.
Any other performance test related to the part as specified by the
Drawing and the completed vehicle should be also added to this
section. These items are usually found in the note section of the
drawing. All drawing specified performance testing must be
covered in the Parts Inspection Standard.
2) Key format points for the PERFORMANCE section:
a) The inspection items defining part performance and reliability
control should be segregated in a section titled
PERFORMANCE in the Inspection Item Column before the first
performance / reliability related Inspection Item.
b) The Inspection Item should briefly explain the performance
requirement being controlled. The Inspection Instrument should
name the equipment to be used in the test.
c)
The Inspection Criterion should describe the judgment based on
the testing requirements. The main item is that the Criterion
must meet the Design Division’s Technical Standard
requirements. (NOTE: The test number (e.g. TSM0500G-1) should be specified
in this column).
d) Frequencies should be set according to the duration of the test,
the importance of the test and the way in which this
characteristic is determined and controlled. As much as
possible the performance and reliability of the part should be
built into the design and the process. If performance data is to
be submitted to NAMC QC/QE, the frequency will be given in
the Toyota Sampling Plan column.
C. APPEARANCE
1) This section defines the Inspection Items for the appearance quality
of the part. Aesthetic characteristics, color and other visual control
items such as missing parts are specified here.
2) Key format points for the APPEARANCE section:
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
a) The Inspection Items defining part appearance should be
segregated in a section titled APPEARANCE in the
Inspection Item Column before the first appearance
related Inspection Item.
b) The Inspection Item should briefly describe the
appearance characteristic to be controlled.
c) The Inspection Instrument is usually Visual Inspection for
these items.
d) The Inspection criterion should define judgment for the
acceptable limit of the Inspection Item. If a physical
Boundary Sample is to be used to define this Inspection
Item, this should be noted in this section.
e) The normal Supplier Sampling Requirement for
Appearance items is 100%. Frequencies other than this
should be determined based on the capability of the
supplier to control this type of defect.
f) For color, the appropriate Color Master Number(s) should
be referenced in the Remarks Column.
g) For components parts assembly, they must be fully
assembled.
D. WEIGHT
Enter the part weight and tolerance. The part weight is found on the
drawing. The tolerance is found in the appropriate Design Standard
(e.g. 100 +/- 5g). Also, the method and frequency needs to be
reported.
E. MATERIAL
1) This section describes the material control requirements for the
part. Examples of this include specifications, material treatment
processes, and surface coating requirements. The difference
between this section and the Performance / Reliability Section is
that the performance control items in this section are related to the
material, before the part has been completed.
2) Key format points for the MATERIAL Section:
a) The Inspection Items defining part materials should be
segregated in a section titled MATERIAL in the Inspection Item
Column before the first material control related Inspection Item.
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
b) The Inspection Items should explain the material control
characteristic and requirement as defined in the part drawing
and Technical Standard.
c) The Inspection Instrument should briefly describe the equipment
to be used to confirm this material performance characteristic.
The Inspection Criterion should specify the judgment for
acceptance for this Inspection Item.
d) The Supplier Sampling Requirement should be on a “per lot”
basis at a minimum. Certificate of Analysis (COA) can be used
by the supplier from the sub-supplier.
e) The Toyota Sampling Plan defines the frequency NAMC QC/QE
will confirm material certification. This can be either actual
testing done by Toyota or submission of the Certificate of
Analysis from the supplier to NAMC QC/QE. This will vary partby-part (this mainly applies to cast and forged parts).
f) The remarks section should contain any special notes related to
the material Inspection Item.
F. IDENTIFICATION METHOD
1) This section of the Part Inspection Standard defines the supplier’s
method for identifying the part so that if a problem occurs,
necessary information can be discerned quickly, and therefore
assure proper traceability. Refer to section 20, Identification and
Traceability, for details.
2) For supplier-drafted Inspection Standards, the identification method
should be included on the original draft. For NAMC-issued
Inspection Standards, the supplier must inform the NAMC of their
identification method by submitting an Inspection Standard Change
Request.
3) Key format points for the IDENTIFICATION METHOD section:
a) The part identification method should be segregated in a section
titled IDENTIFICATION METHOD in the Inspection Item
Column.
b) Include a sketch of the identification method and its location on
the part. Typical items include:
• Part Number
• RH/LH Designation
• Special Identification Marks (material type, inspection item,
etc.)
• Date of Manufacture, Packaging or Shipping (supplier must
clearly indicate which of these applies, as well as the type of
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
date – Julian, calendar, etc.)
•
•
Note: This item is particularly important
for assuring proper traceability.
Cavity or Mold Number(s)
Regulation markings
G. OTHER
Any item that is not specified should be per the drawing.
Circle 18
Enter the type of inspection equipment used in checking the Inspection Item (e.g. caliper, checking fixture, gage, visual, sensory, etc.).
Circle 19
Enter the Inspection Criterion used to judge the conformance of
these parts to the quality standard (e.g. dimension tolerance 7.0 +/0.5, deviation from nominal, boundary sample judgment, cycle
testing criteria etc.).
Enter in this column the Mass Production sampling frequencies that
the supplier shall use to monitor Inspection Items. See the Part
Evaluation Plan for Pilot Production sampling. The following
sampling styles are acceptable:
Circle 20
A. Per given timing or number of pieces (e.g. 1/300 pieces, 1/hour,
1/month, 100%, etc.).
B. Set-up (defined as first piece(s) after formal stop in production,
such as shift change, major equipment change, etc.; "initial" is
not acceptable).
Sampling frequencies should be specific to the Inspection Item
being defined. For example, controlling a part dimension on a “per
lot” basis should be avoided if the standard does not define what is
a “lot” of production. For a material Inspection Item, a lot can be
easily defined, so a “per lot” frequency is valid.
INSPECTION STANDARD CHANGE REQUEST
NAMC DRAFT INSP STD
NOTIFICATION OF IDENTIFICATION METHOD
APPROVAL INSP STD
MASS PRODUCTION PART
PAGE 1
OF 1
SUPPLIER CODE: 4411 - 2
RECEIVING COMPANY
REQUESTING COMPANY
XYZ MOULDING AND DIE, INC.
432 E. MARKET ST.
FREMONT, CA 45201
HAROLD JACKSON
TO:
ATTN:
NAMC QC/QE
FROM:
JANE SMITH
ATTN:
74610 - 33020
GRIP ASSEMBLY, ASSIST
787D
PART NUMBER:
PART NAME:
MODEL(S):
DATE:
ESTIMATED PRICE CHANGE
(SUPPLIER ONLY)
(+)
$____________________
(-)
REASON FOR REQUEST:
DIMENSION OF HOLE IN PART NEEDS TO BE LARGER
TO BE ABLE TO FIT IN VEHICLE
(RELATED TO ECI # __034WB2034___ )
REQUESTING COMPANY
CONTENT OF CHANGE ( WITH SKETCH)
CURRENT
REQUEST
4.5 ± 2.0mm
NEED TO MODIFY C/F? Y
N
6.5 ± 2.0mm
NEED TO MODIFY MQC? Y
C/F CHANGE REQUEST ATTACHED
N
PLEASE REPLY
REVISED MQC ATTACHED
BY (DATE):
8/15/98
REQUESTING QC DEPARTMENT APPROVALS:
SIGNATURE &
DATE
RECEIVING COMPANY
NAME IN PRINT &
TITLE
7/31/98
D. KELLER (G. MGR.)
7/31/98
7/30/98
L. MILLS (MGR.)
R. FORD (A. MGR.)
7/30/98
J. SMITH (SPECIALIST)
REPLY TO REQUEST
TO:
ATTN:
NAMC QC/QE
JANE SMITH
WE ACCEPT YOUR REQUEST
WE ACCEPT YOUR REQUEST WITH SOME MODIFICATION,
SEE ATTACHMENT FOR DETAILS
WE CANNOT ACCEPT YOUR REQUEST
DETAILS:
SIGNATURE &
DATE
NAME IN PRINT &
TITLE
REQUESTING COMPANY
/ /
08/09/98
B. MURPHY (MGR.)
08/08/98
08/08/98
M. CHILDS (A. MGR.)
H. JACKSON (ENGIN.)
RECEIVING COMPANY
TMMNA PURCHASING
REQUESTING COMPANY
ORIGINAL WITH REPLY
Form 2.4-3: Issue 4, Rev. A
I/S CHANGE REQUEST CONTENT EXPLANATION:
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
c) The Inspection Instrument should briefly describe the equipment
to be used to confirm this material performance characteristic.
