Reliability and Failure Analysis of Electronic Components
advertisement

Reliability and Failure Analysis
of Electronic Components
By
Dr. Charles Surya, ENC
CD 636, ×6220
ensurya@polyu.edu.hk
• For VLSI Circuits to be a useful and growing technology, 2 conditions
must be satisfied:
– Can be produced in large quantities at low cost
– Cats can perform their functions throughout their intended lifetime
• To lower the cost of manufacturing, one must determine the optimal
size of the IC.
• The optimal size is a compromise between several competing
considerations:
–
–
–
–
Partitioning of the system
yield of good circuits
packaging and system assembly cost
reliability of complete system
• Large number of IC’s results in high yield and assembly cost
• To arrive at an optimal division of the system, we must be able to
predict the total system reliability as a function of the number of IC’s of
varying size
2
Mechanism of Yield Loss in VLSI
• Cause for low yield falls into 3 basic categories:
– Parametric processing problems
– CKT design problems
– random point defects in circuits
Processing Effects
• Often a wafer is divided into regions good chips and bad chips (Fig. 1 p.
614, Sze)
• This is most likely due to processing effects such as
– Variations in thickness of oxide or polysilicon layers
– Variations in resistance of implanted layers
– Variations in width of lithographically defined features
3
• Alignment of photomasks
– e.g. PolySi gate lengths are shorter in thinner polySi regions than
in thicker polySi regions. This may cause channel lengths to be
too short and transistors cannot be turned off. This leads to
excessive leakage current
• Variations in thickness of deposited dielectric lead to variations in
contact window size. This may lead to non-operative circuits if the
circuits depend on having a low value of contact resistance.
• Variations in the doping of implanted layers which also leads to
variations in contact resistance
• Also, wafer may vary in size during processing in excess of 20ppm.
Therefore a 125 mm wafer changes in size by 2.5mm. This may cause
significant misalignment.
4
Circuit Sensitivities
• Certain areas of a wafer have low device yield because the design of a ckt
has failed to consider expected variations in device parameters and
correlation between variations in different parameters.
Point Defects
• A 3 m dust can cause a break in a metal conductor
• Si chunks may be knocked out of the wafer during processing
• Isolated oxidation induced stacking fault may cause excessive leakage
current
Modeling of Yield-loss Mechanisms
• We need to model IC yield in terms of fundamental parameters independent
of particular IC and characteristics of the process and processing line
because:
– by accurately modeling the yield we can predict the cost and availability
of future ckts
5
•
•
•
•
•
•
•
•
– once yield-modeling parameters are known one can compare
processing quality of different process lines and indicate where
improvements are required
IC yield is expressed as
Y=Y0Y1(D0,A,i)
1-Y0 = fraction of bad chips due to processing related effects
1-Y1 = remaining fraction of bad chips which is a function of
density of point defects
A is the chip area
i is the parameter unique to different models of the yield
Y = ratio of good chips to total number of chips per wafer
All models predict Y decreases monotonically as A increases
Yield modeling can identify those processes and mechanisms that limit
yield of present IC
The process can then be improved or eliminated as needed
6
Uniform Density of Point Defects
• In those areas where yield not degraded by either processing or ckt
sensitivities, the remaining cause of chip failure is randomly distributed
point defects (see See p. 617, 618)
• A grid of 24 chip sites with 10 defects randomly distributed. In this
example 16 of the 24 sites have 0 defects
• Of the remaining sites 6 have 1 defect no site has more than 2 defects
• The problem of determining the yield is identical to the problem of placing
n balls in N cells and then calculating probability of a given cell containing
k balls
P k = (n!)/[k!(n-k)!] (1)/(Nn)(N-1) n-k
• If N and n are both large n/M = m remains finite and can be approximated
as
Pk =e-mmk /k!
