Refining TS Skills - Process Control Education
advertisement

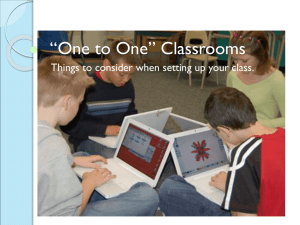
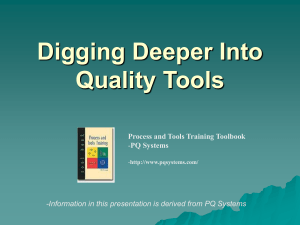
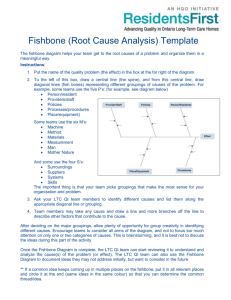
Process Operability Class Materials Refining Trouble Shooting Skills Basic flowsheet LAH LAL Design with Operability L 2 LC 1 LC 1 FC 1 FC 1 TC 2 TC 1 F 4 fuel T 10 T 12 T 13 Copyright © Thomas Marlin 2013 The copyright holder provides a royalty-free license for use of this material at non-profit educational institutions T 11 Refining our Trouble Shooting Skills Now that we have learned the basics,let’s review some issues that have challenged students • What is a Fact? • Multiple Root Causes • Looking for the Root Cause: “Changes” vs. “Usual” • Iteratively finding the Root Cause through intermediate causes (Fishbone Diagrams) • Priorities for the Diagnostic Actions • Diagnostic Actions – Disturbing the process PROCESS TROUBLESHOOTING What is a fact? What is the best statement – the most representative of the situation? • The temperature is 55 °C. • The sensor measures 55 °C. • The meter shows 55 °C. • We do not have any idea what is going on – I’m out of here! We need to make clear statements of the evidence so that we do not confuse others (or ourselves). PROCESS TROUBLESHOOTING What is a fact? v8 F 2 F 1 T 1 v3 T 3 T 4 F 5 T 5 F 3 L 1 v1 T 6 v5 v2 v6 T 7 L 2 v7 T 2 Hot Oil F 4 P 1 T 9 T 8 Hot Oil F 6 What is the best statement – the most representative of the situation? • Sensor T7 uses a thermocouple to measure temperature. • SensorT7 measures the temperature after the flash valve. • Sensor T7 is shown to be located after the flash valve on the drawing. • I do not trust T7-I’m going to feel the pipe! PROCESS TROUBLESHOOTING Multiple root causes We are sure that the cooling valve is fully open. Let’s look elsewhere for the problem. Situations with several independent root causes are much more challenging to trouble shoot. Many of the recent major industrial catastrophes involved multiple faults. The plant operating personnel were not able to consider all of the possibilities. Often, one of the faults (e.g., a faulty sensor) leads us to incorrectly eliminate the true root cause of the problem. PROCESS TROUBLESHOOTING Multiple root causes We have inconsistent information about the opening of the cooling valve.. We better look into this immediately! Situations with several independent root causes are much more challenging to trouble shoot. We must try to identify critical situations during design and provide sufficient redundant equipment (e.g., sensors) to ensure that people can trouble shoot them. Training is also important. PROCESS TROUBLESHOOTING “Change” vs “Usual” Two major categories of situations exist for the trouble shooter • “Change” when significant changes have occurred that likely (but not certainly) have caused the problem. Examples are new plant startup, restart after maintenance, & changes to operating conditions. Since the equipment has not been tested completely, major faults might exist, such as hand valves being improperly open/closed, pipes being blocked, motors failing, sensors incorrectly calibrated, etc. PROCESS TROUBLESHOOTING “Change” vs “Usual” Two major categories of situations exist for the trouble shooter • “Usual” when no significant, obvious change has occurred. The root cause must be determined from evidence and applying our knowledge of process principles. Since the equipment has operated well up to the problem, the change has occurred because of a recent change to equipment or inadvertent action by a person. The likelihood of “change” faults are very low. PROCESS TROUBLESHOOTING Iteratively find root cause What is the cause? Professor The temperature is high What is the cause? The cooling water flow is low What is the cause? Oh, for heavens sake, when does this stop? Student PROCESS TROUBLESHOOTING Iteratively find root cause Many potential root causes Symptom(s) Real world Cause to effect Trouble shooter must work “in reverse”, from effect to cause. It is difficult to jump all the way to each root cause in one step. PROCESS TROUBLESHOOTING Iteratively find root cause What is the cause? The temperature is high Symptom(s) What is the cause? The cooling water flow is low Many potential root causes What is the cause? The pump head is too small to achieve the needed