EuroCarBody 2013
15th Global Car Body Benchmarking Conference
Car body benchmarking data summary
PLEASE RETURN THIS WORD-FILE WITH YOUR DATA INPUT BY 16 AUGUST 2013!
0. General vehicle data
OEM brand:
______________________________
Presented car model
______________________________
0. General vehicle data, dimensions
Generation No.:
____
Internal OEM denomination:
_______
SOP (month/year):
_________/______
Vehicle segment according to European Commission 2002:
(A, B, C, D, E, F, S, M, J)
___
Vehicle dimensions:
Length:
Width:
Height:
___,_______ m
___,_______ m
___,_______ m
Track, front:
Track, rear:
Wheelbase:
___,_______ m
___,_______ m
___,_______ m
Contact area
= (Track, front + Track, rear)/2 x wheelbase
1
__,______ m2
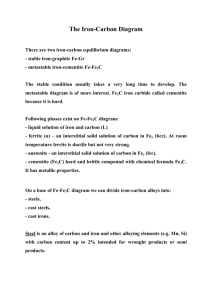
1. Weights
Total weight body-in-white:
_______ kg
Defined as the total weight of the car body including doors and closures, as well as all
parts that are fitted in the body shop (e.g. integrated bumper beams), excluding paint.
Corresponding exploded view:
(The colour scheme of the parts shown should make use of the RGB colour code
suggested for the material classification, see section 2.)
2
If applicable as extra parts:
Weights of separate subframes, front end modules, etc.
Part description
Corresponding view
Weight
__________________:
______ kg
__________________:
______ kg
_________________:
______ kg
__________________:
______ kg
Body-in-white weights of doors, closures and fenders
Front doors (both):
Rear doors (both):
Hood:
Tailgate/Liftgate/Decklid:
Front fenders (both):
Front end modules:
______ kg
______ kg
______ kg
______ kg
______ kg
______ kg
Total weight body-in-white without doors, closures and fenders:
______ kg
3
2. Material mix in the body-in-white including doors and closures
Based on metallurgical/chemical material classes
Plastics
Aluminium
Steels
Materials: corresponding metallurgical classes
RGB colour code
Low Strength Steels: Mild steels
R 153, G 204, B 255
High Strength Steels (HSS):
High Strength Interstitial-free Steels (HSIF), Bake Hardening
Steels (BH), High Strength Low Alloy Steels (HSLA)
R 051, G 102, B 255
Advanced High Strength Steels (AHSS):
Dual Phase Steels (DP), Transformation Induced Plasticity
Steels (TRIP)
R 255, G 153, B 204
Stainless steels: Austenitic stainless steels
R 051, G 051, B 153
Ultra High Strength Steels (UHSS):
Complex Phase Steels (CP), Martensitic Steels (MS)
R 204, G 153, B 255
Press Hardened Steels (PHS)
R 128, G 000, B 128
Aluminium sheets: 7xxx series
R 051, G 204, B 153
Aluminium sheets: 6xxx series
R 000, G 255, B 000
Aluminium sheets: 5xxx series
R 204, G 255, B 204
Aluminium extrusion profiles
R 153, G 204, B 000
Cast aluminium
R 051, G 153, B 102
Magnesium
R 255, G 255, B 000
Fibre reinforced plastics
R 255, G 000, B 000
Duroplastics, including Sheet Molding Compound (SMC)
R 255, G 153, B 000
Thermoplastics
R 153, G 051, B 000
Other materials,
namely:_________________________________________________
%
R 192, G 192, B 192
Corresponding view of the body-in-white using the colour scheme explained in the
table:
Example:
Current Audi A3
4
The following graph may serve as a guide to locate the properties of the metallurgical steel classes:
2.000
Press Hardened Steel
Tensile Strength /MPa
1.600
PHS
Advanced High
Strength Steel
1.200
MS
CP
Ultra High
Strength Steel
TRIP
800
DP
HSLA
BH
400
Mild
HSIF
High Strength Steel
Low Strength Steel
0
0
200
400
600
800
1.000
1.200
1.400
Yield Strength /MPa
3. Stiffness data
Measured / Calculated
1st Eigenfrequency trimmed body:
______Hz
2nd Eigenfrequency trimmed body:
______Hz
1st Eigenfrequency body*:
______Hz
2nd Eigenfrequency body*:
______Hz
*Parts included in the measurement/calculation of the body frequencies:
________________________________________________________________________
________________________________________________________________________
Static torsional stiffness
_______________ Nm/°
Static bend stiffness
_______________ Nm/mm
5
4. Joining processes
used in the body shop, including all bought-in parts and sub-assemblies
Joining technique
Number of joints
or length of seams
Spot welds
Arc welding
Friction stir welding
Laser welding
Conventional brazing
Laser brazing
Adhesive joining (total)
thereof
structural adhesive
supporting adhesive
hemming adhesive
sealing adhesive
Rivets
Clinch-spots
Friction stir spot welds
Screws (incl. flow drills)
___________
_____.___ m
_____.___ m
_____.___ m
_____.___ m
_____.___ m
_____.___ m
Weldspot
equivalents
(WSE)
___________
___________
___________
___________
___________
___________
___________
_____.___
_____.___
_____.___
_____.___
___________
___________
___________
___________
m
m
m
m
