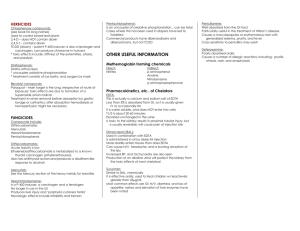
4. Mind map: focusing the most important issues
advertisement

3.2 Task guidance sheets for furnaces TASK GUIDANCE SHEET 7 FURNACES: ROTARY FURNACE CLASSIFICATION OF THE MATERIAL ACCORDING TO DIOXIN FORMATION Scale (0-5): 4 0=MOST DANGEROUS 5= SAFEST CHARACTERISTICS TYPICAL CHARGE Pig iron Returns Iron Scrap Packed sheet Steel scrap Chips 50% 40% 5% - 5% - The 90% of the scrap are pig iron and returns which have not a high risk of dioxin formation. For more details see the task guidance sheets of each raw material. DIOXIN EMISSION IN ROTARY FURNACES Because of the furnace characteristics normally clean raw materials are used and therefore there is a not high emission rate of dioxins. However, as dioxins are semivolatile compounds they can be emitted as gas or particles so sometimes a depuration system is required not to exceed the emission limit value as occurs for Foundry 1. A bigger furnace size and so, a higher production rate does not involve a higher emission rate. The gas line and process design are the main influence in the dioxin formation (see recommendations in the following lines). FOUNDRIES Dioxin emission rate ng I-TEQ/Nm3 WITHOUT DEPURATION SYSTEM 0.02 - 0.10 WITH DEPURATION SYSTEM ≈0.002 Emission limit value 0.1 ng I-TEQ/Nm3 RECOMMENDATIONS DIOXIN CAPTURE SYSTEM According to current legislation, specific dioxin capture systems are not required because they have been measured low emission rates. PROCESS DESIGN: GAS LINE It is very important that gas lines should be designed to avoid dioxin formation by ‘de novo’ synthesis (occurred when gases reach temperatures between 250-450 ºC with low cooling rate). However, this phenomenon is almost impossible to avoid in cases where interchangers or long lines are required. In these cases it must be taken into account a special waste treatment and handling. When possible, exhausts quenching is recommended. PROCESS PARAMETERS CONTROL The main parameter to check is that charged raw materials should be clean. This sheet is part of the Good Practice Guide on prevention of dioxin formation in iron foundries and it is for public use. This guide offers advices, recommendations and individual data to perform correctly the melting process in furnaces used in iron foundries, in order to minimize dioxin formation. All the data included in this guide have been obtained from the Diofur Project, carried out under EU’s Sixth Framework Programme. TASK GUIDANCE SHEET 8 FURNACES: BLAST CUPOLA CLASSIFICATION OF THE MATERIAL ACCORDING TO DIOXIN FORMATION Scale (0-5): 1 0=MOST DANGEROUS 5= SAFEST CHARACTERISTICS TYPICAL CHARGE Pig iron Returns Iron Scrap Packed sheet Steel scrap Chips 15% 40% 15% 0% 20% 10% The use of iron scrap and chips containing oil and paintings is a chlorine source for the dioxins formation. For more details see the task guidance sheets of each raw material. DIOXIN EMISSION IN CUPOLA FURNACES This type of furnace has the higher potential risk of dioxin formation. The high rates of charged chips, iron scrap and steel scrap provide oil and paintings, which are the major source of chlorine for dioxin formation. For blast cupolas it is absolutely necessary a depuration system in order to capture dioxins condensed and adsorbed on particles. A bigger furnace size and so, a higher production rate does not involve a higher emission rate. The gas line and process design are the main influence in the dioxin formation (see recommendations in the following lines). FOUNDRIES Dioxin emission rate ng I-TEQ/Nm3 WITHOUT DEPURATION SYSTEM + NO CONTROL OF PROCESS PARAMETERS 4.0 - 7.0 WITH DEPURATION SYSTEM + CONTROL OF PROCESS PARAMETERS 0.0010 - 0.5000 WITH DEPURATION SYSTEM + CONTROL OF PROCESS PARAMETERS + ABATEMENT SYSTEM 0.0001 - 0.0600* *See explanatory note at the end of the document Emission limit value 0.1 ng I-TEQ/Nm3 RECOMMENDATIONS DIOXIN CAPTURE SYSTEM According to current legislation, in order to assure emission rates below the established limit of it is necessary to install dioxin capture systems especially in HBC. In CBC it has to be studied if it is possible to control the situation controlling the process and its parameters. PROCESS DESIGN: GAS LINE It is very important that gas lines should be designed to avoid dioxin formation by ‘de novo’ synthesis (occurred when gases reach temperatures between 250-450 ºC with low cooling rate). However, this phenomenon is almost