• The probability that a chip contains no defects is Y1 = P0 = e-m
• The probability a chip contains 1 defect is
P1 = me-m
7
• If the area of the chip is A, the total chip area in the useable part of a
wafer is NA
• The density of defects is n/NA = D0
• The average number of defects per chip, m, is m = n/N = D0 NA/N = D0
A
Y1 = P0 = exp(-D0 A)
• This Poisson estimation was used to predict yield in the early days in the
manufacture process
• The actual yield was found to be much larger than predicted
8
Yield Enhancement using Redundant Circuitry
• Many large MOS memory chips are designed with redundant circuitry,
which can be switched to replace defective circuit elements
• This is usually accomplished using fusible links which can be fused as
needed using laser or other techniques
• The yield will then be modified as shown
•
Y1 = P0 + P1
• P0 = probability of chip containing no defects
• P1 = probability of chip containing 1 defect
• = probability of chip containing 1 defect and can be repaired by using a
single redundant column
Simple Non-uniform Distribution of D
• Discrepancy between measured and predicted yield led to investigation of
non-uniform distribution of D0 across a wafer
9
• The yield can be expressed as
• The yield is expressed as
Y = exp(-DA) f(D) dD
• f(D) is the normalized distribution of defect density
f(D) dD = 1
• 3 different D0 are investigated:
– Delta function Y1 = exp(-D0A)
– Triangular
Y2 = {[1-exp(-D0A)]/D0A}2
– Rectangular Y3 = {1-exp(-2D0A)}/2D0A
• for D0A >> 1 we find that
– Y1 = exp(-D0A)
– Y2 = 1/(D0A)2
– Y3 = 1/(2D0A)
• Y3 is found to be most closely fit to the observed yield of large IC’s
• The above distributions do not have any physical basis, therefore more
physically based distributions need to be investigated
10
Gamma Distribution
• The Gamma distribution is more physical
f(D) = 1/[()() ]D -1 exp(-D/ )
• and are 2 distribution parameters and () is the gamma function
• Average density of defects =
• Variance of D = 2
• Consequently Y4 = 1/(1+SD0A)1/s
• for s 0, Gamma function reduces to delta function and Y4 exp(-D0A)
• Using different values of s, Gamma function is a good approximations of
Y2 and Y3 over a wide range of D0A
• Gamma yield functions can be used to represent a large variations in the
shape of experimental yield vs area curve see Fig. 4 and 5 p. 621 and 622
of Sze.
• Each type of defect is characterized by
– its mean defect density Dn0
– shape factor of its distribution Sn
11
– portion of total chip area An susceptible that defect
– Using Gamma yield function
Yn = 1/{(1+SnAnDn0)}1/Sn
• The overall yield is the product of the yield for each known type of defect
Y = Yn
for n=1,2,….,N
• For a mature process in a well controlled high yield line, all of the major
yield-limiting defects have probably been controlled or eliminated. The
yield is a product of many terms each approximately 1.
• This means SnAnDn0 << 1
ln Y = [-(1/Sn) ln(1+SnAnDn0)]
ln(1+SnAnDn0) SnAnDn0
Thus lnY = -AnDn0
Y = exp(- AnDn0)
D* = (1/A) AnDn0
Y = exp(-AD*)
• Here An is the total chip area susceptible to the particular defect
12
Reliability Requirements for VLSI
• It is instructive to consider examples of the effects of device failure
– Early discrete solid state computer systems typically consisted of 105
transistors per system
– If 1 device failure per month is set as the minimum acceptable
condition then the failure rate
< 1/(105 720 hrs)
= 14 10-9 failure/device-hour
• 1 FIT 1 failure/ 109 device-hour
• The objective for the hypothetical system is for < 14 FIT
Reliability Theory (Sze p. 627)
• Useful mathematical description requires precise definition of the terms
• Definitions:
– Reliability -- probability that an item will perform a required function
under stated conditions for a stated period of time
13
• For an IC the required function is generally defined by a test program for
an automatic test set
• Often initial test programs are not complete and the ckts are not tested
under “all” required conditions
• As new device failure modes are identified, the appropriate tests are
included in later test programs
• Stated Conditions -- comprise of the total physical environments,
including mechanical, thermal, electrical ….
• Stated period of time -- the time during which satisfactory operation is
required
Cumulative Distribution Function
• If the device is operational at t = 0. The probability that the device will
fail at or before t is given by the function F(t)
F(t) = 0
t<0
0 F(t) F(t`)
0 t t`
F(t) 1
t
14
Reliability Function and Probability Density Function
• The probability density function is
f(t) = dF(t)/dt
• The Cumulative distribution function is
t
F(t) = 0 f(x)dx
• The reliability function is
R(t) = t f (x)dx
• Thus f(t) = - dR(t)/dt
15
Failure Rate
• In many applications the quantity of most concern is the instantaneous
failure rate
• This is often referred to as the hazard rate
• Fraction of devices that were good at time t and that fail by t + is
given by
•
F(t + ) - F(t) = R(t) - R(t+ )
• The average failure rate during the time interval, , is
•
(t) = average failure rate
•
= 1/ [R(t) - R(t+ )]/R(t)
•
for 0
•
(t) = - 1/R(t) dR(t)/dt = f(t)/R(t)
•
= f(t)/[1 - F(t)]
•
= - d[ln R(t)]/dt
•
R(t) = exp[- 0t (x) dx]
16
Mean Time to Failure (MTTF)
and Common Distribution Functions (p. 630 Sze)
• MTTF is a common measure of reliability
MTTF = 0 t f(t) dt
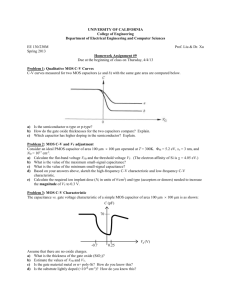
• It is desirable to have a single mathematical model that represents the
failure rate of devices over their entire lifetime
• (t) generally varies as a function of time as shown
A. High “early failures” or
“Infant Mortality” due to
manufacturing defects
B. “Midlife” or “Steady state”
period of low and generally
constant failure rate
C. “Final” or “wear out”
period
C
t
17
Exponential Distribution Function
• The simplest distribution function, exponential, is characterized by a
constant failure rate over the lifetime of the device. This is useful for
representing a device in which all early failure mechanisms have been
eliminated
– (t) = 0
– R(t) = exp(- 0t)
– F(t) = 1 - exp(- 0t)
– f(t) = 0exp(- 0t)
– MTTF = 0 t 0exp(- 0t) dt
18
Weibull Distribution
• (t) varies as a power of the age of the device
= (/)t-1
where and are constants
• For < 1 the failure rate decreases with time and can be used to represent
early failure
• For = 1, (t) is constant and can be used to represent steady state
• For > 1, (t) increases with time and can be used represent wearout
condition
• For = 1, the failure rate is constant which is a special case of Weibull
distribution
•
R(t) = exp{-(1/)t}
1
f(t) = (/) t-1exp {-(1/)t}
1 F (t ) exp t
MTTF = 1/ (1+1/) where =1.
