Document 10772768
advertisement

A Proposed Approach to Assess Supply Chain Risks to Meet the New
Challenges in the Defense Industry
by
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
Cheng-Lung Chou
B.S. Mechanical Engineering, Columbia University, 1998
M.S. Mechanical Engineering, Johns Hopkins University, 2000
JUN 1 4 20l?
BRA R IES
SUBMITTED TO THE MIT SLOAN SCHOOL OF MANAGEMENT AND THE ENGINEERING
SYSTEMS DIVISION IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE
DEGREES OF
MASTER OF BUSINESS ADMINISTRATION
AND
MASTER OF SCIENCE IN ENGINEERING SYSTEMS
ARCRIvES
IN CONJUNCTION WITH THE LEADERS FOR GLOBAL OPERATIONS PROGRAM AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2012
0 2012 Cheng-Lung Chou. All rights reserved.
The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic
copies of this thesis document in whole or in part ingny medium now known or hereafter created.
Signature of Author
Engineering Systems Division, MIT Sloan School of Management
May 11 th, 2012
Certified by
Roy E. Welsch, Ph.D.
1
Eastman Kodak Leaders for Global Operations Professor of Management
Professor of Statistics and Engineering Systems
~
'-or
Certified by
, trn.D.
wnn
Senior Lec urer, Emeritus
MIT Engineering Systems Division
Thesis Supervisor
uam et.
,~r2
Accepted by
Oli de Weck, Chair, Engineering Systems Education Committee
Associate Professor of Aeronautics and Astronautics and Engineering Systems
Accepted by
-v--F- U-,-
lMaura M. Herson, Director, MBA Program
MIT Sloan School of Management
This page intentionally left blank.
2
A Proposed Approach to Assess Supply Chain Risks to Meet the New
Challenges in the Defense Industry
by
Cheng-Lung Chou
Submitted to the MIT Sloan School of Management and the Engineering Systems Division on May 11,
2012 in Partial Fulfillment of the Requirements for the Degrees of Master of Business Administration and
Master of Science in Engineering Systems
ABSTRACT
Department of Defense (DoD) had doubled its planned investments in new weapon systems from
about $700 billion in 2001 to nearly $1.4 trillion in 2006. Despite the technical superiority of its weapon
systems, DoD's weapon systems acquisition process had been plagued with cost increases, schedule
delays, and performance shortfalls'.
To address the maturity gaps, DoD mandated in 2008 that all prime contractors (including
Raytheon) for new US government funded defense programs to evaluate/document technology and
manufacturing readiness levels (T/MRL) of their supply base. There are 10 manufacturing & 9
technology readiness levels and specific levels need to be met for certain program milestones. DoD has
released a set of questionnaires (Deskbooks), designed to evaluate the maturity levels of a supplier in
areas such as engineering design, operation, manufacturing, and facility etc.
The goal of this thesis is to develop an assessment method, using the Deskbooks as a reference, to
address the core issues in the defense acquisition process. The thesis will also take a deep dive into
Raytheon's supply chain management philosophy and analyze how Raytheon's strategic sourcing
initiatives align with the new challenges in the defense industry.
Thesis Supervisor: Roy E. Welsch
Title: Professor of Statistics and Engineering Systems
Thesis Supervisor: Daniel E. Whitney
Title: Senior Lecturer, Emeritus
'Government Accountability Office. GAO-06-391 Defense Acquisitions: Assessments of Selected Major Weapon
Programs. March 2006
3
This page intentionally left blank.
4
ACKNOWLEDGEMENT
I want to thank the Leaders for Global Operations (LGO) program at MIT Sloan for giving me this
amazing opportunity to not only spend two years at this prestigious institution but also work on this
meaningful and impactful project with Raytheon.
I want to thank my Raytheon supervisors John O'Sullivan and James Tiernan, project champion Charles
Mullins, engineering director Alan Glickman, and many others (Mark Yun, Hans Borchardt, John
Baranauskus, Carl Bender, John Stranberg, and countless others) within the Supplier Engineering
organization at Raytheon Integrated Defense Systems for not only their support but also their knowledge
and mentorship.
I also want to thank my advisors, Roy Welsch and Dan Whitney, for their invaluable insights provided
throughout my internship and during my thesis writing.
I want to especially thank my family for the moral and financial support throughout these two very
challenging years. Without them, I would not have been able to make it through the program.
5
This page intentionally left blank.
6
TABLE OF CONTENTS
ABSTRACT ..................................................................................................................................................
3
ACKNOW LEDGEM ENT ............................................................................................................................
5
TABLE OF CON TENTS..............................................................................................................................7
LIST OF FIGURES ......................................................................................................................................
1
2
3
INTRODUCTION ..............................................................................................................................
9
11
1.1
Project M otivation ......................................................................................................................
13
1.2
Manufacturing Readiness Levels (M RL) Overview ...............................................................
19
1.3
Thesis Overview .........................................................................................................................
21
RAYTHEON COM PANY OVERVIEW ......................................................................................
22
2.1
Raytheon Integrated Defense System s (IDS).........................................................................
22
2.2
Supplier Engineering Organization.........................................................................................
23
2.3
Unique Challenges ......................................................................................................................
23
2.4
Supply Chain as a Competitive Advantage.............................................................................
24
LITERA TURE REVIEW ...................................................................................................................
27
3.1
Trust in Supply Chain .................................................................................................................
27
3.2
Supplier Evaluation.....................................................................................................................
28
3.3
Applications of M RL ..................................................................................................................
30
7
3.4
4
5
Current/Published M RL A ssessm ent M ethods ......................................................................
ASSESSM EN T TOOL DEVELOPM EN T ....................................................................................
33
37
4.1
Form ing a Com prehensive Data Set ......................................................................................
37
4.2
Artifact-Based Approach .......................................................................................................
39
4.3
Supplier Engagem ent ..................................................................................................................
41
4.4
Method of Data Gathering .......................................................................................................
42
4.5
Tool Enhancem ent ......................................................................................................................
43
METRICS GENERATION & ALGORITHM CREATION ..............................................................
47
5.1
Risk Factor Calculation..........................................................................................................
47
5.2
Scorecard M etrics .......................................................................................................................
49
5.3
Percentage to Goal ......................................................................................................................
50
5.4
Risk M apping..............................................................................................................................51
5.5
Sum m ary Report .........................................................................................................................
52
6
FUTURE ENHANCEM EN T & CON CLU SION S.........................................................................
53
7
APPEN D IX (M RL Maturation M atrix) .........................................................................................
57
8
REFEREN CES
65
9
ACRON Y M S......................................................................................................................................67
...................................................................................................................................
8
LIST OF FIGURES
Figure 1 Total Projected Cost of DoD's Top Five Programs in fiscal Years 2001 and 2006 ..................... I1
Figure 2 Cost and cycle time growth for 26 weapon systems.....................................................................
I
Figure 3 Examples of DoD programs with reduced buying power ........................................................
12
Figure 4 Analysis of DoD Major Defense Acquisition Program Portfolios ............................................
13
Figure 5 Life-Cycle Cost Determination ...............................................................................................
15
Figure 6 Cost & Schedule Comparison of Programs with Mature Vs. Immature Technologies ............
16
Figure 7 MRL/TRL Relations to Milestones and Technical Reviews...................................................
18
F igure 8 M RL Progression..........................................................................................................................
19
Figure 9 MRL Sub-Threads Definitions ................................................................................................
20
Figure 10 Distribution of Average Procurement Unit-Cost Growth after a Production Decision for Ma on
for Major Defense Acquisition Programs (For All Major Defense Acquisition Programs Entering
Production in Fiscal Year 2000 or Later)................................................................................................
31
Figure 11 Honeywell's MRL Assessment Model ...................................................................................
32
F igure 12 M R L A ssist B eta ........................................................................................................................
33
Figure 13 Examples of MRL Assist Beta Questions/Answers ...............................................................
34
F igure 14 Samp le Scorecard .......................................................................................................................
34
Figure 15 Example of Answers for MRL Assist Beta ............................................................................
35
Figure 16 Samples of Process-Related Questions..................................................................................
35
Figure 17 Summary of MRL Questions..................................................................................................
38
Figure 18 MRL Assessment Flowchart ..................................................................................................
42
Figure 19 Scoring for Product- & Business-Level Assessments ............................................................
43
Figure 20 Inputs on Quality of Closure Path ........................................................................................
43
Figure 21 Guideline for R anking ...........................................................................................................
44
Figure 22 Artifacts Filtering Criteria Utilizing VBA.............................................................................
46
9
Figure 23 Sample Screenshot for VBA -Assisted M RL Tool.................................................................
46
Figure 24 Sample MRL Scorecard (Threads with ratings 2 or more levels below desired state is shown in
re d ) ..............................................................................................................................................................
50
Figure 25 Example of Percentage-to-Goal Calculation ..........................................................................
51
Figure 26 Sample Risk M ap ......................................................................................................................
51
Figure 27 Assessm ent Sum mary.................................................................................................................52
Figure 28 Illustration of Integer Program ming ......................................................................................
10
54
1
INTRODUCTION
The risks to profit margins of major defense contractors, such as Raytheon and Lockheed Martin,
had often been negated by cost-plus contracts used by the Department of Defense (DoD). On
developnent programs, CPFF (cost plus fixed fee, one type of cost-plus contracts) helped to reduce the
risks to the companies' margins (although there were still significant risks to the companies' reputation
and extension of the project if overruns became common place). However, the cost-plus model had placed
a heavy burden on the defense budgets and the DoD.
