ppt
advertisement

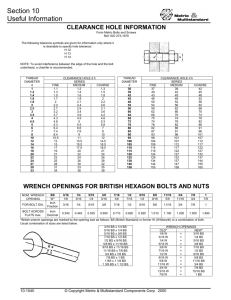
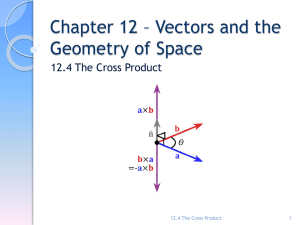
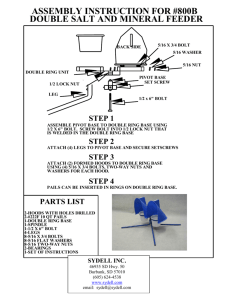
LECTURE # 38 BOLT STRENGTH The strength is specified by stating the minimum proof strength, or minimum proof load, and the minimum tensile strength The proof load is the maximum load (force) that a bolt can withstand without acquiring a permanent set The proof strength is the quotient of the proof load and the tensile-stress area The proof strength is about 90 percent of the 0.2 percent offset yield strength ASTM threads are shorter (deals mostly with structures) and generally loaded in shear TENSION CONNECTIONS-THE EXTERNAL LOAD A clamping force,(preload) Fi is applied by tightening the nut before external force, P is applied Fi = preload P = external tensile load Pb = portion of P taken by bolt Pm = portion of P taken by members Fb = Pb + Fi = resultant bolt load Fm = Pm – Fi = resultant load on the members The load P is tension, and it causes the connection to stretch, or elongate, through some distance d Pb d kb kb Pb Pm km d and Pm km Since, P = Pb + Pm kb P Pb kb k m The resultant bolt load is kb P Fb Pb Fi Fi kb k m Fm < 0 Fig. 15.9 Fig. 15.9 Fig. 15.10 Fig. 15.9 Fig. 15.10 Fig. 15.11 Fm Pb Fi km P kb km Fi Fm < 0 These results are valid only as long as some clamping load remains in the members In all cases, the members take over 80 percent of the external load Making the grip longer causes the members to take an even greater percentage of the external load TORQUE REQUIREMENTS A high preload is very desirable in important bolted connections If the overall length of the bolt can actually be measured with a micrometer when it is assembled, the bolt elongation due to preload Fi can be computed using formula d Fi l A E The nut is simply tightened until the bolt elongates through the distance d This ensures that the desired preload has been attained The elongation of a screw cannot be measured, because the threaded end is often a blind hole The torque wrench has a built-in dial which indicates the proper torque With impact wrenching, the air pressure is adjusted so that the wrench stalls when the proper torque is obtained Or in some wrenches, the air automatically shuts off at the desired torque The snug-tight condition is the tightness attained by a few impacts of an impact wrench Or the full effort of a person using an ordinary wrench When the snug-tight condition is attained, all additional turning develops useful tension in the bolt Turn-of-the-Nut Method The turn-of-the-nut method is the easiest and least expensive method for installing fasteners with the proper bolt tension. The procedure generally works as follows. An iron worker tightens the bolt and nut as tight as possible using a spud wrench or a pneumatic impact wrench A chalk mark or paint is then made on the bolt and nut The bolt is tightened further by either hammering on the spud wrench or using a pneumatic impact wrench until the rotating part has rotated the required amount The paint or chalk mark shows how far the part has rotated and the rotation is always measured relative to the rotation of the bolt. The turn-of-the-nut method requires that you compute the fractional number of turns necessary to develop the required preload from the snug-tight condition For heavy hexagon structural bolts, the turn-of-th-nut specification states that the o nut should be turned a minimum of 180 from the snug-tight condition under optimum conditions A good estimation of the torque required to produce a given preload is Fi d m T 2 1 d m sec Fi c d c 2 d m l sec tan l d m Fi d m tan sec Fi c d c T 2 1 tan sec 2 Th diameter of the washer face of a hexagonal nut is the same as the width across flats and equal to 1.5 times the nominal size dc = (1+1.5d)/2 = 1.25d T d m tan sec 0.625 c Fi d 2d 1 tan sec Define a torque co-efficient K d m tan sec 0.625 c K 2d 1 tan sec T = K Fi d The coefficient of friction depends upon the surface smoothness, accuracy, and degree of lubrication On the average, both f and fc are about 0.15 K = 0.26 for f = fc =0.15 no matter what size bolts are employed and no matter whether the threads are coarse or fine BOLT PRELOAD-STATIC LOADING kb P Fb Fi CP Fi kb k m kb C kb k m Fm 1 C P Fi The tensile stress in the bolt can be found by dividing both terms of first equation by the tensile-stress area, At Fi CP sb At At The limiting value of sb is the proof strength, Sb With the introduction of a load factor n C n P Fi SP At At S P At Fi n CP Any value of n > 1 ensures that the bolt stress is less than the proof strength JOINT SEPARATION For safe joint, external load be smaller than that needed to cause the joint to separate If separation does not occur, then the entire external load will be imposed on the bolt Let Po be the value of the external load that would cause joint separation Fig. 15.15 At separation, Fm = 0, (1 – C)Po – Fi =0 Let the factor of saftey against joint separation be Po no P Fi no P (1 C ) Fig. 8.18 Fig. shows stress-strain diagram of a good quality bolt material No clearly defined yield point Fracture at the tensile strength No matter how much preload is given to bolt, it will retain its load-carrying capacity The pr-tension is the muscle of the joint and its magnitude is determined by the strength If the full bolt strength is not used, then money is wasted Good quality bolts can be preloaded into the plastic range to develop more strength A bolt will either fracture during tightening or not at all It is recommended for both static and fatigue loading that the following be used for preload : 0.75 F P Fi 0.90 F P for reused connections for permanent connections Where FP is the proof load, obtained from the equation FP = At SP SP is the proof strength obtained from tables 8-4 to 8-6 For other materials, an approximate value is SP = 0.85 SY Fig. 8.17 Fig. 8.18 Fig. 8.19