Value Engineering Project Report Format
advertisement

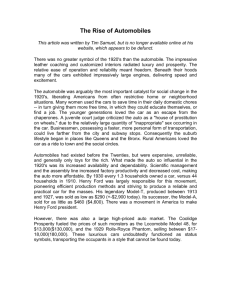
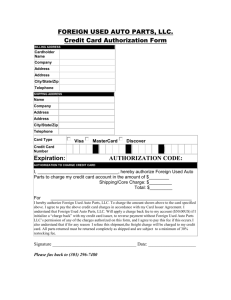
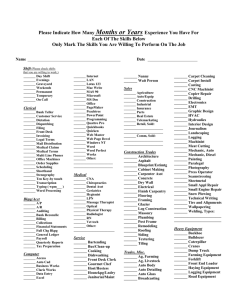
Reduction in Failure of Slag & Metal Ladle Auto Couplings B. D. Babu & DPS Brar Blast Furnaces, Bhilai Steel Plant, Steel Authourity of india Ltd, Bhilai. 490001 e-mail: bdbabu@sail-bhilaisteel.com ABSTRACT Bhilai Steel Plant, Pioneer unit of Steel Authority of India Limited (SAIL), a Maharatna Company in the field of Iron & Steel, is India's sole producer of Rails, 260 Mtr Long Rails & Heavy Steel Plates and also specializes in other products ie, Wire Rods and Merchant products. BSP is accredited with ISO 9001:2000 Quality Management System Standard and all Saleable products of Bhilai Steel Plant come under the ISO umbrella. Blast Furnace produces Hot Metal, which is transported as Rake of 3-4 Ladles in shortest possible time to Steel Melting Shops so that minimum heat is lost & increase in availability of ladles for Hot Metal Circuit. These Rakes are formed by joining Hot Metal ladle bogies with the help of Auto Couplers. Out of 232 Auto couplers installed in locos & bogies, there were approximately 100 failures every year. Frequent Failure of these Auto Couplers was the major problems faced by Blast Furnace, as failure leads to delay in Hot Metal Disposal, Heat Loss, Bunching of rakes, and reduction in Hot Metal/Slag Ladle availability. Reduction in Ladle availability for tapping results in holding furnace under low blast/Low production state. This directly effects the Blast furnace productivity. This Project was undertaken to identify and eliminate the problem arising breakdowns. On data analysis of Auto Coupler failures, it was found that failure of Couplers was mainly on Shank & Wedge area. Team studied the problem and recommended modifications in material & Design of Shank & Wedge. The modifications had resulted in “Zero Failure in Modified Auto couplers installed since Apr’2009” leading to tangible savings of Rs.51.59 Lakhs per annum and intangible benefit of Rs.3.0 Crores due to reduction of Low Blast duration by 41.75 Hrs. This has also resulted in Safe Working with minimum maintenance staff. INTRODUCTION Bhilai Steel Plant, the NINE times winner of Prime minister trophy, is the flagship unit of Steel Authority of India limited (SAIL).It is an integrated steel plant producing steels for general construction as well as special steels catering mainly to the needs of Engineering, Power, Railways, Automotive & Defense sectors. This is the first Steel Plant in India to cross 5MT mark. As symbol; of a “New Age” in India, Bhilai Steel Plant has been consistently performing despite several odds and generating profits for the last twenty two years. Historically, Bhilai Steel Plant has been into value engineering since 1972, but it got the momentum through its Value Engineering program in 2008 One of the successful projects is the subject of the present case study which was done in Blast Furnace and implemented in Apr’2009. Blast Furnace is the mother of an integrated steel plant. Bhilai Steel Plant is the flagship unit with production capacity of 5.3 MT by 7 Blast Furnace. Hot metal tapped in Ladles and is supplied to Steel Melting Shop – I & II, Foundry and Pig Casting Machine. The slag produced is sent to slag granulation Plant & Slag Dump through Slag Thimbles. Total 89 Hot Metal Ladles and 45 Slag