Theory of Constraints
LT6 – TOOLBOX TRAINING COURSE
3-24-10
Disclaimer and Approved Use
» Disclaimer
–
–
This presentation is intended for use in training individuals within an organization. The
handouts, tools, and presentations may be customized for each application.
THE FILES AND PRESENTATIONS ARE DISTRIBUTED ON AN "AS IS" BASIS
WITHOUT WARRANTIES OF ANY KIND, EITHER EXPRESSED OR IMPLIED.
» Copyright
–
This presentation is created and copyrighted by Factory Strategies Group LLC.
» Approved Use
–
–
–
Each copy of this presentation can be used throughout a single Customer location, such as
a manufacturing plant. Multiple copies may reside on computers within that location, or on
the intranet for that location. Contact us for authorization to use this presentation at multiple
locations.
The presentation may be customized to satisfy the customer’s application.
The presentation, or portions or modifications thereof, may not be re-sold or re-distributed
without express written permission.
» Current contact information can be found at: www.factorystrategies.com
Outline
1. Introduction to Constraints
2. Background and History
3. Components and Implementation
4. Five Steps Of Theory of Constraints
5. Drum, Buffer, Rope
6. TOC and Lean Manufacturing
7. Benefits and Issues with TOC
8. Measurements & Financial Issues
9. Sustaining TOC
10.Knowledge Check
1- What is Theory of Constraints?
» The Theory of Constraints (TOC) is a systems-oriented
process improvement methodology that is based on the
theory that a system has a single goal (which is to make
money, and that systems are composed of multiple linked
activities, one of which acts as a constraint on the whole
system.
» TOC is a methodology to focus on removing and exploiting
the constraint in order to optimize throughput. Identification of
constraints allows management to take action to alleviate the
constraint in the future
1- What is the Theory of
Constraints?
“The core idea in the Theory of Constraints is that every real
system such as a profit-making enterprise must have at least
one constraint”.
“There really is no choice in the matter. Either you manage
constraints or they manage you. The constraints will
determine the output of the system whether they are
acknowledged and managed or not”
2- Background and History
» The Theory of Constraints was first described by Dr. Eliyahu
M. Goldratt in his novel, The Goal, which was originally
released in 1984. Subsequently, he formally introduced the
theory in his book, Theory of Constraints, which was originally
published in 1990.
3- Constraints
» A constraint is anything that limits a system from achieving its
goal or a level of performance desired. A constraint can be
viewed as a structural bottleneck which determines the
maximum capacity of a system.
3- Constraints
» Any system can produce only as much as its critically
constrained resource
Constraint
60 units
70 units
40 units
60 units
Per day
Per day
Per day
Per day
Maximum Throughput = 40 units per day
3- Constraints
» Constraints can be internal to the company (i.e. something
which they company can easily control or change) or external
(i.e. a constraint for which the company had no immediate
control, but is often something for which the company can
take some action to resolve in the medium to long term).
3- Internal Constraints
» Internal constraints may include:
– capacity of particular machines or workstations;
– salary levels or work environment within the company which constrain
the company’s ability to hire capable employees;
– transportation bottlenecks in the production process;
– ability of the production management team to manage certain
production processes;
– ability of the production planning team to schedule/allocate production
efficiently;
– incorrect assumptions about maximum capacity by relevant managers.
3- External Constraints
» External constraints may include:
–
–
–
–
availability of sufficient raw materials;
availability of labor or managers in a particular location;
brand awareness of the company’s products;
distribution channels for the company’s products.
3- Constraints and Variation
» Extra costs exist when there is a significant variation between
the capacities of different processes within a company. This is
because the processes with higher capacity will be
underutilized, resulting in unnecessary depreciation, labor or
operating expenses associated with those processes. In
addition, in a “push type” manufacturing company, the
unbalanced capacity often creates an excessive amount of
work-in-progress, which is likely to result in higher financing
costs and higher defects.
3- Constraints and Variation
» A key idea behind the Theory of Constraints is that by
identifying and resolving the most significant constraint in a
system, it will allow for all of the other processes to operate at
a higher volume. Consequently, significant value will accrue to
the company insofar as this will lower the fixed costs per unit
(depreciation, labor, factory overhead) while increasing the
company’s volume of output, thereby leading to higher
revenues.