The DoD had doubled its planned investments in new weapon systems from about $700 billion in
2001 to nearly $1.4 trillion in 20062. While some of this increase was due to the increased spending on
the war against terror, deficiencies in DoD weapon acquisition process were the main contributors. In a
detailed report (GAO-06-39 1), the Government Accountability Office (GAO) conducted an independent
assessment on 52 weapon systems in 2006 and this study revealed gaps in technology, design, and
production readiness. Some of the financial and schedule impacts are highlighted below:
Figure 1 Total Projected Cost of DoD's Top Five Programs in fiscal Years 2001 and 20063
Billions of constant 2006 dollars
2006|
2001
Program
F-22A Raptor aircraft
DDG-51 class destroyer ship
Virginia class submarine
C-17 Globemaster airlift aircraft
F/A-18E/F Super Hornet fighter
aircraft
Total
Cost
$65.0
$64.4
$62.1
$51.1
$48.2
Program
Joint Strike Fighter aircraft
Future Combat Systems
Virginia class submarine
DDG-51 class destroyer ship
F-22A Raptor aircraft
$550.0
$290.8 Total
Figure 2 Cost and cycle time growth for 26 weapon systems
Cost
$206.3
$127.5
$80.4
$70.4
$65.4
4
Billions of constant 2006 dollars
Total cost
RDT&E cost
5
Weighted average acquisition cycle time
First full estimate
$547.7
$120.4
154.5 months
Latest estimate
$6274
$164.9
180.2 months
Percentage change
14.6
37.0
16.7
Government Accountability Office. GAO-06-391 Defense Acquisitions: Assessments of Selected Major Weapon
Programs. March 2006
2
3 Government Accountability Office. GAO-06-391 Defense Acquisitions: Assessments of Selected Major Weapon
Programs, Page 5. March 2006
4 Government Accountability Office. GAO-06-391 Defense Acquisitions: Assessments of Selected Major Weapon
Programs, Page 6. March 2006
1
The consequences of cost and cycle-time growth are particularly crucial because it reduced the
buying power of the defense dollars'. This is not only a serious problem from a pure financial and
budgetary concern but also a potential problem area for national security. In this GAO report, six
particular programs were highlighted and the reduction in the defense buying power is highlighted below:
Figure 3 Examples of DoD programs with reduced buying power
6
Initial
estimate
Initial
quantity
Latest
estimate
Latest
quantity
Percent of unit
cost increase
$189. 8 bilon
2,866 aircraft
$206.3 billion
2.458 aircraft
26.7
$82.6 bilon
15 systems
$127.5 billion
15 systems
54.4
Ra5or
$81
1 billion
648 aircraft
$65.4 biltion
181 aircraft
188.7
Evo ved
E
$15.4 billion
181 vehicles
528.0 billion
138 vehicles
137.8
$4.1 billon
5 satellites
$10.2 billion
3 satellites
315.4
58.1 buion
1,025 vehicles
511.1 bInion
1,025 vehicles
35.9
Program
Joint
Strce
Fighter
Future
combat
Systems
Space
ed
System High
Expeditiory
Fightig
Vehie
As pointed out in the article from Center for Strategic and International Studies 7, there are several
types of cost-plus contracts:
Award-fee contracts ($38B in FY'07) - Tie the contractor fee to the quality of the end product
Incentive fee contracts ($8B in FY'07) - Provide a larger fee for contracts that meet or exceed
performance targets such as cost savings
Government Accountability Office. GAO-06-391 Defense Acquisitions: Assessments of Selected Major Weapon
Programs. March 2006
6 Government Accountability Office. GAO-06-391 Defense Acquisitions: Assessments of Selected Major
Weapon
Programs, Page 9. March 2006
Joachim Hofbauner & Greg Sanders. Defense Industrial Initiatives Current Issue Cost-Plus Contracts.
5
12
Fixed-fee contracts ($32B in FY'07) - Entail a pre-negotiated fee for the contractor, providing no
incentive for performance or cost savings
Some argue that cost-plus contracts, particularly those with fixed fees, may provide insufficient
incentives to reduce cost 8 . This problem only got worse from 2006 and on as seen in an updated GAO
report.
Figure 4 Analysis of DoD Major Defense Acquisition Program Portfolios'
Fiscal year 2009 dollars
2003
Portfolio size
Number of programs
Total planned commitments
Commitments outstanding
Portfolio Indicators
Change to total RDT&E costs from
first estimate
Change to total acquisition cost
from first estimate
Total acquisition cost growth
Share of programs with 25 percent
increase inprogram acquisition
unit cost growth
Awrage schedule delay In
deltvering Initial capablites
77
$1.2 trillion
$724.2 bilion
Fiscal year
2007
2008
95
96
$1.6 trillion
$1.6 trillion
$875.2 billion $786.3 billion
37 percent
40 percent
42 percent
19 percent
26 percent
25 percent
$183 billion
41 percent
18 months
$301.3 bilion' $296.4 blion
44 percent
42 percent
21 months
22 months
As part of the effort to address this issue, DoD had begun a shift from the cost-plus-model to the
firm-fix-pricing model. This shift is unavoidable as the topic of defense budget has become a hot political
topic. In televised 2008 presidential debates, the candidates attributed one of the causes for the
government budget crisis was due to the over-spending of the defense budget based on the cost-plus
model'".
1.1
Project Motivation
8 Joachim Hofbauner & Greg Sanders. Defense Industrial Initiatives Current Issue Cost-Plus Contracts.
9 Government Accountability Office. GAO-09-326 Defense Acquisitions: Assessments of Selected Major Weapon
Programs, Page 1. March 2009.
1 New York Times. The First Presidential Debate between Senator John McCain and Barack Obama in Oxford,
Miss. September 26 2008.
13
Shifting to a firm-fixed pricing model is only a starting point. The other important insight gathered
from the GAO reports throughout the years was that mature technologies, stable designs, and production
processes in control were characteristics of a successful DoD program". This means all three components
must be seamlessly executed in unison. The successful execution of one or a combination of any of the
above two will not be sufficient. A mature technology that can't be manufactured is just as damaging to
the success of a weapon program as an immature technology in a tightly controlled manufacturing
process.
Therefore it is critical to have a way to assess how mature a technology is, how tightly controlled a
manufacturing environment is, and most importantly how to transition a technology into production. As
Mark Gordon, Director of Defense Programs for the National Center for Advanced Technologies, argued
in his presentation dated April 17t 2008, manufacturing is the key to technology transition 2 . The ability
to "manufacture a component is not subservient to technology development cycle, but central to it"". He
went on to argue that "The capability to produce a technology/material is often not seen as part of
technology transition or innovation, and may be ignored by the Science and Technology community.
However, it is a core focus in highly competitive commercial markets" 4 . The maturation of technology
must be synchronized with the ability to manufacture, support, and test.
This is not to undermine the important of mature technology and design as up to 90% of the total
life cycle cost can be locked in even before a program enters into production.
" Jim Morgan. Manufacturing Readiness Levels (MRLs) for Multi-Dimensional Assessment of Technology
Maturity. May 10th, 2006
12 Mark Gordon. The Need for Manufacturing Innovation and Readiness.
April 17, 2008
" Mark Gordon. The Need for Manufacturing Innovation and Readiness, Slide 3. April 17, 2008
14 Mark Gordon. The Need for Manufacturing Innovation and Readiness, Slide 3. April 17, 2008
14
Figure 5 Life-Cycle Cost Determination'5
195%
850%
16*4
7
0.
2a
Idea
~
Life-Cycle Cost
Determination
Up to S6% of Costs are commitd during desigr
and development - At Milestone 13, up to 90% of
costs could be locked int
35%
Cost-Reduction
Opportunities
22%
validation
Design
Developrnent
Production
Support
Source: DARPA Rap: Desn Explorason and Optimzaton (RaDEO) Promet
In Mark Gordon's report, he compared the schedule delays and cost overruns of 62 selected major
weapon programs. In addition to the chart below, several additional startling facts were revealed as well:
*
Only 16% of programs achieved mature technology at Milestone B (entering system
development and demonstration)
*
At critical design review, only 44% achieved technology maturity and 27% demonstrated
design stability (90% drawings releasable)
*
At Milestone C (the start of production), 10% of programs were collecting data on process
control (0% in control). 47% reported they have already conducted or planned to conduct a
developmental test of a production representative article (i.e. prototype)
"5Mark Gordon. The Need for Manufacturing Innovation and Readiness, Slide 3. April 17, 2008
15
Figure 6 Cost & Schedule Comparison of Programs with Mature Vs. Immature Technologies"
Based on
62 programs
RDT&E
Cost Increase
Technology Status at
Beginning of Development
Immature
Mature
2*6
3*3
Acquisition Unit
Cost Increase
<1%
>30%
Average
Schedule Delay
1 month
20 months
With this in mind along with the increasing focus and political pressure to address the defense
budget issue, John Young, Under Secretary of Defense for Acquisition Technology and Logistics, signed
off on the update to DoD 5000.2 Acquisition Reform on December 8th, 2008, requiring manufacturing
readiness levels (MRL) and technology readiness levels (TRL) assessments of critical technology
elements (CTE) and key manufacturing technologies (KMT) be performed and documented on US
government funded defense programs. The assessments shall be executed by prime DoD contractors on
their internal processes/technologies as well as their supply base.
With the official release of the Technology Readiness Assessment Deskbook in July 2009 and the
ManufacturingReadiness Level Deskbook in July 2010, MRL and TRL assessments (T/MRA) are now
contractual requirements for any defense contracts, for example Raytheon's $214 million dollars
preliminary design contracts awarded in February 2011. In addition to contractual requirements, T/MRA
will also be used to down-select on further/future contract awards among competing contractors.
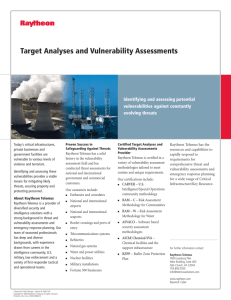
In the Deskbook, the different levels of MRLs and TRLs are shown in relations to system
milestones and technical reviews (Figure 7). The Deskbooks are essentially comprised of a set of
questions designed as a guide to evaluate a supplier's manufacturing and technology maturity levels
across various areas such as engineering, production, supply chain, and cost control etc. As shown in
16 Mark
Gordon. The Need for Manufacturing Innovation and Readiness, Slide 5. April 17, 2008
16
Figure 7, there are 9 and 10 levels for TRA and MRA respectively. As mentioned in the paragraph above,
Raytheon will need to assess, document, report, and achieve a specified MRL"X" and TRL"X" of
several CTEs and KMTs at both the system integrator level (Raytheon) and the supply chain level (1"
Tier Supplier) as part of the contractual requirements to be delivered at major program milestone reviews.
At the beginning (February 2011) of this project, there were no established and objective ways to
perform this evaluation since the only reference was the MRL and TRL Deskbooks. As a source of
competitive advantage, it was critical for Raytheon to take a leading role in an effort to interpret this new
requirements from its main customer (U.S. Government & DoD) and to design/implement a process not
only as a deliverable to its customer but also as an attempt to shape and guide the direction of T/MRL
assessments.
Due to resource constraints and better management of the scope, the project was primarily focused
on the interpretation and implementation of the MRL as will this thesis. Furthermore, the project focused
on the I" tier supplier level in order to have a better understanding of technology and manufacturing risks
embedded in the supply chain and to formulate a mitigation strategy to address these risks by performing
a MRL assessment (MRA).
17
Figure 7 MRL/TRL Relations to Milestones and Technical Reviews
7
kaidnaleDeglopment
(
irtna
A FRP
Desion
ReviOON
Materiel
DevelopmentDecsin
I
Post-PDR
Assessment
PosttDR
Assessment
I
TRA
TRA
Technical Reviews
Sstainment
SystemsAcqiition
II
Pre-SystemsAcqisition
Ak!
