EDT System - Smart Technology Group

Smart Technology Ltd.
PO Box 13272
Solihull, West Midlands,
England. B92 9EU
Telephone : +44 (0)845 644 5059
Fax :
Email :
+44 (0)121 2756197 smart@smarttec.co.uk
Smart Technology limited
24 Channel Smart Hengtong/ EDT System
Issue date
Issued to
©Smart Technology – all rights reserved
02 May 2011
Specification Reference Smart-101211-24-1.0
This Document is private and confidential and is not to be issued to any third party without the written permission of Smart Technology Limited.
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
CONTENTS
Section Description
A
A1.0
A1.1
A1.2
A1.2.1 Roll Information
A1.2.2 Site Information
A1.3
A1.4
A1.5
Technical Specifications
Introduction
Smart Technology
System Requirements
General Description
Basic Specifications
Roll Surface Finish
A2.0
A2.1
Description of the EDT System
The Roll Rotation Unit
A2.2 Texturing Head
A2.2.1 Servo Modules
A2.2.2 Dielectric Delivery Manifold
A2.2.3 Barrel Edge Texturing
A2.3
A2.4
A2.5
Dielectric System
Smart EDT Controller
Power Cabinet
A2.6
A2.7
A2.7.1
A2.7.2
A2.8
B
B1.0
B2.0
B2.1
B2.2
B2.3
Fire Protection System
Consumable and spare parts
Consumable Requirements in Normal Operation
Typical Spare Parts list for 2 Year Operation (24 Channels)
Operation of the Smart EDT System
Commercial Issues
Buyer’s Responsibilities
Seller’s Performance Guarantee Figures and Test / Acceptance Method
Methodology
Pre-shipment (shop) Tests
Acceptance Tests at Customer Works (Final Acceptance Tests)
Appendix 1: List of EDT Equipment
Page
5
5
6
8
9
3
4
4
5
11
11
15
16
17
18
18
20
22
26
27
27
28
30
38
39
40
40
41
41
43
2 nd May 2011 Page 2 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
SECTION A
TECHNICAL SPECIFICATIONS
2 nd May 2011 Page 3 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
A1.0 Introduction
A1.1 Smart Technology
Smart Technology produces a range of high performance specialist equipment, as well as retrofitting new control equipment. Smart manufactures Electro-Discharge Texturing (EDT) Systems, Friction Stir Welding machines, and a wide range of non-conventional machine tools. In 2008 Smart and Hengtong Machinery of
Anshan, China established a joint venture company to market the EDT equipment worldwide. First machine was successfully sold and installed in Essar Indonesia near to Jakarta in 2009.
Smart Technology Limited
Smart Technology also carries out research and development into a revolutionary new class of actuators based on Smart Materials. These
Smart devices offer excellent dynamic characteristics and extremely high resolution. They are particularly suited to precision machining and optical positioning applications.
Smart is also the world leader in manufacturing the electro rheological smart fluid.
All steel companies, world-wide, currently accept Electro Discharge Texturing, EDT, as the preferred method for texturing their rolls.
The Smart EDT system is designed to meet customer’s requirements. It is a cost-effective system, with the following features.
Productivity:
Repeatability:
Reliability:
Fast texturing times on all roll types
Pre-set parameters for a required texture repeatable with total consistency.
Proven in industry over many years.
Flexibility:
Uniformity:
Can be configured according to customer’s requirements
In some cases, it can be upgraded for future expansion.
Maximum surface uniformity across the roll.
2 nd May 2011 Page 4 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
A1.2 System Requirements.
A1.2.1 Roll Information
The type of rolls to be textured is given in the table below.
Roll
Characteristics
Barrel Diameter – Max
Barrel Diameter – Min
Neck Diameter
Barrel Length
450
245
1605
Length of roll
Roll Weight (kg)
Barrel Roughness (Ra)
4556
3060
Please note all dimensions are in millimetres (mm) :
A1.2.2 Site Information
The environmental data of the site will be considered when preparing final machine specification. All electrical and mechanical assemblies will be designed and manufactured to ensure compatibility.
2 nd May 2011 Page 5 of 44
A1.3 General Description
Please note this quote is for one head / 12 Channel only
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
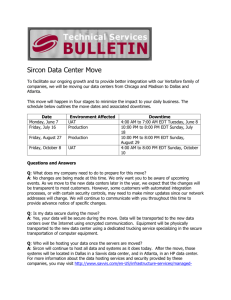
EDT System supplied to Essar (Indonesia)
One (1) Texturing Head, with Twelve (12) Servos.
The Smart EDT system is based on the Traversing Texturing Head assembly. The system has one (1)
Texturing Head; the head assembly houses the servo modules which carry the electrodes. Each servo module controls the movement of the electrodes, using the advanced servo control system developed by Smart. The
Texturing Head Assembly traverses (scans) the full length of the roll, thereby ensuring a consistent and uniformed surface finish. With this unique scanning feature, the Smart EDT system can easily texture varying lengths and diameter of rolls.
The individual servo control allows the system to also texture crowned and tapered rolls, as well as being able to cope with roll eccentricity. Another feature of the individual servo control and scanning process of the
Texturing Head Assembly allows the Smart EDT system to perform barrel edge texturing. As each electrode
(servo) reaches the end of the barrel, it is retracted and locked in position, this continues for each servo in the column, and for the number of columns selected by the operator. As the next pass begins, the operation works in reverse – as each electrode (servo) comes back onto the barrel, it is unlocked and the electrode (servo) begins to texture again. This procedure ensures a uniformed surface texture from end to end of the barrel.
2 nd May 2011 Page 6 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
The Texturing Head Assembly is supplied with dielectric at a rate of two hundred (200) litres per minute. The
Smart EDT system uses a special flushing manifold, which ensures the dielectric oil is supplied to the tip of the electrode. The manifold also ensures there is a consistent level of dielectric around the electrode tip during the texturing process. The dielectric oil is filtered, cooled and recirculated using an advanced filter system. The efficiency of the filtration system helps to ensure that there is minimal degradation of the dielectric oil as each roll is textured, which ensures consistency of the roll surface.
One (1) fume extraction unit is supplied with the system. This unit ensures the air quality. The Smart EDT system is among the safest available, the work chamber is total enclosed during the texturing process.
The Smart control console provides full control of the texturing process.
A wide choice of surface finishes from 0.5µm to 6.0µm Ra is available.