3- Constraints and Variation
» Therefore, a company applying the Theory of Constraints will
prioritize solving whatever is the most significant constraint to
the business because solving that problem is likely to have
the biggest positive impact on the business compared to other
possible improvements. A similar concept can also be applied
within particular departments or processes.
3- Significance of Bottlenecks
» Maximum speed of the process is the speed of the slowest
operation
» Any improvements will be wasted unless the bottleneck is
relieved
4- Five Steps Of TOC
1.
2.
3.
4.
5.
Identifying the constraint
Decide how to exploit the constraint
Subordinate everything else to the decision in step 2
Elevate the constraint
Go back to step 1, but avoid inertia
4- Step 1: Identify the constraint
» A company or system is like a chain so, if the goal is to
increase the capacity of the chain, strengthening any link
other than the weakest is a waste of time and effort. In order
to identify the constraint, the company should find a way to
measure the capacity of each process and then track actual
throughput against the capacity to determine where capacity
utilization rates are the highest.
Internal
• Process constraints
External
• Material constraints
Machine time, etc.
Insufficient materials
• Policy constraints
• Market constraints
No overtime, etc.
Insufficient demand
4- Step 2: Exploit the constraint
• Once the constraint has been identified, the next step is to
identify the key factors that determine the capacity of that
process, and which of those can be manipulated to increase
the capacity of the process.
• For example, it may be a shortage of machines, the speed at
which machines run, the amount of downtime due to poor
preventative maintenance, a shortage of certain tools or
spare parts, etc.
4- Step 3: Subordinate everything
else
• At this stage, actually solving the constraint should be a top
priority.
• This includes overcoming any emotional resistance to solving
the constraint, including any incorrect assumptions by
managers that prevent the constraint from being solved.
• Consequently, strong leadership from the company’s General
Director will often be required at this stage so that any internal
resistance to solving the problem can be overcome.
4- Step 4: Elevate the constraint
• The capacity of the constraining process needs to be
increased up to above the next most significant constraint in
the system in order to remove the bottleneck.
• Even better would be to elevate the capacity of the
constraining process up to a level which is equal to the target
capacity of the entire system.
4- Step 5: Go back to step 1
• The Theory of Constraints is a continuous improvement
process. When one constraint has been broken (the weakest
link of the chain has been strengthened) another constraint
will be created (the new weakest link).
• Therefore, it requires the team go back to step 1 to continue
the loop to remove the constraints.
5- Drum, Buffer, Rope
• Drum, Buffer, Rope is a method to identify and exploit the
constraints in a production system. It uses Process Mapping as a
main tool to identify the bottleneck and then apply solutions.
• Drum: This is the constraint itself since it sets the drumbeat (pace)
for the other processes. Also, the drumbeat signals the upstream
operations what to produce and tells the downstream operations
what to expect.
• Buffer: This is the stockpile of WIP in front of the constraint. It is a
precaution to keep the constrained resource running at the highest
possible capacity since it determines the output of the entire
system. However, to some degree this may conflict with lean
manufacturing principles which consider that buffers are typically a
source of waste so they should always be minimized to the extent
possible.
• Rope: Limitations placed on production in upstream operations
which are necessary to prevent flooding the constraint with excess
work-in-progress (WIP) which are above its capacity.
5- Drum
» Drum
– Output of the constraint is the drumbeat
Sets the tempo for other operations
Tells upstream operations what to produce
Tells downstream operations what to expect
5- Buffer
– Buffer
– Stockpile of work in process in front of constraint
Precaution to keep constraint running if upstream operations are
interrupted
5- Ropes
– Ropes
– Limitations placed on production in upstream operations
Necessary to prevent flooding the constraint
5- Drum, Buffer, Rope
» Drum-Buffer-Rope for Process Control
– Drum: The Pace Setting Resource - constraint
– Buffer: The amount of protection in front of the resource
– Rope: The scheduled staggered release of material to be in line with the
Drum’s schedule.
A Pull System
Buffer
60
Rope
70
40
Constraint
(Drum)
60
6- TOC and Lean Manufacturing
» In general terms, Lean manufacturing focuses on eliminating
waste whereas Theory of Constraints emphasizes on
maximizing throughput. Nonetheless, the two approaches can
be used together.