which is linear. The
1
ln ln
slope of the line is
ln t ln
1 F (t )
. The MTTF is the
time when F(t) = 0.5
19
In some applications, a better fit can be obtained through the
introduction of a 3rd parameter, , in which X = t - is used to replace
t in the above equations to represent
• a shift by the amount of in the time axis
• Physically this represents a portion of device lifetime is used up during
manufacturing burn-in or device testing
Accelerated Testing
• If the required failure rate is ~ 100 FIT or less, then the time required
to observe one failure in 100 devices is approximately 100,000 hr (11.4
yrs)
• Thus it is impossible to test the required reliability under normal
operating conditions
• This necessitates means to accelerate the mechanisms that cause
devices to fail
20
• 5 common stresses are used to accelerate device failure
– temperature
– voltage
– current
– temperature cycling to accelerate mechanical failure of chips and
assembly package
• In such studies, different failure mechanisms may be accelerated by
different level of stress even for the same type of stress
• A device may fail at normal operating conditions because of 2 completely
different mechanisms
• Under the applied stress, one of these failure modes may be accelerated
much more than the other
• Thus, we only see 1 failure mode in those tests
• After successfully eliminating the mode we may only the failure rate by
small factor under normal operating condition
• Adequate studies must be done under normal operating conditions to
satisfy that no failure mechanism remain that were not accelerated by the
applied stress
21
Temperature Acceleration
• Many failure mechanisms involve chemical or physical processes that can
be accelerated by raising the temperature
R R0 exp( Ea / kBT )
• Ea is the activation energy
• If some parameter of IC changes as a function of time, and if the IC fails
when the parameter exceeds certain value.
• The Rates at two different temperatures are related as
E
t1 R2
exp a
t 2 R1
kB
1 1
T1 T2
• The IC would fail when the destruction reaction proceeds to some value
equal to the failure criterion
• Rtf = constant
t f t f 0 exp( Ea / k BT )
• Thus a plot of ln(MTTF) versus 1/T, the slope will correspond to the
activation energy
22
Voltage and Current Acceleration
• Voltage and current are effective acceleration stresses
• Voltage stress cause failure in devices due to:
– dielectric breakdown
– interface charge accumulation
– charge injection
– corrosion
• Most studies indicate that the reaction rate, Rx, of the failure mechanism is
proportional to a power of the applied voltage
R(T ,V ) R0 (T )V (T )
•
•
•
•
where R0(T) if thermally activated
varies between 1 to 4.5
For dielectric breakdown, a different type of acceleration occurs
For a given field, a certain fraction of devices fail in a very short time, of
the order of seconds
• Very few additional failure occurs as the field is maintained
• If the applied field is increased, additional fraction failures occur
23
• In such cases, operation at an increased voltage is more in the nature of
screening rather than accelerating the failure mechanism
• Increased current level is used to accelerate failures caused by
electromigration in metallic conductors
R R0 J (T )
• 1<<4
Stress-Dependent Activation Energy
• (T) describes the temperature dependence of the reaction rate
• For failure accelerated by voltage or current stressing, the activation
energy is dependent on the applied bias
• The Eyring model states that
a(T ) S
Q
R sinh
exp
k
T
k
T
B
B
• where S = applied stress
a(T ) k BT (T ) k BT ( 0
1
k BT
)
24
• Q is related to the Arrhenius activation energy
Q Ea 0 a(T ) S B
• SB is the breakdown stress, the value of the applied stress where failure
of the device occurs essentially instantaneously
• The reaction rate can also be expressed as
E S
R sinh[ (T ) S ] exp a 0 1 B exp( 0 S B )
k BT
• under conditions of low stress, R reduces to
E S
R (T ) S exp a 0 1 B exp( 0 S B )
k BT
• At high stresses
E S S
R exp[ 0 ( S S B )] exp a 0 1 B 1
k BT
• From the above expressions Reaction Rate is a function of the applied
stress, the effective activation energy will decrease with increased rate
25
Humidity-Temperature Acceleration
• Presence of water vapor in the chip environment introduces a new variety
of possible failure mechanism
• Water vapor quickly permeates plastic packaging material
– 1. water vapor transports contaminants from surface of package
through the plastic
– The chip is then exposed to water vapor and various contaminants
– 2. Diffusion of the contaminated water vapor through the passivation
layer of the chip
– This step can be speeded up if the passivation contains defects or
cracks
– The penetration of water vapor through the passivation layer
determined the reaction rate
– 3. Once water reaches the metallization level, electro-chemical
corrosion process can occur
– The ions needed for this corrosion process can arise from the
contaminants which diffused through the passivation layer.