The Smart power cabinets supply the special electric energy waveform for efficient texturing.
Another example of an EDT system supplied by Smart and installed in Sumitomo Metal Industries in Kashima,
Japan. The system is 100 channels, fully automated.
2 nd May 2011 Page 7 of 44
A1.4 Basic Specifications
Equipment Type
Roll Rotation Unit.
Maximum between centres
Roll Length
Roll Diameter
Maximum Roll weight
Texturing Head Assembly
Number of head assemblies
Number of channels per head
Controller
Roll Rotation Unit
Power Cabinet
Total number of channels
Texturing modes
Machining Pulse Power / channel
Open Circuit Machine voltage
Initiation Pulse Power / channel
Open Circuit Initiation voltage
Polarity
Dielectric System
Type of Dielectric
Capacity of System
Type of Filter
2 nd May 2011 Page 8 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
24 Channel Low Cost EDT system.
Described in section A2.1
5500 mm
700 to 5000 mm
300 to 700 mm
8 Tonnes
Described in section A2.2
One (1)
Twenty four (24)
Described in section A2.3
Siemens 840D
Described in section A2.4
Twenty four (24)
Pulse mode
30 Amps
100 Volts
1 Amp
300 Volts
Selectable Positive or Negative
Described in section A2.5
ESSO Mentor 28 or equivalent
Approximately 5000 Litres
Surface Filter
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Fire Protection System
Type of system
Gas Used
Type of Detector
Number of Infra Red
Number of Temperature Probes
Number of Fume Extraction Units
Roll Surface Finish
Ra attainable
Peak Count attainable
Utility Consumption Data
1) Electrical Power
Described in section A2.6
Fully Automatic
High Pressure CO2
Infra Red and Temperature Probes
Two (2)
Two (2)
One (1)
Described in section A1.5
0.5 to 6 µm Ra
35 to 250 PC max
2) Compressed Air
Dew point at nominal pressure :
90 KVA
TBA
50 Hz (±3%)
60 litres / min and 6 Bar
+5
℃
Oil content : <10mg/m3
Dust particle content : <5mg/m2
Dust particle diameter : <10μm
Use Mode Continuous
A1.5 Roll Surface Finish
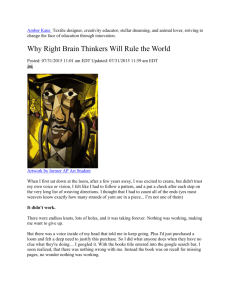
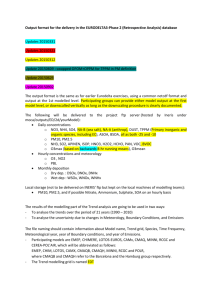
As a guide, Figure shows the relationship between the surface roughness Ra in m and the Peak Count in Peaks per cm.
Figure - Typical relationship between Ra and Peak Counts
200
180
160
140
120
100
80
60
40
20
0 1 2 3 4 5 6 7
Surface Roufgness Ra μm
The peak count results in the graph above are measured with a threshold from C1=+0.5um, C2= - 0.5um.
2 nd May 2011 Page 9 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
2 nd May 2011 Page 10 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
A2.0 Description of the EDT System
The EDT system consists of the following assemblies
The EDT Roll Rotation Unit
The Texturing Head
The Dielectric Unit
The EDT Controller
The EDT Power Cabinets, and
The Fire Protection System
A2. 1 The Roll Rotation Unit
The Roll Rotation Unit consists of: -
Headstock
1.
Powered by the CNC manufactures AC spindle motor producing a 30 HP single speed range headstock. The spindle speed is set via the CNC controller and is selectable between 1.5 to 20 rpm.
2.
The Headstock is fitted with a catch plate and drive dogs to assist with the roll loading / unloading procedure.
3.
Number 6 Morse taper centre is fitted to the headstock to aid with the roll loading / unloading procedure.
4.
A Jog station is available, to allow easy control of the headstock during loading and unloading the roll.
Saddle
The texturing head assembly is mounted on saddle. 1.
2.
The saddle is driven by a CNC manufacturer digital servomotor, via a precision ballscrew. The saddle feedrate is fully selectable, from the CNC controller.
Steadies
2 nd May 2011 Page 11 of 44
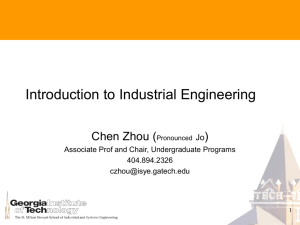
Figure 2 – General arrangement of the EDT System
(For example)
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
1.
Two manually adjusted steadies are fitted and run on the cast iron bedways..
2.
The steadies are manually clamped to the bedways, with keep plate. The steadies are manually positioned along the bedways using a rack and pinion drive.
Tailstock
1.
Heavy-duty tailstock, fitted with quill and rotating number 6 Morse
2.
taper centre to aid with the roll loading / unloading procedure.
The quill is hydraulically controlled. It is controlled by push buttons on the control pendent.
3.
The tailstock is manually positioned along the bed via a rack and pinion drive.
4.
The tailstock is clamped to the bedways with hydraulic clamps.
Hydraulic Pack
1.
The Hydraulic Pack provides all necessary hydraulic fluid and control for the tailstock operation.
2.
The Hydraulic Pack has a number of sensors – temperature, float switch, and pressure sensor – which the CNC uses to monitor the hydraulic pack.
Machine Guarding
1 Work chamber guarding is manually opened and closed.
2 Interlocks on headstock, tailstock, and work chamber doors to ensure they are closed during the texturing process.
2 nd May 2011 Page 12 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
General arrangement of the EDT System
(For example)
2 nd May 2011 Page 13 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Figure 4 – General arrangement of the EDT System
(For example)
The foundation for the EDT machine, at a minimum, should be put on at least a 610mm deep concrete slab.
Ideally if there is ambient vibration, the EDT machine should be put on an isolation base (similar to the roll grinders). The EDT machine is very susceptible to 'outside' vibration. The vibration will cause the texturing times to increase and to prevent the EDT machine from achieving low surface roughness.
2 nd May 2011 Page 14 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
A2.2 Texturing Head
Please Note machine quoted here is a single texturing head with twenty four (24) channels.
The texturing head consists of
A Housing
positioning slides
Servo modules
24 Electrodes
Dielectric delivery system
Texturing Head Assembly
The Texturing Head Assembly is a steel unit, which contains and protects the Positioning Slides during their operation.
