1-98
advertisement

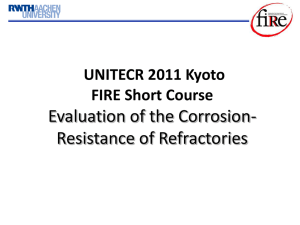
Modeling of Viscosities of the Partly Crystallized Slags I.V. Nekrasov*, O.J. Sheshukov*, V.N. Nevidimov**, S.A. Istomin* * Establishment of the Russian Academy of Sciences Institute of Metallurgy of the Ural Branch of the Russian Academy of Sciences, Ekaterinburg, Russia ** Ural Federal University, Ekaterinburg, Russia ABSTRACT The opportunity of a prediction of physical and chemical properties of slags is an essentially important for development of new and perfection of existing industrial schemes of metallurgy. One of the most significant properties of slags is viscosity as the phenomena determined heat (mass) transport in slag lay in a basis of many metallurgical processes. As a rule, under production conditions slags contain solid particles; therefore a problem of a prediction of viscosity of the heterogeneous slags gets a special urgency. In this article the technique of a prediction of amount of solid particles and a chemical compound of a liquid phase of heterogeneous slags depending on temperature is presented. This technique in many respects is similar to a technique of calculations under phase diagrams. The known chemical composition of a liquid phase of slag allows to calculate its viscosity on models for the homogeneous slags, therefore the presented method allows to obtain data for calculation of effective viscosity of heterogeneous slags with use of the dependences offered by A. Einstein and J. Frenkel for viscosity of suspensions. INTRODUCTION The viscosity is one of the main physical properties of slags, largely determining the efficiency of the metallurgical technology (1). Practically, the slag required viscosity is obtained by adjustment its heterogeneity level. In this case, empirical dependences, representing only quantitative factors of this process, and partial derivatives or laboratory conditions are used. The objective problems of the property description of heterogeneous slags make the development and the application of quantitative dependencies more difficult. Obviously, this decreases the possibility of control actions and the technology efficiency. Therefore the development of the scientifically grounded method of the heterogeneous slag viscosity prediction is still a topical and essentially relevant problem. THEORETICAL CONCEPT AND EXPERIMENTAL CONFIRMATION The main difficult of the above problem solution is related to the heterogeneous slag average chemical composition, non-defining its physical and chemical properties completely. Therefore we must have the method of the quantitative estimation of the phase distribution of components and of the phase amount, representing the physical nature of heterogeneous slags, to simulate the appropriate model of their properties. Particularly, such method will allow calculating the effective viscosity of heterogeneous slags based on their average chemical composition and temperature data, using dependencies, submitted by A. Einstein and J. Frenkel for the suspension viscosity (2). 1-98 The possibility of the suspension viscosity formula application for the calculation of the same slag properties is observed in the number of articles (3-7). Particularly, in these articles the application of the Einstein equation (1) and its modification of (2) and (3) for heterogeneous slags was verified: (1) η η (1 2,5 ε ) о η ηо (1 5,5 ε) (2) η ηо (1 а ε) n (3) where, η – suspension viscosity, ηо – viscosity of the suspension liquid phase, ε – volume ratio of solid particles, a and n – constants. The authors (3) performed their studies as follows. The synthetic slag of the CaO – MgO – Al2O3 – SiO2 system was prepared and heated up to its liquidus temperature, down that it became the saturated spinel MgAl2O4. Using a rotational viscosimeter the slag viscosity at this temperature was measured, allowing obtaining the experimental value of the homogeneous slag viscosity ηо. Then, some amount of solid MgAl2O4 was added to the slag and its viscosity was measured. As far as the solid particles were added to slag at the temperature of its equilibrium with the solid MgAl2O4, it was supposed that all the spinel added was in the undissolved form. Therefore, in this case, the viscosity measured is an effective viscosity of the heterogeneous slag η, and the amount of MgAl2O4 added to the original homogeneous slag is an amount of the solid phase ε. Comparing the viscosity values of the heterogeneous mixture η and of the original homogeneous slag ηо, taking the solid phase amount