Corrosion Science 51 (2009) 1998–2005
Contents lists available at ScienceDirect
Corrosion Science
journal homepage: www.elsevier.com/locate/corsci
SiO2 based hybrid inorganic–organic films doped with TiO2–CeO2 nanoparticles
for corrosion protection of AA2024 and Mg-AZ31B alloys
M. Zaharescu a, L. Predoana a, A. Barau a, D. Raps b, F. Gammel b, N.C. Rosero-Navarro c, Y. Castro c,
A. Durán c, M. Aparicio c,*
a
Institute of Physical Chemistry, ‘Ilie Murgulescu’ – Romanian Academy, 202 Splaiul Independentei, 060021 Bucharest, Romania
EADS Innovation Works, 81663 Munich, Germany
c
Instituto de Cerámica y Vidrio (CSIC), Campus de Cantoblanco, 28049 Madrid, Spain
b
a r t i c l e
i n f o
Article history:
Received 2 April 2009
Accepted 15 May 2009
Available online 24 May 2009
Keywords:
A. Aluminium
A. Magnesium
A. Metal coatings
A. Rare earth elements
B. EIS
a b s t r a c t
Hybrid sol–gel coatings provide an approach as protective layers on metals. In this work, corrosion protection of aluminium and magnesium alloys by SiO2-methacrylate coatings doped with TiO2–CeO2 nanoparticles was studied. The films show an improvement of the barrier properties at initial immersion. The
reactivity of both alloys produces a deterioration of the protection with longer immersion, although TiO2–
CeO2 nanoparticles let to observe signals of self-healing effect. Aluminium oxide/sol–gel interface was
found to be stable. In combination with excellent paint adhesion on sol–gel films, these coatings can
be a promising alternative pre-treatment for high strength aluminium alloys prior to painting.
Ó 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Aluminium is the most widely used non-ferrous metal and its
production exceeded that of any other metal except iron. Relatively
pure aluminium is used only when corrosion resistance and workability are more important than strength and hardness. Aluminium
readily forms alloys with many elements like copper, zinc, magnesium, manganese and silicon, and these alloys are important components for cars, aircrafts and rockets, especially due to their very
high strength to weight ratio. Several methods employing surface
treatments like organic oxidation, anodic oxidation, organic coatings, and combinations thereof have been applied to protect aluminium against corrosion. Up to now, among the above
mentioned methods, the most effective and cost competitive for
most applications has been the organic oxidation using chromate
solutions (chromium VI). However, chromate conversion coatings
are environmentally unfriendly and hardly hazardous to human
health (e.g., carcinogenic), so it is of high importance to find environmentally friendly replacements which also offer good corrosion
protection [1–3].
On the other hand, magnesium alloys development has traditionally been driven by the aerospace industry due to the search
for lightweight materials that can be used under increasingly
demanding conditions. Magnesium alloys have always been attractive to designers due to their low density, which are only two* Corresponding author. Tel.: +34 917355840; fax: +34 917355843.
E-mail address: maparicio@icv.csic.es (M. Aparicio).
0010-938X/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved.
doi:10.1016/j.corsci.2009.05.022
thirds of aluminium. This has been a major factor in the widespread use of magnesium alloy castings and wrought products.
Others interesting properties of particular importance are high
thermal conductivity, good dimensional stability, good electromagnetic shielding characteristics, high damping characteristic
and good machineability together with easy recycling. All these
properties have recommended magnesium for a wide range of
applications such as automotive and computer parts, aerospace
components, sport equipments and household equipment. The
use of magnesium alloys in automotive industry can decrease the
vehicle weight without affecting its strength [4]. However, the impact of these advantages is reduced by some major disadvantages
which should be mentioned: poor corrosion and wear resistance,
poor creep resistance and high chemical reactivity. Magnesium
and its alloys are extremely susceptible to galvanic corrosion.
The corrosion resistance is much improved by using high purity
alloys. Some other downsides are low elastic modulus, limited cold
workability and shrinkage at solidification [5]. A further requirement in recent years has been acceptable corrosion behaviour,
and dramatic improvements have been demonstrated for new
magnesium alloys. Improvements in mechanical properties and
corrosion resistance have led to greater interest in magnesium
alloys [6].
