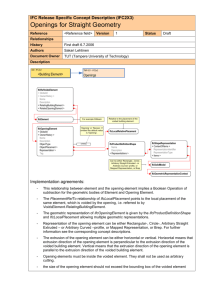
Extrusion Experiment Report: Die Geometry & Lubrication
advertisement
Extrusion Experiment
Austin Kaiser
October 4, 2011
TA: Josh Schmale
Section 304
Abstract
The objective of the extrusion experiment was to examine how different factors effect the
extrusion process. The parameters tested were die geometry (round or square), lubrication, and
extrusion direction (forward or reverse) to see how they effect the breakthrough force, dead
metal zone size, and pipe defect size of the samples tested.
To conduct the experiment, lead billets were placed in an extrusion assembly according
to what parameters were being tested. The assembly was then placed in a tensile test machine,
where force was applied until the specimen was fully extruded. Throughout the testing process, a
data acquisition system collected data regarding force and displacement. The data was then
analyzed using Microsoft Excel.
The lab consisted of five main steps. The first step was dyeing and scoring the lead billets
at .100 inch intervals, which were later used to view the deformation of the lead sample. The
next step was appropriately placing the billets in the extrusion assembly. The third step was
placing the assembly in the tensile test machine and setting the proper strain rate. The fourth step
was starting tensile test machine and data acquisition systems. The final step was removing the
extrusion assembly and extracting the extruded billets.
The largest factor in determining breakthrough force was the presence of lubrication.
Lubrication was found to lower the breakthrough force by on average 1529 pounds. Die
geometry and the direction of extrusion were also significant factors in the breakthrough force,
though less so than lubrication. It was found that the geometry of the die was the most significant
factor in determining the size of the dead metal zone and presence of pipe defects. Square dies
generally produced larger dead metal zones and resulted in the presence of pipe defects.
Table of Contents
Title Page……………………………………………..……. Page 1
Abstract………………………………………………..…… Page 2
Table of Contents………………………………………...… Page 3
Experimental Setup …………………………………………Page 4
Equipment Used……………………………………………..Page 5
Analysis…………………………………….…..…..……Page 6-10
Conclusions…..……………………….……………………Page 11
Appendix………………………………………………..Page 12-13
Experimental Setup & Procedure
The three parameters examined in this experiment were die geometry, type of extrusion,
and lubrication. Two levels for each factor, direct extrusion and reverse extrusion, meant eight
tests had to be done in total. First, the billet-half surfaces were coated with red layout dye and
height gages were used to scribe cross-hatch lines 0.100 inches apart across the billets. Lead
residue was then cleaned from the ram, die, and chamber before the billets were placed in their
appropriate die assembly. The two assemblies are illustrated in Figure 1 and Figure 2.
Figure 1 Direct Extrusion assembly schematic
Figure 2 Reverse Extrusion assembly schematic
The assembly was then placed in the tensile test machine, which was run at a 3.5 rate
setting. The test machine was stopped after the ram moved through 0.8 inches or after the four
stages of extrusion were completed. After the procedure was completed for all eight tests, the
extrusions were examined in terms of dead metal zone size, amount of piping, and break through
force.
Equipment Used
The Riehle Tensile Test Machine was used to produce the compressive forces necessary
to extrude the billet. The Kistler dynamometer, model 9071-A, was hooked up to the test
machine and converted the force (lbf) to an electric charge (pC). The Kistler charge amplifier,
model 5004, converted the electrical charge to voltage (V). This amplified voltage was sent
through an analog to digital converter, National Instruments model 9201, to the computer where
the LabView software, version 10, evaluated the data. See Figure 3 on the following page for
illustration.
Other Equipment Used:
Layout dye
Height gage
Lead Billets, split
Extrusion Dies
Rubber Mallet
Lubrication
Shop rags
Data acquisition system
Safety glasses
Disposable Nitrile gloves
Figure 3 Schematic of Data Acquisition System for Extrusion Experiment
Analysis
Figure 4 illustrates the four stages in the extrusion process in terms of force v.
displacement. Stage one consists of the billet taking the shape of the chamber and excess air
being forced out of the assembly. The forces increase during stage two until sticking friction is
overcome. Breakthrough is when the billet overcomes friction and begins to flow through the
die; this breakthrough force is typically the highest force seen during the extrusion process and it
takes places between stages two and three. As the billet flows through the die in stage three, the
force required by the test machine drops because the friction forces decrease as a result of the
reduction in volume that contacts the container liner. Further extrusion is no longer possible once
the process reaches stage four. The work piece has reached the dead metal zone in this final stage
in which the remaining material is simply being pressed against the die. Table 1 summarizes the
data and analysis from the eight test runs.