Positioning Slides
The Positioning Slide houses the Servo module. The Positioning Slides are housed in the Texturing Head
Assembly. The Texturing Head Assembly can house up to five (5) Positioning Slides.
Each Slide locates six (6) servo modules and positions them relative to the roll. The stroke of the positioning slides allow for different roll diameters to be textured. Also attached to the positioning slide is a dielectric manifold, which provides the dielectric supply during the texturing process. All the Position slides point to the centre of the roll.
The positioning slides are driven independently under CNC control. Before the texturing process the slides are driven towards the roll. Once in position each individual servo then is activated and these servo drive the electrodes forward to start sparking on to the roll surface.
Photograph shows an EDT machine Texturing head with 12 servos only
2 nd May 2011 Page 15 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
A2.2.1 Servo modules
Servo Modules
The servo module is a modular design allowing it to be removed easily and quickly from the Texturing Head assembly – regardless of its position, within the head assembly.
Each servo can be extended or retract, to allow the operator to change the electrodes quickly and easily.
Electrode
Copper electrodes are used. Each electrode is fed with dielectric in its centre. The electrode can be easily changed.
2 nd May 2011 Page 16 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
A2.2.2 Dielectric delivery system
The Smart EDT system uses a Dielectric Delivery Manifold to ensure there is a continuous pool of dielectric around each electrode. Each manifold supplies the dielectric for one row of electrodes. Each electrode is supplied with its own dielectric fluid via eight (8) holes surrounding the electrode. A brush material is also used to hold the dielectric around each electrode.
Manifold Material is made from a PTFE material.
This figure shows the electrodes advancing through the manifold.
This figure shows the manifold and the electrodes during texturing. The bristles of the brush keep the electrode tip fully submerged in oil ensuring safe operation.
Dielectric Control
Dielectric oil is supplied to the texturing gap via the Dielectric Delivery Manifolds, and the centre flush dielectric through the centre of the electrode.
1.
Within each Texturing Head Assembly are Twenty four (24) electrically operated solenoid valves, which are used to control the centre flush dielectric. All the solenoid-operated valves are supplied with dielectric from a common manifold. This assures that all the electrodes in the Texturing Head Assembly are operating at the same dielectric fluid pressure. Each solenoid valve can be individually operated; this allows any single servo module to be removed from service with the dielectric fluid turned off without affecting the operation of the servo modules remaining in service.
2 nd May 2011 Page 17 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
2.
The Smart EDT system uses a Dielectric Delivery Manifold to ensure there is a continuous pool of dielectric around each electrode. Each manifold supplies the dielectric for one row of electrodes. Each electrode is supplied with its own dielectric fluid via eight (8) holes surrounding the electrode. A brush material is also used to hold the dielectric around each electrode.
3.
The dielectric fluid flow, temperature and pressure are monitored by sensors mounted on the Texturing
Head Assembly and relayed back to the CNC controller. If any of the sensors cause a fault condition, texturing stops and a message is displays on the CNC controller.
A2.2.3 Barrel Edge Texturing
Due to the individual servo control and scanning process of the Texturing Head Assembly. The Smart
EDT system can perform barrel edge texturing.
As each electrode reaches the end of the barrel, it is retracted 5mm and lock in position, this continues for each servo in the column, and for the number of columns selected by the operator.
As the next pass begins, the operation works in reverse – as each electrode (servo) comes back onto the barrel, it is unlocked and the electrode begins to texture again. This procedure ensures a uniformed surface texture from end to end of the barrel.
A2.3 Dielectric System
The Dielectric filter system comprises of two (2) tanks – dirty tank which holds the dielectric which has not been filtered, and the clean tank which holds the dielectric which has been filtered.
The dielectric is returned from the Roll Rotation
Unit via a Sump Pump. The dirty dielectric is pumped out of the dirty tank, through the filter units, into the clean tank.
An oil temperature controller unit is utilised to cool / heat the dielectric in the clean tank. Pumps on the clean tank, pump the clean dielectric back to the Texturing Head Assembly.
2 nd May 2011 Page 18 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Filter Units
1.
There are two (2) filter units – one unit will be used for operation, while the second unit is a spare. The units are switched over easily by a Ball valve.
2.
Each Filter Unit contains nine (9) filter elements.
3.
Each filter group supply approximately 200 litres of filtered dielectric oil to the clean tank.
Pump information
There is one (1) filter pump on the dirty dielectric tank, which pump the dirty dielectric to the respective Filter Unit.
There are three (3) pumps mounted on the clean tank – one pump supply’s the manifold dielectric to the Texturing Head Assembly, and the other pump supply the centre flush dielectric.
The third pump is used to pump dielectric oil out of the clean tank to the oil temperature controller.
There is one (1) pump (Sump Pump) mounted on the EDT Machine which pump the dirty dielectric back from the EDT Machine to the Dirty Dielectric Tank.
All the pumps are monitored and controlled via the CNC Controller.
Oil Temperature Controller “OTC”
Dielectric oil is pumped from the clean tank to the dielectric oil OTC. A thermostat mounted in the clean dielectric tank controls dielectric oil OTC and to ensure that the dielectric oil temperature is maintained within a preset range.
Sensors
There are level sensors in the Dirty Tank, the Clean Tank and the Sump Tank. The level sensors indicate a low level of dielectric. If any of the level sensors are activated it will cause an emergency condition, causing the EDT texturing to stop and the Dielectric filter system to stop.
These sensors are for safety precautions to prevent machining with an inadequate supply of dielectric. An appropriate message is displayed on the CNC control system informing the operator of the fault.
Dielectric Oil
The dielectric oil recommended by Smart Technology is a CLC EDM 3001 Lite, which is a synthetic oil with high flash point. Refer to A2.5.2 for the Recommended dielectric oil data sheet. However any suitable EDM dielectric oil will be acceptable. For example:
ESSO Mentor 28
SHELL EDM Fluid 130/110
EXXON Lector 45
Control
The dielectric system is controlled through the CNC control.
Spark Enhancement Additive “SEA”
Texturing using very pure dielectric oil is less efficient. Clean dielectric oil after being filtered will not produce effective sparks especially at the outset of the texturing process. Smart recommends adding small amount of additives to clean dielectric oil to enhance the texturing efficiency and to help produce uniform texture on the roll surface. This operation is not the same as continuously adding large quantities of graphite powder by one competitor who are using many electrodes on one servo. Total amount of SEA
2 nd May 2011 Page 19 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0 in the system is around 5 Kgm, and only 250 gms are added when more dielectric oil (200 litre) is added to top up the dielectric oil level.