26
– If the intermediate dielectric of the chip is a phosphorous-doped
glass, the water vapor can extract the phosphorus from the
dielectric
– Electrochemical corrosion is a rapid process leading to
metallization failure
– This failure mechanism can be accelerated by increasing the partial
pressure of water vapor in the environment
27
Burn-in
• For mature products, the initial reliability studies would have identified
and eliminated failure processes so that steady-state failure rate meets
or exceeds design goal
• However, the manufactured devices still show existence of continuing
early failure
• Generally, manufacturing defects cause the infant mortality failures
e.g. pinholes, photoresist or etching defects resulting in near-opens or
shorts
• Contamination on the chip of the package, scratches, weak chips or
wire bonds, partially cracked chips or packages
• The purpose of the burn-in procedure is to operate the devices for
some time during which most of the devices that are subject to
• Infant mortality failure actually fail
• The conditions during burn-in presumably accelerate the failure
mechanisms that contribute to infant mortality failure
• Studies of infant mortality under increased T conditions show that
infant mortality have an activation energy of 0.37 to 0.42 eV
28
Properties of Metal-Oxide Silicon (MOS) System
• To understand the MOS system the step is to derive the energy band
diagram
• We note that at thermal equilibrium the Fermi level is constant
• The energy band diagram for a separated system is shown below:
E0
E
C
q
= 4.1 eV
q = 4.1 eV
M
8 eV
E
C
E
Ei
fm
E fs
EV
EV
29
• When connected the Fermi
level will be constant. The
Fermi level in Si depends on
doping level of the Si
• For Ei - Ef = 0.29 eV the band
diagram is shown
Flat-band Condition
Accumulation
E fm
EC
Ei
E
EV fs
E fm
EC
Ei
Efs
EV
30
Weak Inversion
Depletion
EC
EC
Ei
Efs
EV
E fm
Ei
Efs
EV
E fm
Strong Inversion
q p
E fm
q s
EC
Ei
Efs
EV
31
• Strong inversion condition stipulates that qP = qs
• Thus to turn an MOS into strong inversion -- a condition for the
formation of a conduction channel or inversion layer under the gate, a
minimum band bending of 2 qP is required
• The threshold voltage VT is then represented by
1
VT VFB 2 | p |
4 s qN A | p |
Cox
• We can gain further insight into the MOS by realizing that it is
basically a capacitor
• The charges in the Si of the MOS system can be expressed as
Q Cox [(VG VFB ) ( s p )]
• The terms in the square brackets constitute the voltage drop across the
oxide. Since part of the charges are associated with the dopants in the
depletion layer, therefore free carrier concentration in the inversion
layer is
Qn Cox (VG VFB 2 | p |) 4 S N A | P |
32
• The second term is the charge in the depletion layer VG here is the gate
bias required to produce a band bending of 2|P| and is therefore
equivalent to the threshold voltage
• The proof for the expression of charge in Si is
qN A xd
s
33
• Where E is the electric field in Si
• The total band bending in Si is | s | E0 xd
• From Poisson’s equation we have
| s |
qN A xd
2 s
• For xd = xdmax we have s = 2p and xd max
• Charge is the Si layer is qNAxdmax, thus
4 p
qN A
Qd 4qN A p
• The total charging voltage is V Vox Vsi
• where V
si
s
p
VG VFB Vox ( s p )
Vox [(VG VFB ) ( s p )]
Eox
xox
xox
Es
ox Eox
s
Cox'
ox
xox
34
'
• Substituting into the previous equation s Es Cox
[(VG VFB ) ( s p )
'
'
'
• From Poisson’s equation we obtain s E Qs Qn Qd
• Concentration of free carriers in the inversion layer is Qn' Cox (VG VT )
Oxide and Interface Charges
• Charges at Si-SiO2 interface and the oxide may influence the threshold
voltage through the modifications of the flat-band voltage. If the density
of charge at x=x1. It induces an equal and opposite charges divided
between silicon of the metal gate. The closer is x1 to xox (the Si-SiO2
interface), the greater will the fraction of induced charges at Si-SiO2
interface and the oxide may influence the threshold voltage through the
modifications of the flat-band voltage. If the density of charge at x=x1. It
induces an equal and opposite charges divided between silicon of the metal
gate. The closer is x1 to xox (the Si-SiO2 interface), the greater will the
fraction of induced charge within the Si.