SRR SFR PDR
ITR ASR
CDR
SVR
(FCA
PRR)
TRR
Technology Readiness Levels
I&
Mandtacturaig Readness Level
El EL
LL
EL5
RL6
1
ELVI
L?
ELI
ELI
17OSD Manufacturing Technology Program in collaboration with the joint Service/Industry MRL Working Group.
Manufacturing Readiness Level DeskBook, Page 3-2. July 30t, 2010
18
1.2
Manufacturing Readiness Levels (MRL) Overview
As previously mentioned, there are 10 different levels of MRLs. For each MRL, it establishes
expectation s for manufacturing maturity that should result in minimum manufacturing risk for a specific
product and build phase (i.e. prototyping, pilot production, Low Rate Initial Production, Full Rate
Production, etc.). The matrix below demonstrates the progression in maturity.
Figure 8 MRL Progression
What has been
demonstrated:
MRL 6
MRL 4
MR
10
canent
What was the
Environment
prottyp
Emoawet
Preparation is
completed for.
Rdeamt
asse...."Now
Sstem
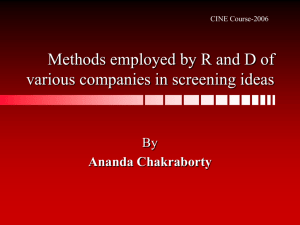
There are 9 major areas (Threads) to focus on in order to determine the appropriate MRL:
Technology & Industrial Base, Design, Cost & Funds, Materials, Process, Quality, Manufacturing
Personnel, Facilities, and Manufacturing Management (Figure 9). Under each thread often there are subthreads to dive deeper into the particular topic. The detailed breakdown is demonstrated in the Appendix' 8
and explains the criteria and requirements in detail for each sub-thread.
With the Appendix as a reference, a questionnaire can be constructed and sent to the targeted
supplier(s) for evaluation. By analyzing their responses to the questions, a MRL rating may be generated
and assigned to the particular supplier for the specific CTE.
" OSD Manufacturing Technology Program in collaboration with the joint Service/Industry MRL Working Group.
Manufacturing Readiness Level DeskBook, Page A-1 to A-17. July 30th, 2010
19
Figure 9 MRL Sub-Threads Definitions
dDescr tion
A. Technology& IndustrialBase
Tech Maturity
A.1 Transitionto Production
A.2 Manufacturing Techrolky Development
B. Design
B.1 Producibility Program
B-2 Design Maturity
C. Cost& Funds
CI Cost Modeling
C.2 Cost Analysis
C.3 Manufacturing Investment Bucket
D. Materials
D.1 Material Maturity
D. Material Availability
D3 Material SupplyChain
DA SpecialHandling
E. Process
E Modeling & Simulation
E.2 Process Maturity
E.S Yields& Rates
F. Quality
G Manufacturing Personnel
H. Facilities
H.1 ToolirgSTE/SIE
H2 Facilities
I- Mfg. Mgmt
11 Mfg. Plannirg&SchedLirkg
.2 Mfg Material Planning
20
1.3
Thesis Overview
In chapter one, the motivation and an overview of MRL have been provided. Chapter two will give
a very brief overview of Raytheon Integrated Defense Systems and the Supplier Engineering team that is
responsible for carrying out this MRL initiative.
In chapter three, some reviews of past works focusing on supply chain risk/evaluation will be
addressed. Some examinations of current supply chain risk assessment methods will also be discussed.
Chapter four will discuss the methodology taken to actually construct the MRA process, what
resources were required, what assumptions were made, and what attempts were taken to simplify the
process without sacrificing the robustness of the assessment process
In chapter five, the development of metrics will be discussed. The discussion will focus specifically
on how the team at Raytheon uses the answers gathered from the suppliers to generate a set of metrics
both for reporting externally to the customer and for generating a plan to address the risks associated with
the particular supplier internally.
Finally in chapter six, the main points of this thesis will be discussed. Some recommendations for
Raytheon will also be addressed on how the MRA process can be improved upon.
21
2
RAYTHEON COMPANY OVERVIEW
Raytheon Company is the technology and innovation leader specializing in defense, homeland
security, and other government markets throughout the world. Raytheon specializes in manufacturing
radars and electro-optical sensors (airborne, naval and ground based), satellite sensors, radios and digital
communication systems, and missile defense. Company revenue is 2011 was $25B with 71,000
employees worldwide. Raytheon serves customers in over 80 countries. Raytheon's 10-K, filed on
February
2 3 rd
2011, indicated 23% of sales were international. This is up from the 20% just over two
years ago.
Raytheon operates in six different business segments: Integrated Defense Systems, Intelligence and
Information Systems, Missile Systems, Network Centric Systems, Space and Airborne Systems, and
Technical Services. The development of the MRA process took place at Raytheon Integrated Defense
Systems.
2.1
Raytheon Integrated Defense Systems (IDS)
Headquartered in Tewksbury, Massachusetts, Raytheon Integrated Defense Systems is a leader in
global capabilities integration, providing affordable, integrated solutions to a broad international and
domestic customer base. IDS leverages its core domain knowledge and capabilities in sensors, command,
control and communication (C3), persistent surveillance/intelligence, surveillance and reconnaissance
(ISR), effects and mission support, to provide integrated naval, air and missile defense and civil security
response solutions. Key customers include the U.S. Navy, Army and Air Force, and the U.S. Missile
Defense Agency (MDA), and numerous international customers' 9 . The Patriot Air & Missile Defense
System for the U.S. Army is one of the well-known products from Raytheon IDS. The three main
business segments for Raytheon IDS are Global Integrated Sensors, Integrated Air & Missile Defense,
'9Raytheon Company. Form 10-K. February
2 3rd,
2011
22
and Seapower Capability Systems. As of 2011, Raytheon IDS generated $5B with 13,900 employees
worldwide.
2.2
Supplier Engineering Organization
The Supplier Engineering (SE) team is organized under Integrated Supply Chain. The primary
function of the team is to act as liaisons between design engineering and Raytheon's supply base. The
task of interpreting, designing, and implementing the MRA process fell under the jurisdiction of this
department.
2.3
Unique Challenges
The defense industry is driven by engineering and programs while bound by stringent regulatory
20
compliance and has a massive supply base and demanding customers .With Pentagon, the world's largest
weapons buyer, looking to cut defense expenditures by nearly $500B over the next decade21 , defense
contractors such as Raytheon must look to international sales to diversify their revenue portfolio and to
mitigate risks. As of 2012, foreign orders account for more than one third of Raytheon's backlog.
While this international expansion plan will give defense contractors such as Raytheon the
necessary reserve to weather the federal budget deficit storm, foreign arms sales need to be compliant
with ITAR (International Traffic in Arms Regulation). In addition the sales need to be approved by the
U.S. Congress, for example the 2011 sales of Patriot Missiles to Taiwan worth over $1B.
In the context of MRL assessment, international sales present another challenge. Often as
contractors such Raytheon and Lockheed Martin bid for international contracts, the foreign government
would request a certain portion of the contracts go to local manufacturers as was the case with Raytheon's
Patriot Missile deal with Turkey.
20
21
Since Raytheon must work with pre-selected Turkish supplier, the
Gartner. Supply Chain Transfonnation in the Manufacturing Sector: Raytheon Company. February 24th, 2011
Karen Jacobs and Andrea Shalal-Esa. U.S. Arms Makers See Flat Sales in Face of Cuts. Reuters January
26th,
2012
22
Hurriyet Daily News. US Raytheon announces missile project worth nearly $4B for Turkey. May 26th, 2011
23
MRL assessment is now more of a risk mitigation method versus a contractual requirement. Raytheon
now must face risks in technology maturity, transition to production, production readiness, cost, and most
of important of all, system integration.
In another scenario, Raytheon often is exposed to a sole-source risk because a specific supplier
might have a proprietary technology (CTE) that is crucial to the particular weapon system. The CTE
might have been requested by the customer or identified by Raytheon engineering. The technology might
be mature enough but not to the stage where it can be manufactured with scale and efficiency. In this case
the MRL assessment is even more critical as it is now both a contractual requirement to the customer and
a basis to form a risk mitigation plan in order for the weapon program to succeed.
2.4
Supply Chain as a Competitive Advantage
With a supply chain as complex as one that Raytheon has, it is critical for Raytheon to manage its
supply chain diligently. Excellence in supply chain is not only a prerequisite to ensure program/mission
success but also a financial incentive as between 65 and
7023
cents of every dollar that Raytheon brings in
of its $25B revenue is in the supply chain. With an efficient supply chain, Raytheon can obviously be
more competitive as it is able to provide better solutions to customers and a level of service that
customers expect.
Efficiency in supply chain does not equate to lowest cost. Cost is important so is having best value
and providing speed. To achieve this, Raytheon started to rationalize its supply chain. Raytheon set out to
reduce the number of suppliers to an optimal level where it is now possible to "sit with them, share with
them a business plan, align with their business plan, and have discussions around their capacity and their
capability"24 . Raytheon's goal is to pull the suppliers into the design phase early on to avoid problems
later. By reducing the number of the suppliers, Raytheon doesn't have to deal with thousands of suppliers.
The suppliers are chosen "purposefully, based on their technology, their capability and their alignment to
23
24
SupplyChainBrain. How Raytheon Transformed Its Supply Chain. October 20th, 2011
SupplyChainBrain. How Raytheon Transformed Its Supply Chain. October 20th, 2011
24
Raytheon's business model" . With this, Raytheon seeks to partner with the suppliers not just for today's
need but for tomorrow's as well.
The criticality of supply chain management is echoed by a report published by Apogee Consulting
where it was pointed out that "Supply chain management may well be the key to program execution
success" 26. The article did an analysis on two recent DoD programs where Raytheon was responsible for
one and a competing defense contractor was responsible for the other. Raytheon's program was
successful because "Raytheon invested in its supply chain and worked with its suppliers in a partnership
to develop common processes and align approaches" 2 . In other words, Raytheon took the initiatives and
the responsibilities to share the risks with the suppliers.
On the other hand, the other defense contractor encountered many problems because it transferred
program quality and execution risks to the suppliers. It had the mentality that when the subcontract
manager, buyer, or procurement manager said cost/schedule/quality/performance risks have been pushed
downward in the supply chain, the risks were mitigated.
