Additional information on this process is available in the attached
advertisement

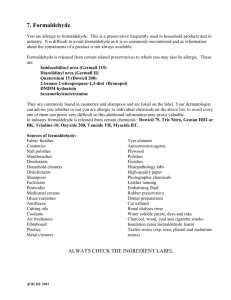
BIOSCRUBBING IS DRAMATICALLY IMPROVED WHEN INTEGRATED WITH OTHER TECHNOLOGIES Robert Richardson Ph.D. Pacific Rim Design & Development Inc PO Box 146 Shingletown, CA 96088 ABSTRACT Bioscrubbers/ Biofilters (Bioscrubbers) are dramatically improved when they are effectively combined with other proven abatement methodologies. This paper describes the successful combination of three abatement technologies. This new integrated system successfully demonstrated real improvements in areas of where bioscrubbers are inherently lacking: bed clogging, overall bed volume and sensitivity to rate of change for inlet gas temperature. This new integrated technology was developed and pilot tested to meet EPA compliance requirements for the engineered wood industry. This integrated process is exceptional because it effectively removes volatile organic compounds from an air stream with high particulate loading, varying gas temperature and inconsistent target compound concentrations. The triple integrated process (TIP) has the potential to be a best available control technology for a variety of applications that require the removal of water soluble organic and/or sulfide compound in process air with high particulate loading. The TIP has definite performance and operating cost advantages over biofiltration/bioscrubbing technology thermal oxidation and regenerative thermal oxidation. 1 INTRODUCTION Bioscrubbers are inherently GREEN – they naturally digest target compounds rather than chemically oxidize or incinerate them and that is a very important reason to improve on the technology. Bioscrubbers certainly have room for improvement, they occupy substantial volume, are easily clogged by air streams that contain particulate matter and are upset by deviations in inlet air temperature, moisture and target compound speciation. This paper describes an abatement process that integrates three technologies in an innovative way that effectively improves the previously mentioned bioscrubber shortcomings. Furthermore this integrated technology cost competitive to purchase and reduces operating costs too. The integrated technology described in this paper was developed and proven during pilot testing to meet the EPA MACT standard, Subpart DDDD of Part 63 (Treatment of process gas from the engineered wood industry fabrication plants). Although this combination of processes is relatively untried – each of the individual components have demonstrated proficiency for many years. When combined, each process derives operational benefits from the others and in the end the combination of processes is synergistic because abatement results for the integrated system are greater than any of the processes could accomplish individually. Furthermore the unique patented process design saves operational costs because it utilizes gravity and other physical forces to minimize the need for electrical power. Process details are described in the body of the paper. THE THREE PROCESS COMPONENTS Scrubbing with fine mist that is laden with compounds that enhance target compound solubility and particulate agglomeration. Aerobic digestion – convert airstream particulate into an asset rather than a problem by utilizing it as a substrate for colony growth. This process also 2 provides the long residence time necessary for destruction of some organic compounds and treats bioscrubber leachate. Bioscrubbing – a process step that effectively abates volatile organic and sulfide compounds in the process air stream that were not removed during the mist scrubbing (because of Henry’s Law solubility limits). These three processes work collaboratively. Although the gas flows is only directly affiliated with two of the three processes, first traveling through the mist and then through the bioscrubber before exiting clean, the aerobic digester is integrally linked to the functionality of both processes. A detailed process flow description and drawing identifying the process components, follows a description of each of the three components of this new and proven combination of abatement technologies. One of the surprises revealed in pilot testing and confirmed with mathematical modeling was the removal efficiency of methanol and formaldehyde in the initial mist scrubbing phase of this overall process. Test results demonstrated that over 70 percent of the formaldehyde and methanol is removed from the air in the first few seconds of treatment. In addition to this removal efficiency, the innovative physical orientation of the misting stage allows it to contribute even more to the overall scrubbing process. This first stage of treatment accomplishes the following: This initial mist treatment absorbs soluble organic and sulfide compounds in the process gas stream, transferring them to the aerobic digester, thereby lessening the amount of treatment work done in the bioscrubber. This dramatically reduces the bioscrubber bed volume by several hundred percent (exact size depends upon process steam characteristics) and that allows