The Inspection Criterion should specify the judgment for
acceptance for this Inspection Item.
d) The Supplier Sampling Requirement should be on a “per lot”
basis at a minimum. Certificate of Analysis (COA) can be used
by the supplier from the sub-supplier.
e) The Toyota Sampling Plan defines the frequency NAMC QC/QE
will confirm material certification. This can be either actual
testing done by Toyota or submission of the Certificate of
Analysis from the supplier to NAMC QC/QE. This will vary partby-part (this mainly applies to cast and forged parts).
f) The remarks section should contain any special notes related to
the material Inspection Item.
F. IDENTIFICATION METHOD
1) This section of the Part Inspection Standard defines the supplier’s
method for identifying the part so that if a problem occurs,
necessary information can be discerned quickly, and therefore
assure proper traceability. Refer to section 20, Identification and
Traceability, for details.
2) For supplier-drafted Inspection Standards, the identification method
should be included on the original draft. For NAMC-issued
Inspection Standards, the supplier must inform the NAMC of their
identification method by submitting an Inspection Standard Change
Request.
3) Key format points for the IDENTIFICATION METHOD section:
a) The part identification method should be segregated in a section
titled IDENTIFICATION METHOD in the Inspection Item
Column.
b) Include a sketch of the identification method and its location on
the part. Typical items include:
• Part Number
• RH/LH Designation
• Special Identification Marks (material type, inspection item,
etc.)
• Date of Manufacture, Packaging or Shipping (supplier must
clearly indicate which of these applies, as well as the type of
date – Julian, calendar, etc.) Note: This item is particularly important
•
for assuring proper traceability.
Cavity or Mold Number(s)
FORM 2.4 -2: PART INSPECTION STANDARD (I/S)
•
Regulation markings
G. OTHER
Any item that is not specified should be per the drawing.
Circle 18
Enter the type of inspection equipment used in checking the Inspection Item (e.g. caliper, checking fixture, gage, visual, sensory, etc.).
Circle 19
Enter the Inspection Criterion used to judge the conformance of
these parts to the quality standard (e.g. dimension tolerance 7.0 +/0.5, deviation from nominal, boundary sample judgment, cycle
testing criteria etc.).
Enter in this column the Mass Production sampling frequencies that
the supplier shall use to monitor Inspection Items. See the Part
Evaluation Plan for Pilot Production sampling. The following
sampling styles are acceptable:
Circle 20
A. Per given timing or number of pieces (e.g. 1/300 pieces, 1/hour,
1/month, 100%, etc.).
B. Set-up (defined as first piece(s) after formal stop in production,
such as shift change, major equipment change, etc.; "initial" is
not acceptable).
Sampling frequencies should be specific to the Inspection Item
being defined. For example, controlling a part dimension on a “per
lot” basis should be avoided if the standard does not define what is
a “lot” of production. For a material Inspection Item, a lot can be
easily defined, so a “per lot” frequency is valid.
EXAMPLE
MVSS REGULATION ITEM DATA SUBMISSION
DATE:
SUPPLIER NAME:
CONTACT:
PART NAME:
INSPECTION PERIOD:
ZYX COMPANY
9/7/98
SUPPLIER CODE:
JEFF ROCKWELL
6363 - 1
MODEL:
MIRROR
789T
PART NUMBER:
54321 - 90807
8/1/98 TO 8/31/98
;
INSPECTION ITEM CLASSIFICATION
(CHOOSE ONE OR BOTH AS APPLICABLE):
F
FMVSS
C
CMVSS
THE FOLLOWING INFORMATION SUMMARIZES THE RESULTS OF THE CRITICAL INSPECTION ITEMS
ACTUAL INSPECTION RESULTS ARE ATTACHED
S
U
P
P
L
I
E
R
SAMPLE
RESULTS
NO.
INSPECTION ITEM
SIZE
OK
107
REFLECTION
24 PIECES
X
NG
COMMENTS
SUPPLIER QC SIGNATURE
TITLE
APPROVED
APPROVED
CHECKED
ORIGINATOR
G. MANAGER
MANAGER
A. MANAGER
ENGINEER
9/6/1998
9/6/1998
9/6/1998
9/6/1998
SIGN &
DATE
NAMC QC/QE RESPONSE:
DATE:
RESULTS:
N
A
M
C
9/20/98
; ACCEPTED
NOT ACCEPTED
NAMC QC/QE SIGNATURE
TITLE
APPROVED
APPROVED
CHECKED
ORIGINATOR
COORDINATOR
MANAGER
A. MANAGER
SPECIALIST
9/20/1998
9/20/1998
9/20/1998
9/20/1998
SIGN &
DATE
COMMENTS:
ROUTING:
SUPPLIER QC
(ATTACH DATA)
NAMC QC/QE
Form 2.4-4 : Issue 4, Rev.-
Page 1
BOUNDARY SAMPLE TAG
COMPLETED BY THE SUPPLIER
SUPPLIER
SUPPL. CODE
PART NAME
PART NO
;
MODEL
DATE
DESCRIPTION & SKETCH:
APPROVED
SUPPLIER APPROVALS
APPROVED
CHECKED
NEW
CHANGE
RENEWAL
ORIGINATOR
COMPLETED BY BY NAMC QC/QE
NAMC QC/QE COMMENTS
VALID
UNTIL
(MARK X )
;
;
PERMANENT
UNTIL MANUF.
STOPS AT NAMC
APPLIES TO
TEMPORARY
UNTIL
MODEL(S) ONLY
____/____/____
NAMC QC/QE DEPARTMENT
APPROVED
APPROVED
CHECKED
ORIGINATOR
COORD.
MGR.
A.MGR.
SPEC.
ROUTING:
SUPPLIER
NAMC QC/QE
SUPPLIER
Form 2.5-1: Issue 4, Rev. -
COMPLETED BY THE SUPPLIER
BOUNDARY SAMPLE TAG
SUPPLIER
SUPPL. CODE
PART NAME
PART NO
SLATER MANUFACTURING
3399-1
WIDGET
99988-23232
; NEW
MODEL
987D
DATE
6/29/97
DESCRIPTION & SKETCH:
RENEWAL
PAINT FLAKE OFF OF PART
PERMISSIBLE AT B (ZONE) (2.0 x 0.5 mm MAX)
A (ZONE)
C (ZONE)
0.5mm
B (ZONE)
APPROVED
PROD MGR
2.0MM
SUPPLIER APPROVALS
APPROVED
CHECKED
PROD ENG
QC MGR
6/28/97
6/28/97
NAMC QC/QE COMMENTS
COMPLETED BY BY NAMC
QC/QE
CHANGE
6/27/97
ORIGINATOR
QC ENG
6/27/97
BOUNDARY SAMPLE APPROVED.
VALID
UNTIL
(MARK X )
APPROVED
COORD.
;PERMANENT
UNTIL MANUF.
STOPS AT NAMC
APPLIES TO
SUPPLIER
7/6/97
TEMPORARY
987D
UNTIL
MODEL(S) ONLY
____/____/____
NAMC QC/QE DEPARTMENT
APPROVED
CHECKED
MGR.
A.MGR.
7/6/97
ROUTING:
;
7/6/97
ORIGINATOR
SPEC.
