Plasma arc machining
advertisement

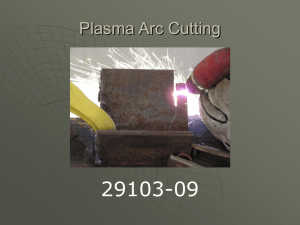
S.T.B.S College of Diploma Engineering, SURAT Class: Mech-1051(B) Prepared.BY:Thumar Sanket C. EN.NO:106470319020 APP.BY:Mr.SBG TOPIC : Plasma arc machining Contains 1.Working Principle of PAM 2.Process Details of PAM 3.Applications of PAM 4.Advantages of PAM Process 5.Disadvantages of PAM Process 6.VARIOUS TYPE OF PLASMA ARC CUTTING 2 1.Working Principle of PAM In this process gases are heated and charged to plasma state. Plasma state is the superheated and electrically ionized gases at approximately 5000C⁰ These gases are directed on the workpiece in the form of high velocity stream. Working principle and process details are shown in Figure 5. Figure 5 : Working Principle and Process Details of PAM 2.Process Details of PAM Details of PAM are described below. Plasma Gun Gases are used to create plasma like, nitrogen, argon, hydrogen or mixture of these gases. The plasma gun consists of a tungsten electrode fitted in the chamber. The electrode is given negative polarity and nozzle of the gun is given positive polarity. Supply of gases is maintained into the gun. A strong arc is established between the two terminals anode and cathode. There is a collision between molecules of gas and electrons of the established arc. As a result of this collision gas molecules get ionized and heat is evolved. This hot and ionized gas called plasma is directed to the workpiece with high velocity. The established arc is controlled by the supply rate of gases. 2.Process Details of PAM Power Supply and Terminals Power supply (DC) is used to develop two terminals in the plasma gun. A tungsten electrode is inserted to the gun and made cathode and nozzle of the gun is made anode. Heavy potential difference is applied across the electrodes to develop plasma state of gases. Cooling Mechanism As we know that hot gases continuously comes out of nozzle so there are chances of its over heating. A water jacket is used to surround the nozzle to avoid its overheating. 2.Process Details of PAM Tooling There is no direct visible tool used in PAM. Focused spray of hoot, plasma state gases works as a cutting tool. Workpiece Workpiece of different materials can be processed by PAM process. These materials are aluminium, magnesium, stainless steels and carbon and alloy steels. All those material which can be processed by LBM can also be processed by PAM process. 3.Applications of PAM The chief application of this process is profile cutting as controlling movement of spray focus point is easy in case of PAM process. This is also recommended for smaller machining of difficult to machining materials. 4.Advantages of PAM Process Advantages of PAM are given below : (a) It gives faster production rate. (b) Very hard and brittle metals can be machined. (c) Small cavities can be machined with good dimensional accuracy. 5.Disadvantages of PAM Process (a) Its initial cost is very high. (b) The process requires over safety precautions which further enhance the initial cost of the setup. (c) Some of the workpiece materials are very much prone to metallurgical changes on excessive heating so this fact imposes limitations to this process. (d) It is uneconomical for bigger cavities to be machined. 6.VARIOUS TYPE OF PLASMA ARC CUTTING Conventional Plasma Arc Cutting In Conventional Plasma Arc Cutting, the arc is constricted by a nozzle only; no shielding gas is added. Generally, the cutting gas is tangentially injected the electrode. The swirling action of the gas causes the cooler portions of the gas to move radially outward, forming a protective boundary layer on the inside of the nozzle bore. This helps prevent damage to the nozzle and extends its life. Electrode life is also improved. Since the arc attachment point (cathode) is forced to move about and distribute its heat load more uniformly. Conventional Plasma Arc Cutting 6.VARIOUS TYPE OF PLASMA ARC CUTTING Air Plasma Arc Cutting Air plasma arc cutting was introduced in early 1960s for cutting mild steel. Oxygen in the air provides additional energy from the exothermic reaction with molten steel, boosting cutting speeds about 25 percent. Although this process can also be used to cut stainless steel and aluminum, the cut surface will be heavily oxidized and thus can be unacceptable for some applications. Air Plasma Arc Cutting 6.VARIOUS TYPE OF PLASMA ARC CUTTING Dual-flow Plasma Arc Cutting Dual-flow PAC is a slight modification of conventional PAC It incorporates most of the features of conventional PAC but adds a secondary shielding gas is secondary shielding gas around the nozzle. The cutting gas is usually nitrogen the shielding gas is selected according to the metal to be cut. Cutting speeds are slightly better than those of conventional PAC on mild steel, but the cut quality is not acceptable for some applications. Cutting speed and quality on stainless steel and aluminum are essentially the same as with conventional PAC. Dual-flow Plasma Arc Cutting 6.VARIOUS TYPE OF PLASMA ARC CUTTING Underwater Plasma Arc Cutting Underwater PAC is suited to numerically(NC) shape cutting and produces a noise level of 85dBA or less under normal operating conditions. In comparison,conventional PAC typically produces noise levels in the range of 105 to 115 dBA. Underwater cutting also nearly eliminates ultraviolet radiation and fumes. Steel plate being cut is supported on a cutting table with the top surface of the plate 2 to 3 inches underwater. Advice that locates the submerged top surface of the metal is vital to the fully automated underwater PAC process. Height control is maintained by a sensor that monitors arc voltage. Cutting speed and quallity are comparable to those attained with water injection PAC. Note that it is hazardous to cut aluminium under water. Hydrogen generated by the process can be trapped under the plate, creating the potential for explosion. Underwater Plasma Arc Cutting Plasma arc machining THANK YOU FOR YOUR ATTENTION