Digging a little deeper into Raytheon's strategic supply chain initiatives, we can see that Raytheon
adopted common sourcing practices for a small number of commodities. The idea behind this was to
provide engineers in selected programs with a common language when purchasing materials across the
company . With the key suppliers chosen, Raytheon can "share its technology roadmaps with them so
all parties are aligned on systems and business plans. Raytheon will provide suppliers with extended
inventory visibility by allowing them access to its material requirements planning system. In turn,
Raytheon will gain improved visibility to supplier risk issues so it can proactively mitigate potential
,29
snags"
SupplyChainBrain. How Raytheon Transformed Its Supply Chain. October 20th, 2011
Apogee Consulting. Raytheon Builds on Supply Chain Management Success. April 4th, 2011
2 Apogee Consulting. Raytheon Builds on Supply Chain Management Success. April 4th, 2011
28 Industry Week. Raytheon Shores Up Its Supply Chain. March 16th, 2011
29 Industry Week. Raytheon Shores Up Its Supply Chain. March 16th, 2011
25
26
25
How can other companies in the defense industry learn from Raytheon? Raytheon's supply chain
leadership team has identified six initiatives from which other manufacturers can benchmark 0 : supply
chain span of control, cross-function alignment, performance management, sourcing and procurement
organization redesign, integration with program acquisition and engineering, and finally talent
management.
With a supply chain management philosophy such as Raytheon's, Raytheon does not see
customer's MRL requirement as a hindrance. Rather, Raytheon sees this as an opportunity to differentiate
itself from competition, showcase its unique value proposition to the customer base, and take a leadership
role in re-shaping supply chain management to better meet the challenges in the new defense acquisition
environment.
30
Gartner. Supply Chain Transformation in the Manufacturing Sector: Raytheon Company. February 24th, 2011
26
3
LITERATURE REVIEW
In this chapter, literature reviews will be performed on several topics. The reviews will focus on past
researches on trust in supply chain, supplier evaluation, applications of MRL, and current/published
methods for assessing MRLs.
3.1
Trust in Supply Chain
In order for Raytheon to carry out the strategic supply chain initiatives discussed in the previous
chapter, it is critical to build trust but it is not easy to do so. As argued in thesis of Andrew Corum3 ,
"although the engineering functions may involve a great deal of collaboration in manufacturing and
product design, this is shadowed by the governance functions who, in selecting and writing contracts with
suppliers, are distrustful and even adversarial" 32 . This is very true in the defense and aerospace industry
where many of the risks are simply passed down to the first-tier suppliers and blame games ensue when
things do go wrong. Because of this adversarial nature, how would suppliers view Raytheon as Raytheon
approaches them with this MRL initiative?
As Corum mentioned in his thesis, the nature of the supplier-buyer tractions will not be as
adversarial if the transaction is not a one-time deal. If the supplier can understand the buyer's long-term
interest, then the supplier may trust the buyer not to yield to short-run temptations- . This is exactly the
approach Raytheon is taking with its key suppliers. With the number of suppliers reduced, Raytheon can
now focus on the key suppliers to build a relation, one where mutual understanding and risk sharing are
the main themes.
And this is how Raytheon intends to market the MRL assessment with key suppliers. The message
being sent out is loud and clear that the MRL assessment is a way to help both Raytheon and the supplier
and it is not a one-time purchase. By demonstrating the competency in MRL assessment, Raytheon can be
31 Andrew
32
3
Corum. Design and Development of a Supplier Evaluation Process. May 8th, 2009
Andrew Corum. Design and Development of a Supplier Evaluation Process, Page 19. May 8th, 2009
Andrew Corum. Design and Development of a Supplier Evaluation Process. May 8th, 2009
27
more competitive in bidding for government contracts. In return, as suppliers are being put through the
MRL assessments by Raytheon, the suppliers get an in-depth look at how Raytheon's internal processes
work, how Raytheon's technology roadmaps align with the ones of the suppliers, and how the suppliers
can improve their performance not only on the current program but also on processes across the
organization to make themselves more competitive and profitable.
3.2
Supplier Evaluation
Companies such as Dun & Bradstreet and ThomasNet provide some good overviews of domestic
suppliers. Unfortunately this information is of little use in the context of the MRL assessments. Raytheon
as a whole keeps Dun & Bradstreet data on all of its suppliers as an overview of its supply base with
regards to finance and risk management.
As Corum further pointed out in his work, there is no one right way to evaluate a supplier. In fact,
"there are virtually infinite possibilities in how to evaluate a supplier".
It is often not wise to focus on a
single aspect of a supplier but too broad of a scope will also prove to be cumbersome and inefficient. In
Corum's work, the assessment focused on experience, EHS (environment, health, and safety), logistic &
delivery, quality, operations, communication, financial records and technical competence 5 .
In a similar work by Steven Croce, his risk assessment focused on36-
*
Design Risk
o
o
*
Design Maturity
Knowledge Transfer
" Language Barriers
- CAD Data Compatibility
Financial Risk
o Supplier financial Standing
o
- Financial Ratios
" Debt Rating
- Payables
Exchange Rates
Andrew Corum. Design and Development of a Supplier Evaluation Process, Page 29. May 8th, 2009
" Andrew Corum. Design and Development of a Supplier Evaluation Process. May 8th, 2009
36 Steven Croce. Risk Management Framework for Evaluating Suppliers. May 7th,
2007
3
28
o
o
*
Labor Rates
Proposed Price
- Cost Audits
- Comparisons of Other Offers
Operation Risk
o Material Purchasing
o Quality Standards
o
Shipping Mechanism
o
*
Capabilities
- Capacity
- Lead Time
- Previously Delivered Metrics
Business Risk
o
Geopolitical Risks
o
Worker Risks
- Unions
- Strikes
Demand Stability
Uncategorized Ratings from Online Database
Licensing
o
o
o
Looking at some of these past works on supplier evaluating, it becomes evident that MRL
assessment covers a large portion of these areas. MRL focuses on determining what the current state of
the supplier is, what the desired state of the supplier is, and most importantly what needs to be done, with
both Raytheon and the supplier bearing responsibilities, in order for the supplier to get to the desired state.
With that in mind, the only topics the MRL does not cover in the two above studies are experience,
communication, financial records/standings, geopolitical risks, and licensing. However, Raytheon already
has established processes in place that address most of the issues above, therefore the MRL assessment
dovetails into Raytheon's overall supplier risk management philosophy quite nicely.
The other issue that often arises from supplier evaluation is consistency. As Corum pointed out,
"the best practice for the question and response format was determined to be a direct question that has
pre-defined specific and objective responses. By phrasing questions in this manner and restricting the
responses to a pre-defined answer, the results of the evaluation would be consistent both across suppliers
29
as well as the evaluators"". In the next chapter, details will be given on how the pre-determined answers
were created and how objectivity and consistency were achieved.
3.3
Applications of MRL
Although it is not until recently that MRL became a requirement, the concept has been around
since 2005 when it was adopted by the DoD for usage. MRLs were developed by a joint DoD/industry
working group under the sponsorship of the Joint Defense Manufacturing Technology Panel (JDMTP) 38.
The intent was to provide a common metric and vocabulary for assessing and discussing manufacturing
maturity, risk, and readiness.
The GAO has argued that the MRL is the best practice for DoD program acquisition outcomes39
but at the same time the GAO has continuously noted inconsistent application across DoD components".
In the report GAO- 10-439, the argument for adopting MRLs for best practice can be clear illustrated in
Figure 10. If MRL assessments can be performed consistently and accurately, the cost overrun that
happens after a production decision should be minimized.
3 Andrew Corum. Design and Development of a Supplier Evaluation Process, Page 31. May 8th, 2009
Wikipedia. Manufacturing Readiness Level. January 14th, 2012
Government Accountability Office. GAO-02-701 Capturing Design and Manufacturing Knowledge Early
Improved Acquisition Outcomes. July 2002
40 Government Accountability Office. GAO-10-439 DoD Can Achieve Better Outcomes by Standardizing the Way
Manufacturing Risks Are Managed. April 2010
38
39
30
Figure 10 Distribution of Average Procurement Unit-Cost Growth after a Production Decision for Ma on for Major
Defense Acquisition Programs (For All Major Defense Aiquisition Programs Entering Production in Fiscal Year 2000 or
4
Later)
Programs with less than 5% growth
29%
Programs with 5% to 10% growth
16%
Programs with 11% to 15% growth
39%
16%
Programs with more than 15% growth
Even before the official release of the MRL Deskbook in 2010, several firms had started applying
the MRL frameworks/principles in their programs. GE Healthcare and Honeywell were two such
companies.
Although GE Healthcare did not explicitly used MRL framework for the development of its
Gemstone Scintillator , the product underwent years in laboratory development on a small scale until GE
was convinced that this technology was ready to enter into the production phase. In order for the
Gemstone Scintillator to work, a mineral composite used for optical component was needed. GE tested
thousands of alternatives to find what could meet the technical requirements and be produced in the
quantities needed. Once the material was tested and identified, GE began to determine its suppliers and
what equipment was needed. GE built a pilot plant to produce the material and the scintillator 2 years
before the scintillator entered the firm's gated process4.
4' Government Accountability Office. GAO-10-439 DoD Can Achieve Better Outcomes by Standardizing the Way
Manufacturing Risks Are Managed, Page 11. April 2010
42 Government Accountability Office. GAO-10-439 DoD Can Achieve Better Outcomes by Standardizing the Way
Manufacturing Risks Are Managed. April 2010
1 Government Accountability Office. GAO-10-439 DoD Can Achieve Better Outcomes by Standardizing the Way
Manufacturing Risks Are Managed. April 2010
31
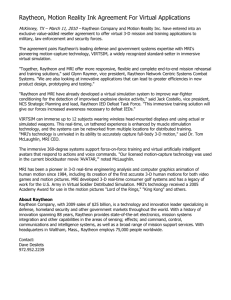
The MRL case for Honeywell is more conventional. In 2005, Honeywell determined that they
needed analytical tools and models to support evaluations of manufacturing and risk throughout the
product-development life cycle". After performing some literature search, Honeywell engineers found
DoD's MRLs and they realized this can provide the type of metric needed for a quantitative assessment.