7/6/97
NAMC QC/QE
SUPPLIER
Form 2.5-1: Issue 4, Rev. -
FORM 2.6 - 1: MANUFACTURING QUALITY CHART (MQC)
MQC CONTENT EXPLANATION:
Manufacturing Quality Chart (MQC)/
Control Plan
SUPPLIER NAME:
SUPPLIER CODE:
0
MODEL:
PAGE:
OF
ISSUE DATE:
PART NUMBER:
PART NAME:
1
2
3
4
5
6
7
SPECIAL
SAMPLE
OPERATOR
SIZE
AUTHORIZER
SAMPLING
FREQUENCY
REGULAR
SAMPLE
OPERATOR
SIZE
AUTHORIZER
8
SUPPLIER MFG
SUPPLIER
PROD DEPT
QUALITY DEPT
OPERATOR
δ
Ü
TEAM LEADER
SUPERVISOR
ã
ä
FOREMAN
á
â
Ø
~
ISSUE
DATE
ß
à
CHECKED
15
10
11
12
13
14
APPROV.
CHECKED
TITLE
16
SIGNED
SIGNED
ROUTING:
COPY
SUPPLIER
OPERATOR
AUTHORIZER
SUPPLIER MFG.
ORIGINATOR
REVISION RECORD
MANAGER
SAMPLE
SIZE
9
APPROV.
NOTE: FILL IN INSPECTOR/AUTHORIZER BLANK WITH THE FOLLOWING MARK
SAMPLING
FREQUENCY
Remarks/
Reaction
Plan
MASS PRODUCTION
SET-UP
LEVEL
Check
Sheet
Number
CONTROL
Instruction
Number
CRITERION
Control
Chart
Number
CHARACTERISTICS TO
BE CONTROLLED
CLASS
INSPECTION METHOD
MACHINE
Inspection
Instrument Gage
CORE TEAM:
NO. PROCESS NAME
SIGNED
NAMC QC/QE
FILE ORIGINAL
SIGNED
FORM # - COVER-ISS4 REV-
Information provided on the MQC will, in all cases, be treated as proprietary
and held in the strictest of confidence.
0.
Identification
Information
Self explanatory
1.
Number
Number of process steps, beginning with receiving
inspection and ending with shipping.
2.
Process Name
List each process that affects the quality of the NAMC
part (e.g. receiving, molding, welding, plating,
assembly, etc.).
3.
Machine
Specific equipment used for each process step.
4. Characteristics
to be Controlled
Product or process elements determined to influence
quality. These should be shown as single line entries,
at the process step in which they occur. Each [Pc]
designated part characteristic from the Inspection
Standard must be listed separately.
5.
Indicate which evaluation items have special regulation
or inspection requirements by placing the appropriate
Classification
symbol in this space (e.g. [Pc],
,
,
,
).
FORM 2.6 - 1: MANUFACTURING QUALITY CHART (MQC)
6.
Criterion
For general part inspection characteristics, enter “See
Inspection Standard”. For [Pc] characteristics enter
nominal dimension and tolerance. For process
parameters enter established operating ranges.
7.
Control Level
A more restricted range than criterion. This is intended
to signal the supplier to investigate variation prior to
producing non-conforming product.
8.
Process/Part
Inspection Method
(Set-up)
Applicable for job set-up, shift change, each line start-up
8-A
8-B
9.
Sample Size For process parameters enter “set-up.” For part
characteristics, enter applicable number (e.g. first 3
pieces).
Operator/
Who does the task/who supervises the task. Refer to
Authorizer
symbol key at bottom-left of page for entries.
Process/Part
Inspection Method
(Mass Production)
Special
Engineering change introduction (e.g. material,
dimensional, etc.), process change implementation (i.e.
equipment change/relocation, checking fixture change,
or new supplier/sub-supplier), or Quality Confirmation
Stage (i.e. problems during Pilot Production,
reconfirmation of critical characteristics, etc.).
Regular
Applicable for continuous production
9-A
Sampling
Frequency
How often samples will be checked. For part characteristics,
sampling frequency should equal inspection standard
requirements as a minimum.
9-B
Sample Size For each process parameter, this will normally be “1”
(e.g. reading a temperature or pressure indicator). For
part characteristics, sample size should equal
inspection standard requirements as a minimum.
9-C
Operator/
Authorizer
Who does the task/who supervises the task.
Refer to symbol key at bottom-left of page for entries.
FORM 2.6 - 1: MANUFACTURING QUALITY CHART (MQC)
10. Inspection
Instrument Gage
Device(s) used to check the actual condition of the
parameter/characteristic.
11. Control Chart
Control Chart Type and Number: Mandatory for [Pc]
characteristics, and optional for all others. Enter the
type (e.g. X and R, P, etc.), and an internal identifier.
12. Check Sheet
Number
Internal identifier for data record sheets.
13. Instruction
Sheet Number
Internal identifier for specific task instruction or
standard procedure.
14. Remarks/
Reaction Plan
Any miscellaneous information (e.g. units, SAE
specifications number, etc.), as well as references to
documented actions to be taken to correct any potential
non-conformances.
15. Revision Record
Revision record of the MQC (not the engineering level
of the drawing). This must be completed anytime a
revision is made starting with the initial draft. (Note: the
date in this area refers to when the revised document is
completed and ready for internal approval.)
16. Signatures
Representatives from Quality and Manufacturing
Management must sign at the bottom in the supplier
approvals section prior to each submission (e.g. draft,
final).
CHECKING FIXTURE, GAGE, & TEST EQUIPMENT APPROVAL REQUEST
DESIGN APPROVAL
SUPPLIER
REQUEST:
SUPPLIER NAME:
CONTACT:
SUPPLIER CODE:
PHONE:
PART NUMBER(S):
FAX:
PART NAME(S):
MODEL:
EST. COST:
COMPLETION DATE:
DESIGN COMPANY:
GAGE REV. LEVEL:
COPY OF DRAWING ATTACHED
SUPPLIER QC
APPROVED CHECKED
TITLE Gen. Mgr.
ORIG.
Manager
Engineer
/
/
SIGN &
DATE
/
/
/
/
RESULTS:
NAMC QC/QE DEPARTMENT APPROVES DESIGN(S) SUBMITTED
(THE MANUFACTURE OF THE GAGE / EQUIPMENT CAN BE INITIATED AT THIS TIME)
NAMC
NAMC QC/QE DEPARTMENT DOES NOT APPROVE
THE CURRENT DESIGN DUE TO THE FOLLOWING REASONS:
NAMC QC/QE
APPROVED APPROVED CHECKED
TITLE COOR
MGR
A/M
ORIG.
SPEC
SIGN &
/
DATE
/
/
/
/
/
/
/
EQUIPMENT APPROVAL
CALIBRATION FREQUENCY:
REQUEST:
SUPPLIER
SUPPORT DOCUMENTS ATTACHED:
CALIBRATION COMPANY:
CALIBRATION CERTIFICATION DATA
GRR STUDY OF [Pc] CHARACTERISTICS
SUPPLIER QC
MAINTENANCE/RE-CERTIFICATION SCHEDULE
APPROVED CHECKED
GAGE USE INSTRUCTIONS
TITLE Gen. Mgr.
PHOTO
ORIG.
Manager
Engineer
/
/
SIGN &
/
DATE
/
/
/
RESULTS:
NAMC
NAMC QC/QE DEPARTMENT APPROVES THE GAGE AS DESIGNED AND BUILT
NAMC QC/QE DEPARTMENT DOES NOT APPROVE THE GAGE
FOR THE FOLLOWING REASONS:
NAMC QC/QE
TITLE
APPROVED APPROVED CHECKED
ORIG.
MGR
A/M
SPEC
/
/
COOR
SIGN &
ROUTING:
DESIGN APPROVAL
SUPPLIER
NAMC QC/QE
(ORIGINAL)
CC: FILE
SUPPLIER
(ORIGINAL)
/
/
DATE
EQUIPMENT APPROVAL
SUPPLIER
NAMC QC/QE
(ORIGINAL)
/
/
/
SUPPLIER
(ORIGINAL)
CC: FILE
Form 2.7-1: Issue 4, Rev. A
/
CHECKING FIXTURE, GAGE, & TEST EQUIPMENT APPROVAL REQUEST
DESIGN APPROVAL
REQUEST:
S
U
P
P
L
I
E
R
SUPPLIER NAME:
HILCO INDUS.
SUPPLIER CODE:
6977 - 1
PART NUMBER(S):
PART NAME(S):
EST. COST:
DESIGN COMPANY:
CONTACT:
(312) 855 - 2424
FAX:
(312) 855 - 2644
87564 - 03011
BRAKE CALIPER ASSY.
