Failure Analysis of Advanced High Strength Steels during Stretch
advertisement

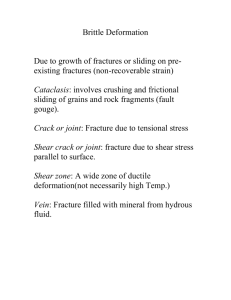
Failure Analysis of Advanced High Strength Steels during Stretch-bending EWI: W. Gan and S. S. Babu OSU: R. Wagoner Deform: W. Wu 1. Background & Current Status Shear cracking has been observed during stamping of advanced high strength steels (AHSS), without appreciable thinning before fracture. (See Figure 1, from the PI’s research, for the difference between plastic localization and shear fracture in tension.) Review of literature shows that such shear cracking is not typically encountered in traditional HSLA steels during forming. Moreover, this type of early fracture cannot be predicted by conventional forming limit diagram of AHSS. Therefore, a new failure criterion needs to be developed to predict shear cracking so that product and tooling design can be performed correctly to avoid fracture during stamping. The absence of shear failure in HSLA steels under normal forming conditions as compared to AHSS requires both fundamental understanding and practical methods for designing forming operations. Assuming that the lubricant condition and strain histories during forming are similar for AHSS and conventional steels, the obvious difference is the underlying microstructure or possibly a dramatic difference of constitutive response at high strain. While HSLA has only ferrite and pearlite microstructure in the sheet, most AHSS have multiple microstructures co-existing, such as ferrite, bainite, martensite, and retained austenite. The complexity of the microstructure may give rise to a shear-localization mode that involves little macroscopic necking under some forming conditions. In order to address the needs of automotive sheet Fig. 1 – Comparison of failure modes forming with AHSS, a multi-faceted project is in tensile deformation: shear failure proposed. It makes use of microstructural of Mg AZ31B alloy (left), tensile characterization, fracture analysis, macroscopic property determination, practical experiments localization of Al 6013 (right). [1] representing forming practice, and continuum simulation. Two major outcomes are expected: a fundamental understanding of the shear fracture mechanism, and an implemented fracture criterion in FEM that can predict both necking and shear failures during forming. 1.1. Microstructural Effects on Shear Cracking Note: There is little published data for the fracture mechanisms of AHSS, particularly the balance between shear failure and normal necking failure. One of the points of interest will be identifying the conditions of forming and material microstructure that divide these 1 mechanisms. However, regardless of mechanism, the proposed draw-bend test results will incorporate both kinds of failure such that they may be implemented in FEM codes. AHSS are composed of soft ferrite and hard martensite microstructures, with widely varied strain hardening behaviors. The heterogeneity in microstructure in these steels leads to non-uniform deformation among the phases. The interaction between the phases can cause stress concentration and strain partition [1]. Since sheet metal forming deals with strain limiting conditions, small cracks can be induced in the surface with martensitic islands. With subsequent forming conditions, these small cracks may grow and lead to early fracture. It is well known that the strength and crack resistance of multi-microstructure steels depends on their morphology , distribution, and hardening of individual microstructures [2-7]. Some steels have high fracture toughness through local crack branching [8] or martensite transformation [911]. These findings show that microstructure plays an important role in the fracture properties of material. For example, the failure mode of dual phase steels, which consist of a ductile matrix of ferrite with a distribution of hard martensitic phase, depends on the distribution and volume fraction of the martensite. When the martensitic phase is a relatively low volume fraction and/or is finely dispersed, the failure mode tends to be one of void nucleation, growth, and coalescence, where voids nucleate around martensite phases, around other inclusions, or along martensite/ferrite grain boundaries [12-14]. This is the dominant case for typical dual phase steels (Figure 1). However, when the martensite phase is coarse, or when the volume fraction of the martensite phase is sufficiently high that it forms an interconnected network along the ferrite grain boundaries, the failure mode tends to be brittle cleavage along the martensite grains [13, 14]. Void nucleation and growth around a martensite particle[3] Void nucleation and growth at the ferrite/martensite grain boundary[2] Figure 1. Microvoid nucleation and growth mechanism of fracture in dual phase steels. It has also been observed that material properties vary from the surface to sheet mid-thickness [15]. Figures 2a and 2b show the microstructures of two AHSSs. There are bands of martensite phase parallel to the sheet plane. The distribution of the bands across sheet thickness is not uniform. Vicker’s hardness measurement revealed that the DP 780 material is harder near surface than the mid-thickness region, while the TRIP steel shows opposite [15]. This type of through thickness property variation has significant effect on springback [15]. It is believed that the through thickness property variation will also have important effect on the formability of sheet metals and perhaps on the failure mechanism. The stronger surface region may have less ductility. The strength mismatch could also bring stress concentrations during forming. As a result, the overall formability of the blank may be very different than its counterpart with uniform properties through thickness. this hypothesis has not been proved either experimentally or numerically, but is one aspect to be explored in the proposed project. 