Turning process summary
advertisement

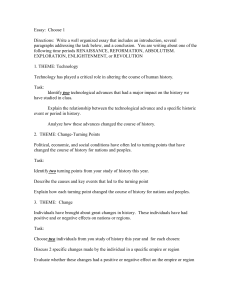
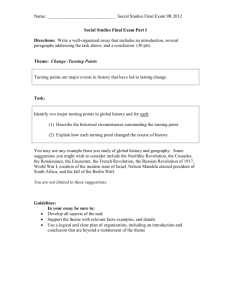
MR4 Turning Process Unit Process Life Cycle Inventory Dr. Devi Kalla, Dr. Janet Twomey, and Dr. Michael Overcash August 19, 2009 Turning process summary ................................................................................................... 2 Methodology for unit process life cycle inventory model .................................................. 4 Turning Process Energy Characteristics ......................................................................... 4 A. Parameters affecting the energy required for turning .................................................... 8 Turning Energy ............................................................................................................... 8 Idle Energy .................................................................................................................... 11 Basic Energy ................................................................................................................. 12 B. Method of Quantification for Mass Loss ..................................................................... 17 Lci for Material Mass Loss Calculations ...................................................................... 17 Lci for Cutting Fluid Waste Calculations ..................................................................... 18 Lci for Lubricant Oil Waste Calculations ..................................................................... 19 Cutting tool usage ......................................................................................................... 19 Case Study on Turning...................................................................................................... 19 Product Details: ............................................................................................................. 20 Cutting Parameters ........................................................................................................ 21 Machining Process: ....................................................................................................... 21 Time, Power, and Energy calculations ......................................................................... 22 Lci Material mass loss calculations .............................................................................. 24 Lci for Cutting fluid waste calculations ........................................................................ 24 Summary: .......................................................................................................................... 24 References Cited ............................................................................................................... 24 Appendices ........................................................................................................................ 25 Manufacturers Reference Data ..................................................................................... 25 1 Turning process summary Turning is a frequent unit process in manufacturing as a mass reduction step, in which the major motion of the single point cutting tool is parallel to the axis of rotation of the rotating workpiece thus generating external surfaces. Facing is a special case of turning in which the major motion of the cutting tool is at right angles to the axis of rotation of the rotating workpiece. Hence this life cycle heuristic is to establish representative estimates of the energy and mass loss from the turning unit process in the context of manufacturing operations for products. The turning unit process life cycle inventory (uplci) profile is for a high production manufacturing operation, defined as the use of processes that generally have high automation and are at the medium to high throughput production compared to all other machines that perform a similar operation. This is consistent with the life cycle goal of estimating energy use and mass losses representative of efficient product manufacturing. Turning is a cutting process in which material is removed by a rotating workpiece across which a point cutting tool removes material, typically aided by cutting fluids. The workpiece is usually held in a workholding device such as a chuck, and the tool is mounted in a tool post. In turning, the tool progressively generates a surface by removing chips from a workpiece rotated and fed into a cutting tool and these chips are swept away by the rotation of the workpiece. The turning process is used to produce cylindrical external surfaces and flat surfaces during facing operation. The turning process requires a turning machine or lathe, workpiece, fixture, and cutting tool. Turning is also commonly used as a secondary process to add or refine features on parts that were manufactured using a different process. Consequently, chip disposal in turning and the effectiveness of cutting fluids are important. An example turning machine is given in Figure MR4.1, while the turning mechanism is illustrated in Figure MR4.2. Figure MR4.3 shows an overview of the developed environmental-based factors for turning operations. For a given workpiece (illustrated in Figure MR4.2) the life cycle analysis yields energy use and mass losses as byproducts or wastes. Figure MR4.1. Computer numerical control (CNC) turning machine with 3-axis control (Photograph from Haas Automation, Inc. California, USA) 