One of the most suitable alternatives for corrosion protection
pre-treatments is offered by the sol–gel technology which is environmentally compliant and compatible with the organic paints
used in most of the applications. The inorganic sol–gel coatings,
which offer excellent barrier properties, unfortunately have to be
1999
M. Zaharescu et al. / Corrosion Science 51 (2009) 1998–2005
excluded in this case due to the requirement of high temperature
curing for coatings densification, which are not suited for most of
the aluminium or magnesium alloys. The most promising alternative seems to be the development of inorganic–organic hybrid
sol–gel coatings, which offer increased flexibility and thickness
and allow curing at lower temperatures. Hydrolysis water ratio,
organic content and solvent dilution play an important role influencing coating structure and its corrosion resistance [7–16]. The
corrosion resistance of the hybrid sol–gel coatings is based on its
physical barrier properties, so a homogenous crack-free material
is required. Small defects like scratches or pores which allow to
the electrolyte to reach the aluminium surface produce localized
corrosion. A solution to avoid these problems is given by the use
of inhibitors which have to protect the damaged zones by enabling
the formation of another protective layer by the so called ‘‘selfhealing” effect. New sol–gel processes have been developed in
order to obtain better corrosion protection by including nanoparticles in the coating material as well as the use of inhibitors. The
introduction of inorganic or organic inhibitors in the coating material can be a successful method of inducing a ‘‘self-healing” ability
to the coating. Derivates of triazole and thiazole have been mostly
studied for the case of cooper and its alloys but recently the studies
have been extended to the aluminium as well [17,18].
Rare earths like Ce and La are also very versatile inhibitors. Cerium nitrate proved to be an effective corrosion inhibitor and it is
considered environmentally acceptable. The corrosion protection
mechanism was widely studied and it is generally accepted that
cerium ions leads to the precipitation of cerium oxides or hydroxides which hinder the cathodic reduction reaction. However, it is
very soluble and when it is inappropriately incorporated in the
coating material it can leach from the sol–gel film [19–22] or cause
osmotic blistering. On the other hand, the use of nanoparticles as
reinforcement material of the hybrid matrix proved to be one very
efficient method to increase the barrier properties and the resistance of the films [23,24].
Our objective in this work was to develop hybrid organic–inorganic coatings, based on a SiO2-methacrylate matrix with the addition of TiO2–CeO2 nanoparticles with anticorrosive properties,
deposited on Al and Mg alloys. The addition of the binary powder
in the system should play two important roles: first, the powder
nanoparticles, well dispersed in the hybrid matrix, should increase
the barrier properties of the produced coating resulting in a dense,
crack free and pore free material. Secondly, cerium oxide from the
powder should play an inhibiting role and hinder the corrosion
process.
2. Experimental
2.1. Synthesis and characterisation of nanoparticles and suspension
The inhibiting performance of the powders was tested by
means of a drop test. Therefore, a cavity was mechanical milled
into the surface of an AA2024 sheet material with a cutter to produce a circular cut with 12 mm diameter and 0.2 mm depth. Distilled water with 3 wt% NaCl was used as electrolyte. 1 wt% of
the nanoparticles were added to the electrolyte. A drop of the saturated electrolyte was put on the surface into the recess area of the
circular mill cut. NaCl electrolyte without nanoparticles was also
used for comparison. Then, the samples were stored in an exsiccator with high humidity (a water reservoir was placed inside the
exsiccator). After exposure times of 24, 48 and 72 h the electrolyte
was removed, the sample was rinsed with pure water and dried
with a bellow. A light microscope was used to determine the number of pits.
The coatings studied were produced using a mixture of tetraethyl orthosilicate (TEOS, ABCR, 98%) and 3-methoxysilylpropyl
methacrylate (TSPM, ABCR, 98%) with addition of 5% non-functionalized powders (calculated with respect to the SiO2 content of the
matrix) in the TiO2–CeO2 system (TiO2:CeO2 = 80:20 wt%), previously prepared and described in another publication [25]. The
composition of the matrix and preparation conditions are presented in Table 1. After this procedure, the sol was aged for 7 days.
The powder was firstly dispersed in ethanol by alternative mixing
and sonication and, then, added to the aged sol. A final aging step
was applied to the suspension before deposition by stirring it for
48 h at room temperature. The viscosity of the hybrid SiO2 sol
(without nanoparticles) and the final suspension containing the
nanoparticles (average of three measurements) was measured
using a Brookfield DV-II + Pro viscometer at the moment of
preparation.
2.2. Preparation of coatings
The deposition of the suspension was performed on AA2024
bare and Mg-AZ31B alloys. AA2024 substrates were cleaned using
alkaline etching and an acid desmutting. Mg-AZ31B substrates
were cleaned using an ultrasound bath in three steps, rinsing in
detergent solution, distillated water and ethanol. The deposition
of single- and bi-layer coatings was realized by dip-coating with
a withdrawal rate of 5 cm/min, each layer deposition being followed by a thermal treatment of 2 h at 120 °C. The sol–gel coatings
for salt spray test and filiform corrosion test were deposited on
AA2024 specimens with standard size of 150 80 mm by spray
coating of a single layer followed by the same thermal treatment
as for the dip coated samples. The paint used in this study for standard corrosion tests on painted test specimens was a non-inhibited
water-based epoxy primer (thickness 25 lm) and a water-based
epoxy topcoat (thickness 30 lm).
