Polymer Foams
advertisement

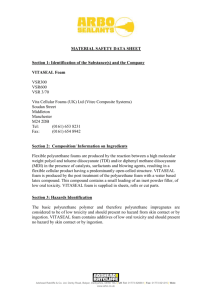
Polymer Foams «Materials containing gaseous voids surrounded by a denser matrix». Foams have been widely used in a variety of applications: Insulation, cushion, absorbents, etc . Various polymers have been used for foam applications: Polyurethane (PU), polystyrene (PS), polyethylene (PE), polypropylene (PP), poly(vinyl chloride) (PVC), polycarbonate (PC), etc. Polyurethane occupies the largest market share (53%) in terms of amount consumed, while polystyrene is the second (26%). Plastic foams had a market valueof US $2 billion in 2000. Lee L. J. Et al. Composites Science and Technology 65 (2005) 2344-2363 Advantageous • They have low density so they are light weight materials. • Some polymer foams have low heat or sound transfer, making them optimal insulators. • Many are flexible and soft, meaning they provide more comfort as cushion. Disadvantageous • Inferior mechanical strength • Low thermal and dimensional stability • The most widely used chloroflorocarbon (CFC) blowing agents have been found to cause ozone depletion in the upper atmosphere and banned by 2010 according to Montreal Protocol. Classification of Polymer Foams Polymer foams can also be defined as either closed cell or open cell foams. In closed cell foams, the foam cells are isolated from each other and cavities are surrounded by complete cell walls. Generally, closed cell foams have lower permeability, leading to better insulation properties. Absorb sound, especially bass tones. Closed cell foams are usually characterized by their rigidity and strength, in addition to the high R-value (Resistance to heat flow). Closed cell polyurethane spray foam has among the highest R-values of any commercially available insulation. In open cell foams, cells are connected with each other. They have softer and spongier appearance. Open cell foams are incredibly effective as a sound barrier in normal noise frequency ranges and provide better absorptive capability. The advantages of closed-cell foam compared to open-cell foam include its strength, higher R-value, and its greater resistance to the leakage of air or water vapor. The disadvantage of the closed-cell foam is that it is denser, requires more material, and therefore, is more expensive. Fig. 1 Examples of cellular solids: a) open-cell polyurethane foam, b) closed-cell polyethylene foam. Classification of Polymer Foams Polymer foams can be classified as rigid or flexible foams Rigid foams are widely used in applications such as building insulation, appliances, transportation, packaging, furniture, food and drink containers. Flexible PU Rigid PU foam panels Flexible foams are used as furniture, transportation, bedding, carpet underlay, textile, sports applications, shock and sound attenuation. Classification of Polymer Foams According to the size of the foam cells, polymer foams can be classified as: Macrocellular (>100 µm), Microcellular (1–100 µm), Ultramicrocellular (0.1–1 µm) Nanocellular (0.1–100 nm). Bayer MaterialScience is working on the development of polyurethane nanofoams. The thermal insulation performance of a polyurethane rigid foam depends chiefly on the size of the foam pores. The smaller the diameter, the lower the thermal conductivity and the better the insulating effect. Today's polyurethane rigid foams typically have pore sizes of roughly 150 micrometers, which exceeds the pore size of nanofoams planned for the future by a factor of approximately 1,000. Foaming Techniques 1- Mechanical Foaming 2- Foaming with Hollow Glass Beads 3- Chemical Foaming 4- Physical Foaming Foaming agents are substances that form the gaseous phase in the foams. For large scale production, the direct utilization of foaming agents is the most commonly used method. Two types of foaming agents are often used: • Chemical blowing agents: They are usually reactive species that produce gases in the foaming process. Blowing agents that produce gas via chemical reactions include baking powder and isocyanates; when they react with water; RNCO + H2O → RNH2 + CO2 • Physical blowing agents: They are substances that gasify under foaming conditions. Typical physical foaming agents are volatile chemicals such as chlorofluorocarons (CFC), volatile hydrocarbons and alcohols, or inert gases such as nitrogen, carbon dioxide, argon, and water. In physical foaming, a blowing gas is first dissolved in the polymer to form a homogeneous mixture. This is usually done through pressurization. Subsequent pressure release or temperature increase results in a supersaturation state, and gas starts to form nuclei and expand. The traditional CFC physical blowing agents have good solubility in the polymer matrix, low diffusivity and low thermal conductivity that result in foam products with good insulation and physical