$12,000.00
SMITH PRECISION
: COPY OF DRAWING ATTACHED
SHERRI KOO
PHONE:
MODEL:
414T
COMPLETION DATE:
10/1/1997
GAGE REV. LEVEL:
SUPPLIER QC
APPROVED CHECKED
TITLE Gen. Mgr.
2
Manager
ORIG.
Engineer
SIGN &
DATE
5 / 3 / 97
5 / 2 / 97
5 / 2 / 97
RESULTS:
: NAMC QC/QE DEPARTMENT APPROVES DESIGN(S) SUBMITTED
(THE MANUFACTURE OF THE GAGE / EQUIPMENT CAN BE INITIATED AT THIS TIME)
N
A
M
C
NAMC QC/QE DEPARTMENT DOES NOT APPROVE
THE CURRENT DESIGN DUE TO THE FOLLOWING REASONS:
NAMC QC/QE
APPROVED APPROVED CHECKED
TITLE COOR
MGR
A/M
ORIG.
SPEC
SIGN &
DATE
5 / 17 / 97
5 / 16 / 97
5 / 15 / 97
5 / 15 / 97
EQUIPMENT APPROVAL
REQUEST:
S
U
P
P
L
I
E
R
CALIBRATION FREQUENCY:
SUPPORT DOCUMENTS ATTACHED:
2 times / year
CALIBRATION COMPANY:
: CALIBRATION CERTIFICATION DATA
: GRR STUDY OF [Pc] CHARACTERISTICS
: MAINTENANCE/RE-CERTIFICATION SCHEDULE
: GAGE USE INSTRUCTIONS
: PHOTO
TECHPRO INC.
SUPPLIER QC
APPROVED CHECKED
TITLE Gen. Mgr.
Manager
ORIG.
Engineer
SIGN &
DATE
10 / 27 / 97
10 / 25 / 97
10 / 25 / 97
RESULTS:
: NAMC QC/QE DEPARTMENT APPROVES THE GAGE AS DESIGNED AND BUILT
NAMC QC/QE DEPARTMENT DOES NOT APPROVE THE GAGE
FOR THE FOLLOWING REASONS:
N
A
M
C
NAMC QC/QE
APPROVED APPROVED CHECKED
TITLE
COOR
MGR
A/M
ORIG.
SPEC
SIGN &
ROUTING:
DESIGN APPROVAL
SUPPLIER
NAMC QC/QE
(ORIGINAL)
CC: FILE
SUPPLIER
(ORIGINAL)
DATE
11 / 4 / 97
11 / 3 / 97
11 / 2 / 97
EQUIPMENT APPROVAL
SUPPLIER
NAMC QC/QE
SUPPLIER
(ORIGINAL)
(ORIGINAL)
11 / 2 / 97
CC: FILE
Form 2.7-1: Issue 4, Rev. A
GAGE REPEATABILITY AND REPRODUCIBILITY DATA SHEET
PART NUMBER:
PART NAME:
OPERATOR/
TRIAL #
A
GAGE NUMBER:
GAGE NAME:
PART
1
2
3
4
5
6
7
8
9
10
AVERAGE
1
2
3
Average
Xa =
Range
Ra =
B
1
2
3
Average
Xb =
Range
Rb =
C
1
2
3
Average
Xc =
Range
Rc =
Part
X =
Average
(Xp)
Rp =
17.
[ Ra =
] + [ Rb =
] + [ Rc =
18.
[ Max X =
] - [ Min X =
] = XDIFF
19.
[R=
] x [ D4 =
] * = UCLR
20.
[R=
] x [ D3 =
] * = LCLR
]/[# OF APPRAISERS =
]=
R =
*D4 = 3.27 for 2 trials and 2.58 for 3 trials; D 3 = 0 for up to 7 trials. UCL R represents the limit of individual R's.
Circle those that are beyond this limit. Identify the cause and correct. Repeat these readings using the same
appraiser and unit as originally used or discard values and re-average and recompute R and the limiting value
from the remaining observations.
Notes:
Form 2.7-2: Issue 4, Rev.-
Gage Repeatability and Reproducibility Report
Part No.and Name:
Characteristics:
Specification:
From data sheet:
Repeatability
EV
R
Date:
Performed by:
X Diff
Rp =
Measurement Unit Analysis
- Equipment Variation (EV)
= R x K1
=
=
Reproducibility
=
Gage Name:
Gage No.:
Gage Type:
x
=
% Total Variation (TV)
Trials
K1
2
3
4.56
3.05
% EV
- Appraiser Variation (EV)
% AV
AV
= 100 [EV/TV]
= 100 [__/__]
=
%
=
[(XDIFF x K2) - (EV /nr)]
=
[(__x__) - (__ /__x__)]
2
2
2
= 100 [AV/TV]
= 100 [__/__]
=
%
2
=
Appraisers
K2
2
3.65
3
2.70
n = number of parts
r = number of trials
Repeatability & Reproducibility (R & R)
R&R
=
(EV2 + AV2)
% R&R
=
2
(
+
2
)
=
Part Variation (PV)
PV
=
Rp
x K3
=
x
=
Total Variation (TV)
TV
=
=
Parts
K3
2
3
4
3.65
2.70
2.30
5
6
7
8
9
10
2.08
1.93
1.82
1.74
1.67
1.62
% PV
= 100 [R&R/TV]
= 100 [__/__]
=
%
= 100 [PV/TV]
= 100 [__/__]
=
%
(R&R2 + PV2)
(
2
+
2
)
R
x
K1
=
All calculations are based upon predicting 5.15 sigma (99.0% of the area under the normal distribution curve).
K1 is 5.15/d2, where d2 is dependent on the number of trials (m) and the number of parts times the number of operators (g)
which is assumed to be greater than 15.
AV - If a negative value is calculated under the square root sign, the appraiser variation (AV) defaults to zero (0).
K2 is 5.15/d2*, where d2* is dependent on the number of operators (m) and (g) is 1, since there is only one range calculation.
K3 is 5.15/d2*, where d2* is dependent on the number of parts (m) and (g) is 1, since there is only one range calculation.
Form 2.7-3: Issue 4, Rev.-
CHECKING FIXTURE CHANGE REQUEST
SUPPLIER NAME:
DATE:
SUPPLIER CODE:
PART NUMBER(S):
PART NAME(S):
MODEL:
REQUESTING DEPARTMENT
REASON FOR CHANGE:
REQUESTER:
ECI NO
NAMC QC/QE
TIS CHANGE REVISION #
SUPPLIER (PLEASE INCLUDE CHECKING FIXTURE DRAWING)
PROCESS CHANGE
WORKABILITY
PLEASE RESPOND BY:
/
/
REPAIR DUE TO:
OTHER
COST INFORMATION:
CONTENT OF CHANGE (WITH SKETCH):
TEMPORARY QUALITY CONFIRMATION METHOD DURING CHANGE PERIOD:
COMPANY TO PERFORM MODIFICATION:
SUPPLIER
TIMING FOR MODIFICATION:
FROM:
TO:
COMPANY TO PERFORM CALIBRATION:
CALIBRATION / VERIFICATION DATE:
SUPPLIER APPROVAL
APPROVED
APPROVED
CHECKED
ORIGINATOR
TITLE
FINAL NAMC QC/QE APPROVAL
SIGN &
DATE
TO:
/
/
/
/
/
/
/
/
ATTN:
REPLY TO REQUEST
WE ACCEPT YOUR REQUEST
WE ACCEPT YOUR REQUEST WITH SOME MODIFICATION
WE CANNOT ACCEPT YOUR REQUEST
TITLE
REASON:
IF REQUESTER IS SUPPLIER:
SUPPLIER
NAMC QC/QE
NAPUR
SIGN &
DATE
SUPPLIER
NAMC QC/QE APPROVAL SIGNATURES
APPROVED by
APPROVED by
CHECKED by
ORIGINATOR
MANAGER
COORDINATOR
ASST. MANAGER
SPECIALIST
/
/
/
IF REQUESTER IS NAMC QC/QE:
NAMC QC/QE
SUPPLIER
NAPUR
/
/
/
/
/
Form 2.7-4: Issue 4, Rev. A
NAMC QC/QE
EXAMPLE
CHECKING FIXTURE CHANGE REQUEST
SUPPLIER NAME:
XYZ COMPANY
SUPPLIER CODE:
5566-2
PART NUMBER(S):
DATE:
66754-03010
PART NAME(S):
BRACKET
MODEL:
REASON FOR CHANGE:
REQUESTING DEPARTMENT
5/10/1997
414T
REQUESTER:
ECI NO
TIS CHANGE REVISION #
PROCESS CHANGE
; WORKABILITY
REPAIR DUE TO:
OTHER
NAMC QC/QE
; SUPPLIER (PLEASE INCLUDE CHECKING FIXTURE DRAWING)
PLEASE RESPOND BY:
6/6/1997
COST INFORMATION:
The cost to implement this change is $2500.00
CONTENT OF CHANGE (WITH SKETCH):
END LOCATION MEASURING
CURRENT
REQUEST
SO THAT TEAM MEMBER CAN
3
MEASURE WITH VERNIER CALIPERS
5
TEMPORARY QUALITY CONFIRMATION METHOD DURING CHANGE PERIOD:
SUPPLIER
SPECIAL INSPECTION IN PROCESS AND CMM CONTROL
COMPANY TO PERFORM
MODIFICATION:
TIMING FOR MODIFICATION:
COMPANY TO PERFORM
CALIBRATION:
CALIBRATION / VERIFICATION DATE:
XXX CORPORATION
FROM:
6/20/1997
TO:
6/23/1997
YYY INC.
