Presentation
advertisement

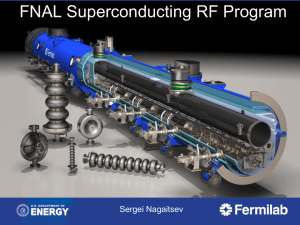
SRF DEVELOPMENT AT DARESBURY LABORATORY A. Wheelhouse ASTeC, STFC Daresbury Laboratory 2nd PASI Workshop, RAL 3rd – 5th April 2013 Outline • Mini PIPSS / IPS Programme – Aims & Objectives – Progress & Results • SRF Cryomodule Development – Aims & Objectives – Progress • Summary 4th April 2013 PASI Workshop A Wheelhouse Mini PIPSS & IPS Programme 4th April 2013 PASI Workshop A Wheelhouse Aims • The fundamental remit of the Mini PIPSS & IPS, Industry Partnership Schemes is to develop the capability of UK industry in the manufacturing of superconducting RF cavities • Mini PIPSS – Fabrication of a single cell niobium cavity (1-year) • IPS – Fabrication of a bulk niobium 9-cell accelerating structure (3-year) • • • • • Cell to cell alignment Tuning robustness and uniformity Tolerance management Cleaning/processing compliance RF surface integrity management • Technology directly applicable to future large scale accelerator facilities. Opportunity for Daresbury Laboratory and Shakespeare Engineering Ltd to develop unique capabilities in the UK Enable Shakespeare Engineering Ltd to exploit the large SRF commercial opportunity 4th April 2013 PASI Workshop A Wheelhouse Objectives • Mini PIPSS – Fabrication of a single cell TESLA SRF cavity – Acceleration gradient > 15 MV/m at a Qo better than 1 x 1010 • IPS – Fabrication of a 9-cell TESLA SRF cavity which will be qualified in 2 ways:– Accelerating gradient > 20 MV/m at a Qo better than 1 x 1010 after conventional Buffer Chemical Polishing (BCP) is performed – Accelerating gradient > 30 MV/m at a Qo better than 1 x 1010 when Electro-Polishing (EP) chemical processing is performed Aim to provide a clear indication of Shakespeare’s capability and assist in qualifying them as a potential supplier 4th April 2013 PASI Workshop A Wheelhouse Cell and Beampipe Forming • Cavity half cells and beampipes fabricated by Shakespeare Engineering • Half cells pressed on a 60 t hydraulic press – Pressing performed in 3 operations • Beampipes were spun using a CNC spinning machine – Eliminates additional welded seam joint – Spinning of cones performed with intermediate heat-treatments – Beam tube finally formed on a mandrel 3 single cell cavities welded at JLab 4th April 2013 PASI Workshop A Wheelhouse PIPSS #01 (JLab) Multipactor • Target 4th April 2013 PASI Workshop • • Achieved 15.7 MV/m with a Q0 of 1.15 x 1010 CW and pulsed conditioning Gradient - 17.6 MV/m with a Q0 of 2.17 x 109 A Wheelhouse PIPSS #01 (JLab) • Additional BCP etch − 4th April 2013 PASI Workshop Approximately 41µm removed A Wheelhouse PIPSS #01 (JLab) • Vac furnace run at 600ºC for 10 hours • Plus an additional BCP etch − − 4th April 2013 Approximately 28µm removed Further high pressure rinses PASI Workshop A Wheelhouse PIPSS #01 (JLab) • Further high pressure rinses 4th April 2013 PASI Workshop A Wheelhouse PIPSS #02 (Daresbury) • Acid fume cupboard used to perform the BCP etch • Thickness removed measured on a sample piece which doubled as a stirrer • Acid temperature monitored 85µm removed in 2 etch runs – Cavity turned up the other way for the 2nd run • HPR performed for 1 hour • Cavity sealed in a ISO4 class cleanroom 4th April 2013 PASI Workshop A Wheelhouse PIPSS #02 Evaluation • VTF manually filled from a 1000lt dewar • Reduced performance achieved on second cavity processed at DL Ineffective temperature control on the BCP etch • Improvements to BCP processing is underway – Further testing to be performed 4th April 2013 PASI Workshop A Wheelhouse PIPSS #03 (FNAL) EB weld inspection FERMI Lab Standard Preparation Electro-polish - 150µm High Pressure Rinse Ultrasonic Clean Vertical Test Assembly High Pressure Rinse High Pressure Rinse Vacuum Bake - 800ºC 2 hrs, <5x10-07 mBar Slow evacuation and leak check Electro-polish - 30µm Vacuum Bake - 120ºC 2 hrs, <5x10-07 mBar Ultrasonic Clean and Rinse Vertical Test Electro-polishing monitoring • EB weld good – Some inclusions 4th April 2013 PASI Workshop A Wheelhouse PIPSS #03 Tests FermiLab Tests • Cavity tested at 2K • Maximum accelerating gradient 25 MV/m with Q0=1.5x1010 • Gradient limited by a quench – – – – First quench at 18 MV/m Quenched twice at 21 MV/m Finally quenched at 25 MV/m Limited by repetitive quenches at 25 MV/m which showed no sign of conditioning after 20 mins • No field emission above background was observed • Some multipacting was noted at around 18 MV/m – Instabilities in Ptransmitted signal were observed – Common ILC-shape multipacting range – Multipacting processed Successfully met target 4th April 2013 PASI Workshop A Wheelhouse PIPSS #03 Tests Target 4th April 2013 PASI Workshop A Wheelhouse