Honeywell modified the criteria from the MRL to meet its needs. Honeywell's MRL Maturity Model
assessment tool is comprised of three main components: Manufacturing Complexity Model, Yield
Prediction Model, and Design for Manufacturing Scorecard Analysis. The output of the tool is an MRL
assessment score that can identify gaps and risks. Honeywell's MRL assessment model can be illustrated
in the below figure:
45
Figure 11 Honeywell's MRIL Assessment Model
Manufacturin
Complexity Mfodel
SIdentifies design attributes
drivig manufacturing
complexity
Yield Prediction Model
e
Ouantlftes anticpated yield
of propoed design
cor"Ptsevaluate
MRL Assessment Tool
\
.uit on nputs fror three
producibuity analysis
tools and MRL works op to
MRL
Maturity
Model
Output:
fmanufacturing
matu*
w
OeZ
MRL score
Design for
Manufacturing
Scorecard Analysis
o
Guantifies
theimpact of
design for manufacturing
Violatons
MRL Workshop
* Review manufacturing
maturity artifacts against
evaluation criteria to gain
concensus on ratings for
each category
44Government
Manufacturing
4 Government
Manufacturing
Accountability Office. GAO-10-439 DoD Can Achieve Better Outcomes by Standardizing the Way
Risks Are Managed. April 2010
Accountability Office. GAO- 10-439 DoD Can Achieve Better Outcomes by Standardizing the Way
Risks Are Managed, Page 30. April 2010
32
3.4
Current/Published MRIL Assessment Methods
As the project at Raytheon was underway, consideration was given on whether currently available
templates should be used in place of recreating a brand new tool at Raytheon. One such tool was the MRL
Assist Tool Beta 1.3 from the BMP (best manufacturing practice) website.46 The Beta 1.3 is a web-based
tool with input options such as below:
47
Figure 12 MRL Assist Beta
MRL Repository Questions
Select Questions:
3 / Pre-Concept Refinement
TECHNOLOGY &INDUSTRIAL BASE w
1.1
Has the Program achieved an acceptable level of technology maturity?
1.1.1
Has the Program attained a minimum of TRL 37
1.1.2
Were technology risks correctly identified in earlier S&T activity efforts?
Based on the MRL criteria (MRL 1-10) and threads (1 out of 9) desired, a list of questions will be
automatically generated. An example of questions and answers is illustrated below:
46
4'
https://www.mrlassist.bmpcoe.org
Best Manufacturing Practices/Center of Excellence. MRL Assist Tool User Manual (Version 1.1). February 2007
33
Figure 13 Examples of MRL Assist Beta Questions/Answers
raft*
4
s
Clik hoe toassga
sebcted questions to
a team ummber
Use ths fiser
mechanism to arae
sevey questions
Clck hee to select
a question
As the suppliers fill out the questionnaire, program status and scores will be calculated and presented:
49
Figure 14 Sample Scorecard
Quostw oswed os o
O."
*W / ?OOW4eoq
*
3 i
-"
(vVol
4 Y,
o
'a
So
1, 2M
Wodwooy, N4ovw
15
ft
N
IS
0* IS
20
ko
WA 3?
I.M.,g.rd
WA S
UUwo
at)
d 4)
a
a___________
S WA I
L*Aftlaow4
I)
Detaled bnakdwn
While tools like these seem like good candidates for Raytheon to adopt and use, there were some
factors that drove Raytheon toward developing its own version of the MRL assessment. First, the
48
49
Best Manufacturing Practices/Center of Excellence. MRL Assist Tool User Manual (Version 1.1). February 2007
Best Manufacturing Practices/Center of Excellence. MRL Assist Tool User Manual (Version 1.1). February 2007
34
questionnaire format is simply too long and cumbersome. Looking at the example from Figure 14 above,
for a MRL5 assessment, there are almost 270 questions to be answered in a YES/NO fashion. For each
question answered, justification must be entered as below:
Figure 15 Example of Answers for MRL Assist Betas5
Typ
Numb.
Questiea
Assi*ee
Amswer
3stcade
Ths tcOvilogy is
1.1
commoly fouid in
Has the Progam adwvd an
acceptable Wel of technology
prodco grade
raoaes
maturty?
Click hene to answer
the question or ad a
commn0-t
You must be aus ued to a
question before you can
answer it.
Here is another example of the type of questions being asked in the process thread.
5
Figure 16 Samples of Process-Related Questious '
Executive- Level Question:
5.2 Does the Program have a Variation and Variability Reduction Plan?
Program Manager - Level Questions:
5.2.1
5 2.2
5.2.3
5.2.4
Have all critical manufacturing processes been charactenzed in a factory environment?
Have key characteristics and process capability indexes been documented?
Have initial Sigma levels and vanation/variability efforts been documented?
Have yield improvements been Initiated as necessary?
5.2.5 Will yield data be gathered on the pilot line build?
IPT Lead-Level
Questions:
5 2 1 1 Have initial production line simulation models been developed?
5.2 1 2 Will simulation models be used to determine bottlenecks and improve processes?
5.2 1 3 Have analyses of assembly methods been performed in a relevant
manufacturing environment?
5.2.1 A Will all assembly methods be developed, documented and verified on the pilot line
5 2.1 5 Have process requirements been proven and validated in a relevant
manufacturing environment?
52.1 6 Have required Manufacturing Technology initiatives been developed?
5 2.1 7 Has the plan been completed to Implement tooling?
5 2.1.8 Will the pilot kne be developed and proven out using hard tooling?
52 1 9 Has the automated STE Implementation plan been completed?
5 2 1 10 Will the pilot line be developed and proven out with STE?
1
Best Manufacturing Practices/Center of Excellence. MRL Assist Tool User Manual (Version 1.1). February 2007
Best Manufacturing Practices/Center of Excellence. MRL Assist Tool User Manual (Version 1.1). February 2007
35
Although from a robustness and contractual standpoint this format works, Raytheon did not believe it was
the best way to approach suppliers because an audit like this will most likely require suppliers to devote
significant amount of man hours to comply, thus disrupting their daily business operations.
The second reason was the scoring algorithm. From Figure 14, it can be seen that scoring is
accomplished by simply counting up the number of YESs/NOs and a bar graph is shown as percentage to
completion. With scoring like these, each question is weighted equally but in fact it should not be. A good
supplier should not be penalized for answering NO on a question that is not relevant. Conversely, a bad
supplier might get good scoring because of it answering many YESs on irrelevant questions.
Although Raytheon went ahead and developed its own version of the MRL tool, tools like the
MRL Assist Beta provided the team with good insights and great foundations to build upon.
36
4
ASSESSMENT TOOL DEVELOPMENT
In this chapter, the development of the Raytheon MRL tool will be discussed. While the
methodology and the approach taken will be described in detail, it is of the upmost importance to protect
proprietary information of Raytheon. Therefore a lot of the data presented will be altered and screenshots
will be masked as appropriately.
One of the biggest challenges throughout the project was to find the optimal point between
assessment robustness and speed. There are schools of thoughts that insist on leaving no stones unturned
but as a result supplier cooperation would be low. Even if the suppliers were forced to comply with
Raytheon's request as a contractual agreement, the quality of the assessment at the end would still be
affected and Raytheon's philosophy of working with the suppliers and sharing risks mutually would not
be realized. Also it was important for Raytheon to show the suppliers that the assessment is really an
attempt to help the suppliers to grow and to further develop their own internal processes to better meet the
challenges of tomorrow.
4.1
Forming a Comprehensive Data Set
The MRL Deskbook gave the team a great starting point on the kind of questions that need to be
answered at each level of the manufacturing maturity. However, Raytheon believed that a thorough
assessment will cover beyond what the Deskbook has described in the MRL Maturation Matrix.
With this goal in mind, several additional documents were pulled in along with the original MRL
Deskbook. Since the MRL assessments have been around since 2005, Raytheon has had to perform
assessments on not only internal processes but also certain suppliers to meet program requirements from
the Air Force and the Navy. Digging deeper into the questions from the additional documents, it was
52
See Appendix
37
revealed that the additional questions are very similar not only in the ways they were asked but also the
way the questions progressed as the levels increased.
Complied by the author and another employee from the Supplier Engineering team, a total of
2,500+ questions were absorbed into Raytheon's MRL tool across all 10 MRL levels and within each
level the 9 main threads. With the assistance of a senior engineering director, this list was reduced to
1,300+ questions. Great care was taken to identify duplicity across all the questions and if two or more
questions are worded similarly, then the question originated from the DoD Deskbook was chosen over the
other questions. The chart below illustrates how the questions are populated across the different levels.
Figure 17 Summary of MRL Questions
MRL 1
MRL 2
MRL 3
MRL4
MRL 5
MRL 6
MRL7
MRL 8
MRL 9
MRL 10
DoD
10
23
42
55
68
70
71
76
67
53
Non-DoD
0
0
0
97
104
129
121
253
137
2
Total
10
23
42
152
172
199
192
329
204
55
With the comprehensive 1,300+ question, this will serve as the foundation as Raytheon's MRL
assessment tool. A question arose at this point whether if this was the tool to release to the suppliers to
start the assessment programs. However releasing this tool would not have been any different than some
of the outside tools that were evaluated with the exception that some of the questions were originated
from Raytheon.
38
4.2
Artifact-Based Approach
One insight gained as the number of the questions was being reduced was that there were primarily
two types of questions. The first type of questions only appeared on certain level and the second type of
questions appeared throughout a range of levels (for example from level 4 to 6) but was asked differently.
Below are some examples:
"Have producibility and manufacturing assessments of key technologies and components been
initiated as anronriate?"
This question above is asked in thread B (Design) in MRL5. There are no similar questions asked again in
the question bank.
"Have production lines to be modeled been identified?"
"Have production lines been modeled for pilot?"
These two questions above, one appeared in MRL5 and one appeared in MRL6, are treated as
type 2. Further insights were revealed that having certain artifacts, processes/documents, in place can
adequately give the question the answer of YES. In the first question, an artifact that defines and reviews
a supplier's operational capability can answer the question. Therefore, if a supplier is being evaluated for
MRL5 and this operation capability artifact is deemed to be mature for the level required, then the
question can receive a rating of YES. Since this question only appeared on MRL5, if an assessment was
targeted for MRL6, then this artifact will not be required nor will the question be asked.
For the two questions on production line modeling, a common artifact such as value stream
mapping can adequately answer the questions. Since these questions appeared on MRL5 and MRL6, an
artifact similar to value stream mapping will be required for review for either a MRL5 or MRL6
assessment.
39
Furthermore, some common artifacts can be used to answer multiple questions across multiple
threads and levels. This observation essentially formed the basis for Raytheon's MRL tool. Instead of
asking questions that require YES/NO answers, the suppliers will be asked to present various artifacts to
demonstrate proven capabilities across various business, engineering, and operation areas. Here are some
additional processes/artifacts generally accepted across different industries: EVMS (cost), BOM Analysis
(material), Capacity Plan (material), Engineering-Change-Notices Processes (process), Poka-Yoke
(process), Non-Conforming Material Policy (quality), and Master Schedule (manufacturing management),
etc.
For each artifact reviewed, a numerical score (1-10) will be given. The numbers represent how
mature the artifact is according to the MRL Matrix53 . The supplier will first self-evaluate but the scores
will be verified by Raytheon audit team on site. This scale provides objective assessment and common
language to be used across all users (Raytheon and suppliers). The maturation of these artifacts will
essentially form the basis for a risk mitigation plan that will show the path for a supplier to go from the
current state to desired state. It is through the collaborated effort between Raytheon and the suppliers that
the risks and responsibilities will be shared.