6/25/1997
APPROVED
TITLE
SUPPLIER APPROVAL
APPROVED
CHECKED
ORIGINATOR
QC DEPT. MGR.
ASST. MANAGER
ENGINEER
5/16/1997
5/16/1997
5/16/1997
SIGN &
FINAL NAMC QC/QE
DATE
TO:
XYZ COMPANY
5/16/1997
ATTN:
MR. J. RIGHT, QC MANAGER
REPLY TO REQUEST
; WE ACCEPT YOUR REQUEST
WE ACCEPT YOUR REQUEST WITH SOME MODIFICATION
WE CANNOT ACCEPT YOUR REQUEST
TITLE
REASON:
IF REQUESTER IS SUPPLIER:
SUPPLIER
NAMC QC/QE
NAPUR
SUPPLIER
NAMC QC/QE APPROVAL SIGNATURES
APPROVED
APPROVED
CHECKED
ORIGINATOR
MANAGER
COORDINATOR
ASST. MANAGER
SPECIALIST
SIGN &
DATE
6/12/1997
6/11/1997
6/11/1997
6/10/1997
IF REQUESTER IS NAMC QC/QE:
Form 2.7-4: Issue 4, Rev. A
NAMC QC/QE
SUPPLIER
NAMC QC/QE
NAPUR
Page 2
ATTRIBUTE GAGE STUDY - SHORT METHOD
SUPPLIER NAME:
CHARACTERISTIC:
SUPPLIER CODE:
TOLERANCE:
PART NUMBER:
GAGE TYPE:
PART NAME:
GAGE ID #:
MODEL:
DATE:
APPRAISER A
1
APPRAISER B
2
1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Form 2.7-5: Issue 4, Rev. -
MATING PART / COMPONENT REQUEST
TO BE COMPLETED BY SUPPLIER
TO:
SUPPLIER
PART NO.:
SUPPLIER
NAME:
MODEL:
SUPPLIER
PART NAME:
SUPPLIER
CODE:
REQUEST
DATE:
REQUESTED
AVAILABLE DATE:
ITEM
DESCRIPTION:
MATERIAL REQUESTED / QUANTITY:
MATING PART
PURPOSE
OF PARTS /
COMPONENTS
REQUEST:
SAMPLE PART
SHELL BODY
OTHER
SHIP TO:
SUPPLIER APPROVAL
APPROV.
CHECKED
ORIG.
TITLE
ATTN:
PHONE: (
)
SIGN &
FAX: (
)
DATE
MM/DD/YY
MM/DD/YY
MM/DD/YY
NOTE: The supplier is responsible to confidentially destruct/ scrap all part & components
NAMC QC/QE DEPARTMENT APPROVAL
WE ACCEPT YOUR REQUEST
QUALITY CONTROL / QUALITY ENGINEERING
TRANSPORTATION:
NAMC TO ARRANGE
TO BE COMPLETED BY NAMC
SUPPLIER TO PICK-UP
APPROV.
CHECKED
ORIG.
MM/DD/YY
MM/DD/YY
MM/DD/YY
MM/DD/YY
TITLE
WE CANNOT ACCEPT YOUR REQUEST
SIGN &
REASON:
DATE
PART NO
ROUTING:
APPROV.
SUPPLIER
PART NAME
NAMC QC/QE
QTY
SUPPLIER (ORIGINAL)
cc: NAMC QC/QE FILE
SUPPLIER (OS, NA, IH)
Form 2.8 - 1: Issue 4, Rev. -
EXAMPLE
MATING PART / COMPONENT REQUEST
TO:
HENRY DREXLER
NAMC QC/QE
TO BE COMPLETED BY THE SUPPLIER
SUPPLIER PART NO
SUPPLIER PART NAME
MODEL
99999 - 00000
BRACKET
SUPPLIER NAME
SUPPLIER CODE
XYZ COMPANY
0000 - 0
MATERIAL REQUESTED / QUANTITY:
; MATING PART
SAMPLE PART
SHELL BODY
OTHER
SHIP TO:
REQUESTED AVAILABLE DATE
2/1/97
3/1/97
ITEM DESCRIPTION:
1 EACH
MATING PART FOR BATTERY TRAY
PURPOSE OF PARTS / COMPONENTS REQUEST:
TO CHECK FOR FIT AND WORKABILITY
XYZ COMPANY
SUPPLIER APPROVAL
123 MAIN STREET
DETROIT, MI 48137
ATTN:
787D
REQUEST DATE
TITLE
APPROV.
CHECKED
ORIG.
MANAGER
A. MANAGER
ENGINEER
HENRY DREXLER
PHONE: ( 999 ) 660-1990
SIGN &
FAX: ( 999 ) 660-1991
DATE
1/31/1997
1/30/1997
1/30/1997
NOTE: The supplier is responsible to confidentially destruct/ scrap
NAMC QC/QE DEPARTMENT APPROVAL
; WE ACCEPT YOUR REQUEST
TO BE COMPLETED BY THE NAMC
TRANSPORTATION:
QUALITY CONTROL / ENGINEERING
NAMC TO ARRANGE
; SUPPLIER TO PICK-UP
TITLE
WE CANNOT ACCEPT YOUR REQUEST
SIGN &
REASON:
PART NAME
QTY
99999-0001
INNER FENDER
1
N.A.
99999-0002
BATTERY TRAY
1
N.A.
SUPPLIER
APPROV.
CHECKED
ORIG.
COOD.
MGR.
A. MGR.
SPEC.
2/12/1997
2/11/1997
2/11/1997
2/10/1997
DATE
PART NO
ROUTING:
APPROV.
NAMC QC/QE
SUPPLIER (ORIGINAL)
cc: NAMC QC/QE FILE
Page 2
SUPPLIER (OS, NA, IH)
Form 2.8 - 1: Issue 4, Rev. -
FORM 2.9 - 1: SAMPLE PART SUBMISSION COVER SHEET
SAMPLE PART SUBMISSION COVER SHEET CONTENT EXPLANATION:
Circle 1: In this section of the form indicate the following:
• Receiving NAMC and personnel name
• Supplier name, supplier code and related model
• Part number, part name and submission date
Circle 2: In this section of the form indicate (select one) the reason for this
sample part submission.
Circle 3: In this section of the form indicate (select all that apply) what
supporting documents are attached.
Circle 4: In this section of the form indicate the evaluation results of the sample
parts, if requirements are not met the remarks column must be
completed.