2 Figure MR4.2. Process Schematic (Todd et al., 1994) Figure MR4.3. LCI data for turning process 3 Methodology for unit process life cycle inventory model In order to assess a manufacturing process efficiently in terms of environmental impact, the concept of a unit operation is applied. The unit process consists of the inputs, process, and outputs of an operation. Each unit process is converting material/chemical inputs into a transformed material/chemical output. The unit process diagram of a turning process is shown Figure MR4.4. The transformation of input to output generates five lci characteristics, a. Input materials b. Energy required c. Losses of materials (that may be subsequently recycled or declared waste) d. Major machine and material variables relating inputs to outputs e. Resulting characteristics of the output product that often enters the next unit process. Machine tool, Fixing, Cutting Fluid Work Piece Process parameters Cutting Tools Cutting Fluid Energy Turning Product with desired shape Chips Noise Waste Coolant Scrap Mist Figure MR4.4. Input-Output diagram of a turning process Turning Process Energy Characteristics Because high production turning is a semi-continuous process, there are a variety of CNC turning machines, ranging from a simple two-axis lathe to a multi-axis machining center. The main parts of the CNC turning centers are the bed, headstock, cross-slide, carriage, turret, tailstock, servomotors, ball screws, hydraulic and lubrication systems, and the machine control unit. These machines are classified as horizontal, vertical or universal based on the spindle orientation. The uplci is based on a representative operational sequence, in which 1) Work setup generally occurs once at the start of a batch in production. The setup time is composed of the time to setup the turning machine, plan the tool movements, and install the fixture device into the turning machine. All drawings and instructions are consulted, and the resulting program is loaded. Typical setup times are given in Table MR4.1 (Fridriksson, 1979). The total setup time must be divided by the size of the batch in order to obtain the setup time per component. The energy consumed during this setup period is divided by all the parts processed in that batch and is assumed to be negligible and is discussed in the example below. 2) The power consumption during a batch for positioning or loading each new piece into the turning CNC machine, with respect to tool axis is low. Time is required to load the workpiece into the turning machine and secure it to the fixture. The load 4 3) 4) 5) 6) time can depend on the size, weight, and complexity of the workpiece, as well as the type of fixture. This is at the level of Basic energy and is labeled Loading. Relative movement of the cutting tool and the workpiece occurs without changing the shape of the part body, referred to as Idle Energy and is labeled Handling. This is the time required for any tasks that occur during the process cycle that do not engage the workpiece. This idle time includes the tool approaching and retracting from the workpiece, tool movements between features, adjusting machine settings, and changing the tools. Cutting of a workpart for desired shape occurs and is labeled Tip Energy. The time required is for the cutting tool to make all necessary cuts in the workpiece for each operation. The piece is repositioned for subsequent cutting, thus the energy and mass loss will be repeated. (Idle Energy for Handling and then Tip Energy for turning) When the final shape is attained, the piece is unloaded and typically sent forward to another manufacturing unit process. This is at the level of Basic Energy and is labeled Unloading. Table MR4.1. Set-up times for machining operations (Fridriksson, 1979) Basic setup time (h) Additional setup per tool (h) Machine tool Horizontal band saw 0.17 --- Manual turret lathe 1.2 0.2 CNC turret lathe 0.5 0.15 Milling machine 1.5 --- Drilling machine 1.0 --- Horizontal-boring machine 1.3 --- Broaching machine 0.6 --- Gear hobbing machine 0.9 --- Grinding machine 0.6 --- Internal grinding machine 0.6 --- Machining center 0.7 0.05 In this representative unit process, the life cycle characteristics can be determined on a turning per piece basis or on a full piece (with one or more cuts) basis. Since this is a high production process, the start up (at the beginning of a batch or shift) is deemed to be small and not included. In this uplci, there are three typical power levels that will be used, Figure MR4.5. Each power level, kw, is the incremental power not the absolute total 5 power. Thus if electrical measurements are made, the kw during the tip measurement must have the idle and basic power (kw) values subtracted to obtain this tip power (kw). Correspondingly, there are times within the turning sequence from which these three power levels are used, Figure MR4.5. The overall time per piece is referred to as cycle time and is generally consistent in a batch. Each power level is a reflection of the use of various components or sub-operations, of the CNC machine, Figure MR4.6. Power Spindle and Coolant motor Startup Idle Energy Tip Energy Basic Energy Pturning Pidle Pbasic tturning Time tidle tbasic Figure MR4.5. Determination of power characteristics and energy requirements of machine tools. The steps 2), 3), 5), and 6) are estimated as representative values for use in this unit process lci and energy required of removing material by turning, 4), is measured using specific cutting energy values. The system boundaries are set to include only the use phase of the machine tool, disregarding production, maintenance and disposal of the machine. Moreover, the functioning of the manufacturing machines is isolated, with the influence of the other elements of the manufacturing system, such as material handling systems, feeding robots, etc. covered in other uplci reports. The energy consumption of turning is calculated as follows. 