310715092518ICT

s
SusChemE2015
International Conference on Sustainable Chemistry & Engineering
October 8,9 2015,Hotel Lalit,Mumbai
Bio-diesel from waste chicken fat by transesterification process
Ms.Ekta Jadhav
1
, Ms.Dikshatai Hatwar
2
, Prof.Dr.Prafulla Bansod
3
1 J.D.I.E.T. Yavatmal, S.G.B.A.U.Amravati
2 J.D.I.E.T. Yavatmal, S.G.B.A.U.Amravati
3 J.D.I.E.T. Yavatmal, S.G.B.A.U.Amravati ekta.jadhav25@gmail.com
1 , dikhsahatwar81@gmail.com
2 ,prafulbansod656@rediffmail.com
3
1. Introduction
Energy demand will still increase considerably in the upcoming years due to population growth and gradual rise in living standards, especially in developing countries. Thus, needs should double by 2050. To satisfy this demand, the energy sources will become more complementary than competitive .Bio-diesel is an alternative fuel similar to fossil fuel for diesel engines, being possible using it alone or in blends with fossil diesel. Biodiesel is nontoxic, biodegradable and environmentally friendly fuel. Biodiesel contains almost no sulfur and does not contribute to greenhouse gases due to its closed carbon cycle.
Biodiesel is constituted by a mixture of fatty acid alkyl esters. The ester composition varies according to the fatty acids present in the triglyceride used as raw material. Vegetable oils are the most used raw-material, but as they compete with the food market for the use of the soil, new raw-materials need to be developed; the use of low cost feedstock, such as animal fat wastes, can reduce biodiesel production costs, at the same time allowing adding significant value to the wastes. Poultry fat is currently considered a potentially good low cost raw-material for biodiesel production. it is possible to obtain biodiesel quality standards through a transesterification reaction of poultry fat wastes at low temperatures, so poultry fat wastes might be extremely appealing as raw-material, because significant reductions of energetic and material costs can be possible.
This paper is focus on the transesterification process which is used for manufacturing of biodiesel using poultry fat.
The effect of different parameter like amount of catalyst, temperature and time on yield of biodiesel is calculated. The optimization condition for process is found at 1wt% catalyst concentration, temperature 30 0 C and 45 min time period with constant average stirring. The properties of biodiesel pH, acid value, cetene number, viscocity, density, flash point, water content etc are checked.
2. Material and Method
2.1 Raw material
2.1.1 Waste chicken fat
Page 1
SusChemE2015
International Conference on Sustainable Chemistry & Engineering
October 8,9 2015,Hotel Lalit,Mumbai s
Fig.1 Waste chicken fat
We focus on the raw material waste chicken fat. Which is easily available, which does not compete with food and the main significant is that its cost is low so automatically production cost of biodiesel is decreases because of low cost feedstock.
Chicken fat is composed of 26.5%–30.3% saturated fatty acids and 63.9%–73.5% unsaturated fatty acids; with major components being palmitic, stearic, linoleic, and oleic acids . Large amounts of chicken by-products such as fat, skins, and tissues are discarded as wastes. The chicken fat can be simply and economically separated from wastes without chemical solvent treatment. Feather meal contains significant amount of chicken fat. The fat content of the feather meal varies from 2 to 12% depends on the kind of used feathers .Also proper poultry waste management is done by this production of biodiesel from waste chicken fat.
2.1.2 Catalyst .The methoxide is used as catalyst, because the base-catalyzed reaction is faster than the acid one under mild conditions resulting in a fuel-grade biodiesel. Alkaline catalysts are furthermore less corrosive than acidic compounds.
2.1.3 Other chemicals.
Methanol is used for conversion of triglyceride into the ester which is nothing but our biodiesel one of the major advantages of using methanol is that the products, fatty acid methyl esters (FAME) and glycerol can be very easily separated and produced by methanolysis shows very similar properties to fossil diesel.
Dichloromethane and diesel oil are used as a solvent in the extraction of oil from fat. We got 28% yield by using dichloromethane solvent which is better than that extracted with diesel (20%). Furthermore, the use of diesel oil can cause impurity problems (sulfur, aromatics, unsaturated ...). The latter give rise to undesirable products during the transesterification reaction.