2.3. Characterisation of coatings
The textural properties of the sol–gel films deposited by dipcoating on cleaned silicon wafers were investigated by Transmission Electron Microscopy using a TESCAN VEGA II LMU equipment
and by Atomic Force Microscopy based on the Dynamic Force Module/Intermittent contact mode, using a EasyScan 2 model from a
NanosurfÒ AG Switzerland equipment. The film thickness was
determined with a profilometer Talystep (Taylor Hobson, VIC).
Electrochemical techniques, EIS and polarization curves, were
used to study the protection characteristics of the coatings. The
electrochemical measurements were performed at room temperature in a Faraday cage using a Gamry FAS2 Femtostat. A saturated
calomel electrode (SCE) was used as the reference electrode, platinum as the counter electrode, and the coated alloy as the working
Table 1
Composition and experimental conditions for the sol preparation.
Reagents
Molar ratio
P
65 mol% (TEOS) + 35 mol% (TSPM)
4
EtOH
Precursors
pH
P
4
H2 O
Precursors
P HNO3
Precursors
0.016
3
Reaction conditions
T (°C)
t (min)
60
90
2000
M. Zaharescu et al. / Corrosion Science 51 (2009) 1998–2005
electrode (with an area of approximately 3.15 cm2) in a conventional three-electrode cell. All the spectra were recorded at open
circuit potential with an applied 5 mV sinusoidal perturbation
amplitude in a frequency range from 2 104 Hz down to 10 2 Hz
at different immersion times in 0.3 wt% NaCl solution. Each value
was obtained as the mean value of five measurements in a logarithmic sweep of frequencies (10 points per logarithmic unit).
Impedance fitting was performed using appropriate equivalent circuits by means of Gamry Echem Analyst software. The potentiodynamic polarization curves were carried out by applying a
0.2 mVs 1 scanning rate. On the other hand, Neutral Salt Spray
(NSS) testing was carried out according to ASTM B117 and filiform
corrosion test according to ISO 3665.
Table 2
Drop-test results of TiO2–CeO2 powders.
Exposure time
24 h
48 h
72 h
Number of pits
3
3
3
3. Results and discussions
3.1. Nanoparticles and suspension characterisation
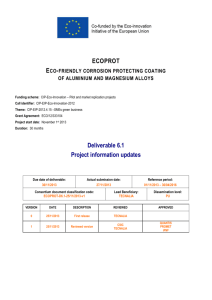
The previously prepared TiO2–CeO2 (80:20) binary powder used
for coatings preparation is presented in Fig. 1. The particles have a
size of 2–3 nm, but with a high tendency of aggregation. The powder is quasi-crystalline and presents a high inhibition action
according to the drop-test results presented in Table 2. Fig. 2 shows
microscopic pictures of the milled surface area after 72 h exposure
to the respective electrolyte. Severe pitting corrosion can be found
on the samples exposed to pure 3 wt% NaCl solution (Fig. 2a),
whereas only three pits evolve in case of the inhibitor doped electrolyte (Fig. 2b).
The viscosity of the hybrid SiO2 sol without and with binary
powder determined at the moment of their preparation is 3.0
and 3.2 ± 0.2 cP, respectively. The viscosity of the studied solutions
presented a Newtonian behaviour. One may notice that the addition of the nanopowders to the sol produces only a slight increase
of viscosity.
3.2. Characterisation of hybrid coatings on Mg-AZ31B alloy
In the experimental conditions presented above, homogeneous
and defect-free coatings were obtained using both deposition processes. The presence of the particles was not strongly evidenced in
the film morphology. The thickness of the film prepared by dipcoating, as determined by profilometer using four different profiles, was 0.88 ± 0.04 lm. The thickness of the sprayed coatings
was 5.0 ± 0.5 lm measured by eddy current. The roughness of
the coating surface is presented in the AFM image of Fig. 3, showing a very low value that could be correlated to the homogenous
dispersion of the powder in the bulk of the coating.
Electrochemical impedance spectroscopy measurements allow
the estimation of coating degradation and corrosion kinetic. The
EIS Bode plots at different immersion times of Mg-AZ31B substrate
protected with a two-layer TiO2–CeO2 doped hybrid coating and
Fig. 2. Microscopic pictures of drop test samples after 72 h exposure to (a) 3 wt%
NaCl solution and (b) 3 wt% NaCl solution doped with 1 wt% TiO2–CeO2 (80:20)
binary powder.
bare Mg-AZ31B are compared in Fig. 4. The impedance spectra of
bare Mg-AZ31B alloy reveals one time constant around 10 Hz
attributed to the charge transfer resistance of corrosion process.