Circle 5: In this section of the form indicate whether the process used to
manufacture the parts is the same process that will be used for mass
production. If the process is different then a details explanation must
also be submitted with the parts.
Circle 6: In this section of the form indicate the plan and actual results of your
part completion summary and make the appropriate judgment.
Circle 7: In this section of the form indicate the total part produced summary
which includes the reworked and scrap totals.
FORM 2.9 - 2: SAMPLE DATA SHEET
SAMPLE DATA SHEET CONTENT EXPLANATION:
NAMC QC/QE will review the Part Evaluation Plan and Sample Data Sheet. If
revision of any item is necessary, NAMC QC/QE will inform the supplier
concerning the changes that are required.
1) The contents of the Sample Data Sheet should be based on
requirements in the Inspection Standard and design drawings.
2) The supplier must indicate which evaluation items have special
regulation or inspection requirements by placing the appropriate
symbol (e.g. [Pc],
column.
,
,
,
,
,
) in the “Classification”
3) The supplier must indicate in the "Data Type" column whether they will
use variable or attribute data for both Pilot and Mass Production.
QUALITY READINESS CHECKSHEET (QRC)
RATING CRITERIA (per Item & Overall)
TOYOTA USE ONLY
PROJECT CODE:
SUPPLIER:
DATE:
SUPPLIER USE ONLY
TRIAL:
I. Production Readiness
LOCATION:
QRC Rating
PART NAME:
A
B
C
D
E
I. Production Readiness
F
A
B
C
D
E
F
QRC Rating
PART NUMBER(S):
COMPLETED BY:
VERIFIED BY:
DEPARTMENT:
VERIFIED DATE:
II. Inspection Readiness
II. Inspection Readiness
III. Quality Readiness
III. Quality Readiness
Instruction for Line Item Ratings:
Instruction for Overall Ratings:
Open boxes represent timing when line item
O = No X's and no ∆'s
should be confirmed or completed. Input
∆ = No X's and 1 or more ∆'s
evaluation result using the criteria below:
X = X in any Rating
O : Meets expectation
∆ : Does not meet expectation (countermeasure
in place AND will make next event)
X : Does not meet expectation (no
countermeasure in place) -OR - Behind
schedule and will miss next event
Expectation / Judgment
CF/CV CV/MV
GA
JA
1A
MPT
LV
HV
SQCS
FOLLOW UP / COMMENTS
WHO
WHEN
EXPECTATION
HOW TO JUDGE
A. Process Capability
Supplier should be able to show data to ensure all critical
Confirm the data by reviewing either the completed sample data
characteristics [Pc] are capable of achieving the required Cpk and/or sheets and / or the collected variable data.
Ppk levels.
All [Pc] items meet process capability targets
B. Documents Match Process
1. Manufacturing Quality Chart (MQC)
The checks, methods and frequencies identified on the MQC are
mirrored in the production manufacturing process.
Perform an MQC Audit confirming the MQC checkpoints to the
actual process (Receiving Inspection to Shipping).
2. Process Flow Chart
The physical (actual) process flow is the same as the documented
process flow chart; including all buffers.
Confirm the process flow chart while walking the process.
3. Inspection Standard (Tier 2, 3 ….)
The part I/S clarifies part datum schemes & provides the inspection Compare collected data to the part I/S requirements.
requirements for the part frequency and method.
4. PFMEA or equivalent (required for all delta parts)
The RPN's should be consistent with the checks, methods and
frequencies identified on the MQC.
Go and See
1. Team Member & Inspector's Certification
Supplier should document and demonstrate who is trained, when
they were trained and what is their degree of compentency.
Check the documents and verify the training procedure
2. Certification Audit
Supplier should maintain training records for all team members and Check the documents and verify the audit process.
have a certification and audit process on a set frequency to validate
the on-going competency to detect defective parts.
3. Critical Characteristic for the process
Suppliers should develop process specific training for all delta
characteristics and / or [Pc] items.
Review Training Records
Clear and visual identification of critical processes; signage at the
area (STW/Gauge/Process/Checksheet)
Go and See
2. Datum Scheme on Equipment or Fixture
(Designed based on the datum scheme)
Indicate the loading requirement based on the datum scheme.
Available, visible and or followed
3. Check Fixture and Inspection Equipment Calibration and PM
Schedule
Supplier should maintain a calibration system and method to ensure Review the current calibration status document
timely calibration for all, gauges and QC instruments.
4. Check Fixture Standardized Work (How to use)
Supplier should develop work instruction to support the training and Confirm WIS is developed and operators are following
utilization of the check fixture. Instruction should be visual
5. Wrong or Missing Prevention / Pokayoke System
Supplier has a method to confirm the accurate function of all
pokeyokes, (by day / by shift). View their Risk Assessment and
confirm implementation.
Judge process plan documentation to confirm all items have been
covered.
6. Key Point Reminder Easily Visible
View the actual key point charts.
Go and See
7. Part Preservation
Supplier has methods to preserve the part while in process that
protect the integrity of the part through all operations.
Line side review
C. Training
(Control points for critical processes are explained)
I. Production Readiness
D. Process Planning & Setup
1. Critical (Delta & MVSS) Processes Identified
(In Process, WIP Handling and Packaging)
E. Process Control
1. Part Sampling Frequency Established
All inspections must meet the frequency indicated in the part I/S (i.e. Check inspection records against practices.
MQC, PFMEA or equivalent, etc.).
2. Non-Standard Process Control
(Abnormal Handling, Contingency Planning, Backup Procedure)
Supplier has a means to identify that a process is operating in non- Confirm that a documentation system exists.
standard mode and have controls to validate that the product
produced during that condition meets all requirements.
3. Lineside Daily Confirmation & Feedback System of
Quality Problems
Supplier should have a method for daily review of quality problems
related to the in-house quality & customer finds outflow quality
issues.
Verify the results and if the system works.
4. Reaction Procedure to Process Instability
Supplier should have a statically defined reaction plan.
Review cases against the plan to check for conformance.
5. Reaction Procedure for Product Non-Conformance and
Outflow (Quarantine Area)
Supplier should have a system to ensure containment of suspect
parts, which includes a quarantine area with limited access and
security.
Confirm system is used, t/m understands and quarantine area is
effective.
6. Validate the Poka Yokes in the System
Supplier has a method to confirm the accurate function of all
pokeyokes, (by day / by shift). View their Risk Assessment and
confirm implementation.
Judge process plan documentation to confirm all items have been
covered.
Supplier should demonstrate that a standard defect investigation
method is used among all departments.
Verify if the same type of problem solving tool is used across all
departments.
2. Scrap Reduction Activity
Supplier should track and investigate scrap reduction activities.
Verify the records
3. Rework / Sort Handling Procedure
Supplier should have a system for reworking parts and confirm parts Check documentation on parts reworking / sorting. Verify
are after being reworked to the standard.
rework/sort procedure
III. Quality
Assurance
II. Inspection Planning
& Readiness
F. Quality Problem Investigation
1. Standard Defect / Problem Handling Investigation Method
G. Inspection Planning & Readiness
1. Inspection Plan (Implemented according to MQC)
All Inspection Items and frequencies on the MQC are reflected on theCross reference MQC versus Inspection Plan
Inspection Plan.
2. Clear Standardized Work for Inspection Instruction
Supplier should have method to communicate to t/m's how to do the Go and See by cross referencing MQC & Part Inspection Standard
vs. Standardized Work.
checks.
3. Inspection Equipment is available for Trial
All equipment required to confirm quality is in place, functional
and able to detect a bad part
Go and See
4. Boundary Sample Prepared and Visible
Boundary samples are developed according to the inspection
standard and available for operators ?
Review existing Boundary Samples vs. Part Inspection Standard
Requirements
5. Verification of Incoming Materials
Supplier can evaluate adequecy of the incoming materials.
Review system and confirm against practices
H. Quality Assurance
1. Daily Quality Management Established
Management level meetings occur daily and results of meetings are Review Meeting Minutes
recorded.
2. Manufacturing / Quality Plan for Trials (targets set)
Method to capture your performance and use the results for the
future.
Review the Reflection Documents
3. Customer Feedback
A method for tracking & confirming customer quality exists and is
followed.