___________
___________
_____.___ m
___________
Calculation
___________
___________
___________
___________
Total WSE
mm
mm
mm
mm
mm
mm
=
=
=
=
=
=
1
1
1
1
1
1
1:1
WSE
WSE
WSE
WSE
WSE
WSE
joint
joint
joint
joint
=
=
=
=
1
1
1
1
WSE
WSE
WSE
WSE
20
20
15
20
30
50
1
1
1
1
___________
5. Production concept
Process stability/availability:
= total up-time in the body shop
_______ %
Re-tooling or re-use factor:
= [1 – Project investment excluding operational costs / “all new“] x 100
_________ %
with „all new“ = Value of the total installed investment
Degree of mechanisation:
= Automated Work Content* / Total Work Content*
_________ %
* Work Content refers to the sum of Standardized Work Contents in the Body Shop, calculated according
to the Harbour Report system, excluding lay-in operations, handling of parts, logistic operations
Bodyshop-Index BSI
_________ [€ x hour/car unit /WSE]
project investment, architecture [€] additional investment for the specific model [€]
net production of the model [car units/hour ] Total WSE of the model *
* as calculated in section 5
No. of production sites:
_________
namely in: ________________________________________________________
________________________________________________________
Intended production volume:
_________ units/year
6
Car body production lead time:
_______.__ minutes
= the time spent by the unit in the body shop, from the start of the first underbody
parts to the handing over of the body-in-white to the paint shop, including
car body interim storage**
** More accurate definition (Harbour):
Start counting when work begins at the first station of the underbody (motor compartment or
rear floor, whichever station begins first).
The end of the measurement is the beginning of the delivery from body in white to the paint
shop. If the vehicle changes skids or pallets, the process ends as soon as the vehicle leaves the
original pallet. If the vehicle is going on a lift to transfer to the paint shop, the process ends as
soon as the body in white is in final position to begin transfer.
Cycle time (mainline bodyshop):
_________ seconds
Degree of material utilisation:
= 100% - scrap rate
(Sheet only, inhouse parts only, not including laser welded blanks)
Total number of parts in the BIW:
Number of parts, including external parts, in weight classes
< 100 g:
100 g - 1 kg:
1 kg - 5 kg:
> 5 kg:
(all assemblies broken down into their component parts)
_________ %
_________
_________
_________
_________
_________
6. Targeted market regions and origin of build…
….of the vehicle presented at the EuroCarBody:
Targeted market region(s):
___________________________________________
Origin of build:
___________________________________________
7. Development strategies / initial propositions
Specific aims of the development:
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
Specific improvements reached compared to the predecessor (e.g. in weight, in
stiffness):
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
7
8. Damage and repair strategy
Qualitative description of the repair strategy:
________________________________________________________________________
________________________________________________________________________
Engine variant
________________________
________________________
________________________
________________________
Insurance classification
________________________
________________________
________________________
________________________
RCAR basket of parts*:
Front:______________________________________________________________________
___________________________________________________________________________
Rear:_______________________________________________________________________
___________________________________________________________________________
* Parts to be repaired after a standardised RCAR low speed (15 km/h) offset insurance crash (front and
rear, respectively). See http://www.rcar.org/Papers/Procedures/rcar_test_protocol_angled_barrier.pdf
If other tests (e.g. special in-house tests) are referred to, please specify them.
9. Additional information:
Crash performance data (if available at the time of the presentation):
Euro NCAP
No. of stars
Total percentage
Adult
Front
Side
Pole
Rear
Child
Pedestrian
Safety Assist
_____ Pts.
_____ Pts.
_____ Pts.
_____ Pts.
_____ Pts.
_____ Pts.
_____ Pts.
_____ Pts.
=
=
=
=
=
=
=
=
_____
_____ %
_____ %
_____ %
_____ %
_____ %
_____ %
_____ %
_____ %
_____ %
Other test results:
_____________________________________________________________________
_____________________________________________________________________
Development time:
= time from design freeze to SOP/job one
_________ months
8
 0
0