flow. Rxn Engineering Heat transfer Fluid mechanics Most trouble shooters benefit from breaking problem into smaller segments, each with its causeeffect relationship. Let’s learn through a workshop: The symptom is “High level in V-30”. The process is a distillation tower. Please find all possible root causes and document in a fishbone diagram. Depropanizer, C-8 CW By-product to fuel, mostly C1 and C2 PAH PC-10 LAH V-30 LC-3 LAL FC-4 FC-4 reflux This is a simplified drawing of one part of Figure PID-2A from Wood’s Process Design and Engineering Practice Tower bottoms stream Product mostly C3 mostly C4+ PROCESS TROUBLESHOOTING Iteratively find root cause Building a Fishbone Diagram: What could cause the symptom of “high liquid level in V-30”? Start the fishbone diagram with the most fundamental causes of the symptom; do not try to jump to the root cause (we’ll get there). Some ??? ??? ??? High level in V-30 ??? • Sensor error • Too much liquid into tank • Too little liquid leaving tank PROCESS TROUBLESHOOTING Iteratively find root cause For each of the three intermediate causes in the diagram, find one cause, which could be, but does not have to be, a root cause. Connection between sensor and vessel is plugged Sensor Error Too much liquid into tank Tower feed rate has been increased High level in V-30 Too little liquid leaving tank Pump motor has stopped PROCESS TROUBLESHOOTING Iteratively find root cause What could cause the symptom of “high liquid level in V-30”? Complete all paths to root causes for the three initial causes in the diagram. Connect between sensor and vessel is plugged Sensor Error Too much liquid into tank Tower feed rate has been increased High level in V-30 Too little liquid leaving tank Pump motor has stopped Delta pressure sensor calibrated incorrectly (reading higher level than actually exists) Connection point (tap) blocked/corroded (level measurement is constant causing controller to make an incorrect action) Controller sensor error Extra condensation Cooling water temperature becomes much colder Steam valve fails open (unsafe) Too much liquid into the tank Extra vapor overhead Increased feed rate (level controller will lower level in time) Increased % propane in feed (level controller will lower level in time) High level in V-30 Reflux or product flow valve failed closed (safe) Valve malfunction Too little liquid leaving the tank Reflux or product flow valve stuck , not responding to control signal Power loss (motor failure or coupling break) Poor feedback control Pump malfunction Cavitation Vortex (unlikely with high level) Magnitude of feedback controller gain (Kc) is too small Distillate liquid product valve saturation PROCESS TROUBLESHOOTING Iteratively find root cause Building a Fishbone Diagram Class Exercise: The fishbone diagram on the previous page has many root causes. Add at least one additional root cause to each of the major branches (sensor error, too much liquid in, and too little liquid out). Building a Fishbone Diagram Class Exercise: The fishbone diagram on the previous page has many root causes. Add at least one additional root cause to each of the major branches (sensor error, too much liquid in, and too little liquid out). One answer for “sensor failure”: The alarm level sensor is improperly calibrated. An alarm occurs (audible signal and blinking light) when the actual level is not above the level high alarm value (which might be ~85%). No process excursion has occurred. Solution is to calibrate the alarm sensor, which is different from the level sensor used for control. Building a Fishbone Diagram Class Exercise: The fishbone diagram on the previous page has many root causes. Add at least one additional root cause to each of the major branches (sensor error, too much liquid in, and too little liquid out). One answer for “too much liquid in”: The cooling water flow rate has increased, resulting in more liquid being condensed; perhaps, an additional cooling water pump has been turned on. The level controller will ultimately increase the product flow rate. No process excursion has occurred. The solution is to wait, while monitoring that the level control functions properly. Building a Fishbone Diagram Class Exercise: The fishbone diagram on the previous page has many root causes. Add at least one additional root cause to each of the major branches (sensor error, too much liquid in, and too little liquid out). One answer for “too little liquid out”: One or more of the block (manual) valves in line with the product control valve could be partially closed. This would reduce the maximum flow rate. This cause would yield the symptom that the product flow valve is 100% open, while the flow rate is much lower than expected. The solution is to check the block valves and open those in line with the product line to 100% open. PROCESS TROUBLESHOOTING Iteratively find root cause Advantages of Fishbone Diagrams 1. Picture of thought process for learning and avoiding confusion. 