• The induced charge changes the charge stored in the Si at equilibrium
therefore it alters the flatband voltage.
• The size of VFB can be found using Gauss’ law to obtain the value of the
gate voltage that causes all of the oxide charge Qoxto be mirrored in the
35
gate electrode.
• Under this condition the field is constant between x = 0 and x =x1 and
0 for x > x1.
• For 0 < x < x1 we have the following relationship
Qox'
Eox
, 0 x x1
ox
VFB
x1 Qox'
xox Cox'
• The result can be generalized to account for shift in VFB using an
arbitrary charge distribution
xox
VFB
1
'
Cox
x
0 xox ( x)dx
• where (x) is the volume charge density at x
Origins of Oxide Charges
• There are at least 4 distinct types of charges in the oxide-silicon system
– Qf ’ -- fixed interface charge density
– Qot’ -- oxide trapped charge density
– Qit’ -- interface trapped charge density
– Qm’ -- mobile charge density
36
• Qf ’ is positive and is located within a very thin (1 - 2nm) laryer fo nonstoichiometric silicon oxide (SiOx)
• Qot’ can be both positive and negative, typically predominantly
negative. Located in traps distributed throughout the oxide layer.
Distortion in the C-V curve is due to unstable charges at the interface.
• The trapping sites Nit (cm-2) are located at the Si-SiO2 interface and
have energy levels within the bandgap with density Dit cm-2eV-1
• To relate behavior of these traps to the distorted C-VG, as shown in the
following figure, consider an oxide-Si interface characterized by
interface trapping levels at energy Es. The gate voltage causes the
Fermi level at the surface to cross Es, the charge state of these levels
will change. This introduces a voltage dependent term, Q’it/Cox’, into
the equation for VFB above making both flatband and threshold
voltages vary with VG that led to the distortion the C-V curve.
• For Nit > 1010cm-2 is generally unacceptable for reliable device design.
Using modern MOS technology, Nit is reduced by annealing device in
forming gas (90% N2 and 10% H2)
37
Mobile charge results from alkali-metal ions particularly sodium.
They induce VFB.
• The alkali ions have sufficient mobility when relatively low gate biases
are applied. The mobility increases with temperature and thus
magnifies the problem of VFB instability at high temperatures. The
ions are positively charged, therefore -VG draws the ions to the metalSiO2 intrface where their effect is minimal. +VG pushes them to the
Si-SiO2 interface where their effects are most significant.
• For voltage stability of 0.1V, less than 2x1010cm-2 mobile ions can be
tolerated. Mobile ions can be avoided by careful processing and
oxidation in HCl that immobilizes alkali ions.
Hot Electron Degradation
• The assessment and improvement of reliability on the CKT level
should be based on both failure mode analysis and the basic
understanding of the physical failure mechanisms.
• Processes such as electromigration and electrostatic discharge cause
catastrophic changes in device characteristics
38
• Other mechanisms such as hot-electron effects cause non-catastrophic
failures which develop gradually over time and change CKT
performance
Scattering of Channel Hot-Electrons into the Oxide
• In order for electrons to obtain enough kinetic energy to be injected
into the oxide, it has to
– gain K.E.
– its momentum redirected towards the oxide through a quasi-elastic
collision
– following the collision, the electron must travel to S-SiO2 without
further collision
• These processes are statistically independent, the injection probability
is obtained as the product of the probabilities of each event
• MOSFET gate current is made up of electrons injected into the gate
oxide by quasi-elastic scattering
• It consists of electrons that overcome the image potential well in the
oxide and reach the gate electrode
39
Hot Carrier Effects
• Advances in VLSI is achieved through down scaling of device
dimension such as channel length, junction depth and gate oxide
thickness without proportional scaling of power supply voltage
• Decrease in device dimensions results in significant increase of the
horizontal and vertical electric fields in the channel region
• Electrons or holes with high K.E. may be injected into the gate oxide,
degrading I-V characteristics of MOSFETs.
• This is one of the important factors that limits the maximum
achievable device densities in VLSI circuits
• Hot-carrier damage results in:
– trapping of carriers on defect sites in the oxide
– creation of interface states at Si-SiO2 interface leads to degradation
in transconductance, shifts in threshold voltage and decrease in
drain current capability.
40
Oxide degradation Mechanism in MOS system
• Cause by injection of high-energy electrons and holes into the gate
oxide near the drain
• The damage is in the form of localized oxide charge-trapping and
interface trap generation
• Recent experimental evidence shows that hot-carrier related
degradation can occur in deep-submicron devices with Leff = 0.15m
at drain voltage as low as 1.8V. Therefore hot electron degradation
may occur even with significant reduction in drain voltage.