6 Etotal = Pbasic * (tbasic) + Pidle * (tidle) + Pturning * (tturning) (Basic energy) (Idle energy) (Turning energy) (1) Servo Motors Fan Oil pump Chiller System Main Spindle Automatic tool changer Rapid Axis Movement Cutting fluid pump Machine Tool idle power Machine Tool basic power Unloaded Motors Chip Generation Zone Tip Energy Numerical control Lighting Way lube system Figure MR4.6. System boundary of the machining process 7 A. Parameters affecting the energy required for turning An approximate importance of the many variables in determining the turning energy requirements was used to rank parameters from most important to lower importance as follows: 1. Workpiece Material properties 2. Feed rate 3. Cutting speed 4. Diameter of the workpiece 5. Turning time 6. Depth of cut 7. Coolant 8. Part holding fixture 9. Tool wear 10. Geometry and set-up From this parameter list, only the top 6 were selected for use in this unit process life cycle with the others having lower influence on energy. Energy required for the overall turning process is also highly dependent on the time taken for idle and basic operations. Turning Energy Turning time (tturning) and power (Pturning) must be determined for the turning energy and are calculated from the more important parameters given above. Turning process time is used to calculate a part of the energy for this unit process and based on a turning area (tool in contact with workpiece). The total turning process is illustrated in Figure MR4.7. The cutting speed, V (m/min), is the peripheral speed of the workpiece past the cutting tool. The rotational speed of the spindle, N, (rev/min) (set on the machine), N = V/ (π*Di). Where V = cutting speed, mm/min and Di = Initial diameter of the workpiece, mm. Feed, f (mm/rev), for turning is the distance that a tool advances into the workpiece during one revolution of the headstock spindle. V and f are estimated from the material properties, Table MR4.2 and Table MR4.3. The feed rate, fr (mm/min) is the rate at which the cutting tool and the workpiece move in relation to one another. The feed rate, fr (mm/min), is the product of f *N. The volume removal rate has been defined as the expected cut area multiplied by the rate at which the material is removed perpendicular to the area. For turning, the area removed is an annular ring of initial diameter Di and finished diameter Df. Thus, the expected cut area is (Di2 -Df2)/4. The rate at which the tool is fed, fr (in unit distance per minute), is f * N. Therefore, the volume removal rate (VRR) for turning is: VRR = ( (Di2 -Df2)/4) * fr (mm3/min) Difference between the initial and final diameter is the depth of cut. The actual turning time is the turning length, divided by the feed rate, fr. Time for turning tturning = (l)/f*N = l/fr = l /[f*(V/π*Di)] (2) 8 Where l = Length of the surface to be machined, mm. f – Feed, mm/rev. N- Spindle speed, rpm fr - feed rate, mm/min V – cutting speed, m/min Figure MR4.7. Schematic diagram of turning process The turning energy is thus E (Joule/cut) = turning time*Pturning, E = turning time*(volume removal rate)*(specific cutting energy, Up, W/mm3/sec) (3) Eturning (Joule/cut) = tturning *VRR*Up = tturning * Pturning With a given material to be cut, the specific cutting energy, Up, is given in Table MR4.2. Then for that material a representative cutting speed, V is selected from Table MR4.2. V and Di are used to calculate N. Then N and f are used to obtain fr. The turning energy is then calculated from equation 3. Thus with only the material to be cut, and the depth of cut, one can calculate the lci turning energy for a single cut. This then must be added to the idle and basic energies, see below. 9 Table MR4.2. Average values of energy per unit material removal rate and recommended speeds and feeds (Erik, 2000; Hoffman, 2001; Joseph, 1989; Kalpakjian, 2008; 9, 10) Hardness [Brinell hardness number] Specific cutting energy, Up [W/ mm3 per sec] (Hp/ in3 per min) Cutting Speed, V (m/min, ft/min) 125 - 175 2.98 (1.1) 24 - 46, 80 - 150 125 - 175 3.67 (1.35) 11 - 43, 70 - 140 125 - 175 3.94 (1.45) 18 - 54, 60 - 175 250 - 375 35 - 40 3.26 (1.2) 3.80 (1.4) 21 - 49, 70 - 160 12 - 18, 40 - 60 High temperature nickel and cobalt 200-360 6.8 (2.5) Aluminum alloys 30 -150 0.68 (0.25) 56, 184 182 - 244, 600 800 Plain cast iron 150 -175 0.82 (0.30) 45 - 60, 148 - 196 176 - 200 0.90 (0.33) 35 - 50, 115 - 165 201 - 250 1.14 (0.42) 25 - 40, 82 - 132 251 - 300 1.36 (0.50) 18 - 32, 60 - 105 150 - 175 0.82 (0.30) 36 - 76, 120 - 250) 176 - 200 1.14 (0.42) 24 - 46, 80 - 150 201 - 250 1.47 (0.54) 18 - 37, 60 - 120) 150 - 175 150 - 175 176 - 200 201 - 250 100 225 1.14 (0.42) 1.69 (0.62) 1.82 (0.67) 2.18 (0.80) 0.68 (0.25) 2.72 (1.0) 60 - 120, 200 - 400 40 - 150, 130 - 500 26 - 125, 85 - 410 20 - 80, 65 - 265 100, 330 30, 100 145 -240 2.26 (0.83) 2.26 (0.83) 90 - 180, 300 - 600 76 - 152, 250 - 500 Material Low carbon alloy steels Medium carbon