2 (a) (b) Figure 2. Banding microstructures in A) DP 780, b) TRIP 780 Recently, Kobe steel in Japan has developed a steel taking advantage of the concept of through thickness property variation [16]. Its researchers designed a novel steel that has softer surface than the mid-thickness region. Experiment validation showed that the bending and forming properties of this new steel is improved significantly than other steels with similar overall strength. The combined effect of microstructure heterogeneity and through thickness property variation can have profound impact on the formability of AHSS. Both of the factors will increase the tendency of stress strain concentration. The mechanism under which they determine sheet formability is still unclear. The question will be answered using a novel formability test (introduced in section 2) that replicates the most common sheet forming conditions in a precisely-controlled laboratory environment. A new failure criterion based on the test results will then be developed and implemented. 1.2. Formability Testing and Failure Criteria Fracture of the work-piece during stamping, extrusion, and drawing are a subject of concern during large deformation cold and warm forming processes. For bulk forming processes, the failure criteria are often based on ductile fracture. Details of these models can be found in [1720]. They are based on an integration of a stress measure over a strain range: f ( ) d C (1) Where represents the stress, represent the strain, and C is the integrated damage value. For many sheet forming process, Forming Limit Diagram (FLD) has been conventionally used for the evaluation of failure in stretching operations. It is also based on necking and ductile failure. By plotting the measured major and minor strains at a neck or fracture it is possible to construct FLD, which gives the failure condition and the maximum allowable strain levels for the specific forming operations. Most theoretical studies on FLD have been based on the localized necking approach developed by Marciniak and Kuczynski [21]. In this approach, the existence of material imperfections is assumed to lead the unstable growth of strain in the weaker regions due to the presence of inhomogeneities in loading bearing capacity, and subsequently produce localized necking and failure. Since the material response of sheet metal relies on micro-properties, a recent trend of research is to establish a link between micro-structure properties and failure. A fracture model for dual phase steel, where the primary mechanism is one of void nucleation, growth, and coalescence, 3 was developed by Barlat et al for use in predicting FLD [12]. This model presumes that all microvoid nuclei occur at hard particle inclusions, and that all of the nuclei were created during the rolling process of the dual phase sheet (i.e., none are created during the sheet forming process itself). These micro-voids then grow and coalesce during sheet forming, increasing the relative volume fraction of voids in the material. The kinetics with which this volume fraction of voids increases is more rigorously determined in Barlat’s model than previous, more arbitrary models [12]. This permits a defect-density damage-type computation which, applied to flow localization (necking) in thin sheet, leads to strain limits which agree with experimental dual phase steel forming limits. These limit strains calculated during necking depend heavily on the void aspect ratio. A fundamental drawback of strain based FLDs is that they are valid only during proportional loading [22-24]. That is because the constitutive equations governing the stress strain relations are path-dependent [25]. During metal stamping process, the stress strain state in the part changes continuously and it differs from location to location throughout the component. A unique FLD is required for every material point in-order to analyze the formability using strain base criteria. In order to solve this complexity, promising stress base failure criteria have been proposed [23, 26-29]. However, all the above failure criteria can be categorized to ductile failure models. They cannot predict the shear cracking of AHSS during stamping. The apparent shear failure shows some characteristics of the transition from ductile to brittle failure. While the crack initiation may be ductile, its propagation can change to brittle under certain loading conditions [30, 31]. Furthermore, the shear failure may be dependent on both microstructural effects and strain path effect. Based on the above literature survey, one can conclude that a practical criterion for predicting shear fraction is not currently available. Therefore, this limits the application of computational predictive tools for the use in stamping design of AHSS in certain geometry. The development of such a criterion will require both a novel formability testing method and the microstructure analysis of the base material and cracked regions. 