Breakthrough Force
Figure 4 Graph of the four stages of extrusion
Table 1 Summary and analysis of the eight tests.
S.O. 1
S.O. 2
S.O. 3
S.O. 4
S.O. 5
S.O. 6
S.O. 7
S.O. 8
"Random
Order"
1
2
3
4
5
6
7
8
Direction
Forward
Reverse
Forward
Reverse
Forward
Reverse
Forward
Reverse
Die
Geometry
Square
Square
Round
Round
Square
Square
Round
Round
Lubrication
No
No
No
No
Yes
Yes
Yes
Yes
Break
Through
Force (lbs)
13468
10049
14260
12080
9499
9579
10210
10497
Dead Metal
Zone Size
L
M
S
S
M
M
S
S
M
N
M
N
L
M
L
M
A
mount
of
Piping
N = None
S = Small
M = Moderate
L = Large
Force v. Displacement
Forward, Square, No Lube
16000
1
2
3
4
14000
Force (lbs)
12000
10000
8000
6000
4000
2000
0
0
0.1
0.2
0.3
0.4
0.5
Displacement (inches)
Figure 5 Graph from test run S.O.1
0.6
0.7
0.8
0.9
Figure 5 illustrates the extrusion process in terms of force v. displacement under the
conditions forward, square, and no lube. This graph looks very similar to the general extrusion
process case from Figure 4. The four stages were easily identified, as shown on the graph. The
breakthrough force for this particular sample was 13,468 (lbf).
Force v. Displacement: Forward and Reverse
16000
14000
Force (lbs)
12000
10000
8000
FRN
6000
RRN
4000
2000
0
0
0.2
0.4
0.6
0.8
1
Displacement (inches)
Figure 6 Graph from test runs S.O.3 (forward, round, no lube-FRN) and S.O.4 (reverse,
round, no lube-RRN).
In comparing the forward and reverse extrusion processes for the samples of round and
no lube condition, it can be seen from Figure 6 that stage three differs for these two processes.
The reverse extruded sample had a breakthrough force that was 2,180 (lbf) less than the forward
extruded sample and it also required less force through most of stage three than the forward
sample. This is to be expected because the reverse extrusion method produces significantly less
frictional force than the forward extrusion method. The tool stem and die push down on the billet
in the reverse method instead of pushing on the stationary die, tool stem and container liner like
in the forward method. Because the billet does not need to be pushed along the container liner,
there is less friction produced and less overall force required for this process. This also explains
why the force for the reverse method doesn’t fluctuate in stages three and four as much as the
forward method does; the sample doesn’t experience as much friction along the container wall so
the extrusion force required won’t change in relation to the area of the billet in contact with the
container wall changing.
Examining the Statistical Data
The half normal probability plot for the experiment can be seen in Figure 8 of the
appendix. This plot helps to isolate outliers in the list of parameters effecting the extrusion.
Overall, the presence of lubrication was the biggest factor effecting the breakthrough force.
Overcoming friction between the container wall and billet requires a large amount of force, the
presence of lubrication reduces this required force significantly. In addition to the billet wall
friction, there is some friction around the die. Lubrication aids in reducing these frictional forces
as well, especially in the round die because it has a larger surface area in contact with the billet.
Results of the lubricated samples showed an average breakthrough force of 9,946 (lbf) where
non-lubricated samples required an average of 12,464 (lbf) of breakthrough force.
The next most significant effect was the interaction effect between the direction of the
extrusion and whether or not there was lubrication. On average, the forward extrusion process
had a breakthrough force that was 1,308 (lbf) more than the reverse extrusion process. This is
because the forward extrusion process produces a large amount of frictional force between the
billet and container wall which makes the required breakthrough force higher, shown in Figure 6.
The addition of lubrication reduces these frictional forces and as a result, the breakthrough forces
are decreased and the effect of the direction is more prevalent.
Geometry of the sample had an effect on the breakthrough force as well. Samples using
the round die had breakthrough forces that were an average of 1,113 (lbf) more than that required
for the square geometry. This is a result of the surface area of the die; the curved surface of the
round die had a larger surface area than the simple opening used in the square die. When the
billet was extruded through the round die, there was more surface area in contact with the billet
as it passed through; this produced higher frictional forces which pushed against the billet and
resulted in a higher breakthrough force.
Additional Analysis
Frictional forces played a major role in the velocity of the material as it passed through
the die. At the edges of each billet, there is zero velocity; this is a result of the friction acting
between the billet and container. The highest velocity was in the center of the billet, away from
the effects of friction. Also, the end of each billet was rounded; this is also because the center of
the billet had a higher velocity than the edges. Overall, the velocity profiles resembled
parabolas. Pictures of the velocity profiles for each sample can be seen in the appendix, Figure
9.