the complete TIP process to fit in on a footprint that is typically less than one third the size of a comparable bioscrubber. Carefully selected biodegradable surfactants and or other compounds added to the mist treatment enhance solubility of partially soluble target compounds in the process gas stream. The mist scrubber orientation allows the saturated mist to 3 coalesce and fall directly into the aerobic digester where a required long residence time is available to biologically consume the more complex organic compounds. Removes particulate from the air stream. The mist and particulate agglomerate and fall by gravity into the aerobic digester below. Regulates temperature and humidity. Mist scrubbing in the 10 micron diameter range has advantages over other technologies that can remove particulate from wet air that also contains odorous or toxic compounds. Deluge washing with coarse droplets, electrostatic precipitation and venturi scrubbers will work but when the cost of operation and removal efficiency for the particulate abatement and targeted odor or toxic compound remediation is compared, the fine mist is typically the best choice. The bioscrubber in this integrated process utilizes counter current flow. The air enters from the bottom of the bed and the nutrient rich liquid is dripped from the top. This configuration enhances target compound removal efficiency because the cleaner air is exposed to moisture with progressively greater nutrient concentration as it moves upward through the bed. This configuration also reduces the tendency for bed clogging by partially overcoming the natural tendency for biofilm growth to be the greatest near the process air steam inlet to the bioscrubber. The unique airflow and component configuration in this integrated process allows the majority of the airborne particulate to be removed from the air stream prior to the bioscrubber treatment. However we found that despite the effectiveness of the mist process particulate removal, there was still a propensity for the bioscrubber bed to clog if porous rock (or equal) was used as the media (even with vigorous periodic rinsing of the media bed). This potential problem was averted by selecting a bioscrubber packing media that had a high surface area to volume and an ability to easily slough off excess biological and particulate buildup. In this integrated process, the biofilm thickness is regulated by periodically increasing the recirculated water flow over the bioscrubber packing bed. This rinse liquid with entrained solids is dripped into the aerobic digester where organic 4 material is digested, allowing the nutrients to be reutilized by the system. The process control equipment on a full scale system would utilize packing differential pressure to regulate the duration and volume of the vigorous periodic rinse cycles. The aerobic digester which is strategically located at the bottom of the reaction vessel serves many purposes. These include the following: Provide the long residence time required to digest more complex organic compounds. This feature allows the TIP to address the buildup of naturally occurring semi-volatile organic compounds before they build up forming a “tar” in the reaction vessel, which must be removed by a maintenance crew mechanically. Treats the bioscrubber leachate, returning the nutrients to be re-utilized thereby minimizing the need for bioscrubber nutrient augmentation. Provides a heat sink to minimize thermal shock from deviations in process airstream temperature. In applications where the process airstream needs to be heated or cooled to reach an optimum biological temperature range, it is easier and less expensive to regulate the process temperature by adjusting the aerobic sump temperature than attempting to make the same adjustment in temperature to the process gas stream (due to the thermal characteristics of liquids and gases). Makes the particulate in the process airstream an asset rather than a problem by utilizing it as a free-floating substrate for biological growth. This enhances the effectiveness of the aerobic digester thereby minimizing the volume required for this phase of the overall process. 5 DRAWINGS SO K M AIR P J L TO ST E X H KEY A B C D E F G H I DESCRIPTION Duct routes dirty air from process to Triple Integrated Process for removal of toxic or odorous compounds. Water with optional biodegradable surfactants (increase solubility of organic compounds) Mist nozzles (fine mist) Dirty air mixes with fine mist – coalescing particulates and dissolving soluble compounds. Coalesced droplets (particulate) fall into aerobic digester below. Air laden with mist turns 180 degrees and moves up through bioscrubber above. Bioscrubber packing bed – proprietary packing allows washing of excess biomass into aerobic digester below. Coarse nozzles to wet bioscrubber bed Blower – pulls air through triple integrated process scrubber. 