Other authors show the presence of one additional time constant
Fig. 1. TEM micrograph and SAED image for the TiO2–CeO2 nanoparticles thermally treated at 400 °C.
M. Zaharescu et al. / Corrosion Science 51 (2009) 1998–2005
Fig. 3. AFM image of a coating deposited on Si wafer (roughness of the coating:
RMS = 1.39 1.40 nm).
Zmod (ohm.cm2)
106
105
104
103
102
0.5 hour
3 hours
47 hours
Bare, 2 hours
101
10-3 10-2 10-1
100
101
102
103
104
105
Frequency (Hz)
Zphz (º)
-80
-60
-40
-20
0
10-3 10-2 10-1
2001
with the maximum at around 1 103 Hz in the phase angle plot
was assigned to the hybrid film, and the another one at low frequency, 0.5 Hz, to the first signals of a charge transfer controlled
process at the metal and hybrid coating interface that is not evident yet. However, after only 3 h of immersion, the reduction of
impedance reveals the deterioration of the protection system.
The degradation continues with time up to 47 h. Nevertheless,
the time constant at high frequencies associated with the sol–gel
coating remains. The time constant related to the corrosion process
moves to higher frequencies when the immersion time increases,
approaching to the bare substrate.
Appropriate equivalent circuits (Fig. 5) based on the physical–
chemical model of the corrosion process were used to study the
coating degradation and corrosion phenomena. Constant phase
elements (ZCPE) were included in the fitting instead of an ‘‘ideal”
capacitor to simulate the non-ideal response of the EIS spectra.
The ZCPE can be defined by ZCPE = (1/Y)/(jw)a which parameters
are frequency (w), pseudo-capacitance (Y), and parameter a associated to the system homogeneity. The equivalent circuit used for
the system is composed of two elements in series: a coating resistance, Rcoat, due to the formation of ionically conducting paths in
the coating, in parallel with coating pseudo-capacitance, Ycoat;
and a pseudo-capacitance assigned to the double layer formed in
the metal–electrolyte interface, Ydl, in parallel with charge transfer
resistance, Rct. Rs is the resistance of the electrolyte, with very low
values being usually ignored. These equivalent circuits are used in
several papers [28,29] to fit impedance spectra of magnesium
alloys. The results and errors from numerical fitting appear in the
Table 3. The resistance and capacitance values associated with
the coating at initial immersion time reflect good barrier properties, associated with the impediment of the electrolyte to reach
the metallic substrate. On the other hand, Rct is two orders of magnitude higher compared to bare substrate and Ydl is one order magnitude smaller emphasizing the initial barrier properties of the
coating. However, the exposure of coating to the electrolyte (3 h)
decreases the barrier properties, reflected in the Rcoat drop in three
orders of magnitude. This behaviour is associated with the structure of the coating, the porosity or cross-linking degree, which
can promote ‘‘processes of water up-take” [30] and produce water
paths through the coating with preferential accesses for solvated
ions, accelerating the corrosion process. Subsequently, at 48 h of
exposure in the electrolyte, the barrier properties continue deteriorating, and the resistance and capacitance associated with the
corrosion process are close to the bare substrate. The impedance
results show good initial barrier properties but a much accelerated
corrosion kinetic because of the high reactivity of the magnesium
(a)
100
101
102
103
104
105
Frequency (Hz)
Fig. 4. EIS Bode plots for Mg-AZ31B alloys protected with a two-layer TiO2–CeO2
doped hybrid coating at different immersion times in 0.3 wt% NaCl, compared with
the bare substrate.
at medium (or low) frequencies for long immersion times attributed to relaxation of mass transport in the solid phase due to the
growth of the corrosion product layer [26–29]. The presence of
the TiO2–CeO2 doped hybrid coating promotes the increasing of
the low frequency impedance by almost three orders of magnitude
compared to the bare alloy. After 30 min of immersion, the spectrum shows the presence of two time constants. The time constant
(b)
Fig. 5. Equivalent circuits used to fit the EIS spectra: (a) Bare Mg-AZ31B after 2 h of
immersion; and (b) Mg-AZ31B with a two-layer TiO2–CeO2 doped hybrid coating
after different immersion times.
7
6
0.95 ± 2.69 10
0.67 ± 4 10 2
0.77 ± 4.9 10 3
0.92 ± 5.63 10 2
8
± 1.94 10
± 9.98 10
6
± 1.41 10
5
± 5.15 10
6
1.23 10
1.46 10
2.41 10
1.03 10
2
2
6
8
–
0.84 ± 1.75 10
0.86 ± 4.57 10
0.85 ± 2.27 10
substrate, preventing the estimation of the possible self-healing
properties of TiO2–CeO2 nanoparticles. The polarization curves at
initial immersion time (Fig. 6) confirms these results showing current densities two orders of magnitude lower than bare alloy and a
displacement of corrosion potential to more noble values. The
presence of the coating promotes passive regions of approximately 200 mV (vs. Ref.). On the other hand, the increase in the
thickness from one to two layers produces better barrier properties, related with the difficulty of the electrolyte to reach the
metallic substrate.