A dead metal zone is the region in an extrusion where the metal stops flowing through the
die and the grain does not appear to have been stretched or changed. At this point additional
force applied will not result in more material passing through the die. The square die produced
significantly larger dead metal zones than any other parameter. The presence of lubrication and
the direction of extrusion didn’t seem to play a role in dead metal size. Overall the square, nolube, forward extrusion produced the largest dead metal zone. This is because the square die has
no transition from the opening of the die to the surface in contact with the billet; it is simply a
ninety degree angle. As the extrusion process nears completion there is less material which can
flow through the die, the remaining material is just being compressed between the side of the die
and the dummy block and cannot be extruded, forming the dead metal zone. The rounded die
creates a curve from the opening of the die to the side of the die in contact with the billet. This
creates a way for the material to flow from the billet through the die as the pressure increases,
resulting in a smaller dead metal zone. The addition of lubrication creates less friction between
the die and the billet which allows the material to flow more easily and results in a smaller dead
metal zone.
A pipe defect is a sink or crack in the center of the billet, usually starting at the dead
metal zone and continuing until the center of the billet. Pipe defects are a result of material in the
center of the billet moving significantly faster than the sides of the billet, which is proven in the
velocity profiles. Forward extruded samples using the square die appeared to produce the most
pipe defects. This is likely the result of the fact that the square die has less surface area than the
round die, which results in less friction and less force working against the billet as it passes
through the die. This allows the billet to achieve a faster velocity profile and develop a pipe
defect.
Conclusions
This lab focused on the effects of lubrication, die geometry, and direction of extrusion on
the extrusion process. It was made clear through probability plots that lubrication was the most
significant factor, with extrusion direction coming second and die geometry last. On average,
samples that used lubrication had breakthrough forces that were 2518 pounds less than samples
that did not use lubrication. Forward extrusion resulted in a breakthrough force that was 1308
pounds more than the reverse process, while round die geometry required 1113 more pounds of
breakthrough force than the square geometry.
The reverse extruded sample using square die and no lubrication produced the largest
dead metal zone. This can be concluded by observation of the sample and backed up by
knowing what causes the dead metal zone as mentioned earlier. Observation also proves that
geometry of the die played the largest factor in the size of the dead metal zone. It was also found
that forward extruded samples using the square die produced the most pipe defects and that the
geometry of the die was the most significant factor in development of pipe defects.
As with all laboratory experiments, there were several possible sources of error in this
test. First of all, sample 8 was not run through the complete test, as can be viewed in the
appendix pictures. Also, the billets might not have all been uniform in terms of size and weight
which could lead to variation in the amount of force required for breakthrough. Another source
of error could be residual lubrication left on the die and container walls after testing a lubricated
sample; if this were not cleaned properly it could affect the results of a non-lubricated sample.
Temperature variation could affect this experiment but it was all done at the same room
temperature so the samples had the same conditions.
Overall, the experiment was run well and proved to be a good learning experience. One
improvement that could be made is to measure the dead metal zone and pipe defects
qualitatively. This would leave less room for bias and human error because as of right now it is
just a naked eye observation.
Appendix
Table 2 Extrusion Summary
S.O. #
D
Main Effects
G
1
2
3
4
5
6
7
8
Effects
+
+
+
+
-1308
+
+
+
+
1113
SQR= +
FWD= -
L
DG
+
+
+
+
-2518
+
+
+
+
361.5
N/L= -
Interaction Effects
DL
GL
+
+
+
+
1491.5
+
+
+
+
-298.5
RND= +
DGL
+
+
+
+
-258
REV= +
BTF
from
DAS
13468
10049
14260
12080
9499
9579
10210
10497
LUB=
Sample Calculations:
Data Manipulation- to find the breakthrough forces, the equation { =MAX(P14:P123) }
was used for each of the given rows of force data.
SED Calculations- to find the effects, the positive and negative signs were assigned to the
corresponding break through force in the BTF column, these values were then summed
up and divided by 4. Effect for D:
(-13468+10049-14260+12080-9499+9579-10210+10497)/4 = -1308
Figure 7 Cube plot using break through forces as response
Half Normal Probability Plot
3000
L
Absolute Effects
2500
2000
1500
G
1000
500
GL
DGL
DL
D
DG
0
0
20
40
60
Half Normal Quantities
Figure 8 Half normal probability plot.
Figure 9 Images of the eight extruded samples
80
100
 0
0
advertisement




Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users