With over 1,300 questions, a focus group approach was taken. There are diverse talents and
experiences across the members of the Supplier Engineering team. Eight members were selected and
paired up into four teams based on their expertise and knowledge. Each team was responsible for two
threads (one team was responsible for three threads) and for each question the team will propose an
artifact that will best answer a particular question.
At the end of this effort, a list of 250+ artifacts was created that would address all the questions
that were absorbed into the MRL question bank. It was also decided the tool be Excel-based for ease of
transmitting between Raytheon and the suppliers as well as across multiple divisions within Raytheon.
" See Appendix
40
4.3
Supplier Engagement
One issue with the current artifact list is that the artifacts were terms that were familiar to
Raytheon. As the team releases the tool into the field, how would the suppliers react to the terminologies
used? It was decided to release the tool to a supplier who will supply a critical component (that has been
identified as a CTE) to a one of Raytheon IDS's radar programs.
There were two main feedbacks Raytheon was particularly interested in. First, will suppliers be
familiar with the artifacts Raytheon has identified? If the supplier has an artifact that is similar in nature
as the one that has been required, can the supplier submit this artifact instead? Also are the artifacts
commonly used by the suppliers for not only program specific purposes but also normal company
business operation?
Second, Raytheon was interested in how the supplier deemed the time required to self-evaluate
itself and fill out the form. A team from Raytheon was dispatched to the supplier and worked with the
supplier management staff to run through the entire list of artifacts and the progression of the maturity
expected throughout the entire product lifecycle. At the end of two days, the first version of the MRL
assessment tool was fully filled out.
Another invaluable insight gained was how Raytheon should work with the suppliers in order to
minimize the time required to do this assessment while achieving the maximum coverage required by the
assessment. This flowchart below will demonstrate an ideal MRL assessment effort between Raytheon
and its suppliers.
41
Figure 18 MRL Assessment Flowchart
Sellther*
Value
Propostion
Agnwl1PA
Prepare
Assessmet
Tool
2wek
prorto event
Woek
prtortoevet
o
No
U id
4.4
i
t
w
Manag9eand
Dleftecuire
Une tour
montorgap
closure efforts
tocomplebon
RTNISuppier
investmerts
requiredto
close gaps
Jointassessment
andartlactreview
MRLbsseline
Supplier
dy?
Yes
Method of Data Gathering
In this section, explanation will be given on how data is gathered from suppliers. As mentioned in
the previous section, the score for reach artifact is from a scale of 1 to 10. However, there is additional
information which the suppliers will need to fill out to be also verified by Raytheon.
For each artifact, a numerical score must be given on two levels: agreed product level and business
process. This is essential because Raytheon wants visibilities on the supplier for its current state and its
potential for reaching the desired state. For example, on a given program if the value mapping stream
artifact is graded to be MRL6 when the desired level is MRL8, then there is a gap. The supplier is more
likely to close on this gap if value stream mapping is a business process that the supplier is already
engaged in. In this case, the supplier will receive a score of 10, for example, for company-level business
process rating. If the supplier does not currently employ value stream mapping or its current value stream
mapping process leaves a lot to be desired, then the supplier will receive a score of 8 or below for
company-level process rating. When this happens, this gives Raytheon the intuition that it will be less
likely for the supplier to mature this artifact to the desired state than it would have been if the supplier
already engages in value stream mapping. The altered screen shot below demonstrates how the data
would be entered:
42
Figure 19 Scoring for Product- & Business-Level Assessments
eed Product Level
Supporting Artifact
Business Process
xxxxxxxxxxxx
XXXXXXXXXXXX
NI A
1
2
5
6
7
YYYYYYYYYYYY
The pre-determined drag-down selection also restricts users from entering values that are not numerical,
thus standardizing inputs and eliminating errors.
There are two additional data points collected for each artifact. If an artifact was scored below the
desired state, then it is necessary for the supplier to provide a plan, i.e. closure path, to get to the desired
state. The Raytheon audit team will give a qualitative score on the quality of this closure path as
illustrated below:
Figure 20 Inputs on Quality of Closure Path
Supportifg Artifact
Closure Path Exist?
Closmwe Comments
xxxxxxxxxxxx
XXXXXXXXXXXX
XXXXXXXXXXXX
Known Plan
Unknown Plan
Known Plan wiReservotions
The three possible answers are known plan, unknown plan, and known plan w/reservations. If the supplier
has a clear path, known plan, to the desired state for the specific artifact then it is more likely for the
supplier to mature the artifact in time versus as if a supplier has no ideas, which in this case the choice
would unknown plan. In the cell to right, it provides a space for the supplier or Raytheon team to provide
some comments that would be company or program specific.
4.5
Tool Enhancement
43
Even with buy-ins from suppliers secured (another supplier was introduced to the tool and similar
reactions and feedbacks were received), Raytheon wanted to enhance the tool to further increase
efficiencies and minimize errors. The first thing that needed to be accomplished was the weighting of the
artifacts. In the MRL tool that was evaluated, each question received equal weighting. The problem with
this approach was that a good supplier might be unnecessarily penalized for missing some of the less
relevant artifacts while a bad supplier might fly under the radar with many irrelevant artifacts meeting the
criteria.
4
Using a qualitative approach commonly used in project management , the goal was to give a
weighting to each artifact. Again a focus group, enlisting the help from 20+ Raytheon employees, was
formed to perform such a task. The artifacts were distributed among the focus group and each member
was asked to rank the artifacts in three different aspects: cost, schedule, and performance. The rankings
are low/L/l, medium/M/3, and high/H/9 for severity of impacts to the program if this artifact was not able
to reach MRLX by the time it was due. The guideline below was given to Raytheon employees to assist
them in ranking the artifacts. The criteria have been altered for illustration purpose only:
Figure 21 Guideline for Ranking
IMPACT
COST
SCHEDULE
PERFORMANCE
9
5
Amro Elkkad, PMP. Risk-Tolerance Based Schedule and Cost Estimates. 2008
44
The 1/3/9 scale is chosen over the 1-10 scale for several reasons. First, it was simply easier to use
and to communicate to the team. Additionally the non-linearity of the 1/3/9 scale was better at
emphasizing the severe risks if an artifact received a rating of 9. This same approach was taken for
assigning probabilities which will be discussed in Chapter 5.
Employees themselves were given weights. For example, the engineering director was given a
weight of 3 to rank the artifacts in the threads of design and technology while an engineer within the
Supplier Engineering group might only receive a weight of 2 for his/her ranking. In addition, each artifact
was reviewed and ranked by at least two different employees and the average of their rankings was taken.
The next step was to categorize the artifacts. Based on the needs of the program and the nature of
the assessment, perhaps not every single artifact needs to be assessed. Several categories were formed and
they are listed below:
"
Build-to-Print vs. Build-to-Specification
"
Prime vs. Sub-contractor56
-
Contractual vs. Non-contractual Assessments5 7
Additional filters were added. One of such is previous quality audits performed at the suppliers.
Raytheon performs regular quality audits at many of its suppliers. An analysis was done to find the
common questions between the MRL tool and the quality assessment. Several of the MRL artifacts were
identified that can be adequately answered if certain quality metrics were met in a separate quality audit.
Even though the goal was to reduce the number of artifacts, certain special processes (such as plating,
brazing, and painting etc.) will often need to be evaluated as part of the contractual requirements.
Therefore each special process will need to be added into the MRL assessment as required.
" Todd Generotzke CST Consulting PMP, MBA, MPM. A Simple Tool for Risk Management Planning.
56 We found several artifacts to either fall under the jurisdiction of the Prime contractor, i.e. Raytheon or the supplier
will need inputs from Raytheon to prepare the artifacts
" Since a particular artifact can answer several questions, if none of the questions that falls under a specific artifact
come from the DoD DeskBook, the artifact is a non-contractual artifact
45
The next step was to automate certain functions of the MRL tool. With the artifacts properly
categorized, it is now possible to filter the 250+ artifacts down the ones that are relevant for the particular
assessment. Since the tool is Excel-based, a VBA code was utilized to automate the filtering process. The
flowchart below demonstrates the various filtering criteria:
Figure 22 Artifacts Filtering Criteria Utilizing VBA
Below is an altered screen shot of the Excel-based tool that allows users to enter different assessment
criteria to filter the necessary artifacts.
Figure 23 Sample Screenshot for VBA-Assisted MRL Tool
LM
Level Desk"e
jPd~e 0, Sd.oMtvaeOuI1
BsiM-to4Pdn oir Bi-tSpee
Cou"
ASOOMOO
I
JY(p*0.sti
Qnoce
aceO
Acises.an
QnoteC(wiing bring)
paing requi
CT(RTNhardwae
Qnote
Date of AssessMt
ClareTp
Date of Closre
of
Vorkig Dags
notesJ(h&ttereaingrequirrnns)
regurm
JD(highsungth bokl
Qnote
QnoteKI(destruodVphsia analysis
st of FolowUp Assessment
tes*g requ
anote TC(nonweswuotve
MR(tape andreeing o conn
Gnote
T
iZ~IILF
CTEFile
PIOVA
I
t
NPm~to be Saved
&
Name
46
I
GO
5
METRICS GENERATION & ALGORITHM CREATION
With the MRL tool able to identify the artifacts and to capture the relevant data to provide visibility
of risks, the next step was to quantify the risk. Using an approach similar to ones used in most risk
registers, a risk factor will be calculated for each immature artifact as a way to qualitatively measure the
risk. The chapter will focus on the calculation for the risk factors, the generation of a scorecard, and the
addition metrics calculated from data collected.
5.1
Risk Factor Calculation
Risk factor is defined as Risk Factor = Impact x Probability. The impact of each immature artifact
has already been defined with the effort of the focus group. The next step was to calculate the probability.
In an ideal world, there would have been statistical data available such that a probabilistic model can
be constructed or at least a numerical probability number can be obtained. Unfortunately that was not the
case with the MRL assessment. Since this was a pilot project, there were no data as to evaluate the
probability of an event. Therefore, a qualitative approach was taken.
In Chapter 4.4, the collected data has been described. There are three main components that are
entered by the suppliers for each artifact: program specific rating for MRL, company level rating for
MRL, and a qualitative rating for the closure path in the event of an immature artifact. The probability
that is being generated here is the probability of this supplier not able to mature the artifact to the desired
state given the current state it is in. There is not one factor that can solely determine this probability.
Rather, the probability is a composite probability.
