6. Lead Lag Technica..
advertisement

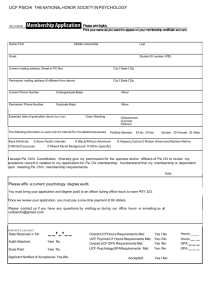
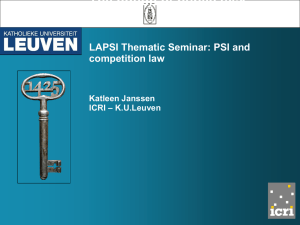
www.autoflame.com Lead Lag Control Intelligent Boiler Sequencing Lead-Lag Control World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Agenda • Objectives • Explanation and Set-up Procedure • Mk7 communication features • Other Information and Illustrations World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Overview of System Operation: Features and Benefits • The principal objective of Lead-Lag Control is to ensure that the minimum number of boiler/burner units are in operation at any one time. The benefits from using Lead-Lag Control include: – Increased savings in electrical costs – Reduction in thermal stresses on the boiler – Increased overall plant efficiency • There are 2 variations of Lead-Lag software – One for Heating Boilers – One for Steam Boilers World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Lead-Lag Control • • • A maximum of 10 MM modules may be interconnected by a 2 wire screened data cable Methods to identify the “lead” boiler by – Connecting a mains voltage onto terminal #88 – Instructing the modules via the D.T.I. Module by software Once a lead boiler has been selected it works in the following way – Lead boiler identifies it’s own firing rate – Lead-Lag software calculates the amount of heat being contributed to the system by this boiler World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Options that must be set for both forms of Lead-Lag 1. Option #16 must be set to #1 or #3. 2. Option #33 (MM identification) must be set correctly. Each MM unit must have its own individual number (from #1 to #10). If this is not set then the MM units with the same ID will turn off and on repeatedly. 3. The fuel flow metering must be entered. This is how the MM units turn on and off, based on the firing rate of the burners. 4. To enter the fuel flow metering press ENTER when option #57 is set to #1 and this is displayed on the MM screen. 5. The next time the burner starts the fuel flow metering program will continue. The fuel valve angular position will be displayed and the heat input must be entered. This is done from high fire (position #1) down to low fire (position number #10). World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Setting the Burner Rating Options #34 and #77 • Both of these options set the rating of the burner. Option #34 sets the value (e.g. 5) and option #77 selects the units (e.g. MBtu/Horse Power/Mega Watt). • Example: – Option #34 = 20 – Option #77 = 9 – Rating of burner = 20 MBtu’s – – – Option #34 = 20 Option #77 = 2 Rating of burner = 20 MW World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Sequence Scan Time and its Importance Option #35 • • • • The sequence scan time has critical effect on the responsiveness of the system, as it dictates how often the Lead can make judgements to turn burners on and off. It is important to change this option, especially on steam applications when there is a dynamic load. Sequence scan time too long- sudden demand can cause the header pressure to drop, e.g. a sudden steam demand from an Autoclave Sequence scan time too short- the system may bring another boiler on when the previous boiler to be turned on had not yet begun to contribute to the requirements, e.g. the sequence scan time is set shorter than the purge time of a burner. World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Steam Boiler Sequential Control Option #41 • • • 1st state is “on-line/lead” - is when the boiler is operating purely under the control of the MM module’s internal P.I.D. load controller 2nd state is “standby warming” – the header valve is shut. The boiler operates at a reduced set point that is an offset from the required value. In standby warming condition the burner can only run at low fire and only runs for a number of minutes each hour 3rd state is “off-line” – is with the burner shut down and the boiler cold. World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Lag Boiler Operation in Standby Mode Phantom set point only operates on the on times, option 54 World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Phantom Setpoint World Leaders in Combustion Management Solutions 3-State Sequencing www.autoflame.com Lead Lag Control 100 PSI HIGH LIMIT 100 95 85 HIGH LIMIT 100 95 100 PSI 85 85 3 SETPOINT = 100 PSI PHANTOM = 20 PSI SETPOINT = 100 PSI PHANTOM = 20 PSI 3rd STATE = OFF LF FIRING RATE % 0 PSI 2 SETPOINT = 100 PSI PHANTOM = 20 PSI 0 100 95 20 PSI 1 LF HIGH LIMIT 0 LF 0 FIRING RATE % RS485 2 WIRE DATA LINK FIRING RATE % RS485 2 WIRE DATA LINK LEAD BOILER SELECTOR 120V World Leaders in Combustion Management Solutions 3-State Sequencing www.autoflame.com Lead Lag Control 100 PSI HIGH LIMIT 100 95 85 HIGH LIMIT 100 95 100 PSI 85 85 3 SETPOINT = 100 PSI PHANTOM = 20 PSI SETPOINT = 100 PSI PHANTOM = 20 PSI LF FIRING RATE % 20 PSI 2 SETPOINT = 100 PSI PHANTOM = 20 PSI 0 100 95 100 PSI 1 LF HIGH LIMIT 0 LF 0 FIRING RATE % RS485 2 WIRE DATA LINK FIRING RATE % RS485 2 WIRE DATA LINK LEAD BOILER SELECTOR 120V World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Steam Boiler Sequential Control • Parameter #87- change up threshold: if the total capacity of the lead boiler reaches 95% (or value set in this parameter) then the 1st lag burner will start to fire. If the total capacity for both boilers is 95% then the 2nd lag boiler will start to fire. • Parameter #86- change down threshold: if the total capacity of 3 boilers goes below 85% (or