alloy steels High carbon alloy steels Titanium Alloys Steels Alloy cast iron Malleable iron Cast steel Zinc alloys Monel Brass Bronze Feed (f) (mm/rev, inch/rev) 0.18 - 0.75, 0.007 - 0.030 0.18 - 0.75, 0.007 - 0.030 0.13 - 1.52, 0.005 - 0.06 0.13 - 1.27, 0.005 - 0.05 0.2, 0.007 0.18, 0.007 0.18 - 0.64, 0.007 - 0.025 0.5 - 0.89, 0.02 - 0.035 0.38 - 0.64, 0.015 - 0.025 0.3 - 0.56, 0.012 - 0.022 0.254 - 0.52, 0.010 - 0.020 0.38 - 0.64, 0.015 - 0.025 0.3 - 0.56, 0.012 - 0.022 0.254 - 0.52, 0.010 - 0.020 0.254 - 0.52, 0.010 - 0.020 0.25, 0.01 0.20, 0.007 0.15, 0.005 0.4, 0.15 0.18, 0.007 0.38 - 0.64, 0.015 - 0.025 0.38 - 0.64, Density (kg/m3) 7480-8000 7480-8000 7480-8000 4500 7850 8900 2712 6800-7800 6800-7800 6800-7800 6800-7800 6800-7800 6800-7800 6800-7800 6800-7800 6800-7800 6800-7800 6800-7800 7140 8830 7700-8700 8900 10 Copper 125-140 2.45 (0.90) 30 - 90, 100 - 300 0.015 - 0.025 0.127 - 1.27, 0.005 - 0.05 Magnesium alloys Lead 150 80 -100 0.73 (0.27) 0.6 80, 275 45, 150 0.38 - 0.64, 0.015 - 0.025 0.4, 0.015 8930 1810 11,350 Table MR4.3. Recommended speeds and feeds for turning plastics (Terry and Erik, 2003) Turning Single Point (H-S Steel) Material Thermoplastics Polyethylene Polypropylene TFE fluorocarbon Butyrate ABS Polyamides Polycarbonate Acrylics Polystyrenes, low and medium impact Thermosets Paper and cotton base Homopolymers Fiber glass, and graphitized Asbestos base Cutting Speed, V m/s Feed, f , mm/rev Depth of cut, mm 0.8 - 1.8 1.5 - 2.0 1.0 - 2.0 1.5 - 3.8 1.2 - 1.8 2.5 - 3.8 3.8 - 5.0 3.8 - 5.0 2.5 - 3.8 2.5 - 3.8 0.25 0.05 0.30 0.40 0.38 0.25 0.05 0.05 0.19 0.02 3.8 0.6 1.5 3.8 3.8 3.8 0.6 3.8 3.8 0.6 2.5 - 5.0 5.0 - 10.0 2.0 - 2.5 1.0 - 2.5 2.5 - 5.0 3.2 - 3.8 0.30 0.13 0.30 0.30 0.13 0.30 3.8 0.6 3.8 3.8 0.6 3.8 Idle Energy Energy-consuming peripheral equipment included in idle power are shown in Figure MR4.6. In the machining praxis it is known as “run-time mode” (Abele et al., 2005). The average idle power Pidle of automated CNC machines is between 1,200 and 15,000 watt*. (* This information is from the CNC manufacturing companies, see Appendix 1). The handling power characterizes the load case when there is relative movement of the tool and the work-piece without changing the shape of the body (e.g. rapid axis movement, spindle motor, coolant, tool changer) - Handling. 11 The idle time (tidle) is the sum of the handling time (thandling) and the turning time (calculated above as tturning, equation 2), see Figure MR4.5. For CNC turning machines, the handling times are the air time of cutter moving from home position to the location at the start of the cut, the approach to the actual cut, the overtravel, then retraction after turning to the next cut at this location, and traverse, if needed to cut at another location on the same work piece. Approximate Handling time will vary from 0.1 to 10 min. We can calculate the idle times and energy as follows. Idle time = [timehandling + timeturning] (4) A cutting tool moves from the home position to the location of the start of the cut at a horizontal traverse rate, HTR and is defined as the air time1. This distance would be in the range of 5 to 30 mm. During the turning process, the total travel of the cutting tool is larger than the length of the workpiece due to the cutter approach and overtravel distances and this time can be defined as air time2. The approach and overtravel distances, l1 and l2 respectively, can be assumed to be 2 to 10 mm, enough for the cutting tool axis to clear the end of the part. During this time the cutting tool moves with the constant feed rate, fr. After reaching the overtravel point, the tool retraces back to an offset position, but at a faster rate called the vertical traverse rate, VTR. Time for handling is Air time1 + Approach/overtravel times + retraction times = thandling (5) To this idle time must be added the time to traverse to the next cut (if needed) and this is (cut spacing)/transverse speed, HTR, as given by the CNC manufacturer. The example given later in this uplci lists such traverse speed data for use in any representative turning scenarios. From these calculations the idle energy for a single cut is E (Joule/cut)idle = [thandling + tturning]* Pidle (6) Thus with just the information used in calculating tturning, and the representative idle power (1,200 – 15,000 watts), one can calculate the idle energy for this turning unit process. Basic Energy Turis the demand under running conditions in The basic power of a machine tool ning “stand-by mode”. Energy-consuming peripheral equipments included in basic power are Con movement between the tool and the workshown in Figure MR4.6. There is no relative ditio piece, but all components that accomplish the readiness for operation (e.g. Machine ns motors, pumps) are still running at no load control unit (MCU), unloaded motors, servo Feed power consumption. Most of the automated CNC machine tools are not switched off rate power. The average basic power P when not turning and have a constant basic basic of Turand 8,000 watt* (* From CNC manufacturing automated CNC machines is between 800 ning companies the basic power ranges from 1/8th to 1/4th of the maximum machine power, dept h Cutt 12 ing spee d (see Manufacturers Reference Data in Appendix). The largest consumer is the hydraulic power unit. Hydraulic power units are the driving force for motors, which includes chiller system, way lube system and unloaded motors. From Figure MR4.5, the