impossible to avoid in cases where exchangers or long lines are required. In these cases it must be taken into account a special waste treatment and handling. When possible, exhausts quenching is recommended. PROCESS PARAMETERS CONTROL The main parameters to check are: the use of cleanest possible raw materials, to have a steady and continuous process, to have enough temperature at the stack to allow the spraying of water. However the control of these parameters could not be enough to assure an emission rate below the target. For those cases an end of pipe solution would be necessary. This sheet is part of the Good Practice Guide on prevention of dioxin formation in iron foundries and it is for public use. This guide offers advices, recommendations and individual data to perform correctly the melting process in furnaces used in iron foundries, in order to minimize dioxin formation. All the data included in this guide have been obtained from TASK GUIDANCE SHEET 9 FURNACES: INDUCTION FURNACE CLASSIFICATION OF THE MATERIAL ACCORDING TO DIOXIN FORMATION Scale (0-5): 5 0=MOST DANGEROUS 5= SAFEST CHARACTERISTICS TYPICAL CHARGE Pig iron Returns Iron Scrap Packed sheet Steel scrap Chips 15% 50% - 30% 5% - Due to the limited possibility of alloying, the induction furnace charge generally consists of clean material. For more details see the task guidance sheets of each raw material. DIOXIN EMISSION IN INDUCTION FURNACES As well as using clean charge, the furnace does not produce a ducted high temperature flue-gas stream that cools down slowly. Therefore, there are no potential sources of chlorine and de-novo synthesis is not likely to occur. The BREF document on Smitheries and Foundries mentions that induction furnaces show a low risk of dioxin formation and therefore they have not been measured emission rates from this type of furnace in the Diofur project (main data source of this Good Practice Book). The following table includes data from the BREF document: Dioxin emission rate ng I-TEQ/Nm3 Foundries WITH DEPURATION SYSTEM 0.003 - 0.010 Emission limit value 0.1 ng I-TEQ/Nm3 RECOMMENDATIONS DIOXIN CAPTURE SYSTEM According to current legislation, specific dioxin capture systems are not required because they have been measured low emission rates. PROCESS DESIGN: GAS LINE For this type of furnaces, it is not produce a ducted high temperature flue-gas stream that cools down slowly so the process design does not affect to the dioxin formation. However a non common designs involving long ducts and other parameters where slow cooling processes could occur should be avoided. PROCESS PARAMETERS Process parameter values related to a normal furnace working day assure emissions below the limit. This sheet is part of the Good Practice Guide on prevention of dioxin formation in iron foundries and it is for public use. This guide offers advices, recommendations and individual data to perform correctly the melting process in furnaces used in iron foundries, in order to minimize dioxin formation. All the data included in this guide have been obtained from the Diofur Project, carried out under EU’s Sixth Framework Programme. TASK GUIDANCE SHEET 10 FURNACES: ELECTRIC ARC FURNACE CLASSIFICATION OF THE MATERIAL ACCORDING TO DIOXIN FORMATION Scale (0-5): 3 0=MOST DANGEROUS 5= SAFEST CHARACTERISTICS TYPICAL CHARGE Pig iron Returns Iron Scrap Packed sheet Steel scrap Chips 5% 50% 10% 5% 20% 10% The risk of dioxin formation is due to the use of polluted charge with oil and paintings mainly iron scrap, steel scrap and chips. However these type of raw materials represent around 40% so the risk is lower than for blast furnaces. DIOXIN EMISSION IN ELECTRIC ARC FURNACES This type of furnaces represents a mid-low emission rate of dioxins. However, as dioxins are semivolatile compounds they can be emitted as gas or particles so sometimes a depuration system is required not to exceed the emission limit value. A bigger furnace size and so, a higher production rate does not involve a higher emission rate. The gas line and process design are the main influence in the dioxin formation (see recommendations in the following lines). FOUNDRIES Dioxin emission rate ng I-TEQ/Nm3 WITHOUT DEPURATION SYSTEM 0.035 - 0.800 WITH DEPURATION SYSTEM 0.002 - 0.040 Emission limit value 0.1 ng I-TEQ/Nm3 RECOMMENDATIONS DIOXIN CAPTURE SYSTEM According to current legislation, specific dioxin capture systems are not required