• The continuing technology thrust must therefore accompanied by some
limitations to ensure hot-electron reliability
• Hot-carrier injection causes degradation in the transconductance, shift
in threshold and decrease in sub-threshold drain current
• There are many disagreement concerning the physical degradation
mechanisms due to the lack of a reliable and sensitive techniuqe to
evaluate hot-carrier damage at the interface. Moreover, hot-carrier
induced oxide damage is very localized, the interpretation of the
analysis is complex
41
Injection of Hot-Carriers into Gate Oxide
• Hot-carriers are electrons and holes that have a much higher K.E. than
average carrier population
• E’s in S.C. at equilibrium mostly have energy about
kBT above EC. At
equilibrium, K.E. of carriers that encounter large E may gain
significant K.E. in a short distance. Thus E- EC = kBTe where Te is the
effective electron temperature. There are 2 distinct modes of electrons
injection in nMOS
– Substrate hot-electron effect (SHE)
– Channel hot-electron effect (CHE)
• Substrate hot-electrons are derived from leakage current. Electrons
generated in the channel depletion region or diffusing from the bulk
neutral region of the substrate drift toward the Si-SiO2 interface and
gain K.E. from the high field in the surface depletion region
• The energetic electrons may overcome surface energy barrier and
inject into the gate oxide.
• Some of the injected electrons are trapped in the oxide, resulting in a
relatively uniform oxide charge accumulation that shifts the threshold
42
voltage over time.
• The SHE is observed mainly in long-channel MOSFETs. As channel
length decreases, SHE decreases since a large fraction of the hotelectrons generated in the substrate region are swept into the source
and drain regions instead of the device surface
• CHE is more pronounced at large VDS. Electrons reaching Si-SiO2
interface with large K.E. may surmount the energy barrier. Electrons
and holes generated by impact ionization also contribute to charge
injection into the oxide. Hot-electron current and oxide degradation
occurs mainly at the drain end. From the figures, the increased density
of equipotential lines leads to larger horizontal field. Hot-electrons
and hot-holes can be injected into the oxide interface with the aid of
the vertical field or with their K.E. energy alone.
• Injected current density is
J e ( x) n( x, y ) pinj ( x, y )dy
y
• Where n(x,y) is the local electron concentration at (x,y)
• pinj(x,y) is the spatial distribution of injection probability
• pinj(x,y) depends on several events that provide the electron with a
momentum directed towards the oxide interface and with a K.E.
sufficient to overcome interface potential barrier.
43
• Injection of hot carriers occurs mainly in a narrow injection zone at the
drain end of the device where lateral field reaches maximum.
• In log channel MOSFETs, the spatial extent of injection region and
magnitude of electric fields near the drain are largely independent of
the channel length, L.
• For short channel devices, the heavier dopin or shallower junctions
increase the electric fields in the drain region. Due to short channel
effects the channel current entering the drain increases more rapidly
than 1/L.
• Thus, devices with smaller geometries will be more sensitive to hotcarrier related degradation.
• Oxide degradation in the form of charge trapping which occurs in a
short distance of about 0.1 m. However, a large percentage of the
electrons entering the oxide are either scattered in the oxide and/or
returned to Si substrate by the opposing field.
• The charges that do not reach the gate electrode degrades the oxide by
charge trapping and interface trap generation.
44
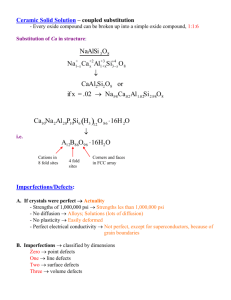
Impact Ionization
by Hot-Electrons
• In saturation region a high E exists in the channel depletion region.
Electrons will, therefore, be accelerated by the field. Some move
horizontally and creates electron hole pairs (EHP) by impact ionization
near the drain.
• Impact ionization process creates an avalanche plasma consisting of
generated EHP in the pinch-off region
• The holes created are collected by the substrate constituting the drift
component of the substrate current
• The drain current that contributes to impact ionization substrate current
is a function of lateral electric field in pinch off region and VGS and L
Impact
Ionization
45
• Some electrons and holes in the avalanche plasma can gain sufficient
K.E. to surmount Si-SiO2 potential barrier and become injected into
SiO2. Majority of the holes generated constitute substrate current of
MOSFET. Therefore, substrate current is considered a reliable and
convenient monitor of the amount of hot-carrier degradation in nMOSFETs
• To create EHP, hot-electrons
must have K.E. > i (impact ionization
energy). Thus i / qEm is the distance the electrons must travel in E Em
to gain energy i.
• The probability of an electron travelling a distance to gain the required
K.E. or more is
i
Pi exp[
qEm
]
where is hot-electron mean-free path. Since IDS is the total electron
flow in the channel. Rate of supply of hot-electrons with K.E. > i is
I sub C1 I DS exp( i )
qEm
where C1 is a weak function of the max. channel field Em.