Go and See, review tracking method, how data is gathered and
what is done with the data..
© 2005 Toyota Motor Manufacturing North America, Inc .
Page 1 of 1
Form 2.12 -1: Issue 4; Rev. B
NOTICE OF SUSPECTED SHIPMENT OF NON-CONFORMING PRODUCT
TO:
ATTN:
FROM (SUPPLIER NAME):
SUPPLIER CODE:
INITIATED BY:
MASS PRODUCTION PART
TRACKING #:
PART NAME:
PART NUMBER:
SERVICE PART*
PROBLEM DESCRIPTION AND SKETCH:
COMMON PART?
Y
IF YES, WHO ELSE?
ISSUE NOTICE
N
TO ALL PARTIES
MODEL:
ISSUE DATE:
/ /
FIRST SHIPMENT OF SUSPECT PARTS
/
/
LAST SHIPMENT OF SUSPECT PARTS
/
/
SHIPMENT IDENTIFICATION #
(FRS / ORDER / MANIFEST / ETC.)
TOTAL QUANTITY OF SUSPECT
PARTS SHIPPED
ESTIMATED QUANTITY OF
NON-CONFORMANCE PARTS
HOW TO IDENTIFY SUSPECT PARTS:
SUPPLIER PERSONNEL SUPPORT AT NAMC:
NAME
TITLE
ARRIVAL DATE
/
/
/
/
/
/
ARRIVAL TIME
PLANNED DISPOSITION AT NAMC:
REMARKS
(INSPECT/REPAIR METHOD):
SORT SUSPECT PARTS
REPAIR NON-CONFORMING PARTS
SCRAP SUSPECT PARTS
SCRAP NON-CONFORMING PARTS
TEMPORARY COUNTERMEASURE AT SUPPLIER:
(INVENTORY AND CURRENT PRODUCT)
IMPLEMENTATION DATE:
SUPPLIER
REMARKS:
/
SHIPMENT IDENTIFICATION METHOD:
/
NAMC QC/QE*
QC RECEIVING INSPECTION
COPY PC
* FOR SERVICE PARTS SUBMIT TO TMMNA-SPS
Form 3.1-1: Issue 4, Rev.-
EXAMPLE
NOTICE OF SUSPECTED SHIPMENT OF NON-CONFORMING PRODUCT
TO:
ATTN:
NAMC QC/QE
JOEL NORTHRUP
FROM (SUPPLIER NAME):
SUPPLIER CODE:
INITIATED BY:
; MASS PRODUCTION PART
TRACKING #:
SERVICE PART*
ABC AUTOMOTIVE
7921 - 1
MARK JONES
PART NAME:
AIR BAG DOOR
PART NUMBER:
00315
PROBLEM DESCRIPTION AND SKETCH:
COMMON PART?
Y
50540 - 02040
IF YES, WHO ELSE?
; N
ISSUE NOTICE
TO ALL PARTIES
MODEL:
ISSUE DATE:
10/15/1997
987T
RIVET MISSING
FIRST SHIPMENT OF SUSPECT PARTS
10/10/1997
LAST SHIPMENT OF SUSPECT PARTS
10/10/1997
SHIPMENT IDENTIFICATION #
(FRS / ORDER / MANIFEST / ETC.)
TOTAL QUANTITY OF SUSPECT
PARTS SHIPPED
ESTIMATED QUANTITY OF
NON-CONFORMANCE PARTS
HOW TO IDENTIFY SUSPECT PARTS:
DATE CODE STAMP
DATE CODES:
SUPPLIER PERSONNEL SUPPORT AT NAMC:
NAME
TITLE
MARK JONES
QC ENGINEERING
ARRIVAL DATE
10/16/1997
/
/
/
/
FRS#:
7101010
È
7101040
1,020 PCS
540 PCS
283
ARRIVAL TIME
2:30 PM
PLANNED DISPOSITION AT NAMC:
REMARKS:
REMARKS
(INSPECT/REWORK METHOD):
; SORT SUSPECT PARTS
; REWORK NON-CONFORMING PARTS
SCRAP SUSPECT PARTS
SCRAP NON-CONFORMING PARTS
TEMPORARY COUNTERMEASURE AT SUPPLIER:
(INVENTORY AND CURRENT PRODUCT)
SHIPMENT IDENTIFICATION METHOD:
100% VISUAL INSPECT AT RIVET STATION.
USE YELLOW TAG. WILL INDICATE CERTIFICATION
DATE AND NON-CONFORMANCE.
IMPLEMENTATION DATE:
SUPPLIER
10/15/97
NAMC QC/QE*
QC RECEIVING INSPECTION
COPY PC
* FOR SERVICE PARTS SUBMIT TO TMMNA-PCPARTS
Page 2
Form 3.1-1: Issue 4, Rev.-
Countermeasure Reply
DATE:
TO:
SUPPLIER NAME:
SUPPLIER CODE:
ATTN:
PART NAME:
NO:
REPLY TO:
NOTICE OF SUSPECTED SHIPMENT OF NC PRODUCT #
QPR #
OTHER
DESCRIPTION OF PROBLEM:
QTY SUSPECT
QTY OK:
QTY NG:
QTY REWORKED
NAMC
NAMC
NAMC
NAMC
IN HOUSE
IN HOUSE
IN HOUSE
IN HOUSE
A. ROOT CAUSE OF NON-CONFORMANCE:
B. ROOT CAUSE OF NON-DETECTION:
IMPLEMENTATION DATE:
PERMANENT COUNTERMEASURE FOR A & B:
EFFECTIVE SHIP DATE:
ACTIVITY
RESPONSIBILITY
DATE
METHOD FOR CONFIRMING COUNTERMEASURE EFFECTIVENESS (AND RESULTS):
ID METHOD FOR PERMANENT C/M PARTS:
NOTE:
SUPPLIER QC DEPARTMENT
ATTACH COPY OF ORIGINAL QPR TO THIS FORM AND RETURN TO NAMC QC/QE.
REFER TO ORIGINAL QPR FOR DUE DATE AND THE RESPONSIBLE QC/QE
SPECIALIST TO WHOM THIS REPLY SHOULD BE SUBMITTED.
APPROVED
APPROVED
APPROVED
APPROVED
APPROVED
APPROVED
CHECKED
ORIGINATOR
TITLE
SIGN &
DATE
TO BE COMPLETED BY NAMC
OTHER THAN QPR, ADDITIONAL DOCUMENTS ATTACHED
REPLY CONFIRMATION:
REPLY ACCEPTABLE
NAMC QC/QE DEPARTMENT
REPLY NOT ACCEPTABLE
CHECKED
ORIGINATOR
TITLE
SIGN &
DATE
COMMENTS:
COUNTERMEASURE CONFIRMATION:
C/M OK
C/M NOT EFFECTIVE
C/M PARTS NOT RECEIVED BY PROPOSED DATE
DATE RECEIVED
CONFIRMING DEPARTMENT
CHECKED
ORIGINATOR
TITLE
SIGN &
DATE
COMMENTS:
Form 3.1-3: Issue 4; Rev. A
ROUTING:
SUPPLIER
NAMC QC/QE
CONFIRMING DEPT.
CC: FILE
(OTHER NAMC: ______________ )
NAMC QC/QE
CC:
FILE
EXAMPLE
COUNTERMEASURE REPLY
TO:
NAMC QC/QE
ATTN:
FROM (SUPPLIER NAME):
LAUREN JACKSON
ZORON INDUSTRIES
PART NAME:
DATE:
9/22/1997
CODE:
9999-1
HOLE COVER
NO:
55443-01050
REPLY TO:
; QPR #
NOTICE OF SUSPECTED SHIPMENT OF NC PRODUCT #
OTHER
33672
DESCRIPTION OF PROBLEM:
DIRT IN PAINT
QTY SUSPECT
QTY OK:
NAMC
NAMC
QTY NG:
NAMC
QTY REWORKED
NAMC
600
IN HOUSE
420
IN HOUSE
100
IN HOUSE
140
IN HOUSE
1000
500
500
400
A. ROOT CAUSE OF NON-CONFORMANCE:
DIRT IN PAINT LINE CAUSED DRIED PAINT (SEE LABORATORY REPORT) TO STICK ON UN-PAINTED GRAIN SIDE OF VINYL WHEN THE
UNGRAIN SIDE WAS BEING PAINTED WITH CLEAR COAT. THIS WAS LATER PAINTED WITH COLOR AND CLEAR COATS ON GRAIN
SIDE LEAVING THE DRIED PAINT (NON-CONFORMANCE) UNDER THE COLOR/CLEAR COATS. SEE ATTACHED SKETCH.