Dielectric Filter Unit
A Filter Unit consists of nine (9) individual filter sticks, placed on a central guide mandrel. The length and number of filter sticks placed in the Filter Unit determine the total filtered flow of the Filter Unit.
A very high consistency of filtration is achieved around 10 Micron.
A2.4 Smart EDT Controller
The Smart EDT control structure is based around a high performance industrial control system – Siemens 840D
CNC.
The Local Machine Control (LMC), which provides the
Smart Operator Screens, Manual Control, and the
Maintenance screens. This would be mounted in close proximity to the Smart EDT system.
The Local Machine Control (LMC)
The LMC is located near to the Smart EDT System, it is used to control all the functions of the EDT machine. From this point the Operator can view the status of the EDT process.
Mounted at the top of the LMC are the EDT Analogue
Meters – these display the status of each of the EDT channels during texturing.
2 nd May 2011 Page 20 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
The Operator Panel provides all the required information for the Operator to control and monitor the EDT process. The Operator Panel displays the standard Siemens screens as well as the custom screens which Smart have produced – Smart EDT screens.
Mounted below the Operator Panel is the Machine Control Panel (MCP), this provides the standard Siemens pushbuttons, Custom pushbuttons and Jog pushbuttons.
The Remote IO (input / output) stations are connected to the LMC via a Profibus network.
Using Remote IO Stations, provides a modular design to the system, it eliminates large amounts of interconnection wiring, and allows the control structure to be expanded at a later date. As a mater of course,
Smart provides 20% housing and terminals for future expansion.
The Remote IO stations are located on the Roll Rotation Unit, Dielectric System, and in each Power Cabinet.
The Servo axis and spindle drives, of the Roll Rotation Unit, are connected to the LMC via a second digital network. The Servo axis and spindle drives provide control and monitoring of the axis and spindle motors located on the
Roll Rotation Unit. The Servo drives, spindle drive and the control algorithm are based on the either the Siemens or Fanuc digital drive system.
Also located in the LMC is the Fire Control Panel. This is a dedicated system designed to provide monitoring of field wiring, field sensors (located in the EDT work chamber and the Dielectric tanks) and the control of the C02 cylinders. The LMC provides secondary monitoring of the Fire Control Panel.
From the LMC the following functions are available :-
(a) Manual Control – The LMC allows the Operator / Maintenance Personnel to manually move the subassemblies of the Roll Rotation Unit, to extend and retract each electrode, and to jog each of the controlled axes.
(b) Maintenance Diagnostics – The LMC also provides tools to interrogate the Remote IO stations, to force outputs on / off, and to verify the performance of the servo axis.
2 nd May 2011 Page 21 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
(c) The Smart Operator Screens – From the LMC the Smart EDT System can be operated using the Smart
Operator Screens.
A2.5 Power Cabinet
The Power Cabinet houses the electrical and electronic components required to generate the texturing waveform. Each Power Cabinet controls the operation of six (6) servos. The Power cabinet has the following features: -
Enclosure
1.
Manufactured from 2mm Steel plate, the enclosure measures
2100mm (H) by 1200mm (W) by 600mm (D). IP rating IP55 (NEMA
2.
Double door access, allows ample access to the interior of the enclosure. All electrical components are mounted on 3mm galvanised steel mounting plate. All internal plates and the enclosure are earthed.
12)
3.
All electronic racks are mounted in a swing frame assembly – this easy access to the rear of the racks and to all the electrical components. allows
4.
The enclosure is fitted with two internal fluorescent lights, which are operated when the enclosure doors are opened.
5.
6.
All cable access is through the bottom of the enclosure.
Air flow inside the cabinet is provided by the two(2) door fans, which suck air into the enclosure. There are two(2) fan trays mounted in the swing frame, ensuring adequate air flow for the electronic racks, and four (4) fans mounted on the current limiting resistor box to ensure adequate air flow within the current limiting resistors. The warm air is vented out of the top of the enclosure.
7.
Each cabinet has it own isolator, to disconnect it from the three-phase supply. There are three (3) phase warning lights fitted to the front door of the enclosure.
8.
There are six (6) voltmeters and six (6) ammeters fitted to the front door of the enclosure to indicate the machining performance of each of the six channels.
2 nd May 2011 Page 22 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Machining Data
1.
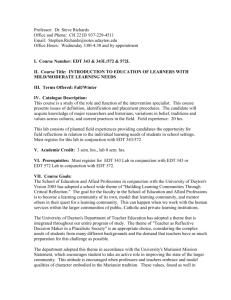
The Power Cabinet produces two (2) waveforms, when texturing a roll – the Initiation pulse and the Machine pulse. The Initiation pulse is a short high voltage pulse, which breaks down the dielectric and stabilises the gap, while the Machine pulse is used to provide the required surface finish of the roll. Lower Figure illustrates the Initiation and Machine Pulse
2.
Machining Waveform.
Machining open circuit voltage is 100 Volts dc.
Machining power is selectable from 1 Amp. to 30 Amps
Machining waveform is selectable from (minimum) 3 µSec. On ; 3 µSec Off ; to (maximum)
999 µSec On; 999 µSec. Off.
3.
Initiation Waveform
Initiation pulse open circuit voltage is 300 Volts dc
Initiation power is fixed at 1 Amp.
Initiation waveform is fixed at 3 µSec On.
Figure – Initiation Pulse and Machine Pulse
The ‘machine pulse’ provides a pulse of power to the electrode. The pulse duration is selectable from 3µSec On and 3µSec Off to 999µSec On to 999µSec Off.
The Machining power is selectable from 1 to 30 Amps.
The Initiation Pulse power is fixed at 1 Amp, and the duration of the pulse is fixed at 3µSec at the beginning of each machine pulse.
The Initiation Pulse is superimposed on the machine pulse.
This waveform can be seen on each electrode.
The Initiation Pulse is required for high quality texturing, preferable at low roughness below 2 Ra. The Initiation
Pulse breaks down the dielectric, which ensures the machine pulse power is only used for the texturing process.
The Initiation Pulse improves the efficiency and stability of the sparking process, and finally the Initiation Pulse increases the spark gap.