PIPSS #03 - Further Qualification • Further processing performed • Cavity has been CBP CBP – Removing ~180µm • Light 30µm electro-polish to remove a weld inclusion • Vacuum bake at 800ºC • Cavity to be tested 5/4/13 Typical before and after CBP 4th April 2013 PASI Workshop A Wheelhouse IPS Programme • • • • 3-year programme on-going Cavity drawings complete Tooling has been manufactured Pressing trials being completed with Copper – Assessing repeatability and reproducibility 9-cell cavity drawings Niobium half cells to be pressed soon • Further beampipe spinning trials – Thicker sheets • SRF infrastructure development – Automated BCP process – Automated HPR • It is hoped that FNAL can continue to assist in qualifying Shakespeare with this structure. 4th April 2013 PASI Workshop BCP facility HPR stand A Wheelhouse SRF Cryomodule Development ALICE 4th April 2013 PASI Workshop A Wheelhouse Aims & Objectives • To lead the design of a new, high current and world leading cryomodule. • To educate and demonstrate effective: – – – – – Processing, Handling, Assembly, Testing, QA processes. • To integrate the new cryomodule onto ALICE • Commission cryomodule + cryogenics systems • To validate cryomodule performance with beam 4th April 2013 PASI Workshop A Wheelhouse SRF Cryomodule • International collaboration initiated in early 2006: – – – – – – – Existing Cryomodule on ALICE ASTeC (STFC) Cornell University DESY FZD-Rossendorf LBNL Stanford University TRIUMF (2009) • Fabricate new cryomodule and validate with beam. • Dimensioned to fit on ALICE: – Same CM footprint – Same cryo/RF interconnects – ‘Plug Compatible’ ERL (New) Cryomodule 4th April 2013 PASI Workshop A Wheelhouse SRF Cryomodule Parameter ALICE Target 1.3 1.3 Number of cavities 2 2 Number of Cells per Cavity 9 7 1.038 0.807 3.6 3.6 1036 762 12 - 15 >20 27 >32 Qo <5 x109 >1x1010 Qext 4 x 106 4x106 - 108 Max Cavity Fwd Power (kW) 10 SW 20 SW Frequency (GHz) Cavity Length (m) Cryomodule Length (m) Existing Cryomodule on ALICE R/Q (Ω) Eacc (MV/m) CM Energy Gain (MeV) ERL (New) Cryomodule 4th April 2013 PASI Workshop A Wheelhouse Coupler Conditioning Pulsed Conditioning • High power conditioning of the CPI input couplers: – Up to 30 kW (pulsed) – Up to 10 kW (CW) • For these tests, couplers water/air cooled only • No vacuum activity seen 4th April 2013 PASI Workshop A Wheelhouse Coupler Conditioning CW Conditioning • High power conditioning of the CPI input couplers: – Up to 30 kW (pulsed) – Up to 10 kW (CW) • For these tests, couplers water/air cooled only • No vacuum activity seen 4th April 2013 PASI Workshop A Wheelhouse Cryomodule Assembly HOM assembly µ metal installation Cavity wiring Cavity string 4th April 2013 PASI Workshop A Wheelhouse Cold Tests (Off-line) • • • • Check the cryogenic performance Understand the processes and establish commissioning and operating procedures Validate instrumentation Cavity frequency verification • • • • Issue with tuner sticking had to be resolved Identify and resolve any unknown issues 80K tests successfully completed Attempted to cool-down to 4K however: • • Large temperature gradient between the two cavities Helium reservoirs did not fill completely • Parameters Static Heat Load at 80K Static heat losses for the cavities at 80K Delta T across thermal shield at equilibrium Delta T across the two cavities during cool-down 4th April 2013 Result of blockage between cavity bottom fill connection and excessive heat load at the input transfer line Measured Specification ~7W 20W ~ 3.5 W 15 W at 4K < 5K <10K < 5K < 5K PASI Workshop Currently 5060K for ALICE A Wheelhouse Cryomodule Evaluation • • Cryomodule installed and cooled to 2K Optimisation presently being performed on the cryogenic system Evaluation Programme:• Establish gradient and Q0 • Measure Lorentz force detuning at high gradient • Performance measurements with piezo tuners • Determine DLLRF control limitations wrt Qext • Evaluate the effect of beam loading with DLLRF, piezo control for various Qext levels under pulsed and CW conditions Cryomodule installed on ALICE • Characterise cavities in CW mode at high gradient: – Evaluate thermal transients across cavity string and 2-phase line • Synergies with PXIE operational requirements to be evaluated 4th April 2013 PASI Workshop A Wheelhouse Summary Verified the fabrication of a single cell SRF cavity 9-cell SRF cavity and infrastructure development progressing UK SRF capability in a stronger position thanks to FNAL collaboration Cavity string integrated into the cryomodule Cryogenically commissioned cryomodule off-line Cryomodule now installed in ALICE Cryomodule characterisation about to commence 4th April 2013 PASI Workshop A Wheelhouse