B. ROOT CAUSE OF NON-DETECTION:
INADEQUATE VISUAL INSPECTION.
PERMANENT COUNTERMEASURE FOR A & B:
IMPLEMENTATION DATE:
10/5/97
ACTIVITY
EFFECTIVE SHIP DATE: 10/8/97
RESPONSIBILITY
DATE
y
MOVE CLEAR COAT APPLICATION FROM CLEAR BOOTH TO COLOR BOOTH
T. SMITH
10/1
y
USE STATIONARY GUNS
T. SMITH
10/5
y
USE A BLOWER OUTSIDE OF COLOR BOOTH
H. THOMPSON
10/5
y
IMPROVE CLEANING ACTIVITIES
(SEE ATTACHED SHEETS FOR DETAILED INFORMATION)
R. WILLIAMS
9/21
y
INCREASE INSPECTION AND ADD VISUAL CONTROL BOARDS
R. WILLIAMS
9/21
METHOD FOR CONFIRMING COUNTERMEASURE EFFECTIVENESS (AND RESULTS):
WILL PERFORM PROCESS CAPABILITY STUDY UPON COMPLETION OF PERMANENT COUNTERMEASURE.
WILL SUPPLY DATA TO LAUREN JACKSON.
ID METHOD FOR PERMANENT C/M PARTS:
SUPPLIER QC DEPARTMENT
GREEN "CERTIFIED LABEL"
NOTE:
ATTACH COPY OF ORIGINAL QPR/QPI TO THIS FORM AND RETURN TO NAMC
QC/QE. REFER TO ORIGINAL QPR FOR DUE DATE AND THE RESPONSIBLE QC/QE
SPECIALIST TO WHOM THIS REPLY SHOULD BE SUBMITTED.
TITLE
SIGN &
DATE
OTHER THAN QPR, ADDITIONAL DOCUMENTS ATTACHED
APPROVED
G. MGR.
9/21/1997
REPLY CONFIRMATION:
TO BE COMPLETED BY NAMC
;
REPLY ACCEPTABLE
C/M OK
CHECKED
A. MGR.
ORIGINATOR
ENGIN.
9/20/1997
9/20/1997
9/20/1997
NAMC QC/QE DEPARTMENT
REPLY NOT ACCEPTABLE
COMMENTS:
CONTACT SUPPLIER IF CAPABILITY STUDY RESULTS ARE NOT
RECEIVED BY 10/10.
COUNTERMEASURE CONFIRMATION:
;
APPROVED
MGR.
TITLE
SIGN &
DATE
TITLE
SIGN &
DATE
DATE RECEIVED
APPROVED
MGR.
CHECKED
A. MGR.
ORIGINATOR
ENGIN.
9/24/1997
9/24/1997
9/24/1997
9/24/1997
CONFIRMING DEPARTMENT
C/M NOT EFFECTIVE
C/M PARTS NOT RECEIVED BY PROPOSED DATE
APPROVED
G. MGR.
APPROVED
APPROVED
CHECKED
ORIGINATOR
G. MGR.
MGR.
A. MGR.
ENGIN.
10/13/1997
10/12/1997
10/12/1997
10/13/1997
COMMENTS:
STUDY RESULTS FAXED AND RECEIVED ON 10/9. RESULTS SATISFACTORY.
Form 3.1-3: Issue 4; Rev. A
ROUTING:
SUPPLIER
NAMC QC/QE
CONFIRMING DEPT.
CC: FILE
(OTHER NAMC: ______________ )
Page 2
NAMC QC/QE
CC:
FILE
PART NUMBER (#):
PART NAME:
NON-CONFORMANCE:
QPR NUMBER (#):
PART CERTIFICATION ID:
CERTIFIED BY:
CERTIFICATION DATE:
QC VERIFICATION BY : (AT SUPPLIER LOCATION)
SPECIAL NOTE: Please securely attach this tag to the
container on the Kanban holder side
CERTIFIED STOCK TAG
Legend:
Yellow = Temporary C/M
Green = Permanent C/M
Form 3.1-4: Issue 4, Rev. -
FORM 3.3 - 1: PROCESS CHANGE REQUEST (PCR)
PROCESS CHANGE REQUEST CONTENT EXPLANATION:
Circle 1: Indicate supplier code and a sequential number
Circle 2: In this section of the form indicate the following:
• Receiving NAMC and responsible NAMC QC/QE
• Contact Toyota Design to confirm whether an ECR is required
before submitting a PCR
• Select the item within the appropriate submission level
• Cost change (+/-)
• Desired implementation date, reason and relating comments
• Supporting documents attached
• Previous process, new process and the part characteristics to be
affected
• Supplier signatures
Circle 3: Review this section to understand the NAMCs response / instruction to
the PCR submission
Circle 4: In this section of the form indicate the following:
• Ship date
• Sample ID method
• NAMC evaluation date
• Supplier signatures
Circle 5: Review this section to understand the NAMCs evaluation results for
each required stage
Warranty Return Part Request (WRPR) Form
TO BE COMPLETED BY REQUESTOR
(Date)
Requestor Detail
(Company Name)
(5-digit Toyota Supplier Code)
(Name)
(Shipment Recipient Name)
(Job Title)
(Shipping Address 1)
(Phone)
(Shipping Address 2)
(Fax)
(Shipping Address 3)
(E-mail)
Part Name
Request Avg. Mo. Claim
Qty
Qty (past 6 mo.)
Request Time Period
Request Detail
Toyota Part Number
Special Notes:
TO BE COMPLETED BY TMMNA WARRANTY ADMINISTRATION
This request is:
Accepted
Accepted with Provisions
(Reviewer's Name)
Response
Rejected
Provisions:
Routing:
Supplier
Send Original
Retain Copy
TMMNA WA
Send Copy
Retain Original
Supplier
Form 3.4-2: Issue 4, Rev.-
TOYOTA MOTOR MANUFACTURING NORTH AMERICA, INC.
Warranty Return Part Request (WRPR) Form
TO BE COMPLETED BY REQUESTOR
7/19/05
Requestor Detail
(Date)
ABC Company, Inc.
1234-1
(Company Name)
(5-digit Toyota Supplier Code)
Paul Coy
Chris Sprunger
(Name)
(Shipment Recipient Name)
Quality Assurance Manager
987 Maple St.
(Job Title)
(Shipping Address 1)
(555) 555-5555
Anywhere, KY
(Phone)
(Shipping Address 2)
(555) 555-5556
49911
(Fax)
(Shipping Address 3)
pcoy@abc.com
(E-mail)
Part Name
12345-67890
23456-78901
Widget, LH, No.1
Widget, RH, No.1
Request Avg. Mo. Claim
Qty
Qty (past 6 mo.)
20
41
20
37
Request Time Period
7/19/05 ~ 8/19/05
7/19/05 ~ 8/19/05
Request Detail
Toyota Part Number
Special Notes: These part numbers are applicable to both NUMMI and TMMC-built Corolla. Please recover
only from 2005 model year TMMC-built Corolla.
TO BE COMPLETED BY TMMNA WARRANTY ADMINISTRATION
This request is:
Accepted
Javaad Khan
; Accepted with Provisions
(Reviewer's Name)
Response
Rejected
Provisions: Following negotiation, both Supplier and Toyota agree that 10 pieces of each part number is
sufficient to perform a thorough investigation.
Routing:
Supplier
Send Original
Retain Copy
TMMNA WA
Send Copy
Retain Original
Supplier
Form 3.4-2: Issue 4, Rev.-
TOYOTA MOTOR MANUFACTURING NORTH AMERICA, INC.