2.2. Production method
The most commonly used method is transesterification of animal fats. We proceed to produce biofuel from waste by a chemical treatment which is divided into two stages. The first is an extraction of the oil grease which is subjected thereafter to a transesterification reaction.
Page 2
SusChemE2015
International Conference on Sustainable Chemistry & Engineering
October 8,9 2015,Hotel Lalit,Mumbai
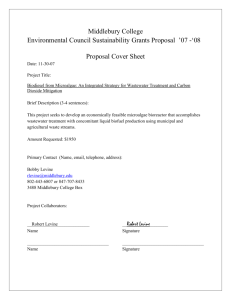
2.2.1. Flow diagram;
Melted chicken waste
Drained
Liquid waste
Biodiesel
Heating of semisolid material
Glycerol
Lipids was melted
Transesterification
Filtration
Protein rich solid for animal feed
Lipid at top layer
Various alcohol & catalyst combination
Fig.2 Flow diagram of biodiesel production
2.2.2.
Chicken fat extraction and separation
Liq.mix.of lipid
&water
Centrifugation
Fresh chicken wastes obtained from the local market were the processing by-products, which mainly composed of chicken skin, fat, and a few other tissues. The chicken wastes were frozen, stored and then thawed at room temperature just before use.
Thawed chicken wastes were filtered to separate the aqueous liquid and solid. The semi-solid chicken wastes were then placed in a container with a 100 °C water bath for one hour to melt the chicken fat. The melted mixtures were centrifuged for 20 minutes to separate the liquid chicken oil and solid remains, remaining solid is used as cattle, pet feed , fertilizer and boiler feed.
Freshly extracted chicken oil was directly used for the characterization experiments. For the extraction of oil we used two solvents. The dichloromethane, removed by evaporation. The diesel oil used as solvent to extract oil from fats. The mixture (oil
+ diesel oil) will subsequently be used as reagent for transesterification.
s
2.2.3.
Heating of semisolid material
After extraction and separation process the semisolid material is obtained from the waste fat, this semisolid material is again heated up to the lipids which are present in the material is melted. This melted lipids are separated by using filtration process, from this filtration process we got some amount of solid material in which proteins are present, this solid which have some amount of protein is good for the animals so it used in the animal feed. and second material obtain from filtration is the liquid mixture of lipids and water which pass to the further process.
2.2.4.
Centrifugation
Centrifugation process is used for separation of lipids and water mixture, by the centrifugal force we got two layers one is lipids layer and another is water, we got lipids at the top side of the tank and water at the bottom side of the tank. Then these separated lipids are sending to the transesterification process.
Page 3
2.2.5. Transesterification
SusChemE2015
International Conference on Sustainable Chemistry & Engineering
October 8,9 2015,Hotel Lalit,Mumbai s
Fig.3 Transesterification reaction
In this tranesterification reaction we consider two cases; Case A and Case B. in the first case A we change the catalyst concentration with constant temperature. and in second case B we change the temperature with constant catalyst concentration.
Both cases stirring speed and the reaction time is constant. after the reaction we compare the two cases and we got 96% conversion in case B and 90% conversion in case A. In case A excess amount of catalyst is form the soap that is saponification reaction is takes place which decreases the conversion of biodiesel.
2.2.6 Separation of biodiesel and glycerol
The above reaction mixture was refluxed at 70 0 C for about 1hr while placed it in a Soxhlet apparatus. Then the reaction mixture was placed in a separating funnel and allowed it to cool at room temperature. Overnight for the separation of biodiesel and glycerol. The top layer of biodiesel was afterward placed in a rotary evaporator and subjected to low pressure conditions at 65ºC to facilitate the methanol extraction.
2.2.7.
Biodiesel purification
After extracting the excess methanol, biodiesel suffered a washing process to remove the residual catalyst. First, 75mL of a diluted HCL solution (0.2%) was added to the biodiesel, then, the same amount of distilled water was repeatedly used to wash the biodiesel and ensure total removal of acid/base and salts. After this washing process, biodiesel was heated at 90ºC to evaporate the water present. Finally, the purified product obtained.
3. Significant Result and Discussion.
Figure 1.shows the effect of catalyst concentration on biodiesel conversion at constant temperature 450c and at average stirring speed. It found that with increased in catalyst concentration from 0.9wt% to 1.1wt%.biodisel conversion increases from 38% to90%.After increased in catalyst concentration, biodiesel conversion decreased .