basic time is given by Tbasic = tload/unload + thandling + tturning (7) where thandling + tturning = tidle as determined in equation 4. An exhaustive study of loading and unloading times has been made by Fridriksson, 1979; it is found that these times can be estimated quite accurately for a particular machine tool and work-holding device if the weight of the workpiece is known. Some of Fridriksson, 1979 results are showed in Table MR4.4, which can be used to estimate machine loading and unloading times. For turning representative work-holding devices are chuck, Collet, clamps, face plate, independent chuck and three jaw chuck etc. To these times must be added the times for cleaning the workholding devices etc. Table MR4.4. Sum of the Loading and Unloading Times (sec) versus Workpiece weight (Fredriksson, 1979) (load and unload times are assumed equal) Workpiece Weight Holding Device 0-0.2 0-0.4 0.2-4.5 0.4-10 4.5-14 10-30 14-27 (kg) 30-60 (lb) Crane Angle Plate 27.6 34.9 43.5 72.1 276.5 Between Centers, with dog 25.6 40.2 57.4 97.8 247.8 Between Centers, no dog 13.5 18.6 24.1 35.3 73.1 Chuck, universal 16.0 23.3 31.9 52.9 -- 13 Chuck, independent (4 jaws) 34.0 41.3 49.9 70.9 -- Clamp on table (3 clamps) 28.8 33.9 39.4 58.7 264.6 Collet 10.3 15.4 20.9 -- -- Faceplate (3 clamps) 31.9 43.3 58.0 82.1 196.2 Fixture, horizontal (3 screws) 25.8 33.1 41.7 69.4 274.7 14 Fixture vertical (3 screws) 27.2 38.6 53.3 -- -- Hand-held Jig 1.4 25.8 6.5 33.1 12.0 41.7 --- --- Magnet table 2.6 5.2 8.4 -- -- Parallels 14.2 19.3 24.8 67.0 354.3 15 Rotary table or Index plate (3 clamps) 28.8 36.1 44.7 72.4 277.7 “V” Blocks 25.0 30.1 35.6 77.8 365.1 Vise 13.5 18.6 24.1 39.6 174.2 Thus the energy for loading and unloading is given by Basic energy, tbasic = [timeload/unload + timeidle ]*Pbasic (8) Where timeidle is given in earlier sections and timeload/unload is from Table MR4.4. Pbasic is in the range of 800 to 8,000 watts. 16 Thus the uplci user must add some reasonable value from Table MR4.4 for the load/unload times and can then use the timeidle to determine the Basic energy In summary, the unit process life cycle inventory energy use is given by Etotal = Pbasic * (tbasic ) + Pidle * (tidle) + Pturning * (tturning) This follows the power diagram in Figure MR4.5. With only the following information the unit process life cycle energy for turning can be estimated. 1. Material of part being manufactured 2. Volume material removal rate 3. Turning time 4. Table MR4.4 (9) B. Method of Quantification for Mass Loss The mass loss streams in turning process, identified with the associated process performance measures, are depicted in the Figure MR4.11 below. Turning Cutting fluid mist Dust (dry machining) Chips, worn tools Spent cutting fluids Gas/Aerosol Waste Stream Solid Liquid Figure MR4.11. Waste Streams in turning process Lci for Material Mass Loss Calculations The workpiece material loss after turning a cross sectional area can be specified as chip mass (ms). Metal chips are accumulated, and cutting fluid is separated from these. The chip mass (ms) can be calculated by multiplying the volume of material removed (Vremoval) by the density of the workpiece material ρ. Density of the material can be attained from the material property list as shown in Table MR4.2, kg/m3. ( Di 2 D f 2 ) * l [mm3] Volume of the material removed = Vremoval (10) 4 Where l = Length of the workpiece to be machined in mm, Di = Initial diameter of the workpiece in mm. Df = Final diameter of the workpiece in mm. Chip mass (ms) = Vremoval * ρ * (1 m3/1 E+09 mm3) [kg] (11) 17 Lci for Cutting Fluid Waste Calculations For turning operations, cutting fluids can be used to allow higher cutting speeds, to prolong the cutting tool life, and to some extent reduce the tool - work surface friction during machining. The fluid is used as a coolant and also lubricates the cutting surfaces and the most common method is referred to as flooding (Wlaschitz and Hoflinger, 2007). Table MR4.5 shows the recommended cutting fluid for turning operations. Cutting fluid is constantly recycled within the CNC machine until the properties become inadequate. The dilution fluid (water) is also supplied at regular intervals due to loss through evaporation and spillage. Table MR4.5. Cutting fluid recommendations for turning operation (Hoffman et al., 2001) Material Aluminum Alloy Steels Brass Tool steels and Low carbon Steels Turning (most of these cutting fluids are aqueous suspensions) Mineral Oil with 10% fat or soluble oil 25 Percent sulfur base oil with 75 percent mineral oil. Mineral Oil with 10 percent of fat 25% land oil with 75% mineral oil Copper Monel Metal Cast iron Soluble Oil Soluble Oil Dry Malleable Iron Soluble Oil Bronze Soluble Oil Magnesium 10% Land oil with 90% of mineral oil. The service of a cutting fluid provided to one CNC machine tool for one year was considered as the functional unit. It is assumed that the number of parts produced per unit 18 time will not vary depending on the cutting fluid replacement. The turning time associated with one year of production was based on the schedule of 102 hr of turning/week for 42 weeks/year from one of the most comprehensive cutting fluid machining studies (Andres et al., 2008). From (Andres et al., 2008) a single CNC machine using cutting fluid required an individual pump to circulate the fluid from a 55 gallon (208L) tank to the cutting zone. The 208L/machine is recycled within process until it is