46
Oxide Traps and Charge Trapping
• Concentration of oxide trapped charges and interface trapped charges
are changed by capture of excess electrons or holes by existing traps in
the oxide.
• The oxide charge distribution can also be changed by impact release of
the trapped electron or hole by a hot-carrier. The electron or hole traps
in the gate oxide are mainly Si “dangling bonds”. The dangling bonds
give rise to the electron and hole traps.
Interface Trap Concentration
• Interface trapped charge arises from a.) structural, oxidation-induced
defects; b.) metal impurities; c.) defects caused by radiation or hotcarriers
• Unlike other trapped charges, interface trapped charges are in electrical
communication with the underlying Si. Thus, influence of interface
trapped charge on electrical characteristics of MOSFETs depends on
its bias conditions.
• Generation of new interface trap is the primary cause of degradation of
MOSFETs. New traps generated by hot-electrons and hot-holes
through breaking:
47
– Si-Si and Si-O bonds
– breaking of H bonds at interface, releasing H and leaving dangling
Si- or O- bonds
– H released by hot-carrier impact migrates towards Si-SiO2
interface and is then trapped by proton traps.
Bias Dependence of Degradation Mechanism
• Oxide degradation takes place by carrier trapping in oxide due to hotelectron carrier injection and interface trap creation
• These are the two most significant degradation mechanism, but there is
no clear consensus on their relative contribution Hot-carrier related
device degradation reaches maximum when VGS = VDS/2. This
coincides with max. of substrate current, thus it is often linked to
impact ionization.
• When VTH shift is plotted as a function of gate voltage, the
degradation exhibits 2 local maxima:
– First peak: electron injection into SiO2 is max. resulting in charge
trapping
– Second peak: at VGS = VDS/2, corresponds to impact ionization
48
of electrons and holes.
• For VTH = VDS/2, VTH(t) = Atn where 0.5 < n < 0.7
• A depends on ISUB, IDS and processing parameters
Effects of Hot-Carrier Damage on Device Characteristics
• Trapped charges in gate oxide influence surface potential and thus
local flat band voltage
• C-V measurement can be used to measure total amount of trapped
charge in SiO2. Accumulating negative charge shifts the local VFB to
positive direction.
• Influence of interface traps generated by hot-carriers depends on the
instantaneous bias conditions. Since interface traps are in electrical
communication with the underlying Si substrate, occupation of the
traps depends on the Fermi level at the Si-SiO2 intface and energy
distribution of interface traps and the physical nature of NiT (whether
the trap is acceptor or donor type).
• In n-MOS most generated NiT are acceptor type, mostly located at the
drain end. Traps will start to be charged by electrons from substrate as
the surface is biased from accumulation into weak inversion, ant then
into strong inversion
49
• Once all traps are filled, their influence is similar to fixed oxide
charge, which is the case because for all practical purposed the
device are in strong inversion
• Surface mobility is decreased due to increased surface scattering
• Significant reduction in ID in linear region
• Less effect on ID in saturation region because once in saturation ID
is governed by the channel region between the source and pinch off point
• Asymmetry between forward and reverse I-V curves also due to
localization of oxide damage near the drain end
– as n decreases gm decreases
– ID/ID0 decreases
– VT increases
Radiation Induced Interface Traps
• The major effect of ionization radiation on MOS devices is the
generation of positive oxide charge resulting from hole-trapping at SiSiO2 interface.
50
• Radiation consists of high energy particle such as electrons, neutrons,
protons and energetic x-ray and gamma ray
• Photons with E > EG of SiO2 can generate EHP. Some of the generated
carriers recombine. Most are driven toward the electrode by the oxide
field. Electrons rapidly drift toward the positive electrode and flow out
of the circuit. Holes drift much more slowly towards negative
electrode.
• Once holes reach Si-SiO2 interface a fraction becomes trapped
constituting the radiation induced positive oxide charge
51
Latchup in CMOS Circuits
• CMOS (Complementary MOS) is a very important class of circuits in
VLSI technology
• Advantages of CMOS circuits includes low power, high speed logic
circuits
VDD
VDD
PMOS
Vo
Vi
Vo
NMOS
Vib
Via
• In bulk CMOS CKTs both n- and p-channel MOSFETs exist side by
side. This is achieved by starting with a Si wafer of one type and
creating in it regions of the opposite type. In so doing, FETs are not the
only structures fabricated, pnpn devices consisting of parasitic bipolar
transistors are also created.
52
• Under normal operation the circuit performs as an inverter and the
bipolar portion can be ignored. However, if the bipolar circuit
switches from its normally high impedance state to its low impedance
state, the power supply sees a low impedance path to ground.
• If the current from the supply is not limited somehow, there might be
irreversible damages done to the circuit.
• However, even if the circuit is protected, the pnpn’s low impedance
state can still cause the circuit to malfunction.