ε into account, the feasibility of equations (1) - (3) was verified. The satisfying convergence of the experimental data and the calculation results from the equation (3) in the following form: (4) η η (1 1,35 ε ) 2,5 о was noted. In the articles (4-6) the detailed study of the viscosity of slags of the CaO – SiO2 – FeOn system in the Ca2SiO4 and СаО saturation area was performed. In addition, the authors of the articles (4, 6) checked the application possibility of CaO – SiO2 – FeOn phase diagram for effective viscosity estimation by means of determination of the solid particle amount and the liquid phase composition of heterogeneous slags using geometric constructions. The known composition of the mixture allowed determination of its viscosity ηо using homogeneous slag viscosity models, and, therefore, calculation the effective viscosity using equations (2) and (3). Comparing measured and calculated values of the heterogeneous slag viscosity, the feasibility of equations (2) and (3) was verified. The satisfying convergence of the experimental data and the calculation results from the equation (2), and from the equation (3) in the following form: (5) η η (1 ε ) 2,5 о was noted. The application possibility of equations (1) – (5) to calculating the heterogeneous slag viscosity can be approved by comparing the data of CaO – SiO2 – FeO viscosity diagram and calculation results of CaO – SiO2 – FeOn phase diagram for slags with the same composition (8). The viscosity values on CaO – SiO2 – FeOx diagram are at 1400°С and are mainly related to the Ca2SiO4 saturation area (8). By selecting in the phase diagram a slag composition having the measured viscosity value at 1400°С, we can determine its liquid phase composition and the amount of Ca2SiO4 undissolved at 1400°С using geometric constructions. If we calculate the viscosity of 1-99 this liquid phase ηо using available models (9), taking Ca2SiO4 undissolved into account in the form of ε, then effective viscosity values, obtained by equations (2) and (5), will be satisfying converged with measured values of the viscosity diagram. Generally, the references describe the key possibility of the application of equations (1) – (5) to calculating the slag effective viscosity (3-7). The phase diagram being the solubility diagram of some compound into a melt specifies the possibility of the phase diagram application to calculation the effective viscosity. Liquidus surfaces are the surfaces of the limit solubility. The phase diagram shows solid phases and their amounts being in the equilibrium with the melt of fixed composition at the fixed temperature. Therefore, the phase diagram can be considered as a “saturation graphical model” for two-, three- or, maximum, four-component system. Assume that, there is a possibility to change the “saturation graphical model” to a purely analytic multidimensional model. Then, we will have the possibility to determine the amount and the composition of phases at the equilibrium with a multicomponent melt at various temperatures. In this case, the calculation method of the relative amount of phases and their compositions is the same as the available calculation method for phase diagram, and is its generalization for a multicomponent system (1). In this article, we use the updated version of the slag structure polymer model to estimating the equilibrium composition of solid and liquid phases in slags (9). The polymer theory of the slag structure is extension of the ion theory. Its feature is a consideration the presence into the melt not only simple ions, but some large complex anions, as well, that can joint together, i.e. to polymerize. On this basis, the polymer model calculates a number of slag properties and its component activities. The cause for complex anions formation is an essential difference between ion potentials of slag cations, measured by the ratio between the cation charge and the cation size. This difference results in the most “strong” cations, primarily, of silicium, form around themselves a sufficiently stable enclosure from oxygen anions. The binding force inside these complexes exceeds the same force between these anions and catinos surrounded, essentially allowing extracting complexes as some separate structure units of the melt. Furthermore, the simple oxygen anion has a charge “-2”, therefore, it can form two bonds with the nearest cations. For example, one bond is with the silicium cation, and another – with the calcium cation; or both bonds with the silicium cations. As a result, the