6- TOC and Lean Manufacturing
» Similarities
– Both Lean and TOC aim to optimize the performance of an entire
system, not just one part of the system. Consequently, both approaches
take into consideration the impact that various processes have on each
other and try to improve the smooth collaboration between different
processes.
– Both Lean and TOC advocate continuously reevaluating when there are
opportunities for improvement and pro-actively making those
improvements.
1- Theory of Constraints Continuous Improvement
Comparison
6- TOC and Lean Manufacturing
• Differences
▫ Lean Manufacturing aims to eliminate all forms of waste in the
production process, whereas Theory of Constraints is a tool that focuses
on eliminating the waste associated with underutilized capacity or labor.
In other words, Theory of Constraints aims to spread fixed costs over a
higher volume of production by increasing the volume of output, resulting
in lower fixed costs per unit of output. Meanwhile, Lean Manufacturing is
a broad set of tools that aims to reduce both fixed costs and variable
costs per unit of output.
▫ In some cases, Theory of Constraints advocates the intentional use of
buffer inventories to ensure that a constrained process never operates
below capacity whereas Lean Manufacturing usually aims for one-pieceflow and the minimization of WIP, since excess WIP between processes
often leads to defects and other costs.
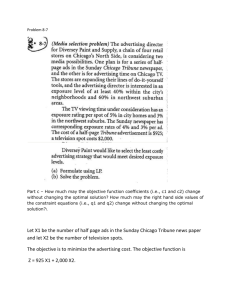
6- TOC and Lean Manufacturing
Production Process Layout
Product Line Strategy
Engineer
To Order
Job
Shop
Batch
Flow
Mixed-Model
Repetitive
Dedicated
Repetitive
Make to
Order
Assemble
To Order
Make to
Stock
Low Volume,
High Variety
Medium Volume,
Med. Variety
High Volume,
Fixed Variety
High Volume,
Standard
Product
7- Benefits of TOC
» Increased revenue
– Assuming that the market demand exists, by eliminating the most
significant constraint, the company will be able to generate higher
revenues by producing a higher volume.
» Reduced cost per unit
– If many processes or departments within a company have capacity
which isn’t fully being utilized, it means that fixed costs associated with
those processes or departments are not being used efficiently. There
are also other hidden costs associated with significant constraints –
such as management time spent dealing with the negative
consequences of the constraint, or increased wastage due to
overproduction at the processes upstream of the constraint.
7- Benefits of TOC
» On-time delivery
– Often the part of the company which is the most significant constraint is
not as controlled or predicable as the other processes within the
company. Consequently, the constraint itself is often the source of
shipment delays. As such, removal of the most significant constraint can
lead to more predicable lead times and better on-time delivery
performance.
7- How does TOC help
companies?
1. Focusing improvement efforts where they will have the
greatest immediate impact on the bottom line.
2. Providing a reliable process that insures Follow Through!
7- Issues with TOC
• Constraining resource must be maximized
▫ All other operations must be geared toward this goal
May require sub optimization in other areas
• Upstream operations must provide only what the constraint
can handle
• Downstream operations will only receive what the constraint
can put out
• Constraint must be kept operating at its full capacity
▫ If not, the entire process slows further
• Advantages
▫
▫
▫
▫
▫
Improves capacity decisions in the short-run
Avoids build up of inventory
Aids in process understanding
Avoids local optimization
Improves communication between departments
7- Issues with TOC
» Disadvantages
– Negative impact on non-constrained areas
– Diverts attention from other areas that may be the next constraint
– Temptation to reduce capacity
» Ignores long-run considerations
– Introduction of new products
– Continuous improvement in non-constrained areas
8- Finding the Goal
» Before a company can properly focus, a necessary condition
is that they answer the following question:
– What is the Goal of a for profit enterprise?
» Answer: To make more money now and in the future!
» Some would argue that the goal of their company is to…
– To satisfy customers now and in the future!
– Provide satisfying jobs now and in the future!
» The owners can choose the goal, but the other two become
conditions necessary for achieving the goal
8- The Goal: Measuring Progress
» Once the Goal is identified, one necessary condition to
success in achieving the goal is to identify which
measurements will be used to judge progress.
8- The Goal: Measurements
» Conventional Wisdom
–
–
–
–
–
Net profit?
Efficiency?
Utilization?
Return on Investment?