Compared with conventional spark erosion systems, the Initiation Pulse will increase the spark gap between 3 and 5 times as much.
2 nd May 2011 Page 23 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Servo Control
The Power Cabinet controls six (6) servo motors (six electrodes), the following schematic describes how the
Smart EDT Servo system ensures efficient machining.
1 The EDT Waveform is monitored at the electrode tip. This ensures the servo system has a true representation of the sparking efficiency at the spark gap.
2 The spark gap waveform (100V in amplitude) is scaled down to provide a 0 to
10Vsignal of the spark gap.
3 The ‘Sample and Hold’ circuitry, allows the Servo System to monitor the ‘on time’ of the EDT waveform. The sampling pulse has a 2uS leading edge delay, to avoid
4 After further filtering and opto-isolation of the Spark Gap Voltage (SGV), Smart has a
0 to 10V dc signal, which is a representation of the Spark Gap at that given electrode. unwanted signals such as the Initiation Pulse.
2 nd May 2011 Page 24 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
5 The Spark Gap Voltage (SGV) enters the servo board.
6 The Smart Servo Card contains circuitry to compare the SGV signal with a predefined voltage (short circuit voltage). If the SGV signal falls below this voltage, the servo will retract at a fast rate.
7 The Digital to Analogue Converter (DAC) produces the ‘Threshold’ voltage. The
‘Threshold’ defines the spark gap voltage the servo system must sustain at the electrode tip.
The ‘Threshold’ voltage is subtracted from the SGV signal.
8 A digital potentiometer is used to alter the speed of the servo system (Gain).
9 For rapid movement of the servo, two analogue switches are used. This movement is used to extend and retract the servo during electrode changing.
10 The Servo drive signal is now used to command the servo amp, and in turn to control the servomotor.
Please Note : The signals – Threshold and Gain, are controlled by the Smart Control system and are set automatically.
2 nd May 2011 Page 25 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
PLC & Controller Cards
The PLC IO modules and the Smart Controllers cards have been designed to be installed / removed without the need of any special tools.
Each output is fused, and all wiring is terminated onto screw terminals.
Remote Control and Monitoring
The Smart EDT controller is fitted with a remote control module which will enable Smart’s engineers to monitor the EDT operation and download any software upgrade. This feature will require connecting the EDT controller to the Internet network on site. (Please note that a static IP address needs to be allocated to the controller)
Motors
All spindle and servo motors will be supplied by the CNC manufacturer. These are AC motors designed and built for minimum maintenance and optimum performance. Refer to Siemens literature for further information.
All auxiliary motor are tropicalised AC squirrel cage motor. The Motors supplied will be standard products supplied by a well known manufacture.
A2.6 Fire Protection System
Mounted next to the Smart EDT Controller is the Fire Control
Panel – allowing the Operator to view the status of the Fire
System at all times.
The system consists of a fire control panel, 2 infra red (IR) sensors, temperature sensors (optional), Manual Release buttons and carbon dioxide extinguishant stored in cylinders.
The system is designed in accordance with BS 5306, part 4
(and equivalent standards) to protect the EDT work chamber,
Electric room, and the Dielectric Filter System.
From this unit the operator will see the complete status of the Fire Detection System, there are a number of high visibility LED’s which indicate Discharge Imminent Zone 1, Discharge Zone 1, Discharge Imminent Zone 2 and Discharge Zone 2. A key switch is also on the panel, which will allow the operator to switch the system between modes. The modes are Automatic and Manual, Manual only and Disable. The system will, for normal operation, be in Automatic and Manual mode, however when the doors of the work chamber are open the Fire system automatically will go into Manual only mode. Also on the unit are two (2) Manual Release switches, one for zone 1 and the other for zone 2.
The Fume extraction system comprises of one (1)
Filter unit, which is mounted at one end of the EDT work chamber.
The suction pipe goes from the unit through the Cable
Chain to the Texturing Head Assembly. This ensures the suction is above the source of the fumes.
The unit has a throughput of 1200 c.f.m. and are driven by a three (3) phase motor.
2 nd May 2011 Page 26 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
2.7: Consumable and spare parts
2.7.1 Consumable Requirements in Normal Operation
Consumable Material Quantity In
System
Typical Consumption per roll replacement/top up frequency
Electrodes
Dielectric Oil
Spark Enhancement Additive
Filter Elements
Steady lubrication oil
Hydraulic Oil
General grease
Lubrication Oil for Headstock
24 Typically 8 rolls per set of electrodes -
This figure varies dependent upon target
Ra
5000 litres Dielectric is never changed but topped up due to losses through spillage, evaporation etc. One oil barrel (200 litres) per 200 rolls i.e. 1 litre per roll.
5 Kgm Add 250 gm per 100 rolls.
18
-
Replace every 4 month
½ litre per roll
100 Litre 1 Litre every 3 month if required.
Recommend to replace every 3 years.
- Grease as instructed. Typical amount to be consumed is 1 Kgm every 6 month.
50 Litres 1 Litre every 3 month if requited.
Recommend to replace every 3 years.