because they have been measured low emission rates. PROCESS DESIGN: GAS LINE It is very important that gas lines should be designed to avoid dioxin formation by ‘de novo’ synthesis (occurred when gases reach temperatures between 250-450 ºC with low cooling rate). However, this phenomenon is almost impossible to avoid in cases where interchangers or long lines are required. In these cases it must be taken into account a special waste treatment and handling. When possible, exhausts quenching is recommended. PROCESS PARAMETERS CONTROL The main parameter to check is that charged raw materials should be clean. This sheet is part of the Good Practice Guide on prevention of dioxin formation in iron foundries and it is for public use. This guide offers advices, recommendations and individual data to perform correctly the melting process in furnaces used in iron foundries, in order to minimize dioxin formation. All the data included in this guide have been obtained from the Diofur Project, carried out under EU’s Sixth Framework Programme. 4. Mind map: focusing the most important issues This tool helps to the foundrymen to focus on the most important issues to achieve low dioxin emissions: 4.1 Cupolas 4.2 Rotary furnaces Use uniform charge Charge in the correct order Raw material Minimize or eliminate oil, paintings or plastics Avoid contamination during storage Eliminate mould sand on returns Optimize combustible/comburent ratio Control the refractory wear Furnace Use gaseous fuel Adjust well the burner support and the furnace Rotary Furnace Heat exchanger Rapid cooling between 450-250ºC Optimize duct diameters Gas line Avoid long and horizontal ducts Keep ducts clean Exhausts < 5 mg/Nm3 Repair faulty equipment Bag house Dry Keep good working order Implement procedures Dust removal Tightness Sleeves Cyclone Wet Supports 4.3 Electric Arc furnaces 5. Check list: concepts to check before the production A check list is a list of items to be checked, noted or remembered. In this case this tool has been included in order to help the verifying of the process to the foundrymen. Checking one per one the foundrymen can mark the parameters which do not fulfil the recommendation. After finishing the checking, it will be easy to change the parameters previously marked. Therefore this tool has the purpose of helping the foundrymen to identify the problems, pamateres… to check before starting the process. CHECK LIST FOR GOOD OPERATION AND DIOXIN MINIZATION IN CUPOLAS PART 1: COMMON FOR EVERY FOUNDRY CHECKING RAW MATERIALS FOR ALL TYPE OF FURNACES MATERIAL STORING PLACE □ Do the raw materials arrive clean? It is important if we could choose a clean supplier. □ Do you store each material always in the same storing place? It is very important not to pollute clean raw materials with residues of oil, paintings… of previously stored materials. □ Are the storing places clean? Do you clean them frequently? RETURNS □ Are they free of mould sand (binder residues)? SCRAPS (Steel or iron) □ Are they free of oil, grease, plastic, wood and paintings? □ If they are oily, greasy… is it possible to carry on a cleanliness procedure? PIG IRON □ Are the storing places clean? Do you clean them frequently? □ If not, is it possible to clean them? MACHINING CHIPS □ Are they free of oil? (Not usual for induction furnaces) COKE FOR CUPOLAS □ Is it dry? Avoid too wet cokes. □ Is the ash content low enough? It has to be as low as possible. □ Is the fine fraction of coke low? It has to be as low as possible. □ Is the breakage index low enough? It is necessary a good MICUM index LIQUID OR GASEOUS FUELS FOR RFs or POST COMBUSTORS □ Is the fuel in liquid form? It is interesting using as gaseous for reducing some dioxin formations. CHECKING THE DESIGN AND EQUIPMENT OF THE GAS LINE GAS LINE □ Are duct diameters optimized / minimized? □ Are avoided long and horizontal ducts that can lead to problems with memory effect? □ Do you keep the ducts clean? □ If not, is it possible to clean them? EXHAUST TREATMENT □ Do you have post-combustors? □ Do you remove dry dust (with dry or wet systems) before the post combustor or stack? □ Do you use water sprays or air/air exchangers for the cooling process? POST COMBUSTION □ Do you eliminate CO? CO is a precursor of dioxins. □ Do you need to implement burners? Implement them if necessary. Minimize them due to energy and new dioxins source reasons. □ Do you cool the gases before the