properties. However, their use has been greatly reduced globally because of their high ozone depletion effect. Other choices of foam blowing agents include hydrofluorocarbon (HFCs); hydrocarbons (propane, butane, pentane, etc.); inert gases such as nitrogen, argon and CO2; and water. HFCs do not destroy the ozone, but they have a negative impact on global warming and their applications will most likely be regulated in the near future. Hydrocarbons present some serious problems, such as a greater fire hazard in closed-cell foams due to the entrapped blowing agent as well as adding to VOC emissions. CO2 as the blowing agent CO2 is the most favorable choice because it is inexpensive, non-toxic, and environmentally benign (zero Ozone Depletion Potential, and 100 year Global Warming Potential compared to 1300 years for HFC) Many challenges must be met to enable the use of CO2 as a blowing agent. The three primary issues are: (1) The low solubility of CO2 in most polymer melts. (2) CO2 has a high diffusivity in the polymer melt due to its small size – while this ensures a fast mixing process, it also results in quick escape of gas from the foam after processing. (3) CO2 has a higher gas thermal conductivity in comparison with that of HFC blowing agents. Nanocomposites offer several potential advantages in the foaming processes: • The surface of nanoparticles can be modified to increase intermolecular interactions with CO2. • The plate-like nanoparticles can improve the barrier property by slowing down the CO2 diffusion. • Nanoparticles may also enhance the nucleation rate in the foaming process. Montreal vs. Kyoto: A Tale of Two Protocols Cass R. Sunstein Harvard Law School Abstract: Over the last thirty years, climate change and depletion of the ozone layer have been widely believed to be the world's largest environmental problems. The two problems have many similarities. Both involve global risks created by diverse nations, and both seem to be best handled through international agreements. In addition, both raise serious issues of intergenerational and international equity. Future generations stand to lose a great deal, whereas the costs of restrictions would be borne in the first instance by the current generation; and while wealthy nations are largely responsible for the current situati n, poorer nations are anticipated to be quite vulnerable in the future. But an extraordinarily successful agreement, the Montreal Protocol, has served largely to eliminate the production and use of ozone-depleting chemicals, while the Kyoto Protocol has spurred (encourage) only modest (small) steps toward stabilizing greenhouse gas emissions. What accounts for the dramatic difference between the two protocols? Part of the explanation lies in the radically different self-interested judgments of the United States; part of the explanation lies in the very different payoff structures of the two agreements. Influenced by the outcome of a purely domestic cost-benefit analysis involving reductions in ozonedepleting chemicals, the United States enthusiastically supported the Montreal Protocol. Influenced by the very different outcome of cost-benefit analyses for reductions in greenhouse gas emissions, the United States aggressively opposed the Kyoto Protocol. An examination of the two protocols suggests that neither agreement fit the simple structure of a prisoner's dilemma, in which a nation gain from an enforceable agreement, gains even more if it is the only nation not to comply (obey) while all others do, and lose most if it, and everyone else, pursue their own national self-interest. For the United States, at least, compliance with the Montreal Protocol would have been justified even if no other country had complied; for the United States, and for several other countries, compliance with the Kyoto Protocol would not have been justified even if all other parties had complied. An understanding of the judgments that surround the two protocols indicates that even though moral considerations require the United States to spend a great deal to protect citizens in other nations, and even though such considerations can influence behavior, the nation is unlikely to act in response solely to those considerations. A general implication is that any international agreement to control greenhouse gases is unlikely to be effective unless the United States believes that it has more to gain than to lose. An illuminating wrinkle, also suggestive of the role of domestic self-interest, is that some European nations, above all the United Kingdom, initially contended that ozone depletion was a greatly exaggerated problem while later calling Polyurethane The difference between making polyurethane and polyurethane foam is that a gas has to be incorporated in the final product. To achieve this the isocyanate group is