This composite probability, of each immature artifact, is made up by 4 probability factors:
-
Program maturity, PML
Business practice maturity, BML
Time remaining, days-to-close, DTC
Quality of closure path, CP
47
Each probability factor has two components, the actual probability and the weight it carries. The actual
probability is qualitatively described as L/M/H (10% / 50% / 90%) and the weight of each probability
factor must add up to one. A rule was created to assign the L/M/H values:
-
For PML, H (PML < MRL-2), M (PML = MRL-2), L (PML=MRL-1)"
= For BML, H ( BML < MRL-2), M (BML = MRL-2), L(BML=>MRL-2)
- For DTC, H (DTC<30), M (30<=DTC<=60), L (DTC>60)"
-
For CP, H (Unknown plan), M (Known plan w/ reservation), L (Known plan) 60
Value stream mapping will be illustrated here as an example. For the artifact value stream mapping, it has
been determined that the desired MRL is 8. On the program specific level, the artifact only achieved a
rating of 5 but the value stream mapping is an established process at this supplier, thus it received a rating
of 10. The assessment happened on January I", 2012 and the supplier must reach MRL8 by February
12th', 2012. Although the value stream mapping artifact is immature, the closure path presented by the
supplier has been deemed satisfactory by Raytheon. With all these information, the probability of this
supplier not able to deliver a mature artifact by February
12 th,
2012 can be calculated as:
Weighted Failure Probability = (90% * W%) + (10% * X%) + (50% * Y%) + (10% * Z%)
where W is the weight for PML, X is the weight for BML, Y is the weight for DTC, and Z is the weight
for CP. In addition, W + X + Y + Z = 100. For ease of demonstration, the values of W, X, Y, and Z were
chosen such that the probability of failure is 40%61. The significance of this number, 40%, is not to
indicate an actual probability of 40% that this supplier will not be able to mature the value stream
mapping artifact from MRL5 to MRL8 in less than 42 days (1/1/2012 to 2/12/2012) given value stream
mapping is a common process at this company. Here this 40% simply means, in a qualitative way, that
value stream mapping has a higher probability of not maturing to MRL8 than another artifact that has a
calculated weighted failure probability of 30%.
If the program specific rating was 4 but the desired level was 6, the failure probability was M (50%)
If the assessment date is more than 2 months away from the closure date, the failure probability was L (10%)
6 If the supplier does not have a closure plan for the immature artifact, the failure probability was H (90%)
61 The number has been altered not to reflect actual values used by Raytheon
58
59
48
The next component for the risk factor was severity of impact. As previously mentioned, each
artifact was given a score of 1/3/9 in terms of cost, schedule, and performance impact if the artifact was
not mature by closure date. Using the same value stream mapping artifact, it has been determined that the
artifact carries an impact of 9 for cost, 9 for schedule, and 2.2 for performance1 2 . The risk factor can now
be calculated as:
Risk Factor = (9 * 40%) + (9 * 40%) + (2.2 * 40%) = 8.08
This calculation can be performed automatically for all artifacts evaluated in the Excel template. Risk
factors from individual artifacts are not meaningful at this point, but they form the basis for many of the
metrics to be explained later in this chapter.
5.2
Scorecard Metrics
One of the primary outputs required from a MRL assessment is the score of the supplier. This score
is required by the customer and must be reported at program milestone reviews. No matter how efficient
the Raytheon MRL assessment tool is, it is a failure if the customer (DoD) does not accept the outputs.
Therefore great care was taken to formulate an algorithm that will calculate a score.
Even though the Raytheon tool is artifact-based, the customer is familiar to questionnaire-based
format. A reverse linking was performed such that for each of the 1,300+ questions in the original
question bank, at least one artifact was linked to that question. Since each artifact would carry a score
(program level score), each question can now be assigned a score. For example, the question "Does
subtier supplier risk assessment and mitigation plan exist?" is answered by two different artifacts, one
scoring at 6 and one scoring at 8. The MRL score for this question is thus (6 + 8) / 2= 7. With the
individual question scored, it is now possible to score the entire thread. An example of the MRL
scorecard to be submitted for customer review is shown in the next figure.
62
Values have been altered to not reflect actual impact values used by Raytheon
49
Figure 24 Sample MRL Scorecard" (Threads with ratings 2 or more levels below desired state is shown in red)
MRL Matrix Evaluation Threads
A
Technology & industrial Base
B
Design
C
Cost &Funding
D
Materials
E
Process Capability & Control
F
G
H
Quality Management
Manufacturing Personnel
Facilities
1
Manufacturing Management
8
TRL
Tech. Maturity
Al
A.2
BA.
B.2
C.1
C.2
C.3
D1
D-2
D.3
D.4
E,1
E.2
E.3
F-1
G.1
H.1
H.2
1.1
1.2
URI Matrix Sub-Thread
GAL
M
Technology Readiness Level (TRL)
Technology Maturity
Transition to Production
Manufacturing Technology Development
Producibility Program
Design Maturity
Cost Modeling
Cost Analysis
Manufacturing Investment Budget
Maturity
Availability
Supply Chain Management
Special Handling
Modeling & Simulation (Product & Process)
Manufacturing Process Maturity
Process Yields & Rates
Quality Management Including Supplier Quality
Manufacturing Personnel
Tooling/STE/SIE
Facilities
Manufacturing Planning &Scheduling
Materials Planning
7
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
86
8
8
7
*
6
7
8
6
7
6
6
6
6
6
7
6
6
6
7
6
6
6
6
The scorecard serves two important purposes. First, it communicates to the customer a quick
overview of the supplier in current state. Second, more importantly the scorecard provides Raytheon with
a method to have a 2-way linkage between the artifacts and the questions, giving Raytheon the validation
it needs to promote and defend its artifact-based MRL assessment.
5.3
Percentage to Goal
The metric, percentage to goal, is an internal measure to indicate how far the supplier has to go
before reaching the desired state. It is a quantitative measurement based on qualitative data giving the
management a visual indication on progress. This section will describe how this metric is generated.
Before the metric, Percentage-to-Goal PTG, can be calculated, the points for each artifact must be
explained. For example, an artifact has cost impact of 3, schedule impact of 6, and performance impact of
9. The desired MRL is 8 but the artifact only achieved a level of 7. The artifact should have received 48
points, 48 = 8 * (3+6+9) / 3 but in reality it only received 42 points, 42 = 7 * (3+6+9)/3. If there are 5
relevant artifacts within a particular thread, and the point distribution is as follows:
63
The scorecard utilized altered data and does not represent any specific Raytheon supplier.
50
Figure 25 Example of Percentage-to-Goal Calculation
Cost
3
9
3
8
3
Al
A2
A3
A4
A5
Schedule Performace Assessed
6
6
6
9
9
6
1
9
6
4
2
4
3
3
4
Desired
8
8
8
8
8
Actual Points Desired Points
30.00
40.00
54.00
72.00
26.00
34.67
18.67
37.33
12.00
24.00
The Percentage-to-Goal for this thread can be calculated as:
PTG = E Actual Points / Y Desired Points = 140.67 / 208 = 68%
This calculation can be repeated for all 9 threads thus providing the management a visual indication on
the supplier in regards to its status in each thread area.
5.4
Risk Mapping
Another metric of interest is the overall risk factors associated with the supplier. Using the risk
factor, impact, and probability for each individual artifact as calculated in Chapter 5.1, a risk map can be
constructed for as below:
Figure 26 Sample Risk Map "4
impact
high impact
lower probability
highest
priority
/
lower*
priority
W
N
.E
.g .a
high probability,
lower impact
probability
" Risk map shown is not an actual map from the Raytheon MRL tool. It is shown for illustration purpose only.
51
5.5
Summary Report
The final feature of the tool is the ability to provide an instant overview of the assessment results
once the data is entered. The Excel-VBA code automatically generates a graph as well as a summary of
the assessment. For example, after specifying the following assessment criteria (MRL8, Build-to-Print,
Sub-contractor, and required for contractual assessment) and collecting the data from the supplier, a
summary is generated:
6
Figure 27 Assessment Summary
Assessment Target MRL 8
Meets MRL 8
Known Closure
Unknown Closure
Total Areas Assessed
Min
5
A - Tech 1B
0
7
0
7
6
B - Design
0
7
0
7
6
C- Cost
0
7
2
9
6
D-Material
0
43
0
43
6
E-Process
0
45
0
45
6
F- Quality
17
24
0
41
6
G - Mfg. Ppl. H - Facility
1
0
7
12
0
1
8
13
6
8
I - Mfg.
0
3
1
4
6
It is worth noting that the artifact list is now reduced to 177 from the original 250+. The summary also
displays the how many of the areas are not meeting the MRL8 requirements and what percentage of the
non-compliant areas has a clear path to closure.
65
Summary shown for illustration only and does not represent actual data
52
6
FUTURE ENHANCEMENT & CONCLUSIONS
At the conclusion of this project, the tool was still in its Excel-based format. As the tool evolves and
more data points are collected, there are discussions going on about converting the tool into a web portal
where suppliers can now evaluate themselves by selecting the appropriate criteria.
The MRL assessment simply addresses the transition-to-production risks but it does not include other
risk areas such as finance (outside of cost and budgeting) and geo-political, etc. A follow-on project could
be one to form an integrated risk assessment absorbing the MRL scores into an overall risk registrar.
Raytheon already has several other metrics on measuring and evaluating suppliers, and it would be an
interesting project to evaluate the overall risks with a particular supplier and to come up with a method to
quantify the results.
Since the maturation of the immature artifacts forms the basis of the risk mitigation plan for
Raytheon to present to its customers, another enhancement would be a proposed integer-programmingbased task picking algorithm. In the context of defense acquisition, often all identified risk areas must be
mitigated. But what if Raytheon has limited resources to mitigate a high number of risk areas in a
constrained time frame? If Raytheon is primarily focused on the schedule impact, then the immature
artifacts with the highest schedule impact points can be addressed first. The tool can be modified to
include Excel-based integer programming where it will prioritize and pick the artifacts to mature based on
the constraints and priority. Here is a conceptual illustration of how this optimization might work:
53
Figure 28 Illustration of Integer Programming
Risk Factor
Artifact
Cost
Schedule
Performance
Raytheon
Supplier
Execute?
Al
A4
A6
B1
B4
C1
C11.