the value set in this parameter) then the 2nd lag boiler will turn off. The lead and 1st lag boiler are able to cope with the load requirements. If the total capacity of the 2 remaining boilers goes below 85% then the 1st lag boiler will turn off since the lead boiler can cope with the load. World Leaders in Combustion Management Solutions 2-State Sequencing www.autoflame.com Lead Lag Control 100 PSI HIGH LIMIT 100 95 85 HIGH LIMIT 100 95 100 PSI 85 85 3 SETPOINT = 100 PSI PHANTOM = 20 PSI SETPOINT = 100 PSI PHANTOM = 20 PSI LF FIRING RATE % 0 PSI 2 SETPOINT = 100 PSI PHANTOM = 20 PSI 0 100 95 20 PSI 1 LF HIGH LIMIT 0 LF 0 FIRING RATE % RS485 2 WIRE DATA LINK FIRING RATE % RS485 2 WIRE DATA LINK LEAD BOILER SELECTOR 120V World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Low Pressure Steam Applications • If the setpoint is set to 20 psi (2bar) or less then low pressure steam control is implemented World Leaders in Combustion Management Solutions 3-State Low Pressure Sequencing www.autoflame.com Lead Lag Control 15 PSI HIGH LIMIT 100 95 100 95 85 15 PSI LF 0 HIGH LIMIT 100 95 85 85 15 PSI 1 2 SETPOINT = 15 PSI AQUA STAT FACILITY SETPOINT = 15 PSI AQUA STAT FACILITY 0 120V 15 PSI 3 LF FIRING RATE % HIGH LIMIT SETPOINT = 15 PSI AQUA STAT FACILITY 3rd STATE = OFF LF FIRING RATE % 0 120V RS485 2 WIRE DATA LINK FIRING RATE % 120V RS485 2 WIRE DATA LINK LEAD BOILER SELECTOR 120V World Leaders in Combustion Management Solutions 3-State Low Pressure Sequencing www.autoflame.com Lead Lag Control 15 PSI HIGH LIMIT 100 95 100 95 85 15 PSI LF 0 HIGH LIMIT 100 95 85 85 15 PSI 1 2 SETPOINT = 15 PSI AQUA STAT FACILITY SETPOINT = 15 PSI AQUA STAT FACILITY 0 120V 15 PSI 3 LF FIRING RATE % HIGH LIMIT SETPOINT = 15 PSI AQUA STAT FACILITY 3rd STATE = OFF LF FIRING RATE % 0 120V RS485 2 WIRE DATA LINK FIRING RATE % 120V RS485 2 WIRE DATA LINK LEAD BOILER SELECTOR 120V World Leaders in Combustion Management Solutions 2-State Low Pressure Sequencing www.autoflame.com Lead Lag Control 15 PSI HIGH LIMIT 100 95 HIGH LIMIT 100 95 85 15 PSI 100 95 85 3 SETPOINT = 100 PSI PHANTOM = 20 PSI LF FIRING RATE % 0 120V 15 PSI 2 SETPOINT = 100 PSI PHANTOM = 20 PSI 0 85 15 PSI 1 LF HIGH LIMIT SETPOINT = 100 PSI PHANTOM = 20 PSI LF FIRING RATE % 0 120V RS485 2 WIRE DATA LINK FIRING RATE % 120V RS485 2 WIRE DATA LINK LEAD BOILER SELECTOR 120V World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Shuffle Sequencing World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Potential Applications • 3 twin burners • 3 single furnace boilers • 1 twin burner & 2 single furnace boilers World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Hot Water Sequencing/Lead Lag Control • Hot Water Sequencing • The following options must be set correctly for hot water sequencing to function correctly: • Option #53 – 0 • Option #41 – 0 • Ensures that boilers that are switched “off line” do not contribute return temperature to the water flow header and thus diluting the flow temperature to the building World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Parameter 57 increased comms Set this to the highest MM ID you are using. The bus driver will then only request data from the number of units as set in Parameter 57. World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Further Parameters World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control IBS Diagnostic World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control IBS Diagnostic (Continued) IBS screen shot showing diagnostic Par 83,84 World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Bus Driver When using the lead-lag intelligent boiler sequencing (IBS), the bus driver is now determined by the lowest MM ID number, as set in Option 33. Previously this was always the lead boiler. This assists in speeding up the communications between boilers when sequencing and also with the DTI when used for shuffle sequencing. IBS screen shot showing bus driver (diagnostic) Par 83,84 World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control IBS Screen Shots World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control IBS Screen Shots (continued) World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Trouble Shooting • Make sure only 1 lead boiler is selected – Either via the DTI or a live input on terminal #88 (lead boiler select switch) • Fuel Flow Metering is correctly set – This must be calculated and entered for all boilers • It is very important that the correct cable is used for communication between boilers (Beldon 9501) – Use a daisy chain configuration (only connecting the screen at one end of the wire) World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Trouble Shooting (continued) • Make sure only that there is no input on #94 &95 all units must be in auto (modulating) • Make sure that option 47 (cold start routine) is not optioned • Make sure that the reduced set point is not set, all boilers should use the required set point or phantom set point (standby warming) World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Trouble Shooting (continued) • Difficulties with maintaining load can often be overcome by making minor alterations to the sequence scan time (option 35). Significant alterations to sequence scan time, will have a significant effect on the systems responsiveness • If using shuffle sequencing ensure parameter #101 is set correctly World Leaders in Combustion Management Solutions www.autoflame.com Lead Lag Control Thank you for listening. World Leaders in Combustion Management Solutions