2 nd May 2011 Page 27 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
2.7.2: Typical Spare parts list for 2 year operation (24 Channel Option)
Ref No Smart Part No
1.0 Headstock Lubrication System
1
2
STL_400_501_011
STL_400_501_012
2.0 Headstock Assy
1
2
3
STL-400-501-010
STL-400-501-003
STL-400-501-004
3.0 Z Axis Drive Assy
1 STL-600-503-007
2 E1S1
3 STL-600-503-002
4.0 Steady Assy
1 STL-700-001-009
5.0 Tailstock Assy
1
2
3
4
5
6
STL_500_501_005/kit
STL_500_501_006
STL_500_503_001
STL_500_503_002
STL_500_503_003
STL_500_503_004
6.0 Texturing Head Assembly
1 STL_900_001-007
2 STL_900_001_008
4
5
STL_900_001-015
STL_900_001-025
6
7
8
9
10
M3S15
STL_900_010_089
STL_900_010_ 090
STL_900_010_091
STL_900_010_
088/095
STL_900_010_096
15
16
17
18
11
12
13
14
19
20
STL_900_010_097
STL_900_010_099
STL_900_020_001
STL_900_020_002
STL_900_020_003
STL_900_020_004
STL_900_020_005
STL_900_020_006
STL_900_020_007
7.0 Dielectric System
2 STL_504_001
2 nd May 2011 Page 28 of 44
Qty
12
12
12
24
2
2
2
12
24
12
2
1
1
4
1
2
1
2
1
1
2
2
2
2
1
2
2
2
2
1
1
1
1
2
1
Description
Gear Pump with motor
3/4 Inline suction filter
DRIVE BELT - / 12 PL 1715
Oil Seal
Lock Nut
Drive belt
3 Pin Limit Switch
Oil Seal
Oilite Bush
Clamp cylinder Repair kit
Circlip 65mm
Flexible hydraulic hose - Quill Lock
Flexible hydraulic hose - Tailstock retract Feed
Flexible hydraulic hose - Tailstock retract Return
Flexible hydraulic hose - Tailstock clamp
Servo Module
Servo Motor
Manifold Brush Strip
Solenoid valve +Coil
Flow Switch
Insulation Washer (Tufnol)
Insulation Disk (Tufnol)
Insulation Bush (Tufnol)
Electrode Back Plate/ Tube Assy
Seal Housing (Tufnol)
Guide Bush (Tufnol)
Insulation Bush (Tufnol)
O Ring Dia 9 x 1.6
O Ring Dia 15.1 x 1.6
O Ring Dia 13.6 x 2.4
O Ring Dia 27.1 x 1.6
O Ring Dia 13.1 x 16
O Ring Dia 15.6 x 2.4
O Ring Dia 10.1 x 1.6
Solenoid valve+Coil
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
7 M3S11-12
8.0 Guards Assy
1 STL-200-506-008
9.0 Fire Detection / Fume Extraction
1
2
3
STL_900_030_002
STL_900_030_003
H3S1/Glass
10.0 Printed Circuit Boards
5
6
7
1
2
3
4
Rack + SM003-01
SM002-01
SM001-01
SM004-01
SM005-01
SM002-01
CxAMP1 - 2
11.0 Electrical
1 A8V1, A9V1 - 2
2 E5V1
3
4
E2S1-2
E2S1-2
5
6
E2S1
E2S1
7
8
E2S2
E2S2
9
10
E1-STOP
E2KA1-2-3
11
12
E2KA1-2-3
PxKAx
13
14
15
16
A2F1-2-3
A2KM2
A2KM2
A2KM2
17
18
19
20
21
E3KM2
A3DAN1-2-3-4-5-6
A3DAP1-2-3-4-5-6
A3C1-2-3-4-5-6
A3R1-2-3-4-5-6
22
23
24
25
26
27
28
A3KM1-2-3-4-5-6
A3KM1-2-3-4-5-6
A5KM1
A5BR1-2-3-4-5-6
A5C1-2-3-4-5-6
MxIPx
PxOPx
1
1
8
1
8
1
1
2
2
10
3
1
1
1
1
1
1
1
1
1
1
2
1
1
2
2
1
2
1
2
2
2
2
4
4
2
1
2
40
4
Adjustable float switch 1"bsp. 1000mm tube length
External circlip
Fume Extraction Flex Hose
Hose clip
Break glass
Power Rack
12V PSU
Power Card
Servo Card
CPU Card
5V, +/-15V PSU
Servo Amplifier
Siemens 24V @ 10Amps
Siemens 24V @ 5 Amps
18mm Diameter Actuator
Double Pole Contact Block
Red Lens
Midget Groove LED - RED
Green Lens
Midget Groove LED - GREEN
Pilz Safety Relay
11 Pin Octal Relay
11 Pin Relay Base
Finger Relay
Semiconductor Fuse
3 Pole 80Amp Contactor
Aux. Contactor
Varistor
4 Pole 20 Amp Contactor
Heatsink Assembly (Neg)
Heatsink Assembly (Pos)
4700uF 250V Capacitor
47R 25W Resistor
40A 3 Pole Contactor
Varistor
32A 3 Pole Contactor
35A Bridge Rectifier
4,700uF 100V Capacitor
16 Point 24V Digital Input Unit
16 Point 24V Digital Output Unit
We recommend taking a standard Siemens service contract to ensure quick replacement of any faulty
Siemens parts.
2 nd May 2011 Page 29 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
A2.8 Operation of the Smart EDT System:
For information of how to operate the EDT machine please refer to the Smart Operator Manual. The following section shows the Smart EDT screens which are installed on the Siemens 840D CNC.
The Machine Status screen, provides the Operator with a central point to monitor / operator the EDT process.
Please Note : You must be in the ‘Machine Status Screen’ to download the EDT program to the CNC.
Screen Status –
Informing the Operator which screen he is in, and which ‘Data’ file is loaded and the status of the CNC connection.
Position Window –
This shows the current axis positions, the
Distance to Go and the active feedrate.
Please Note : the Row positions can only be seen in this screen.
EDT Status Window –
This shows the status of the main EDT elements during operation.
The Operator enters the
Roll Diameter which is to be processed.
Horizontal Softkeys –
Allow the Operator to navigate through the EDT Screens.
Headstock Status –
This shows the
Headstock Speed (Set &
Actual), the status of the
Headstock and the
Override Percentage of the Headstock.
Program Data – This window shows the Roll limits, the number of
Pass set and the number of passes left to do. The type of EDT Cycle the
Operator is currently running.
Vertical Softkeys –
These keys are used to increment or decrement the number of passes left to do.
Message Window –
This window is use to convey messages to the
Operator.
2 nd May 2011 Page 30 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Parameters Screen
By pressing the ‘Parameters’ Softkey, the Operator can navigate to the Parameter Screen – the Operator can set / view some of the EDT variables.
Access Level –
Using the Key switch on the Machine Control
Panel, the Operator can alter the Access Level of the software. There are four levels :-
Operator, Supervisor,
Supervisor+, and
Engineer.
Roll Diameter –
This is an area to view / edit the roll diameter.
Vertical Softkeys –
Allows the Operator to
Load or Save EDT Data files, either to the local hard drive or to a USB stick.
Horizontal Softkeys –
Allows the Operator to navigate back to the
‘Machine Status Screen’ or to the other screens
2 nd May 2011 Page 31 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
The Parameter Table, allows the Operator to view and modify the EDT Parameters. The Parameters are described further in Cycle Description. Using the softkeys the Operator can navigate to the other EDT Screens.
Access Level
The EDT Software can be protected to restrict the amount of ‘editing’ the Operator can do. Using the key switch on the
Machine Control Panel, the Access Level can be altered. There are four levels :-
(a) Operator – restricts the Operator’s ability to edit the process variables. The Operator can Load the data file from the harddisk of the CNC, but is unable to edit the fields.