disposed of after two weeks. Assuming cutting fluid is used 204 hr/ 2 weeks, then the cutting fluid loss is 208L/ (204*60) per minute. Which is 0.017 L/min or about 17 g/min as the effective loss of cutting fluid due to degradation. The coolant is about 70wt% - 95 wt% water, so at 85wt% water, the coolant oil loss is 15wt% or 2.5 g cutting oil/min. With the machining time for turning a cross sectional area the mass loss of coolant oil can be calculated. There is also be a fugitive emissions factor here that could account for aerosol losses. Wlaschitz and Hoflinger (2007) measured aerosolized loss of cutting fluid from a rotating machining tool under flooding conditions. For a cutting fluid use of 5,700 g/min, the aerosol oil loss was about 0.0053 g/min and water loss of 0.1 g/min. Other losses from spills and carry off (drag-out) on workpieces were not included at this time. Lci for Lubricant Oil Waste Calculations Lubricant oil is mainly used for a spindle and a slide way. Minute amount of oil is infused to the spindle part and the slide way at fixed intervals. From the CNC manufacturing companies it is found that lubricant oil is replaced only 2-3 times of the life of the machine. It is assumed that the life of the machine is around 20 years. Since it is negligible lubricant oil loss is not considered for this study. Cutting tool usage Turning processes often require regular replacement of cutting tools. The tool life is a time for a newly sharpened tool that cuts satisfactorily before it becomes necessary to remove it for regrinding or replacement. Worn tools contribute significantly to the waste in the form of wear particles and a worn tool at the end of tool life. The wear particles usually are carried away by the cutting fluid. From an environmental perspective the cutting tools remaining at the end of the tool life are of importance as they are often disposed off and hence are a burden to the environment. The worn tool can be identified by the process performance in terms of the cutting forces, energy consumed, and surface finish. For simplification regrinding of the tools are not considered. Case Study on Turning In this report we analyze the detailed energy consumption calculations in the turning process. The machining process is performed on Jeenxi Technology 4-axis CNC machine (JHV – 1500). The machine specifications are listed below: 19 Table MR4.6. Specifications of JHV – 1500 CNC Machine Model TRAVEL X axis Travel (mm) Y axis Travel (mm) Z axis Travel (mm) Distance from the table to spindle nose (mm) TABLE Table dimensions, mm Max. load of table (kg) SPINDLE (rpm) Spindle Taper Spindle Speed (rpm) Spindle Drive Spindle Motor (kw) Spindle Cooling FEED RATE Rapid Traverse (X,Y) (m/min), HTR Rapid Traverse (Z) (m/min), VTR Cutting Feed rate (mm/min), fr 3 Axes motor output (X, Y, Z) (kw) A.T.C Magazine Type Tool Magazine Capacity (pcs) Max. Tool Diameter (mm) Max. Tool Length (mm) Max. Tool Weight (kg) Tool Selection OTHER Maximum Power Consumption (KW) Floor Space (L x W x H) Machine Weight (kg) JHV - 1500 Liner 1500 750 700 120 – 820 1650 x 750 1000 8000 BT - 40 8000, 10000 Belt type 7.5 / 11 BT - 40 10000, 12000, 15000 Direct type 7.5 / 11 Oil Cooler 30 24 1 – 15000 4.0 / 4.0 / 7.0 Carosel 16 100 / 150 300 7 Fixed type Arm 24 80 / 150 300 7 Random 30 4100 x 2640 x 2810 mm 11000 Product Details: For this example we are assuming a low carbon alloy steel as the work piece. The work piece is a cylindrical bar that is 3 in. (76.2 mm) diameter and 10 in. (254 mm) long, where 0.2 in. (5.1 mm) is to be removed up to 3 in. (76.2 mm) length from the end of the bar. The objective of the study is to analyze the energy consumption in turning process. The product dimensions are shown in Figure MR4.12. From the dimensions and the density from Table MR4.2, the weight of the workpiece is 9.26 kg (assuming density as 8000 kg/m3). 20 Figure MR4.12. Dimensions of the Work piece Cutting Parameters The machining conditions and the cutting parameters are listed in Table MR4.7. Table MR4.7. Cutting Parameters for Example Case Cutting Conditions Workpiece Diameter (Di) 76.2 mm Cutting Speed (V), Table MR4.2 40 m/min Feed (f), Table MR4.2 0.5 mm/rev Spindle Speed (N) = V/πDi 168 rpm Feed rate (fr) = f *N 84 mm/min Length of the surface to be machined 76.2 mm (l) depth of cut (d) 5.1 mm Finish workpiece Diameter (Df) 71.1 mm VRR = ( (Di2 -Df2)/4) * fr 49,536 mm3/min Rapid Traverse (horizontal, X,Y) 30 (m/min), HTR Rapid Traverse (vertical, Z) (m/min), 24 VTR Machining Process: Before turning on the work piece in a CNC machine, it is important to set the coordinate axes of the machine with respect to the work piece. The direction along the length and breadth are taken as positive X and Y axis respectively. The vertical plane 21 perpendicular to the work piece is considered as the Z-axis. During the machining process the tool is considered to be at an offset of 10 mm above the work piece. Every time while turning the tool comes down from a height of 10 mm to the approach distance, 5 mm, from the workpiece. Because the end of the cut is a flat surface there is no overtravel. It goes back to the home position at transverse speed. The feeds and speed are stated in Table MR4.7. Time, Power, and Energy calculations The total processing time can be divided into the 3 sub groups of basic time, idle time, and turning time. Turning Time: The time for turning is determined by tturning = (l)/fr (min) Where l is