53
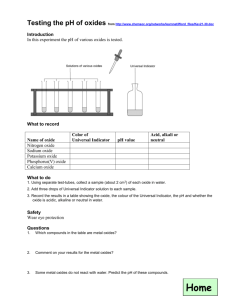
Switching Mechanism (Streetman p. 401)
• The operation of a CMOS
circuit can be understood using
a two-transistor analogy
i
1
E
p
B
n1
C
p
1
J 1 i b 1 = ic 2
J2
2
J2
ic1 = i b 2
J3
n1
C
p
2
B
n2
E
2
• Thus the parasitic bipolar transistors in a CMOS inverter can be
viewed has two interconnected BJTs
• Each BJT can be modeled by Ebers Moll model
S PE
Pn
N S PE
Pn
E
C
ICS PC
Pn
B
CS PC
Pn
54
• The Ebers-Moll model uses the diode equations for the emitter and
collector plus extra terms that provide coupling between the emitter
and collector.
• For a forward biased diode, the excess carriers is
pE pn (e qV / k BT 1)
• Thus the emitter current is
pC I ES
pE
I I CS
(pE N pC )
pn
pn
pn
pC I CS
pE
I C N I ES
I CS
( I pE pC )
pn
pn
pn
I E I ES
• Thus, IC and IE can be expressed as
I C N I E (1 N I ) I CS (e qVCB / k BT 1)
I C N I E I C 0 (e qVCB / k BT 1)
I E I I C (1 N I ) I ES (e qVEB / k BT 1)
I E I I C I E 0 (e qVEB / k BT 1)
55
Two-Transistor Analogy
• The analysis of the 2-transistor analogy is given below:
ic1 1i I C 01 ib 2
ic 2 2i I C 02 ib1
• where 1,2 are the emitter-to-collector current transfer ratios for the
transistors
• However, the sum of ic1 and ic2 is the total current through the device.
Thus, ic1 ic 2 i
i (1 2 ) I C 01 I C 02 i
I C 01 I C 02
i
1 (1 2 )
• As indicated in the above equations, as long as the sum, 1 + 2, is small
compared to unity, the current i is small at approximately the combined
collector saturation currents of the 2 equivalent transistors. As 1 + 2
approaches unity the current i increases rapidly. At this state both
transistors become saturated and will remain in the low resistance state
after the switching.
56
Variation of with Injection
• Since the 2-transistor analogy implies that switching involves an
increase in the 1 and 2 to the point that 1 + 2 becomes unity, it is
important to understand how 1 and 2 depend on injection for a
transistor.
• is the product of the emitter injection efficiency, , and the base
transport factor, B where
I En
I
;
B C
I En I Bp
I En
• At very low currents, is dominated by recombination in the transition
region of the emitter junction
• As the current increases, injection across the junction begins to
dominate over the recombination. This leads to increase in B due to
the saturation of recombination centers as excess carrier concentration
becomes large.
57
Forward Blocking State
• At this state the applied voltage is mainly across the reverse biased
junction j2
• j1 and j3 are forward biased but current remain small because holes are
injected from p1 into n1.
• If a hole recombines with an electron in n1 the electron must be
replenished to maintain space charge neutrality.
• The supply of electrons is very restricted because j2 is reverse biased.
• As a result current through j1 is approximately the same as the reverse
saturation current of j2. Similar arguments hold for current through j3.
58
Conducting State
• As 1 + 2
1, many holes injected at J1 survive to be swept across j2
into p2. Similarly, electrons injected at j3 are collected at j2. This is
regenerative because more electrons injected into n1 induces more holes
injection across j1 to maintain neutrality.
• When this happens depletion at j2 begins to shrink. Finally, j2 becomes
forward biased.
• The overall voltage across the devices approximates the potential drop
across 1 forward biased pn junction.
• The triggering of the junction is often caused by the breakdown of j2
59
Avoiding Latchup
• Latchup can be avoided by incorporating guard structures in the circuits.
• There are two types of guard structures
– minority carrier guards
– majority carrier guards
• The guard structures are used to decouple the parasitic bipolar transistors
from each other
Minority Guard
• Minority carrier guards are used to collect injected minority carriers
before they can cause a problem.
• The minority carriers injected into the substrate could be collected by a
reversed-biased well/substrate junction and flow through the well as
majority carriers.
Majority Guard
• The basic mechanism of a N+ majority guard ring in the well is to steer
current away from the parasitic emitter.
60
Silicon on Insulator (SOI)
• Devices fabricated on SOI substrates are fabricated by dielectric
separation
• At this point the most mature technology for manufacturing SOI
substrates is Separation by IMplantation of OXygen (SIMOX)
• In this technology heavy dosage of oxygen is implanted into Si wafer
to obtain SiO2 with a layer of single crystalline Si on top
• Separation of devices can therefore be accomplished by etching the Si
layer through
• Therefore there will not be any parasitic bipolar transistors
61