Thimbles are in circulation. All these Ladles are joined together with the help of two Auto Couplers (One at each side). The process layout of Blast Furnace is as shown in figure below: ABOUT AUTO COUPLER Auto Coupler is a device used for joining two ladle cars. It works under the action of impact of collision between two ladle cars (Shown in Fig below & next page). The couplers get engaged and locked automatically. The operation of an external handle disengages the same. A pair of Auto Couplers, in engaged condition, ensures the joint of two adjacent ladle cars. They transmit the force of pull by which the whole train of ladle car moves on Rail tracks. It works to transfer the ladle car from one place to another without detaching of any of the ladle cars in the train during movement. The various internal components make the system to get engaged with the other coupler on slight impact. It is automatically responsible for the transmission of the pulling and pushing load, which moves the train of ladle cars to & fro from Blast Furnace area to Various Customer Destination. PROBLEM: During train formation & movement, frequent breakdown in Auto coupler were observed. These breakdowns resulted in delay in train movement, restricted traffic, increased cycle time in Hot Metal & Slag Ladle Circuit, Low blast to Blast Furnace and Production & Heat/Energy loss. APPROACH & METHODOLOGY A cross- functional team constitutes of members from Operation, Mechanical, VE trained persons from industrial Engineering. The team was given the task of coming up with a Value Engineering proposal for a new cost effective solution for failure of Auto Coupler. INFORMATION PHASE: To study & understand the design, function and problematic area of Auto Coupler, detailed sketch (given below) was thoroughly studied. Keeping in view all the aspects of function, design, material, operations etc each part & Sub-parts were discussed and noted for further analysis. EXISTING AUTO COUPLER TOP VIEW SIDE VIEW OBSERVATIONS & FINDINGS Data analysis for Breakdown pattern, Design and material of Auto Coupler was carried out in detail. All aspects of problem were studied and discussed with concerned official to reach at the conclusion that Shank & Wedge area of Auto Coupler are the parts of failure in this coupling. S. No Month No of Breakdown Delay in mins. 1 April 8 3.93 2 May 11 5.4 3 June 6 2.95 4 July 9 4.42 5 August 6 2.95 6 September 12 5.9 7 October 9 4.42 8 November 7 3.44 9 December 10 4.91 10 January 9 4.42 11 February 8 3.93 12 March 11 5.4 106 52.07 Total FUNCTION PHASE: Function analysis of Auto Coupler was elaborated and identified to describe Higher Order Function, Lower Order Function, One Time Function and All time function. these are displayed as under: HIGHER ORDER FUNCTION LOWER ORDER FUNCTION Facilitate Train Movement Use Shank ONE TIME FUNCTION ALL TIME FUNCTION Transfer Load, Withstand Impact, Bending, Shear & Shock Connect Parts, Hold Parts The functional analysis of Shank in Auto Coupler is displayed as under: FUNCTION BASIC / VERB NOUN SECONDARY Transfer Load Basic Withstand Impact Secondary Withstand Shear Secondary Withstand Tension Secondary Withstand Shock Secondary Prevent Bending Secondary Connect Parts Secondary Hold Parts Secondary Facilitates Fixing Secondary Increase Weight Secondary Increase Replacement Secondary The functional analysis of Wedge in Auto Coupler is displayed as under: FUNCTION BASIC / SECONDARY VERB NOUN Facilitates Locking Basic Facilitates Horizontal Movement Secondary Withstand Shock / Impact Secondary Withstand Shear Secondary Withstand Tension Secondary Facilitates Maintenance Secondary Facilitates Fixing Secondary Withstand Wear Secondary Prevent Bending Secondary FUNCTION-COST –WORTH ANALYSIS Function Cost –Worth Analysis was carried out by comparing the Cost of Shank & Wedge separately with respect to worth taking Manual Coupling Cost as basis of Worth. The value gap & Value Index was thus evaluated as below: S. No Items Existing Cost (C) Worth (W) 1 Shank 20500 10250 2 Wedge 890 665 Basis of Worth Manual Coupling Cost Value gap (C-W) Value Index (C/W) 10250 2 225 1.33 FAST Diagram for Auto Coupler How? Why? Hold Parts Facilitate Train Movement Transfer Load Withstand Impact Withstand Shear Connect Parts Withstand Shock Use Shank Withstand Bending Increase Replacement Increase Weight CREATIVITY PHASE In the creativity phase, the Team generated 07 ideas by brainstorming during the workshop, out of which 4 ideas were for Shank and 3 ideas were for Wedge. One idea each for Shank & Wedge were selected due to their outperformance in feasibility ranking matrix. Ideas generated for Shank: 1. Change in material composition to provide adequate Strength (IS:2708 GrII). 2. Improve Design by altering Shape and Size ie, Increase thickness from 20 mm to 25mm. 3. Improve alignment by installing Support Springs on both sides. 4. Avoid Malfunction / Mal-operation by educating Porter & Driver. Ideas generated for Wedge 1. Replace Wedge arrangement by Heat Treated Cylindrical Pin Arrangement. 2. Avoid additional support plate at the Impact area (Si-Mn Spring Steel). 3. Provide greasing at the contact points of Cylindrical Pin. EVALUATION PHASE IDEN TITY A B C D E F G H RELA IBILITY EASE OF OPER ATIO N I MAIN TAIN- WEIG ABILI HT TY SCOR E COST QUAL ITY TIME SAFE TY FEAS IBIL ITY A B3 C2 D3 E2 F3 G2 H1 A1 2 B B3 D3 B2 B2 G2 B1 B2 14 C D3 E2 F2 G1 C2 C1 6 D D2 D0 D2 D3 D2 19 E F2 G2 H1 E1 6 F F2 F2 F1 13 G G2 G2 12 H H1 4 I 1 3 points for Major Differe nce 2 points for Mediu m Differe nce 1 point for Minor Differe nce No points for No Differe nce DECISION MATRIX Based upon the evaluation phase, ideas were further evaluated based on decision matrix for wedge & Shank of Auto Coupling. FEASIBILITY RELAIBILITY DX 19 4 EX 6 3 FX 13 4 GX 12 2 HX 4 2 1X 1 4 Material Strengthenin g 2 56 6 76 18 52 24 12 4 Improve Design 1 2 2 4 4 3 42 2 28 3 1 6 2 12 3 3 57 2 38 3 3 18 1 6 4 3 39 1 13 3 2 24 1 12 4 3 12 1 4 3 2 Improve Alignment Avoid Maloperation 8 42 18 57 24 39 48 12 2 2 2 1 1 RANKING SAFETY CX 6 1 TOTAL POINTS TIME BX 14 4 WEIGHT QUALITY AX 2 1 IDEAS Weightage MAINTAINABILITY COST CRITE RIA EASE OF OPERATIO N Detail of Decision Matrix for Shank is as given below: 250 I 202 III 119 IV 249 II TIME SAFETY FEASIBILIT Y RELAIBILIT Y EASE OF OPERATIO N MAINTAIN ABILITY Weightage BX 14 4 CX 6 2 DX 19 4 EX 6 3 FX 13 4 GX 12 4 HX 4 4 1X 1 2 Heat Treated Cylindrical Pin Additional Support Plates 8 56 12 76 18 52 48 16 2 2 3 2 3 2 3 2 3 2 4 42 12 57 12 39 24 12 Provide Lubrication 2 3 2 3 3 4 4 3 1 4 42 12 57 18 52 48 12 1 2 RANKING QUALITY AX 2 4 IDEAS WEIGHT COST CRITE RIA TOTAL POINTS Detail of Decision Matrix for Wedge is as given below: 288 I 204 III 246 II RECOMMENDATIONS It was decided to take up the top ranking proposals of Shank & Wedge respectively for