the length of the workpiece to be machined in mm, fr is the feed in mm/min. Time for turning a cross section cut will be, tturning = (76.2)/ 84 = 0.907 min/cut = 54 sec/machined Machining Power for each cut, pm = VRR * Specific cutting energy VRR from Table MR4.7 = 49,536 mm3/min and specific cutting energy, Up, from Table MR4.2 = 2.98 W/mm3/sec pm = 49,536 * 2.98/60 = 2.46 kW Tip Energy required per cut is em = pm * tturning = 2.46 * 54 = 133 kJ/cut Handling Time: Time required for the cutter to move from offset position to position prior to cutting (10 mm) is essentially turning in air. The air time of the approach is ta1 = 10/ (transverse speed) ta1 = 10/ 24000 mm/min = 0.0004 min = 0.0025 sec (neglect) After reaching the approach distance 5 mm from the workpiece it reaches the workpiece at feed rate, fr (84 mm/min. When not cutting the workpiece, the approach distance, (Approach)/fr ta2 = (15)/84 mm/min = 0.06 min = 4 sec Retract time ta3 = (76 + 5)/24000 = 0.2 sec Idle power of the machine can be calculated based on the individual power specifications of the machine. Pidle = Pspindle + Pcoolant + Paxis The assumed values are 22 Pcoolant = 1 kW (~1.5 hp); Pspindle = 4 kW (~5 hp); Paxis = 5 kW (~7 hp) (These assumed values are from the CNC manufacturing companies, see Appendix 1) To convert a horse power rating (HP) to Watts (W) simply multiply the horsepower rating by 746 Idle power for the process is Pidle = Pspindle + Pcoolant + Paxis =4 + 1 + 5 = 10 kW Total Idle time for cut t idle = ta + tturning = 4 + 0.2 + 55 = 59 sec Total Energy during the idle process is, eidle = Pspindle * tidle + Pcoolant* tidle + Paxis*tidle = 10*59 = 590 kJ/cut Load/unload Time: The total basic time can be determined based on the following assumptions for this example: The workholding device used for clamping the workpiece is a 4-jaw chuck, independent, Table MR4.4. The total time required to mount the work piece on the vise manually is assumed to be 49.9/2 = 25 sec. After completing the turning process on a single workpiece, the machine is cleaned using pneumatic cleaners or air blowers. The time required to clean the machine is assumed to be 0.4 min (25 sec). The machined part has to be removed manually from the fixture. The time required to remove the material from the fixture is assumed to be 49.9/2 = 25 sec. Therefore, basic processes time for this study is, Tb = loading time + cleaning time + unloading time = 25 + 25 + 25 = 75 sec Basic power of the machine can be assumed as the 25% of the machine maximum in the manufacturer specifications. Therefore the power consumed during the basic process is, Pbasic = 7.5 kW Energy consumed during this process is, Ebasic = Pbasic * ttotal The basic time for the process can be taken as the sum of idle time (which contains machining time) and load/unload times, i.e. Tbasic = Tb + tidle = 75 + 59 = 134 sec ebasic = 7.5* 134 = 1,000 kJ per cut Total Energy required for turning can be determined as, 23 eprocess = em +eidle + ebasic =133 + 590 + 1,000 = 1,723 kJ/ cut Power required for machine utilization during turning is, Pmtotal = eprocess / ttotal = 1,723/134 = 12.8 kW. Lci Material mass loss calculations Volume of the material removed for a given crossectional area = ( Di 2 D f 2 ) Vremoval * l [mm3] 4 = 44,936 mm3 Chip mass (ms) = Vremoval * ρ [kg] ms = 44,936 * 8,000 * 10-9 = 0.359 kg/cut Lci for Cutting fluid waste calculations From (Andres et al., 2008) a single CNC machine using cutting fluid required an individual pump to circulate the fluid from a 55 gallon (208L) tank to the cutting zone. The 208L/machine is recycled within process until it is disposed of after two weeks. Assuming cutting fluid is used 204 hr/ 2 weeks, then the cutting fluid loss is 208L/ (204*60) per minute, which is 0.017 L/min or about 17 g/min. The coolant is about 96 wt% water, so at 96wt% water, the coolant oil loss is 4wt% or 0.68 g cutting oil/min. Turning time per cut tm = 54 sec Mass loss of the coolant = 0.68*54/60 = 0.61 g cutting oil/cut The fugitive loss is 0.1 g cutting oil/min or 0.09 g cutting oil/cut Summary: This report presented the models, approaches, and measures used to represent the environmental life cycle of turning unit operations referred to as the unit process life cycle inventory. The five major environmental-based results are energy consumption, metal chips removed, cutting fluid, lubricant oil, and cutting tool. With only the following information the unit process life cycle energy for turning can be estimated. 1. Material of part being manufactured 2. Volume material removal rate 3. Turning time 4. Table MR4.4 The life cycle of turning is based on a typical high production scenario (on a CNC turning machine) to reflect industrial manufacturing practices. References Cited 24 1. Abele, E.; Anderl, R.; and Birkhofer, H. (2005) Environmentally-friendly product development, Springer-Verlag London Limited. 2. Clarens, A.; Zimmerman, J.; Keoleian, G.; and Skerlos, S. (2008) Comparison of Life Cycle Emissions and Energy Consumption for Environmentally adapted Metalworking Fluid Systems, Environmental Science Technology, 10.1021/es800791z. 3. Dahmus, J.; and Gutowski, T. (2004) An environmental analysis of machining, Proceedings of IMECE2004, ASME International Mechanical Engineering Congress and RD&D Expo, November 13-19, Anaheim, California USA. 4. Erik Oberg. (2000) Machinery’s Handbook, 26th Edition, Industrial Press. 