various developments of the polimerization process of silicium anions are possible, depending on the slag composition, for example, depending on calcium cation concentration. Let us consider our algorithm developed to predicting the composition and the phase amount using the example showing the similarity of this algorithm with the calculation method by phase diagrams (see Fig.1). In the point 1, set above the liquidus line L, the original melt has the corresponding temperature and concentration of MeO oxide. The melt proximity to the saturation of МеО in the polymer model is estimated by the ratio between the following two parameters: the thermodynamic activity of ТD МеО in the melt, а МеО , mainly being the function of the melt composition, and the SAT saturation activity of МеО, а МеО , being the function of temperature Т (9): ТD а МеО f (melt composition) (6) а f (Т) (7) In the point 1, at the corresponding temperature Т1, the inequality, indicating the nonsaturation the melt of MeO, is true (see Fig. 1b): SAT (Т1 ) ТD (8) аМеО аМеО SAT МеО 1-100 With the temperature decreasing from the point 1 to the point 2 (excepting the SAT SAT point 2 itself, lying on the liquidus line L) а МеО decreases, however а МеО still exceeds ТD а МеО . In the point 2, the saturation activity of MeO, specified by the temperature Т2, reaches the thermodinamical activity of МеО in the melt, indicating the saturation of the melt of МеО (9): SAT (Т 2 ) ТD (9) аМеО аМеО Fig. 1. The basic diagram of calculation of solid particle amount in the heterogeneous slag and in its liquid phase, showing the similarity of this method with the phase diagram calculation method: а – the area of the hypothetical phase diagram of the binary ТD SAT melt in the “composition” – “temperature” coordinates; b – the ration а МеО and а МеО in the same melt during changing the temperature and the melt composition If during the further temperature decreasing from the point 2 to the point 3, we suppose that the original melt composition does not change (the МеО concentration SAT (Т 3 ) ТD does not decrease), then а МеО becomes more than, for example, а МеО . It is indicated, that the homogeneous melt having the original МеО concentration cannot exist at the temperature below the liquidus. Therefore, while the temperature decreases below the liquidus, МеО begins to extract from the homogeneous melt in such amount that is ТD SAT necessary to maintain the equality а МеО and а МеО true at every temperature, i.e. during decreasing the temperature from the point 2 to the point 3, the homogeneous melt composition changes along the line 2-4 (Fig. 1а). If we consider this example as a part of the phase diagram (see Fig. 1а), then the mass fraction of МеО crystals and the slag liquid phase composition can be calculated using graphical constructions (line 5-3-4) – this possibility is specified by the known 1-101 location of the liquidus line in the diagram. However, actually the presence of the graphical liquidus line in the “composition” – “temperature” coordinates is not essenТD SAT tial, since this liquidus line is described by the equality of а МеО and а МеО , fairly defining these coordinates. Therefore, the liquidus line location in the “composition” – “temperature” coordinates can be defined by computational method (see Fig.1b). This results to possibility of application the above algorithm to multicomponent slags without existing graphical phase diagrams – the polymer model equations equally change the graphically represented liquidus surfaces. Therefore, this method of determination of the undissolved crystal amount and the liquid phase composition of the heterogeneous slag includes the following: - determination of the minimum temperature at which thermodinamical activities for all slag components are no more than activities of saturation (the liquidus temperature is defined); - decreasing of concentration of such components in the melt for which while SAT ТD the temperature decreases below liquidus, а МеО becomes equal а МеО ; decreasing of concentrations of these components is preformed in such manner that at every temТD SAT perature а МеО is equal а МеО (the slag liquid phase composition is calculated); - determination of the mass fraction of undissolved crystals using the balance of the original melt components at the liquidus temperature and of the liquid phase composition during its heterogenization. The known liquid phase composition at the temperature T specifies the possibility of determination its viscosity η0 using