(b) Supervisor – Allows the Operator to Load and Save the data file to / from the hard disk of the CNC. The
Operator can also edit the majority of the process variables.
(c) Supervisor+ - Allows the Operator to Load and Save the data file to / from the hard disk of the CNC. The
Operator can also edit all of the process variables.
Engineer – Allows the same functionality as Supervisor+ access level, with the additional ability to access the (d)
Engineer screens, for setting up the EDT software.
PLEASE NOTE : The Access Level can only be altered / read when in the Parameter Screen.
2 nd May 2011 Page 32 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Roll Limits
While in the Parameter Table Screen - by pressing the ‘Roll Limits’ Softkey, the Operator can navigate to the Roll Limit Screen – the Operator can set the Roll
Limits, Headstock Direction and Start position.
The Roll limits are used to define the working area of the roll – normally the length of the roll barrel. The Roll Limits can be set either by typing in the value or by jogging the EDT Texturing
Head to the desired position, then pressing the respective softkey – ‘Set Limit-’ or ‘Set Limit+’
Using the ‘Rotation CW’ or ‘Rotation CCW’ softkeys the
Headstock rotation can be specified by the Operator. This defines the rotation of the Headstock for all the EDT Cycles.
The Operator can specify the Start Position of the EDT Texturing
Head by either pressing ‘Start Headstock’ or ‘Start Tailstock’ softkeys.
2 nd May 2011 Page 33 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Diagnostic Screen
While in the Machine Status Screen - by pressing the ‘Diagnostic’ Softkey, the Operator can navigate to the Diagnostic Screen – this screen would mainly be used by the Maintenance staff. The screen will provide a graphical display of each of the Siemens IO racks within the EDT system.
IO Rack –
Display the current IO rack which is being displayed.
Vertical Softkeys –
Allows the Operator to view the different IO racks within the EDT system.
Display the current IO rack details such as the number of Digital and
Analogue IO modules.
Horizontal Softkeys –
Allows the Operator to navigate back to the
‘Machine Status Screen’ or to the other screens
2 nd May 2011 Page 34 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Dielectric Tank Screen
While in the Diagnostic Screen - by pressing the ‘Dielectric Tank’ Softkey, the Operator can navigate to the Dielectric Tank Screen – this screen would mainly be used by the Maintenance staff. The screen will provide a graphical display of Dielectric Tank system within the EDT system, as each Tank element turns on the colour of the element will change colour.
2 nd May 2011 Page 35 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Manual Control Screen
While in the Machine Status Screen - by pressing the ‘Manual’ Softkey, the Operator can navigate to the Manual Screen. The screen is used to view and edit the current EDT parameters, and to Enable / Disable the EDT Servo Channels.
Servo Control –
Allows the Operator to enable / disable the EDT servo Channel.
EDT Parameters
Allows the Operator to view and edit the current
EDT parameters.
Please Note : The parameters are not update until you return back to the Machine
Status Screen.
Horizontal Softkeys –
Allows the Operator to navigate back to the
‘Machine Status Screen’ or to the other screens
2 nd May 2011 Page 36 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Load and Save Screens
By pressing the ‘Load’ or ‘Save’ Softkey on the Parameter Table screen, the Operator can navigate to the Load or Save screen. The ‘Load’ screen allows the
Operator to load a EDT Data file and the ‘Save’ screen allows the Operator to save a EDT Data file.
The EDT data files are saved as Comma delimited files (*.csv), and therefore can be opened and viewed / modified in Microsoft Excel (offline). The filename can be a meaningful name .csv (complying to Microsoft Windows filename structure), allowing easier identification of the EDT data file and hence reducing the risk of using the wrong program.
PLEASE NOTE : The EDT Data file contains all the information required to Texture a roll.
2 nd May 2011 Page 37 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
SECTION B
Commercial Issues
2 nd May 2011 Page 38 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
B.1 Buyer’s responsibilities:
1) Rolls drawings and relevant information.
2) Site information: location, available area to install the EDT machine and auxiliary equipment.
3) Foundation work
4) Custom clearance of equipment.
5) Transportation to site
6) Electrical and mechanical installation work including unloading the equipment and siting it
Site work such as pit covers, hand rail, steps, safety fence, work shop lighting etc 7)
8) Duct for exhaust
9) Primary electric source
10) Other utilities required (air)
11) Four (4) CO2 cylinders for fire protection.
12) Crane and Crane operation
13) Rolls for testing and commissioning on site.
14) Grinding of rolls prior texturing trials on site
15) Dielectric oil and lubrication oil for operation. Please note that Seller will not supply dielectric oil with the machine and it is the buyer’s responsibility to provide the dielectric oil on site.
2 nd May 2011 Page 39 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
B 2.0 Seller’s Performance Guarantee Figures and Test/ Acceptance Method
B2.1 Methodology
The following roll measurement procedure will be used for machine acceptance at Smart Technology and after installation (Final Acceptance) at the customer’s site: a) To determine the surface roughness “Ra” and peak count “PC” of the textured roll, a number of measurements shall be taken. Three locations along the roll axis will be chosen: one at 150 mm from barrel end (head stock), the centre of barrel and 150 mm from barrel end (tail stock). At each location
(4) readings in a distance of 1.5 to 3 mm apart parallel to the roll axis will be taken. The Ra and PC at each location will be the average of the measured 4 readings. The roll will be indexed to 90°, 180° and
270° and measurements will be taken again as described above. Total number of measurements will be
12. b) From each of the (12) measuring positions, the roll surface Ra and PC are derived from the average of the (12) location averages, c) Ra parameter is defined e.g. ISO 4287-1, DIN 4762 and DIN 4768. For the determination of roughness parameters Ra < 2 or Ra = 2 with cut-off length λc = 0.8 mm and Ra > 2 with cut-off length λc = 2.5 mm shall be performed. d) The peak count (Pc) is defined as the number of local peaks, which project through a selectable band, centred on the mean line of roughness profile. For the determination of peak count Pc slice levels at +
0.625 μm and – 0.625 μm shall be used. e) For each roll surface texture uniformity is calculated as follows:
Ra uniformity = Standard Deviation STDEV (Ra 12 readings)/ Ra average
PC uniformity = Standard Deviation STDEV (PC 12 readings)/ PC average f) For each set of rolls textured to the same target Ra /Pc value, repeatability will be measured as follows.