3.3. Characterisation of hybrid coatings on AA2024 alloy
Electrochemical response of AA2024 substrate protected with
TiO2–CeO2 doped hybrid coating and bare AA2024 are compared
in Fig. 7. The EIS results of the bare alloy present two time constants at 30 and 0.015 Hz, assigned to the intermediate aluminium
oxide layer and the electron charge transfer process from corrosion, respectively [19,31]. The incorporation of the hybrid coating
produces an increase of the impedance modulus at 0.01 Hz in
three orders of magnitude as a consequence of the additional barrier functionality provided. The phase angle curve shows the presence of a time constant at higher frequencies (104 Hz) associated
with the hybrid sol–gel layer. The presence of a time constant at
lower frequency than 0.01 Hz at initial immersion times indicates
the first signals of corrosion activity, as a consequence of the porous structure of the sol–gel coating [19]. However, this property
could be adequate for the inhibitors diffusion from nanoparticles
and development of self-healing effect. The increase of the immersion time produces a deterioration of the corrosion protection system. At 28 h of immersion, the total impedance decreases as a
signal of degradation. The impedance plot shows additionally a
Warburg element at lower frequency, suggesting the presence of
diffusion processes of ions through the interconnected pores in
the coating [19,32,33].
The reduction of phase angle of the higher frequency time constant with immersion time indicates a less capacitive response
due to the solution permeation through the pores of the hybrid
coating and aluminium oxide layer. Above 28 h of immersion,
the time constant associated to aluminium oxide (around
100 Hz) shows an increase in the phase angle. This behaviour
could be associated to the influence of inhibitors from TiO2 to
CeO2 nanoparticles in the formation of a more adherent and stable
aluminium oxide layer on the alloy surface by the sealing of their
cracks.
39.75 ± 0.29
17.35 ± 6.56
22.84 ± 4.24
4.74 ± 1.21 10
Bare, 2 h
Coated, 0.5 h
Coated, 3 h
Coated, 47 h
1
–
7.66 10
1.54 10
2.77 10
8
± 1.20 10
7
± 8.35 10
5
± 6.32 10
9
acoat
)
2
Ycoat (S sa cm
Rs (ohm cm2)
Sample, time
Table 3
Fitting parameters for Mg-AZ-31B alloy using the equivalent circuits shown in Fig. 5.
3
–
3.52 105 ± 8.47 103
1.72 102 ± 1.34 101
1.36 102 ± 4.41 101
2
Ydl (S sa cm
Rcoat (ohm cm2)
5
)
7
act
3
5.84 103 ± 9.06 101
2.34 105 ± 1.46 104
1.16 104 ± 1.31 102
2.44 103 ± 1.07 102
M. Zaharescu et al. / Corrosion Science 51 (2009) 1998–2005
Rct (ohm cm2)
2002
Fig. 6. Polarization curves obtained for Mg-AZ31B alloys with one and two-layer
TiO2–CeO2 doped hybrid coatings in 0.3 wt% NaCl, after 30 min of immersion
compared with the bare substrate.
M. Zaharescu et al. / Corrosion Science 51 (2009) 1998–2005
2003
(a)
(b)
(c)
(d)
Fig. 7. EIS Bode plots for AA2024 alloys protected with a two-layer TiO2–CeO2
doped hybrid coating at different immersion times in 0.3 wt% NaCl after 30 min of
immersion, compared with the bare substrate.
In order to confirm this behaviour, the EIS spectra were fitted to
equivalent circuits (Fig. 8). In these models, the elements are the
same than those used in the case of Mg-AZ31B substrate. The
new elements, Rox and Yox, denote the resistance and pseudocapacitance of the thin natural aluminium oxide, respectively. Also,
the Warburg element (W) was used in the equivalent circuits to
represent the ions diffusion under semi-infinite conditions [34].