5. Fridriksson, L. Non-productive Time in Conventional Metal Cutting, Report No. 3, Design for Manufacturability Program, University of Massachusetts, Amherst, February 1979. 6. George, F.S; and Ahmad, K. E. (2000) Manufacturing Processes & Materials, 4th Edition, Society of Manufacturing Engineers. 7. Groover, M.P. (2003) Fundamentals of Modern Manufacturing, Prentice Hall. 8. Hoffman, E.; McCauley, C.; and Iqbal Hussain, M. (2001) Shop reference for students and apprentice, Industrial Press Inc. 9. http://www.engineeringtoolbox.com/metal-alloys-densities-d_50.html 10. http://www.mapal.us/calculators/turning/CalculatorTurning.htm 11. Joseph R. Davis. (1989) Machining Handbook, Vol. 16, American Society for Metals international. 12. Kalpakjian, S.; and Schmid, S. (2008) Manufacturing Processes for Engineering Materials, 5th Edition, Prentice Hall. 13. Piacitelli, W.; Sieber, et. al. (2000) Metalworking fluid exposures in small machine shops: an overview, AIHAJ, 62:356-370. 14. Schrader, G.; and Elshennawy, A. (2000) Manufacturing Processes & Materials, 4th Edition, Society of Manufacturing Engineers. 15. Terry, R.; and Erik, L. (2003) Industrial Plastics: Theory and Applications, 4th Edition, Cengage Learning. 16. Todd, R.; Allen, D.; and Alting, L. (1994) Manufacturing processes reference guide, Industrial Press, New York. 17. Wlaschitz, P. and W. Hoflinger. (2007) A new measuring method to detect the emissions of metal working fluid mist, Journal for Hazardous Materials, 144:736-741. Appendices Manufacturers Reference Data The methodology that has been followed for collecting technical information on CNC machines has been largely based in the following: The documentation of the CNC machine and the technical assistances collected from the manufacturing companies through internet. Several interviews with the service personnel of the different CNC manufacturing companies have been carried out. After collecting the information from the different companies it has been put 25 together in the relevant document that describes the different approaches the different companies have regarding the technical information on the CNC machines. Telephone conversations allowed us to learn more about basic power and idle power. Companies that involved in our telephone conversations are Bridge port, Fadal, Hass and Jeenxi. These companies’ manufactures different sizes of CNC machines, but this report shows the lower, mid and highest level of sizes. For our case study we picked machine at the highest-level. Specifications Model Number Spindle Speed Spindle Drive Spindle Motor Rapid Traverse (X,Y) Rapid Traverse (Z) Cutting Feed rate 3 Axes motor output(X,Y,Z) Power Consumption Specifications Model Number Spindle Speed Spindle Drive Max Torque With Gearbox Spindle motor max rating Axis Motor max thrust Rapids on X-axis Rapid on Y & Z Axes Max Cutting Power Consumption(min) Specifications Model Number Spindle speed (Belt) Spindle speed (Gear) Rapid Traverse (X, Y) Rapid Traverse (Z) Cutting feed rate Spindle drive motor JEENXI TECHNOLOGY JHV – 850 JHV – 1020 JHV – 1500 8000 rpm 8000 rpm 8000 rpm Belt/Direct type Belt/Direct Belt/Direct type 5.5/7.5 kw 7.5/11 kw 7.5/ 11 kw 30 m/min 30 m/min 30 m/min 20 m/min 20 m/min 24 m/min 1 – 15000 mm/min 1 – 15000 mm/min 1 – 15000 mm/min 1.8/ 1.8/ 2.5 1.8/ 1.8/ 2.5 4.0/ 4.0/ 7.0 20 KVA 20KVA 40 KVA VF- 7 7500 rpm Belt/Direct type HAAS VM - 2 12,000 rpm Inline direct drive 75 ft-lb@1400 250 ft-lb@ 450 20 hp 75 ft-lb@1400 30 hp MDC 7,500 rpm Direct speed belt drive 75 ft-lb@1400 20 hp 3400 lb 600 ipm 600 ipm 500ipm 200 – 250 VAC 380 – 480 VAC 3,400 lb 710 ipm 710 ipm 500 ipm 200 – 250 VAC 380 – 480 VAC 2,500 lb 1,000 ipm 1,000 ipm 833 ipm 200 – 250 VAC 380 – 480 VAC VMC – 850 8000 rpm 4000/7000 rpm 590.55 ipm 472.44 ipm 236.22 ipm 7.5/ 10 hp KAFO VMC – 137 8,000/10,000 rpm 4000/7000 rpm 787.4 ipm 787.40 ipm 393.7 ipm 15/ 20 hp VMC - 21100 6000/8000 rpm 4000/7000 rpm 393.7 ipm 393.7 ipm 393.7 ipm 15/20 hp 26 X,Y,Z axis drive motor Power consumption Specifications Model Number Spindle Speed(Belted) Fanuc Motor Power Heidenhain Motor Power Spindle Speed(Directly coupled) Fanuc Motor Power Heidenhain Motor Power Rapid Traverse (X,Y) Rapid Traverse (Z) Cutting Feed rate Power Specifications Model Number Spindle Speed Spindle Drive Rapid Traverse (X,Y) Rapid Traverse (Z) Cutting Feed rate Motor Power Air Pressure Required Specifications Model Number Spindle Speed(Belted) Spindle Motor Power X Axis Motor Power Z Axis Motor Power Coolant Pump Motor Power ATC Motor Power a12, a12, a12 20 KVA XR 760 9000/15000 rpm 25/25 hp 28/28 hp a22, a22, a30 25 KVA BRIDGE PORT XR 1270 HP - a30, a30, a30 35 KVA XR 1500 HPD - 15000 rpm 15000 rpm 30 hp 33 hp 40 hp 34 hp 375 – 7500 rpm (Gear Box) 40 hp 40 hp 1692 ipm 1417 ipm 787 ipm 30 KVA 1417 ipm 1417 ipm 787 ipm 40 KVA 1417 ipm 1417 ipm 787 ipm 40 KVA VMC 4020 FADAL VMC 6030 10 - 10,000 rpm Automatic Mechanical Vector Drive 900 ipm 700 ipm 600 ipm 10 hp 80 – 120 psi 10 - 10,000 rpm Automatic Mechanical Vector Drive 400 ipm 400 ipm 400 ipm 14.7 hp 80 – 120 psi TTC-630 4000 rpm 15/20 KW 2.8 KW 2.8 KW TTC TMC 500 6000 5/7 KW 15000 rpm 1 KW 40 hp XR 1500 HPD 375 – 7500 rpm (Gear Box) 40 hp 12.6 KW 34 hp 40 hp VMC 6535 HTX 6000 rpm Automatic Electric Vector Drive 900 ipm 700 ipm 600 ipm 29.5 hp 80 – 100 psi 27 Rapid Traverse (X,Y) Rapid Traverse (Z) Total Driving Power Hydraulic Pump 197 mm/min 630 mm/min 40 KW 1.1 KW 1417 ipm 1417 ipm 787 ipm 40 KVA 1417 ipm 1417 ipm 787 ipm 40 KVA 28