Cash Flow?
» TOC Wisdom
– Throughput
– Inventory
– Operating Expense
8- Throughput
» The rate at which the system generates money through sales.
(Or, the money coming into the organization.)
» Building inventory is not throughput
» Only $ generated by the system get counted; e.g., raw
materials and purchased parts are not throughput.
» T = Selling Price - Materials
8- Inventory
» All the money the system has invested in purchasing things
which it intends to sell.
» Inventory is a liability (not an asset)
» Raw materials, work in process, finished goods and scrap are
inventory
8- Operating Expense
» All the money the system spends in order to turn inventory
into throughput. (Or, the money coming into the
organization.)
» All employee time (direct, indirect, operating, etc.)
» Depreciation of a machine
» Operating supplies
8- The Goal: Financial Issues
» Viewing an organization from the operation expense world
perspective causes one to believe that almost everything is
important – that the organization is composed of independent
variables.
» But viewing the organization from throughput world
perspective forces the realization that the organization is a
collection of dependent variables and that the artificial barriers
between these variables, or functions, must be eliminated.
» Managing the parts of an organization as if they were isolated
kingdoms is not the dominated measurement.
8- The Goal: Financial Issues
» In the throughput world, constraints become the main tools of
management and the previous tool, product cost, can be
discarded.
9- Sustaining TOC: Process Stability
» The following steps will make production more stable and
predicable, therefore allowing for a greater level of confidence
in the impact of removing the most significant constraint:
– Measuring process and machine capacity and output in order to define
the constraint point;
– Creating clearly defined production procedures and processes;
– Implementing the 5S system at shop floor level;
– Synchronizing the production layout to better arrange workstations so
as to minimize transportation bottlenecks.
9- Sustaining TOC: Assumptions
» In many cases the root cause of the constraint is the incorrect
assumptions of one of several key people, which in turn
results in resistance when trying to remove the constraint.
» This can sometimes be solved by getting all key people to
agree on a common goal and getting the resistant people
involved in the process of identifying solutions for achieving
the goal.
8- Knowledge Check
What book was instrumental in developing the concept of
Theory of Constraints?
o A) The Objective
o B) The Goal
o C) The Strategy
o D) The Constraint
Match each of the five steps of the Theory of Constraints with
its descriptions by dragging the description to the step.
Step
□
□
□
□
□
E
D
C
B
A
Identifying the
constraint
Decide how to exploit
the constraint
Subordinate everything
else to the decision in
step 2
Elevate the constraint
Go back to step 1, but
avoid inertia
© 2009 Factory Strategies Group LLC. All rights reserved.
Description
A. When one constraint has been
broken another constraint will
be created
B. The capacity of the
constraining process needs to
be increased
C. Solving the constraint should
be a top priority.
D. Identify the key factors that
determine the capacity of that
process, and which can be
manipulated to increase the
capacity.
E. Measure the capacity of each
process and then track actual
throughput against the
capacity
49
What is the main tool used in drum, buffer, & rope to identify the
bottleneck?
o A) Kaizen
o B) Throughput
o C) Process Mapping
o D) Kanban
Match the word with its description by dragging
the description to the word.
Word
□
□
□
C
Drum
A
B
Buffer
Rope
© 2009 Factory Strategies Group LLC. All rights reserved.
Description
A. A- The stockpile of WIP in
front of the constraint.
B. B- Limitations placed on
production in upstream
operations which are
necessary to prevent
flooding the constraint
with excess work-inprogress (WIP) which are
above its capacity.
C. C- This is the constraint
itself since it sets the
drumbeat (pace) for the
other processes.
51
What are some of the benefits of the Theory of Constraints? (Mark all
that apply)
A. Increased revenue
B. Reduced cost per unit
C. Constraining resource must be
maximized
D. On-time delivery
Which of the following will make production more stable and
predictable? (Mark all that apply)
» A) Measuring process and machine capacity and
output in order to define the constraint point
» B) Creating clearly defined production procedures
and processes
» C) Implementing the 5S system at shop floor level
» D) Synchronizing the production layout to better
arrange workstations so as to minimize
transportation bottlenecks
How can you implement TOC in your
operation?
Congratulations!!!
» You have completed the course.
» Contact your Continuous Improvement Facilitator for more
information on Theory of Constraints.