available models for homogeneous systems (9). For conversion the mass fraction of the solid phase to its volume fraction, we shall have the following data available: the density of solid particles and the density of the slag liquid phase (10). The liquid phase density can be defined using the following formulas, submitted by V.I. Yavoisky for basic and semiacid slags (11): 1 V1400 1400 0,45 SiO 2 0,286 CaO 0,286 FeO 0,35 Fe 2 O 3 0,237 MnO 0,367 MgO 0,48 P2 O5 0,402 Al 2 O3 T 1400 0,07 1400 T 100 , ( 10 ) ( 11 ) V1400 – slag specific volume 1400 °С (sm3/100 g); ρ1400 and ρТ – slag density at 1400 °С and at temperature Т, (100 g/sm3); SiO2…A2O3 – concentration of corresponding component (mass %). Using formulas of (2) – (5)-type at the available viscosity values of the liquid phase η0 and at the volume fraction of undissolved crystals ε, we can exactly determine the effective viscosity of the slag η at the values of ε up to 0,2 – 0,3. The correlation of the experimental results with computational data obtained by the above method is shown in the Figure 2 for the typical secondary steelmaking slag (СаО = 55,8 wt. %; SiO2 = 23,6 wt. %; MgO = 7,7 wt. %; FeO = 1,5 wt. %; A2O3 = 11,4 wt. %). where, 1-102 Fig. 2. Temperature dependencies of the viscosity η experimental results on its precomputational data: а – СаО concentration in the slag liquid phase (1); b – MgО concentration in the slag liquid phase (2); c – volume fraction ε of solid particles of CaO (3) and of MgО (4) in the slag; d – viscosity values, calculated using the polymer model, taking the heterogenization into account (5); viscosity values, calculated using the polymer model without heterogenization (6); experimental viscosity values (7) According to polymer model calculations, while the temperature decreases below the liquidus (1565°С) the CaO concentration in the melt becomes to decrease (see Fig. 2а), resulting in the occurrence the corresponding quality CaO crystals in the slag volume (see Fig. 2с). During decreasing of CaO concentration in the slag liquid phase, the concentration of the all other slag components, including MgO, in the liquid phase is accordingly increased (see Fig. 2b). At the temperature of 1440°С the liquid phase saturates with MgO, the further temperature decreasing results in decreasing of MgO concentration in the slag liquid phase (see Fig. 2b) and in the occurrence of the corresponding amount of MgO crystals in the slag volume (see Fig. 2с). Therefore, while the temperature decreases below liquidus, the slag viscosity increases faster, than we can suppose from the calculations without taking the heterogenezation into account (see Fig. 2d). REMARK We shall note, that precipitated crystals of CaO and MgO can capture iron oxides from the slag liquid phase. These processes shall affect the experimental results for heterogeneous slag viscosity measuring. For example, the more particles of CaO 1-103 and MgO in the slag and the more duration of their existence, the more expected iron oxides captured by them from the slag liquid phase, and, thus, the more viscosity of the liquid phase and the slag itself is affected by this process. The development of such processes in the above method is not yet considered. REFERENCES 1. Voskoboynikov V.G., Dunaev N.E., Mihalevich A.G., Kuhtin T.I., Shtengelmejer S.V: Properties of liquid blast furnace slags. Moscow, Metallurgy, 1975. 2. Frenkel J.I: The kinetic theory of liquids. Leningrad, Science, 1975. 3. Wright S., Zhang L., Sun S., Jahanshahi S: 'Viscosity of a CaO-MgO-Al2O3-SiO2 Melt Containing Spinel Particles at 1646 K'. Metallurgical and Materials Transactions 2000 31B 97-104. 4. Ito K., Fruehan R.J: 'Study on the Foaming of CaO-SiO2-FeO Slags: Part II. Dimensional Analysis and Foaming in Iron and Steelmaking Processes'. Metallurgical Transactions 1989 20B 515-21. 5. Fruehan R.J: 'Slag foaming in bath smelting'. Metallurgical transactions B 1991 22B 481-89. 6. Jung S., Fruehan R.J: 'Foaming characteristics of BOF slags'. ISIJ International 2000 40 (4) 348 – 55. 7. Seok Seong-Ho., Sung-Mo Jung: 'Viscosity of Highly Basic Slags'. ISIJ International 2007 47 (8) 1090-96. 8. Schlackenatlas. Düsseldorf, Hrsg. VDEh Verlag Stahleisen, 1981. 9. Novikov V.K., Nevidimov V.N.: The polymeric nature of the slag melts. Ekaterinburg, USTU-UPI, 2006. 10. Bottinga Y., Richet P., Weill D.F.: 'Bull. Mineral.' 1983 106 129-38. 11. Javojskij V.I., Krjakovsky J.V., Grigoriev V.P., Nechkin J.M., Kravchenko V.F., Borodin D.I: Metallurgy of steel. Moscow, Metallurgy,1983. 1-104