reacted with water forming an amine and CO2 gas. Foaming Processes Foaming Processes Slabstock foaming: In this continuous process the raw materials, polyol, di-isocyanate, water, catalysts (accelerate and control the rate of the water/di-isocyanate reaction) and other additives are mixed continuously into an in-line mixer and the mixed reactants, still in liquid form, are poured into a continuous paper and/or polyethylene mould on moving conveyor. In the mould, the liquids foam and expand to form a continuous block of foam. This block is out into sections, stored for at least a day to cure and cool, and then cut in variety of ways into the shapes required. The main uses for this foam are mattresses, furniture’s, automotive seating and textile laminating. Extrusion foaming Continuous extrusion foaming is the most commonly used technology in the foam industry. Both single- and twin-screw extruders can be used for plastic foaming. In a typical extrusion foaming process, the foaming gas is first injected into the barrel and mixed with the polymer to form a homogenous solution. When the homogenous polymer/gas mixture passes through a die, a rapid pressure drop induces phase separation and cell nucleation. Pressure drop, and especially the pressure drop rate, is the primary driving force for cell nucleation. An extra shaping die is used to control the product shape and foam expansion. The foamed materials continue to expand until the extrudate temperature is lower than Tg and the foam product is vitrified. Foaming Processes Foaming Processes Foaming Processes Foam injection molding • Foaming agent is introduced into the polymer melt stream, creating a homogenous mixture of polymer and gas. The mixture is short-shot injected through nozzles into the mold in a volume that is less than the amount required to mold a solid part. Once the plastic gas mixture enters the mold cavity, the gas expands (i.e. foams), filling the cavity and forming cellular structures within the part. • A rigid skin is formed when the melt contacts the cold surface of the mold. The expanding polymer/gas mixture forms the cellular core. • The finished part is typically 10 – 30% less weight than an equivalent solid part. Ford investigating use of microcellular foam injection molding to reduce vehicle component weight 23 March 2011 Foam injection molded products have cellular cores surrounded by rigid skins. To produce microcellular foams, a new screw designed for better mixing and a new sealed barrel with gas injectors were used. Highly controlled use of a gas such as CO2 or nitrogen in its supercritical state (SCF) in the injection molding process creates millions of micron-sized voids or bubbles in uniform configurations. Among the molding parameters studied, shot size has the most significant effect on cell size, cell density, and tensile strength: • The minimum cell size was achieved at the medium shot size. Conceivably, the larger the shot size, the slower the cooling rate, and thus the longer the cooling time promotes more cell growth. On the other hand, with the smaller shot size, the cells have more space to grow, which is in favor of larger cell sizes. • When the same shot size is used or the same amount of material is injection molded, the finer and denser microcells in samples usually lead to higher impact strength and less reduction in tensile strength, unless some defects such as coalescence and open cells occur in the cell formation. Polystyrene Foaming Processes Foaming Processes Aerogels Aerogel is a synthetic porous ultralight material derived from a gel, in which the liquid component of the gel has been replaced with a gas. Transparent superinsulating silica aerogels exhibit the lowest thermal conductivity of any solid known. Ultrahigh surface area carbon aerogels power today's fast-charging supercapacitors. Aerogels are produced by extracting the liquid component of a gel through supercritical drying. This allows the liquid to be slowly dried off without causing the solid matrix in the gel to collapse from capillary action, as would happen with conventional evaporation. Valentine Aerogel Aerogels are nearly transparent and possess extremely low density, but they’re incredibly strong. The above picture shows aerogel weighing only two grams supporting a brick of 2.5 kg. Supercritical drying Supercritical drying from liquid to gas does not cross any phase boundary, instead passing through the supercritical region, where the distinction between gas and liquid ceases to apply. Densities of the liquid phase and vapor phase become equal at critical point of drying. Supercritical drying (red arrow) goes beyond the critical point of the working fluid in order to avoid the direct liquid–gas transition seen in ordinary drying (green arrow) or the two phase changes in freeze-drying (blue arrow).