Ra repeatability= ((Ra average – Target Ra) / Target Ra
PC repeatability= ((PC average – Target PC) / Target PC
2 nd May 2011 Page 40 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
B2.2 Pre-Shipment (Shop) Tests
Prior to shipment from Smart Technology’s works the following tests shall be completed.
1.
2.
Prove all movements and functions of the machine
Texture the following rolls:
Two ground rolls will be provided for acceptance by the seller.
Each roll shall be textured within a specified time and shall be tested
The acceptance criteria being:
1.
2.
Variation on each roll (uniformity) shall be no greater than + 4% or +5%
(dependant on Ra) for measurements of Ra and PC.
Variation from roll to roll (repeatability) shall be no greater than + 4% for measurements of Ra and PC.
The customer or his appointed representative may witness trials if required.
On satisfactory completion of the tests Smart Technology shall issue a pre-delivery acceptance certificate.
B2.3 Acceptance Tests at Customer’s Works “Final Acceptance Tests”
On completion of installation and commissioning Smart Technology shall supervise texturing a number of rolls from the range of rolls in use by the customer.
Acceptance Criteria
a) System General Appearance / functions: Geometrical dimensions and function of various component of the machine will be checked. b) System Interlocks c) Roll Loading and Unloading (all roll types) d) Automatic Operation Sequence
e)
Fire protection and CO2 release
f)
Texturing tests: As described bellow.
Performance Guarantees
Smart EDT system is guaranteed to produce the following performance.
Texturing Accuracy
Range of Roughness (μm)
0.5 ~ 1.0
1.0~3.5
3.5 ~ 6.0
Tolerance (uniformity and repeatability) for Ra and PC (+/-)%
5
4
5
The requirement of the roll must be according to the Roll Preparation Table bellow.
Texturing times and PC are as shown in the following tables:
2 nd May 2011 Page 41 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Texturing Acceptance Trials:
According to DIN and ISO standards 4287, 4288 and SEP 1940 .
This test is performed on number of test roll (say 12 rolls as described here):
1.
2.
The times required for texturing are as specified.
The variation in surface texture along each roll (uniformity) shall be no greater
3. than value stated in the following table, to the average reading.
The variation in surface texture within each roll set shall be no greater than +
4%or 5% (dependant on PC) to the average reading.
Machine Acceptance
Roll specification to be textured:
Diameter (mm)
Barrel Length (mm
Roll Preparation
Description
Roll roughness prior to texturing
Roll eccentricity
Grinding Marks and scratches
Chatter
Feed Lines
Surface defects, Cracks and Bruises
Acceptance Texturing Tests:
Number of rolls
4
4
4
Roughness
Ra (μm)
2
3
4
Standard Deviation of Ra and PC
+4%
+4%
+5%
Quantity
40% of Textured Roughness, ie,
Final roll textured surface = 1.5um PC
Ground roll surface to be ≤0.6um PC
<0.015mm (and no high spots)
None
None
None
None
Peak Count
(Peaks/cm)
Texturing Time
(mins)
Texturing Times for acceptance tests + 10%
2 nd May 2011 Page 42 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
Appendix 1
List of EDT Equipment Supplied by Smart
Please note that the following list shows EDT equipment supplied by IMS / Smart (1996 to date), Spark Tec
(1987 – 1996) and Transfer Technology Limited (1984 – 1989).
Smart Technology limited was established in 1994. Smart was originally called Intelligent Manufacturing
Systems limited. Smart acquired the IPR and business activities of Transfer Technology Ltd (TransTec) and
SparkTec. The Key personnel who were leading the EDT work in these organisation are now working for
Smart.
Spark Tec was acquired by Smart in 1996. Equipment supplied by Transfer Technology Limited between 1984
– 1989, was based on Spark Tec patents currently owned by Smart. Also the equipment supplied by Transfer technology Limited was marketed, designed, manufactured, installed and commissioned while Dr M S Ahmed was in charge of TransTec. Smart also acquired the business and Intellectual Property Rights assets from
TransTec in 1995.
In 2008, Smart and Hengtong Machinery of Anshan, China established a joint Venture company to manufacture and market the EDT equipment. First machine was successfully completed in December 2008 and is currently installed at PT Essar Indonesia , near to Jakarta.
Smart EDT machine installations
CUSTOMER Year of Sale APPLICATION
+British Steel, Port Talbot, UK
*Krupp, Germany
+Modern Hard Chrome, East Chicago,
USA
+Modern Hard Chrome, Warren, USA
*Sundwig, Germany for export to
Russia
+Modern Hard Chrome, Warren, USA
+POSCO, Kwangyang, Korea
*British Steel, Shotton, UK
*Ohio Camshaft, USA
+China Steel Corporation, Taiwan
*Alusuisse Swiss Aluminium,
Switzerland
*Ohio Camshaft, USA
*Ohio Camshaft, USA
1985
1987
1987
1987
1988
1988
1988
1989
1989
1989
1990
1991
1993
Auto-body
Shadow Mask
Auto-body and general
Auto-body and general
Shadow Mask
Auto-body and general
Auto-body and general
Auto-body and general
Auto-body and general
Auto-body and general
Auto-body
Auto-body and general
Auto-body and general
2 nd May 2011 Page 43 of 44
24 Channel EDT System
Quotation No.Smart-101211-24-1.0
CUSTOMER
*Dongbu Steel, Korea
Year of Sale
1994
APPLICATION
Auto-body
*Cold Metal Products, USA
**Sumitomo Metal Industries Japan
1996
1998
Special application for texturing small rolls
Auto-body
**Modern Hard Chrome, Warren, USA
(Not a complete system as the Customer provided the roll rotation machine)
**Modern Hard Chrome, E Chicago, USA
(Not a complete system as the Customer provided the roll rotation machine)
2001
2002
Auto-body and general
Auto-body and general
***PT Essar, Bekasi Fajar Industrial Estate 2008 Auto-body and general
Bekasi, West Java, Indonesia
In 2004 Smart won two major contracts for supplying EDT machines to two large Chinese Steel companies. For unforeseen reasons, Smart declined to supply the equipment.
+ Supplied by TransTec
* Supplied by SparkTec
** Supplied by Smart Technology
*** Supplied by Smart Hengtong
2 nd May 2011 Page 44 of 44