2. Documenting all causes for fast trouble shooting in plant. When we disprove this cause, we eliminate all subsequent root causes connected to the branch! 3. Using information to quickly “trim the tree”, without checking every root cause. Advantages of Fishbone Diagrams Factoid: The blue (solid) root causes yield safe conditions; the red (stripped) root causes yield hazardous conditions. Class exercise: Where will you concentrate your efforts when collecting additional information? Collect information about this branch; try to confirm or disprove. Symptom Where do Fishbone Diagrams fit in the Trouble Shooting Method? 1. Engage 2. Define 3. Explore Concept will help you pose good questions 4. Plan You will use FB diagrams to generate a complete set of hypotheses and evaluate how the information (initial and collected as part of TS) affects the truth of each hypothesis. 5. Implement 6. Evaluate PROCESS TROUBLESHOOTING Iteratively find root cause This scenario is GOOD, if we manage the process and achieve the root causes as candidates. Professor What is the cause? The temperature is high What is the cause? The cooling water flow is low What is the cause? The pump head is too small. A root cause! Student PROCESS TROUBLESHOOTING Diagnostic Priorities We need to tailor our diagnostic actions to the process priorities. Start Y Safety concerns? Follow defined procedures N Equipment protection? Y These could be extreme, including shutting down the process! Follow defined procedures N Product quality degraded? Y Y Large $ impact? Follow defined procedures N N Production rate reduction? Y Y Large $ impact? N N 1 Follow defined procedures PROCESS TROUBLESHOOTING Diagnostic Priorities 1 Consider many factors in setting the sequence of actions • Time required for an action • Cost for delaying the solution of the problem • Cost for the action • Probability of each hypothesis being correct • Ability of a single action to eliminate many root causes We consider these factors when determining the sequence that has the best expected outcome – solving the problem with the lowest cost. We recognize that our decisions are based on imperfect knowledge, but we must use the best information and experience available when trouble shooting. PROCESS TROUBLESHOOTING Diagnostic Actions In some cases, a small change to the process will help to test hypotheses. For example, many variables are oscillating; what is the cause? v8 F 2 F 1 T 1 v3 T 3 T 4 F 5 T 5 F 3 L 1 v1 F 4 v5 v2 v6 v7 T 2 Hot Oil T 6 T 9 T 8 Hot Oil F 6 T 7 P 1 L 2 PROCESS TROUBLESHOOTING Diagnostic Actions In some cases, a small change to the process will help to test hypotheses. For example, many variables are oscillating; what is the cause? Several variables are oscillating • Cycling in all variables stops Place one controller in manual • Cycling is unchanged • Cycling changes, but continues PROCESS TROUBLESHOOTING Diagnostic Actions In some cases, a small change to the process will help to test hypotheses. We try to avoid shutting down a process and opening equipment for inspection. This is the last action. Non-invasive testing can be used some times. We shutdown for safety and to protect equipment, even though it is expensive! Refining our Trouble Shooting Skills These are issues that the instructor is aware of • What is a Fact? • Multiple Root Causes • Looking for the Root Cause: “Changes” vs. “Usual” • Iteratively finding the Root Cause through intermediate causes (Fishbone Diagrams) • Priorities for the Diagnostic Actions • Diagnostic Actions – Disturbing the process What additional issues are you finding challenging? How can we confirm that everyone in the class has mastered this important skill?