C40
D1
E23
E44
F1
F2
F3
F4
G10
H3
H10
H21
11
12
13
14
15
2.8
1.07
3.68
1.69
2.92
7.68
5.89
3
1.44
8.76
7.29
1.85
7.76
5.46
5.1
8.46
6.16
3.46
4.35
1.93
6.33
2.14
5.84
4.07
6.39
4.68
5
4.81
4.64
1.05
5.96
7.41
6.21
6.76
5.2
4.89
5.62
5.76
7.33
1
4.37
4.93
8.22
2.06
8.17
5.21
8.01
2.49
5.59
6.39
8.76
6.03
4.92
3.43
1.57
2.6
1.92
3.79
1.77
7.46
5.64
2.94
2.19
8.56
3.43
2.6
7
5.99
8.27
5.69
7.95
7.01
$512,635
$596,791
$231,690
$500,059
$475,205
$792,060
$292,150
$567,776
$612,613
$649,689
$976,406
$304,776
$746,358
$61,398
$635,124
$811,193
$639,271
$785,580
$995,981
$754,924
$647,022
$417,565
$655,543
$505,343
$563,178
$244,349
$508,665
$158,022
$976,245
$183,701
$895,748
$615,369
$187,176
$756,553
$394,692
$717,858
$346,149
$756,954
$187,045
$694,965
$382,499
$381,785
$347,458
$444,875
$928,637
$999,291
$685,649
$50,958
1
0
1
0
0
0
1
1
0
0
0
1
0
1
0
0
0
0
0
0
0
0
0
0
In the illustration above, 24 artifacts have been identified as being immature and the risk factors have
been calculated using the algorithm explained previously. For instance, if Raytheon wants to prioritize on
schedule risk, then artifacts Al, A6, CI1, C40, F I, and F3 would be picked (in the Execute? column a
binary value of either 1 or 0 is assigned). These artifacts are picked to maximize the sum of the schedule
risk factors (35.41) while meeting the budgetary constraint of $2,000,000 ($1,970,425 > $2,000,000).
Additional constraints can be added such as keeping supplier's cost under a certain amount and this
program can be used to pick different task for various priorities.
But for an optimization such as this to work well, sensitivity analysis and uncertainties must be
addressed. How sensitive is the optimization to the budget? Would a different set of tasks be picked if the
budget was increased to $2,000,100? How certain are the Raytheon's cost for mitigation? As the
assessment is currently designed, the Raytheon assessor and the supplier's management would agree on a
54
cost number to mitigate a specific risk. To account for uncertainties, this cost number should really be a
range or a distribution and this process would become more of a stochastic optimization. But even with
that, data collection is necessary to provide accurate inputs. For example, what was the range/distribution
of cost associated with mitigating the risks of immature value stream mapping over the last 50 to 100
assessments for a supplier falling under certain categories? How accurate was the predicted cost versus
the actual cost at the end? With the cost incurred, was the mitigation effort successful? This type of data
collection is time-consuming and for a project in its infancy such as the MRL assessment, much analysis
must be done to study the tradeoffs.
Uncertainties associated with this MRL assessment are the most important issues going forward for
Raytheon. Although a guideline was created for Raytheon staffs to assign weights to different artifacts,
the accuracy of the assigned weights will need to be proven out in time. As more assessments are carried
out, it might be found that the maturation of a highly-weighted artifact in schedule actually does not
contribute much to the overall program schedule progress. As of the end of the project, the Excel template
was designed so that if the weighting needs to be modified, it can be done if all the stakeholders involved
agree on such new ratings.
More importantly, this MRL assessment process must be validated in time. Do the artifacts collected
truly answer the questions imposed by the DoD? Even if all the questions are answered and the artifacts
are mature, does this mean a supplier is truly at MRLX? For example, there are 40 immature artifacts
found after the first assessment at a supplier for MRL8. Over the next 3 months, Raytheon worked with
this supplier to mature these 40 artifacts just in time for the program milestone review. Right before the
review, a second/follow-up assessment was done and all the immature artifacts are now deemed mature to
be at MRL8. The customer (DoD) accepts Raytheon's assessment of this supplier's MRL and the
program moves into Low Rate Initial Production. How does the label of this supplier being at MRL8
relate to the program's overall success in terms of cost, schedule, and performance? With the slow
moving and long duration of typical defense acquisition process, the validity of a particular assessment
55
won't be clear in a short time. The validation path of Raytheon's MRL assessment process is clear but
this proposed methodology will take time to be accepted by the customers and peers.
This first pilot version of the Raytheon MRL assessment tool attempted to address some of the
common issues embedded in supplier evaluation and risk management. It provides a compromise between
thoroughness and efficiency. It also attempted to provide a common language and objective measurement
scale among the different users including Raytheon employees and supplier management staffs. The twoway linking between the artifacts and the DoD questions provided visibility to the customers on
Raytheon's method of performing the assessments.
This tool for Raytheon is not only a risk management tool but also a product development template
for both internal processes and supplier development. In addition, this template is valuable as a strategic
marketing tool. It shows Raytheon as a market leader in the defense industry not only on the technology
front but also a first-mover in addressing the new challenges in the defense acquisition programs. It sends
a signal to Raytheon's suppliers that Raytheon intends on working collaboratively with the suppliers to
share risks and rewards.
No matter how advanced and robust an assessment method is, the human aspect will always be
essential. A successful implementation will not occur if the users do not understand the intent of the
initiatives. In addition, all stakeholders' interests must be aligned. During this project, a lot of effort was
focused on how to engage the various stakeholders and to make sure the tool is marketed to them
accordingly.
At the end of the project as of late August 2011, there were efforts at Raytheon to take this template
and use it on Raytheon's internal production lines since Raytheon often serves as a first-tier supplier to
another defense OEM such as Northrup Grumman. It will be interesting to see how differently Raytheon
will be assessed by another defense OEM and whether the artifact-based MRL assessment will gain
traction not only with the OEM contractors but also with the customers such as the DoD.
56
(A
-4
&h6duOri
T~cdwwogy
Oevesimom
ATedmm$M
i
Io
k~I[
T
i
Il
ftm
~i1
11'.I
Ir
"1
I
o1'
ful
WN
--j
IbPliiilil
hlithh
I I iI Iill I
i
lar
a
Ii
hidilil
UOPOO
I;iiun
h
j[il
j
UJU1
'111,md-1 1
I--3 4
l
Ii IidI if~t
IIl_
lajjd
Bsee
J V
00
......
-------
I
C4
Uji
6
4
1
Iw -a
iai
tJ
Ii' hfl
1
f~jf
je
U~gj~
I
a~ ji
llshilit
d6
!Idu~~idih
Ill~
ilh
o*- a
i
,
hijdad
)~
~i~i
i A illu Ithi
Ulibiji
I
i Ili 1111,
sup-tj I
SC)
0
1
ITI
$il
Ini----N
99{
$9{
I
41
Ill
S~suumo t.m
9
i
I
T
11, oi
rI
piiI ol
Sil
-)S*ysw~.
0
!
n
T
'j
C.3 -kantlactW"1
him
ifdf
oi
T
lt
oii
q I
Buisnt
i
t
jR
2
mAd
iga
IalaJ,1
-
Jim
h
vj6IUK UoJmaI
'W
I~Jill____________1
Jilh fill lha
111i1
(404oLD p
_
I
I~
i
Eu
iRilihkiI
I
lildifiM
~~
ii"llh d
________
II
hJ
wom SO@Juom~nm- ra
I AVipu*e oo~-
Ammm
I11111111'l
2
i jji
Wh
SO4wo
.00
.........GG
i
.1 X
ihi
IIII
I Ip ~
iliI~
i ~IiI~ ,1'
'qu1Illl
I---
i
i
-~
&gqag eAndsiau
WOosdI
I~~iId
I ~I
Ae
f
0~~
Til
'
l!
il!
41i
irli I
._
it
[
#A!Kr
mi
4,
al oil I
1111 i
In~
TooingSTE/SE
1llIll.
H.I -
................
I
Il i l
111 111
Facus
41"!fi ll
H.2 -
H-Facimes
x
Pill
......
Oil
~ilr
itr
oil'r
xI
I
3
II|t *j
p
SFoil
illi
&Pmdcudanl
2If
G.1 - Sig Wokforce (Engneering
G - W9 Wokfoce (Engneering & Psducton
ld
Il
6l iiiwwasue
8
REFERENCES
1. OSD Manufacturing Technology Program in collaboration with the joint Service/Industry
MRL Working Group. ManufacturingReadiness Level Deskbook. 30 July 2010
2.
Government Accountability Office. GA 0-06-391 Defense Acquisitions: Assessments of
Selected Major Weapon Programs.March 2006
3.
Joachim Hofbauner & Greg Sanders. Defense Industrial Initiatives Current Issue Cost-Plus
Contracts.
4.
New York Times. The First Presidential Debate between Senator John McCain and Barack
Obama in Oxford, Miss. September 26 2008.
5.
Jim Morgan. Manufacturing Readiness Levels (MRLs) for Multi-Dimensional Assessment of
Technology Maturity. May 10 1, 2006
6. Mark Gordon. The Need for Manufacturing Innovation and Readiness. April 17, 2008.
7.
Raytheon Company. Form 10-K. February
8.
Karen Jacobs and Andrea Shalal-Esa. U.S. Arms Makers See Flat Sales in Face of Cuts.
Reuters January 26", 2012
9.
Hurriyet Daily News. US Raytheon announces missile project worth nearly $4B for Turkey.
May 26h,2011
2 3 rd,
2011.
10. SupplyChainBrain. How Raytheon Transformed Its Supply Chain. October 20*', 2011
11. Apogee Consulting. Raytheon Builds on Supply Chain Management Success. April 4 th 2011
12. Industry Week. Raytheon Shores Up Its Supply Chain. March 16"', 2011
13. Gartner. Supply Chain Transformation in the Manufacturing Sector: Raytheon Company.
February 2 4 h 2011
14. Andrew Corum. Design and Development of a Supplier Evaluation Process. May 8h 2009
15. Steven Croce. Risk Management Framework for Evaluating Suppliers. May 7"', 2007
16. Government Accountability Office. GAO-02-701 Capturing Design and Manufacturing
Knowledge Early Improved Acquisition Outcomes. July 2002
17. Government Accountability Office. GAO-10-439 DoD Can Achieve Better Outcomes by
Standardizing the Way Manufacturing Risks Are Managed. April 2010
18. Wikipedia. Manufacturing Readiness Level. January 14", 2012
19. https://www.mrlassist.bmpcoe.org
65
20. Best Manufacturing Practices/Center of Excellence. MRL Assist Tool User Manual (Version
1.1). February 2007
21. Amro Elkkad, PMP. Risk-Tolerance Based Schedule and Cost Estimates. 2008
22. Todd Generotzke CST Consulting PMP, MBA, MPM. A Simple Tool for Risk Management
Planning.
23. Government Accountability Office. GAO-09-326SP Defense Acquisitions: Assessments of
Selected Major Weapon Programs. March 2009
66
9
ACRONYMS
CDR - Critical Design Review
EVMS - Earned Value Management Systems
FRP - Full Rate Production
LRIP - Low Rate Initial Production
MRL - Manufacturing Readiness Levels
PDR - Preliminary Design Review
TRL - Technology readiness Levels
T/MRA - Technology & Manufacturing Readiness Assessments
67
68