fabric filter? At least to avoid burnings. COOLING SYSTEM 1: QUENCHING BY SPRAYED WATER □ Do you use a permanent spraying even having low temperature in exhausts? □ Is the cooling process until 100ºC quick enough? It is necessary a quick pass between 250 and 450ºC temperature window to avoid de-novo synthesis; dioxin reformation. □ Have you removed deposits or quencher pipes? It is necessary to remove them (sludge included) in order to avoid memory effect. COOLING SYSTEM 2: EXCHANGERS AT THE STACK □ Do you cool gases before removing the dusts? Do you cool them quick enough? □ Do you keep clean the exchangers? Do you remove deposits or sludges? □ Do you keep clean the ducts? □ If not, is it possible to clean them? DUST REMOVAL 1: DRY SYSTEM □ Is the cyclone effective? It is necessary an effective cyclone to limit the presence of coarse particles rich in unburned matter, as well as to avoid burnings. □ Do you have a bag filter? Do you have an effective cleaning? □ Are dust removers sized to filter stack gases in process peaks (of volume flow, temperature, dust load…)? □ Do you follow strictly supplier recommendations for operation set-points? □ Do you check regularly the equipment? In case of failures, do you repair it immediately? □ Do you fulfil the lowest goals of particle emission (<5 mg/Nm3) included in Foundry BREF? DUST REMOVAL 2: WET SYSTEM □ Is it efficient enough for your process? They are in general less efficient and more problematic than dry systems. EQUIPMENT MAINTENANCE □ Do you carry out preventive maintenance of the equipment? □ Do you keep it in good working conditions? TRAINING □ Are the operators informed of the risks associated to dioxin formation and emission? □ Have the operators been trained in prevention of dioxin emissions? (Satisfactory furnace operation, checking of the stack gas treatment systems…) SUPERVISION □ Do you have checking procedures? □ Do you have operation procedures in accordance with recommendation of technical sheets? WASTE MANAGEMENT □ Do you store removed dust correctly? Big bags or closed containers avoid rain and diffuse emissions. □ Do you analyze periodically the dioxin content of the removed dust? □ In case of having dioxins, do you handle removed dust as hazardous waste? PART 2: CHECKING EACH TYPE OF FURNACE CHECKING THE CUPOLA FURNACE CHARGE □ Is it uniform? □ Has it got a good distribution? THERMAL EFFICIENCY □ Will O2 injection improve your energy efficiency? It could be interesting using an optimized oxygen injection. □ Is there a secondary row of nozzles? PRODUCTION ORGANIZING □ Try to minimize interruptions in the melting (stoppage), unburned gases, memory effect... □ Is furnace operation regular? □ Are air losses avoided along the process? CHECKING THE ROTARY FURNACE CHARGE □ Is the charge uniform? Uniform charge allows an easier melting, saving fuel and time. THERMAL EFFICIENCY □ Do you charge the materials in the correct order? A correct order of the charge means thermal efficiency. □ Is it optimized the combustible (fuel or natural gas)/comburent (air or O2) ratio? □ Have you got an oxyburner? □ Is well kept the adjustment between the burner support and the furnace during the melting operation? Little maladjustments mean increasing needs of fuel and decreasing efficiencies. FURNACE MAINTENANCE □ Is well controlled the refractory wear, in particular, at the exhausts outlet zone? Uncontrolled wears mean exhaust scapes to the plant with a high dust generation containing dioxins. CHECKING THE ELECTRIC ARC FURNACES CHARGE □ Is the charge uniform? Uniform charge allows an easier melting, saving fuel and time. Strongly recommend mixing of the charge with various sizes of pieces. THERMAL EFFICIENCY □ Do you charge the materials in the correct order? A correct order of the charge means thermal efficiency. □ Have you got an oxyburner? It's necessary, if you use it as heat booster in melting process. FURNACE MAINTENANCE ▫ Is well controlled the refractory wear, in particular, at the exhausts outlet zone? Uncontrolled wears mean exhaust escapes to the plant with dust and other pollutants generation. ▫ Have you got indirect exhaust gases? If yes, during melting period check leakliness of hood and collecting pipe of the dedusting installation. ▫ Did you check the condition of the graphite electrodes before the melting? Bad condition of electrodes induces increase of energy consumption and possibility of dioxin formation.