The initial value of Rcoat and Ycoat (Table 4) reflect quite good barrier properties. However, after only 28 h, the Rcoat value decreases
in two orders of magnitude and the Ycoat value increases in one order of magnitude, probably due to structural changes occurring in
the network structure because of the water uptake [30]. Further increase of immersion time leads to a higher deterioration of the
coating, reflected in the drop of Rcoat value and the raise of Ycoat
value. At 142 and 192 h the contribution of the coating is not
observed. On the other hand, Rct after 0.5 h of immersion is three
orders of magnitude higher compared to bare substrate. The
self-healing effect provided by the TiO2–CeO2 nanoparticles is partially masked by the high reactivity of the aluminium substrate in a
NaCl solution. However, the stability of Yox values at immersion
times above 28 h and the decreasing of Ydl at 70 and 142 h of
immersion could be associated with the inhibition activity of the
nanoparticles. The diffusion of Ce and Ti ions from the nanoparticles to the corrosion sites and the reaction with hydroxyl ions from
the water reduction in cathode to produce hydroxide–oxides could
be the base of the inhibition mechanism involved in the process.
The precipitation of Ti and Ce hydroxide–oxides combined with
the aluminium oxide from corrosion reaction would be the explanation of the Yox values stability. The precipitation on the cathodic
sites originates an area decreasing and, consequently, a reduction
of Ydl.
Fig. 8. Equivalent circuits used to fit the EIS spectra: (a) Bare AA2024 after 2 h of
immersion; (b) AA2024 with a two-layer TiO2–CeO2 doped hybrid coating after
0.5 h of immersion; (c) AA2024 with a two-layer TiO2–CeO2 doped hybrid coating
after 28 and 70 h of immersion and (d) AA2024 with a two-layer TiO2–CeO2 doped
hybrid coating after 142 and 192 h of immersion.
The TiO2–CeO2 containing sol–gel coatings deposited on
AA2024 test specimens with standard size of 150 80 mm by
means of spray coating were tested using standard tests such as
neutral salt spray test (ASTM B117) and filiform corrosion test
according to ISO 3665. Fig. 9 shows the salt spray test results of
the inhibitor doped sol–gel coating after 48 h (a) and 168 h (b) test
duration (tested without additional organic coat). The coating
demonstrates reasonable barrier properties with no defects after
48 h, however, some pitting after 168 h and a stronger corrosive attack after longer test durations can be observed. As described
above, the sol–gel films are developed as a replacement of chromate containing pre-treatments such as chromate conversion coating. Although, the coating does not fulfil the requirement according
to MIL 5541E, it is a very promising approach towards replacement
of chromate conversion coatings.
In addition to the salt spray test on bare samples, accelerated
tests were carried out on fully painted specimens as described in
the experimental section. The adhesion of the organic paint film
on the sol–gel hybrid coating is found to be superior. Cross-cut test
results show excellent paint adhesion and no blistering occurred
on the test panels after 1000 h in Q-lab condensation test. Fig. 10
shows a picture of a scratched test panel after 1500 h in the salt
spray test. It can be observed, that the active corrosion performance of the inhibited sol–gel coating is not high enough to protect the 1 mm wide scratch from corrosion. Taking into account
the low film thickness of 5 lm of the sol–gel film and the employment of a non-inhibited primer, this observation is not surprising.
The protection of the interface area of the aluminium/sol–gel interface however, is adequate. No sub-surface migration is detected
after 1500 h of salt spray test, revealing good adhesion and inhibiting action of the sol–gel coating. Furthermore, filiform corrosion
Rs (ohm cm2)
43.77 ± 0.19
38.68 ± 3.47
9.43 ± 15.90
75.3 ± 9.03
123.2 ± 1.11
95.58 ± 3.11
Sample, time
Bare, 2 h
Coated, 0.5 h
Coated, 28 h
Coated, 70 h
Coated, 142 h
Coated, 192 h
1.53 10
4.36 10
1.87 10
6
7
8
2
)
± 2.16 10
± 1.54 10
± 1.24 10
Ycoat (S sa cm
6
7
10
0.96 ± 1.37 10
0.74 ± 3.22 10
0.69 ± 5.81 10
acoat
2
2
3
1.87 105 ± 7.91 103
1.85 103 ± 2.27 102
8.03 102 ± 2.57 102
Rcoat (ohm cm2)
7.11 10
5.25 10
3.25 10
2.47 10
7.62 10
7.01 10
2
)
± 7.85 10 8
8
± 8.37 10 10
6
± 5.69 10 7
6
± 1.09 10 6
6
± 1.26 10 7
6
± 4.98 10 7
6
Yox (S sa cm
Table 4
Fitting parameters for AA2024 alloy using the equivalent circuits shown in Fig. 8.