6 J K L M N O P Q R Liquid recirculation pump. Automated backwash filter. Belt press or similar dewatering device. Venturi - adds air to liquid (supplies oxygen to aerobic digester). Aerated liquid to the aerobic digester. Large diameter jets – minimize clogging Clumped particulate matter acts as media – supporting biological growth. Optional biodegradable surfactant Chemical metering pump for surfactant. PROCESS FLOW DESCRIPTION The following description is graphically displayed in the drawing above. The letters in parenthesis in the descriptions identify components depicted on the drawing. The contaminated exhaust air steam is treated in the following sequence in the triple integrated process. Initially the air interacts with the fine mist (C) at the top of the central reaction chamber (D). The mist and the contaminated air thoroughly mix as they move concurrently downward through the central reaction chamber (D). The mixing transfers the water soluble target organic and sulfide compounds from the gas phase into the liquid phase. The residence time is process specific. The gas stream then makes a 180 degree turn and moves upward carrying the remainder of the entrained organic compounds through a synthetic bioscrubber media (G) bed while gravity pulls the larger agglomerated droplets out of the air steam, dumping them into the aerobic digester sump below (E). The bioscrubber media contains biological organism that digest organic compounds and is wet with recirculated water that is sprayed (H) over the top of the packing material. The VOC / sulfide laden air interacts with the wet surface of the bioscrubber media, and transfers most of the remainder of the VOC’s and sulfides into this biologically rich slime layer where they are consumed. The overall system removal efficiency for methanol and formaldehyde is typically in excess of 99% 7 The liquid in this digester is continuously recirculated (J) through a backwash filter (K) to remove excess particulate and through ventures’ (M) that transfer oxygen into the water for continued aerobic digestion. The bioscrubber media (G) utilized in this process is engineered to prevent the accumulation of thick biomass. We have chosen a polypropylene packing with a geometry that facilitates a natural sloughing off of the excessive biomass. The high open area of this structured packing also insures this discarded biomass will wash through the packing into the aerobic sump (R) where it is biologically decomposed. Lantec’s HD QPAC has 132 square feet of surface area per cubic foot of packing with a void fraction of 87.8% and ideally meets this requirement. An ancillary benefit of using polypropylene packing is its weight. The Lantec packing seen to the right is dramatically lighter than ceramic or soil media and therefore requires less structural support. Furthermore the high void fraction insures the differential pressure necessary to move the air through the bed is lower than that required in biological beds made from ceramic or soil media. This photo to the right shows the biofilm on the packing. Note how the thermophilic bacterial film is thin and how the packing surface is not clogged. Some of the cells are covered with water, but they are not clogged with biofilm. The treated air is pulled through the triple integrated reaction vessel by blowers (I). The blowers are on the discharge side of the vessel to insure the entire process is under a slight vacuum, thereby insuring any contaminated air is unable to leak out of the process stream. 8 TEST DATA AND PROCESS CALCULATIONS TABLE #1 - TEMPERATURES AND FLOWS DURING PILOT TESTING DATE SCRUBBER TEMPERATURES SUMP SUMP SCRUBBER LIQUID FLOW (°F) DO pH (gpm) (mg/L) T1 T2 T3 T4 T5 Fi Fii Fiii Fiv 9-11-07 93.1 109.2 102.3 99.5 81.8 5.45 7.4 0.3 0.4 1.0 30 14-11-07 91.5 89.1 77.6 75.6 76.8 6.33 7.91 0 0.5 4.8 15 15-12-07 121.3 120.6 117.4 116.3 117.0 3.47 7.48 16-12-07 115.8 114.1 113.4 112.4 123.4 3.20 7.40 0 0.8 2.0 27.0 16-12-07 112.7 111.5 110.9 110.3 118.0 3.39 7.25 17-12-07 113.4 115.0 114.9 114.2 129.4 6.30 0 0.9 1.8 28 1912-07 114.1 113.6 111.8 111.3 115.7 3.21 7.92 0 1.0 2.0 28 20-12-07 111.5 109.4 102.1 99.4 99.5 4.67 8.16 0 1.0 2.0 20 SYMBOL T1 T2 T3 T4 DEFINITION Horizontal duct prior to water spray Horizontal duct after water spray Center duct fine mist spray Air space above sump SYMBOL Fi Fii Fiii Fiv DEFINITION Horizontal duct nozzle Center duct fine mist Spray above bioscrubber Recirculated through heat exchanger & spray above sump 9 TABLE #2 - PERFORMANCE TESTING RESULTS SUMMARY DATE SCRUB AIR FLOW (SCFM) MeOH IN (ppm) MeOH OUT (ppm) % REM. HCHO IN (ppm) (Note D) HCHO Above Sump (ppm) (Note E) HCHO OUT (ppm) % REM. SUMP MeOH (µg) SUMP HCHO (µg) NOTE 4,934 1,690 A, D 9-11-07 480 18.82 8.01 57.4 52.03 0.38 99.3 14-11- 07 14-11- 07 14-11- 07 14-11- 07 92 350 690 910 34.01 35.04 34.60 35.74 0.35 0.51 2.32 7.03 99.0 99.0 95.5 80.3 12.64 15.66 13.85 11.28 0.14 0.09 0.225 1.02 99.1 99.4 98.4 91.0 B, D B, D B, D B, D 16-12-07 530 24.05 0.11 99.6 C, D HCHO OUT (ppm) % REM. 0.42 1.79 0.86 0.64 93.9 91.6 96.5 99.1 DATE SCRUB AIR FLOW (SCFM) 16-12- 07 17-12-07 19-12- 07 19-12- 07 MeOH IN (ppm) 530 920 530 530 MeOH OUT (ppm) % REM. HCHO IN (ppm) (Note D) HCHO Above Sump (ppm) (Note E) 6.91 21.13 24.33 68.95 SUMP MeOH (µg) SUMP HCHO (µg) NOTE C, E C, D C, D C, D NOTES IDENTIFIED ON TABLE #2 