With increased in catalyst concentration, saponification reaction is takes place because of excess amount of catalyst and due to saponification reaction biodiesel production is decreases.
Page 4
s
SusChemE2015
International Conference on Sustainable Chemistry & Engineering
October 8,9 2015,Hotel Lalit,Mumbai
fig.1.
100
90
80
70
60
50
40
30
20
10
0
0 0,2 0,4 0,6 0,8 1 wt% conc.of catalyst
1,2 1,4 1,6
Figure1.Effect of wt% catalyst concentration on biodiesel conversion at average speed and at constant temp.45
0 c
The figure 2. Shows the effect of different temperature on % biodiesel conversion at constant (1wt%) catalyst concentration, average stirring speed and reaction time (45min.).It found that with increased in temperature from 35 to 45 0 c,biodiesel production increased from 94 to96%.After increased in temperature biodiesel conversion remain constant. The highest biodiesel conversion 96% found at 45 0 c temperature and at 1wt% catalyst concentration for rection time 45min.
fig.2.
96,5
96
95,5
95
94,5
94
93,5
0 10 20 30
Temp.0c
40 50 60 70
Fig.2.Effect of temperature on %conversion of biodiesel at constant catalyst conc. and reaction time 45 min.
Page 5
SusChemE2015
International Conference on Sustainable Chemistry & Engineering
October 8,9 2015,Hotel Lalit,Mumbai
Sr.
No.
Tests
The properties of the biodiesel product are shown in figure.
Biodiesel test values Standard test values
s
4
5
6
1
2
3
Flash point
Density
Viscosity
Cetane Number
Water content
Acid value
P H Value
125 0 C
880Kg/m 3
3.8mm
2 .s
-1
53
455 mg.kg
-1
0.39 mg KOH.g
-1
7.44
>120 0 C
860-900 kg/m 3
1.9-6.0mm
2 .s
-1
>47
500 mg.kg
-1
<0.50mg KOH.g
-1
7 7
Table no.1 various test of Biodiesel taken at laboratory scale
4. Conclusion.
The highest conversion of biodiesel 96% found at 45 0 c temperature and at 1wt%catalyst concentration for 45minute reaction time .
With increased in catalyst concentration, saponification reaction is takes place because of excess amount of catalyst and due to saponification reaction biodiesel production is decreases.
Day by day demand of fuel oil is increases, because the population is increases, pollution is also increases, so now a day’s biodiesel is best alternative fuel in the global market it use directly in unmodified diesel engine or we can blend it with diesel fuel. Cost of biodiesel is high so in this study we focus on the low cost feedstock and also the feasible methods to obtain high conversion of biodiesel. Obtained results show how we can obtain high conversion which is 96% with low investment. Because waste chicken fat is easily available and from 2010 around the world meat consumption is increased so poultry waste is also increases ,proper management of poultry waste also done through this production .in the minimum use of energy and raw material we can obtain useful eco-friendly biodiesel, which decreases the pollution. Also the flash point and cetane number of biodiesel is high as compare to the diesel fuel so it advantage of biodiesel. current situation of energy crisis and finite petroleum reserves, we can reduce the burden on finite petroleum reserve by producing biodiesel from a new, alternative and low cost feedstock like chicken’s feather meal which also reduces the burden and cost of poultry waste disposal.
References
1.Erthan Alptekin,Mustafa Canakci,Huseyin Sahli,(2011),Methyl ester production from chicken fat with high FFA,World renewable energy congress-Sweden,8-13.
2.Kambiz Tahvildari A, Narges Davari B,Mohammadreza Allahgholi Ghasri C and Masoomeh Behrourzinavid D, Biodiesel
Production from waste Chicken fat based sources, World academy of science Engineering and Technology,Vol-5.7-20.
3.Aleem Amber,Aslam Fakhra and ShahidAmmara, (june-2014),Quantification of fat in Chicken’s feather meal for its conversion into Biodiesel,International Research journal of Environment science,vol 3(6).67-74
Page 6
SusChemE2015
International Conference on Sustainable Chemistry & Engineering
October 8,9 2015,Hotel Lalit,Mumbai s
Page 7