aox
0.94 ± 1.71 10
0.68 ± 417 10
0.66 ± 2.50 10
0.70 ± 3.35 10
0.71 ± 2.17 10
0.67 ± 6.9510 3
3
2
2
3
3
1.02 104 ± 1.28 102
2.22 106 ± 1.77 104
1.46 104 ± 1.13 103
1.33 104 ± 1.57 103
9.55 103 ± 1.20 103
1.36103 ± 2.97102
Rox (ohm cm2)
2
)
± 6.80 10
6
± 3.70 10
6
± 3.64 10
6
± 1.81 10
7
± 2.79 10
6
± 3.71 10
5
Ydl (S sa cm
6.16 10
2.40 10
4.81 10
3.32 10
2.37 10
2.79 10
7
8
7
7
8
7
0.87 ± 1.40 10
0.86 ± 869 10
0.94 ± 1.89 10
0.95 ± 1.54 10
0.98 ± 2.44 10
0.86 ± 1.17 10
adl
2
2
2
2
3
2
4.81 104 ± 2.52 103
1.46 107 ± 1.10 106
1.54 105 ± 9.70 103
2.34 105 ± 5.39 103
5.76 104 ± 1.57 103
7.56 104 ± 2.62 104
Rct (ohm cm2)
9.32 105 ± 1.14 105
6.81 105 ± 2.72 104
2.79 105 ± 1.81 105
2.35 105 ± 1.91 104
W–R
143.3 ± 32.27
58.25 ± 2.34
77.1 ± 9.64
63.62 ± 7.27
W–T
0.65 ± 2.46 10
0.84 ± 1.10 10
0.74 ± 2.1010 2
0.58 ± 1.4810 2
W–P
2
2
2004
M. Zaharescu et al. / Corrosion Science 51 (2009) 1998–2005
Fig. 9. Pictures of AA2024 alloy spray coated with TiO2–CeO2 doped hybrid coatings
after 48 h (a) and 168 h (b) salt spray test according to ASTM B117 (scale in cm).
test was carried out on the same kind of coating systems. Fig. 11
shows good results with a maximum filament length of 2 mm
measured after 960 h test duration. This can be stated as very
promising since a non-inhibited primer and topcoat was used
as organic paint system on top of the sol–gel film.
4. Conclusions
Corrosion protection of aluminium (AA2024) and magnesium
alloy (AZ31B) with hybrid inorganic–organic coatings based on
Fig. 10. Picture of a scribed AA2024 test panel spray coated with TiO2–CeO2 doped
hybrid coatings and non-inhibited epoxy primer and topcoat after 1500 h salt spray
test according to ASTM B117 (scale in cm).
Fig. 11. Picture of a scribed AA2024 test panel spray coated with TiO2–CeO2 doped
hybrid coatings and non-inhibited epoxy primer and topcoat after 960 h filiform
corrosion test according to ISO 3665 (scale in cm).
M. Zaharescu et al. / Corrosion Science 51 (2009) 1998–2005
SiO2-methacrylate matrix with addition of TiO2–CeO2 nanoparticles prepared by sol–gel method was performed. The coatings are
defect-free and show thickness around 0.9 lm (dip-coatings) and
5.0 lm (spray coatings). The polarisation curves and Electrochemical Impedance Spectroscopy (EIS) results obtained for both alloys
indicate the passivation of the substrates at initial immersion
times providing a barrier, blocking the electrochemical process.
The increase of immersion time produces the degradation of the
coating on both substrates because of the presence of small defects. However, in the case of AA2024 alloy, the stability of Yox
(constant phase element associated with the thin natural aluminium oxide) values at immersion times above 28 h and the decreasing of Ydl (constant phase element associated to the double layer
formed in the metal–electrolyte interface) at 70 and 142 h of
immersion could be related with the inhibition activity of the
nanoparticles. On the other hand, it is necessary to take into account that these sol–gel coatings would be only a pre-treatment
trying to provide a self-healing functionality, and a painting will
be crucial to reach an adequate corrosion protection. Corrosion
tests on fully painted test samples show a very stable aluminium
oxide/sol–gel interface. In combination with excellent paint adhesion on the sol–gel hybrid films, these coatings can be a promising
alternative pre-treatment for high strength aluminium alloys prior
to painting.
Acknowledgements
Authors acknowledge the funding provided by the European
Community, MULTIPROTECT project: ‘‘Advanced environmentally
friendly multifunctional corrosion protection by nanotechnology”,
Contract No. NMP3-CT-2005-011783. The authors thank Laura
Peláez and Eva Peiteado their assistance with the experimental
techniques.
References
[1] A. Baral, R. Engelken, W. Stephens, J. Farris, R. Hannigan, Arch. Environ.
Contam. Toxicol. 50 (2006) 496–502.
2005
[2] A. Caglieri, M. Goldoni, O. Acampa, R. Antreoli, M.V. Vettori, M. Corradi, P.
Apostoli, A. Mutti, Environ. Health Persp. 114 (4) (2006) 542–546.
[3] J.H. Duffus, Mineral. Mag. 69 (5) (2005) 557–562.
[4] J.E. Gray, B. Luan, J. Alloys Compd. 336 (2002) 88–113.