LETTER A COMMENT The high concentrations of methanol and formaldehyde in the sump are an indication of ineffective aerobic digestion. The low methanol removal efficiency is a direct result of the high concentration in the sump. B The sampling was performed the morning after the plant had an unexpected day long shutdown. The aerobic colony in the sump had not yet acclimated. C Analytical equipment was only available for formaldehyde testing. D Inlet sample taken in the duct just after leaving the cyclone. Exhaust sample taken from the exhaust stack after the fan. E Inlet sample taken from the space between the aerobic digester liquid sump and the bottom of the bioscrubber. Exhaust sample taken from the exhaust stack after the fan. TABLE #3 - HENRY’S LAW CONSTANTS USED IN THIS MODEL COMPOUND Formaldehyde in water CONSTANT log10 H 8.062 2943 / T 10 Methanol in water log10 H 6.391 2047 / T α - Pinene in water log10 H 9.875 1792 / T TABLE #4 - ASSUMPTIONS USED IN THIS MODELING 1 2 Site is very close to sea level – therefore one atmosphere is used for ambient pressure. Water recirculated from the sump through fine mist nozzle contained no formaldehyde. 1. DETERMINING THE FORMALDEHYDE REMOVAL BY THE MIST AND BIO-SCRUBBER TREATMENT STAGES. Table #1 reports inlet concentrations for the two process comparison tests on 16 December. One sample measures the concentration difference across the entire system and the other the difference across the bio-scrubber alone. The removal by the mist stage is: 24.05 6.91 (100) 71% 24.05 The two tests were not conducted concurrently, so the result is subject to some error caused by deviations in the process conditions. In any event, these tests do show that the preponderance of the formaldehyde removal is occurring in the mist scrubbing process. This is remarkable, since the mist scrubbing stage uses little water, and co-current contact is inherently less efficient than counter-current contact. Is it really possible to absorb so much of the formaldehyde using so little water? We can compare this result to the theoretical maximum possible efficiency based on the known vapor-liquid equilibrium for formaldehyde in air and water. 2. MODELING OF THE MAXIMUM POSSIBLE REMOVAL EFFICIENCY FROM THE MIST SCRUBBING PROCESS USING HENRY’S LAW The Henry’s Law constant is the ratio of the partial pressure of formaldehyde in air to the concentration of formaldehyde in water when the air and water have come to equilibrium: 11 H HCHO pHCHO x *HCHO The calculation will use the mean temperature at the fine mist spray on Dec. 16. At 112.1°F (44.5°C, 317.5 K) So log10 H HCHO 8.062 2943 317.7 H HCHO 101.202 0.063atm mol / mol The study will compare the scrubber inlet formaldehyde concentration (24.05 ppm) with the formaldehyde concentration after the mist scrubbing process (6.9 ppm). Because the treatment process is occurring at atmospheric pressure near sea level, then the partial pressure of formaldehyde vapor in the air at the end of the mist scrubbing stage was 6.9 x 10-6 atm. The mole fraction of dissolved formaldehyde in the mist droplets could at most be: xHCHO * pHCHO 6.9 x106 atm 1.10 x104 molHCHO / molH 20 H HCHO 0.063atm mol / mol One mole of water weighs 18 g/mol = 18 ml = 0.018 L of water. Substituting this value for water into the equation we can solve for the concentration. 1.10 x104 molHCHO / molH 20 6.11x103 molHCHO / L 0.018L / molH 2O One mole of formaldehyde weights 30.03 g = 30,030 mg. Substituting this value for formaldehyde into the equation we have: 6.11x10 3 molHCHO / L 30,030mg / molHCHO 183.5mg / L 183.5 ppm The mist nozzles sprayed 1.0 gpm of water; this is equal to 3.8 L/min. If the amount of dissolved formaldehyde in the sprayed water was negligible, the maximum amount of formaldehyde this volume of water could remove from the gas stream is; 3.8L / min 6.11x103 molHCHO / L 2.32 X 102 molHCHO / min The number of moles of air in the 560 acfm (530 scfm) pilot scrubber air flow at the time of testing was: 12 530scf / min 454mol / # mol 622mol / min 387 scf / # mol The untreated inlet air had 24.05 ppm of formaldehyde. To reduce this to 6.9 ppmv, the mist scrubbing stage would have to remove formaldehyde at a rate of 622 mol 24.05 6.9 molHCHO 1.07 102 molHCHO / min 6 10 mol min This is less than the theoretical maximum removal rate of 2.32×10-2 molHCHO/min, so the measured removal efficiency is consistent with the known volatility of formaldehyde over its dilute solutions in water. CONCLUSION FOR CALCULATIONS: The fine mist scrubbing process alone is theoretically capable of removing 2.32x10-2 molHCHO/min. This exceeds the measured formaldehyde removal rate of 1.44x10-2 molHCHO/min. Therefore the mist section of this scrubber system is certainly capable of removing 71% of the formaldehyde that is currently being scrubbed in both the mist and bio-scrubber. FINAL CONCLUSION FOR PAPER The triple integrated process technology provides benefits not available in any other abatement technology, it is less expensive to operate and has a comparable capital cost. This is the Best Available Control Technology for a wide variety of applications. 13