implementation. The proposals for implementation For Shank is to change the specification (From M:201 Gr B to IS:2708 Grill )of Auto Coupler to avoid Mal-operation and for Wedge Installing heat treated Cylindrical Pin for fixing coupler. IMPLEMENTATION / SUPPORTING DATA SHEET PLAN FOR SHANK RECCOMENDATIONS Change in Material Specification of Auto Coupler from M:201 Gr.B to IS:2708 Gr. II ACTION RESPONSIBILITY Incorporate Material Specification in drawing Issue enquiry to supplier Receive Quotation Evaluate Quotation Place Order Procurement Implementation MB Sarkar & BD Babu MB Sarkar BD Babu TDN Naidu V Mathai DPS Brar COMPLETION DATE 31-01-2009 30-04-2009 15-06-2009 30-06-2009 31-07-2009 31-12-2009 15-01-2010 PLAN FOR WEDGE Discussions Installing Heat Treated Cylindrical Pin for fixing Coupler 15-01-2009 Replacement of Work order with priority Cylindrical Pin collection Implementation MB Sarkar & BD Babu 31-01-2009 All Team Members 28-02-2009 10-03-2009 MODIFIED AUTO COUPLER TOP VIEW SIDE VIEW BENEFITS DIRECT BENEFIT CALCULATION Installed Auto Couplings in BF’s = 274 Nos. Auto Coupling replacement on Failure (2008-09) = 106 Nos. Cost of Existing Auto Coupling = Rs. 29400/Projected Auto Coupling replacement (Apr’09 – Aug’11) = 256 Nos. Expected Expenditure for Projected Replacement = Rs. 7532000/Cost of Modified Auto Coupling = Rs. 47158/Modified Auto Coupling replacement (Apr’09 – Aug’11) = 150 Nos. Expenditure on Modified Auto Coupling = Rs. 7073700/Reduction in replacement of Auto Coupling = 106 Nos. Saving due to reduction in replacement = Rs. 5000000/Mandays Saving for 106 replacements = 159 Mandays Savings in Cost of Mandays @1000/= Rs. 159000/TOTAL SAVINGS : 51.59 Lakhs INDIRECT BENEFIT CALCULATION Reduction in Delay in Disposal of Hot Metal may be accorded against failure of auto coupling. Auto coupling Failure 2008-09 = 106 Nos Total Delay in Hot Metal Disposal(DDHM) 2008-09 = 173.55 Hrs DDHM due to Coupling Failure = 52.07 Hrs Auto coupling Failure 2009-10 = 64 Nos Total Delay in hot metal disposal(DDHM) 2009-10 = 180.80 Hrs DDHM due to Coupling Failure = 31.44 Hrs Auto coupling Failure 2010-11 = 38 Nos Total Delay in hot metal disposal(DDHM) 2009-10 = 180.80 Hrs DDHM due to Coupling Failure = 19.24 Hrs Considering 7 % Breakdown in Total Ladle Cars (274) = 20 Nos Expected DDHM Duration = 10.24 Hrs DDHM Duration before implementation = 52.07 Hrs Average Saving in delay Hrs (Annual) = 41.83 Hrs Delay Cost/Hr due to Low Blast/Stoppage = Rs. 6 Lakhs Benefit (Cost of delay) : 2.51 Crores/Yr POST IMPLEMENTATION BENEFIT ASSESMENT Direct Savings Calculation Total Auto Couplings Annual Auto coupling replacement pre-implementation Projected Auto Coupling replacement without modification Cost of Old design Auto Coupling Cost of One Modified Auto Coupler Modified Auto Coupling Installed Extra Cost for Modified Auto Couplings Installed Failure of Modified Auto Coupling Savings in No of Auto Couplers replacement Savings due to reduction in failure Net Savings due to reduction in Auto Coupler requirement Mandays Saved for 344 replacements @1.5 Mandays/replacement. Savings due to Mandays reduction for replacement (Contractual Highly Skilled Worker Wages @ Rs.350) Total Savings Say Total Savings of Rs 1.34 Crores ACHIEVEMENT: “ZERO FAILURE” in all Modified Auto Couplings since installation (Apr’2009 – Till Date) 274 106 345 29400 47200 170 3026000 1 344 16236800 13210800 516 180600 13391400