[5] B.L. Mordeke, T. Erbert, Mat. Sci. Eng. A 302 (2001) 37–45.
[6] L. Duffy, Mater World 4 (1996) 127–130.
[7] T.L. Metroke, O. Kachurina, E.T. Knobbe, Prog. Org. Coat. 44 (2002) 295–305.
[8] S.K. Poznyak, M.L. Zheludkevich, D. Raps, F. Gammel, K.A. Yasakau, M.G.S.
Ferreira, Prog. Org. Coat. 62 (2008) 226–235.
[9] Y. Liu, D. Sun, H. You, J.S. Chung, Appl. Surf. Sci. 246 (2005) 82–89.
[10] M.L. Zheludkevich, I. Miranda Salvado, M.G.S. Ferreira, J. Mater. Chem. 15
(2005) 5099–5111.
[11] J. Gallardo, A. Duran, I. Garcia, J.P. Celis, M.A. Arenas, A. Conde, J. Sol-Gel Sci.
Technol. 27 (2003) 175–183.
[12] K.H. Wu, M.C. Li, C.C. Yang, G.P. Wang, J. Non-Cryst. Solids 352 (2006) 2897–
2904.
[13] R. Zandi-zand, A. Ershad-langroudi, A. Rahimi, J. Non-Cryst. Solids 351 (2005)
1307–1311.
[14] M. Fir, B. Orel, A.S. Vuk, A. Vilcnik, R. Jese, V. Francetic, Langmuir 23 (2007)
5505–5514.
[15] T.L. Metroke, O. Kachurina, E.T. Knobbe, Prog. Org. Coat. 44 (2002) 185–199.
[16] S.S. Pathak, A.S. Khanna, T.J.M. Sinha, Prog. Org. Coat. 60 (2007) 211–218.
[17] M.L. Zheludkevich, K.A. Yasakau, S.K. Poznyak, M.G.S. Ferreira, Corros. Sci. 47
(2005) 3368–3383.
[18] V. Palanivel, Y. Huang, W.J. van Ooij, Prog. Org. Coat. (2005) 153–163.
[19] N.C. Rosero-Navarro, S.A. Pellice, A. Duran, M. Aparicio, Corros. Sci. 50 (2008)
1283–1291.
[20] R. Supplit, T. Koch, U. Schubert, Corros. Sci. 49 (2007) 4491–4503.
[21] A. Pepe, M. Aparicio, S. Cere, A. Duran, J. Non-Cryst. Solids 348 (2004) 162–171.
[22] V. Moutarlier, B. Neveu, M.P. Gigandet, Surf. Coat. Tech. 202 (2008) 2052–2058.
[23] Y. Chen, L. Jin, Y. Xie, J. Sol-Gel Sci. Technol. 13 (1998) 735–738.
[24] Q. Chen, J.G.H. Tan, T.C. Shen, Y.C. Liu, W.K. Ng, X.T. Zeng, J. Sol-Gel Sci. Technol.
44 (2007) 125–131.
[25] M. Zaharescu, V.S. Teodorescu, A. Brau, C. Andronescu, N. Preda, F. Papa, in: J.G.
Heinrich, C. Aneziris (Eds.), Proc. 10th Ecers. Conf, Göller Verlag, Baden-Baden,
2007, pp. 1839-1841.
[26] G. Baril, C. Blanc, N. Pébère, J. Electrochem. Soc. 148 (2001) B489–B496.
[27] F. Zucchi, A. Frignani, V. Grassi, A. Balbo, G. Trabanelli, Mater. Chem. Phys. 110
(2008) 263–268.
[28] M.F. Montemor, M.G.S. Ferreira, Electrochim. Acta 52 (2007) 7486–7495.
[29] S.V. Lamaka, M.F. Montemor, A.F. Galio, M.L. Zheludkevich, C. Trindade, L.F.
Dick, M.G.S. Ferreira, Electrochim. Acta 53 (2008) 4773–4783.
[30] M. Grosso, J. Vogelsang, L. Fedrizzi, F. Deflorian, Prog. Org. Coat. 37 (1999) 69–
81.
[31] M.L. Zheludkevich, R. Serra, M.F. Montemor, I.M. MirandaSalvado, M.G.S.
Ferreira, Surf. Coat. Tech. 200 (2006) 3084–3094.
[32] G.W. Walter, Corros. Sci. 26 (1986) 681–703.
[33] S.V. Lamaka, M.L. Zheludkevich, K.A. Yasaka, R. Serra, S.K. Poznyak, M.G.S.
Ferreira, Prog. Org. Coat. 58 (2007) 127–135.
[34] S. Skale, V. Dolecek, M. Slemnik, Corros. Sci. 49 (2007) 1045–1055.