2. Research Tasks The proposers will address the goals of Auto / Steel Partnership by first examining samples that show cracking in typical forming operations. With that as the starting point, the goals of the ASP will be addressed by the following three tasks: (a) Characterization of the failed samples; (b) Draw-bend-fracture (DBF) testing and characterization of failure (c) Development of a fracture criterion to be implemented in FEA analysis. The characterization task will focus on three activities. The first activity is related to the characterization of failed part to be supplied by ASP will be performed. The second activity will be related to characterization of samples that will be DBF tested. The third activity will be related to characterization of failed stampings provided by ASP partners with candidate steels throughout the project period. Characterization will be performed at EWI and OSU. The second task will focus on the development of a draw-bend-fracture (DBFDBF) testing methodology. This test will be performed on base line, ASP candidate steels and experimental steels to be supplied by collaborating steel companies. This test will be developed and performed at OSU under the supervision of Prof. R. Wagoner. The test results will be correlated to the observed shear failures in existing parts provided by ASP partners. The DBF test was developed and used successfully in the failure investigation of HSLA steels under draw-bending 4 conditions [19, 32]. The same testing methodology will be used in the analysis of shear cracking of AHSS, with some modifications on the grip and tooling. The third task will involve the development of a failure criterion based on the results from the first two tasks. The criterion will be developed and tested with ABAQUS, LS-DYNA and Deform software. The development and testing will be performed by EWI, Deform and OSU. The failure criteria will be tested for other industrial stamping conditions to be provided by ASP. ASP members will be encouraged to provide in-kind evaluation of the failure criteria to be developed in this task. Furthermore, many of the continuum deformation properties needed for FE simulation will be provided by ASP members who develop or use the candidate materials. This approach will facilitate the demonstration of the concept and immediate technology transfer to the practicing engineers. The details of the research tasks are described below: 2.1. Samples and Candidate Steels The scope of test samples and new steels for comparative evaluation of shear failure tendencies are tabulated in Table 1. The scope of the testing and samples can be changed based on the input from the ASP partners who will be providing in-kind support. The proposal envisions a close collaboration form the ASP members including Ford, GM and DCX. Discussions with key individuals revealed a willingness to share their proprietary data to evaluate the concepts to be developed as a part of this proposal. In addition, steel companies including Arcelor have shown interest in providing experimental steels to evaluate the shear tendency. Steels ASP Samples* HSLA DP 780 TRIP 780 Candidate Steels** Characterization Yes DBF Test Yes Yes Yes Yes Yes Yes Yes Yes Failure Criteria yes Yes Yes Yes *The team requests the ASP members provide the steels and failed parts. These will be referred to as “ASP samples” throughout the proposal. **The team has contacted Arcelor which has agreed to provide some experimental steels as costsharing for this research program. 2.2. Characterization The characterization work consists of base material and cracked sample characterizations. The microstructure and mechanical properties will be examined for baseline information, then the failure analysis of the failed samples will be performed to study crack initiation and propagation. 2.2.1. Base Material Characterization Base material properties of ASP samples will be obtained through hardness measurement, tensile testing and orientational imaging microscopy. The spatial hardness variation will be measured through sheet thickness and along the transverse direction. Tensile tests will be conducted for the full-thickness samples to get the baseline strength. Reduced-thickness samples will be preparedby thinning the sheet metal to ¼ thickness, retaining either the center part or the surface part. These samples will be tested and the results will be correlated with the hardness measurements. 5 Orientation Imaging Microscopy (OIM) will be performed on sheet surface and mid-surface. The texture information will be used with polycrystalline analysis [33-35] to simulate yield surface and estimate material property differences through the thickness attributable to texture changes only. The predicted yield stress, hardening rate, and r values from the polycrystalline simulations will be compared with reduced-thickness tensile tests. 2.2.2. Microstructure Characterization of Cracked Samples The microstructure of the failed samples in the surface and through thickness will be examined using optical microscopy and OIM. The variation on the fracture appearance as a function of through thickness will be characterized. The quantitative optical microscopy will be performed to see the morphological distribution with reference to failure modes. In addition, orientational imaging microscopy will be performed very close to the fracture surface. Based on the OIM, the extent of strain partitioning will be evaluated near to the fracture surface in the surface and also through the thickness. Microstructure characterization will provide a fundamental understanding of process-material interaction that leads to cracking without thinning during stamping. 2.3. Stretching-bending Fracture (DBF) Testing Sheet metal fracture often happens near draw-bead and transitional radius areas. Material experiences bending , unbending, and stretching simultaneously in these areas. The conventional forming limit diagram captures sheet failure in stretching-dominatedmode. (This is the reason the FLD testing makes use of very large R/t ratios, where R is the radius of bending and t is the sheet thickness.) In order to incorporate the bending-and-unbending deformation history into failure criteria, along with the simultaneous imposition of these deformation modes, a new fracture testing procedure is proposed in this program. 2.3.1. Concept of Testing: Novel fracture testing is based on a modification of the draw-bend testing that has been used for friction and springback testing [36-39] by R. H. Wagoner, Figures 3a and 3b. In this test, a strip of sheet metal is constrained and bent around a roller by two grips. While one grip applies back force, Fb, to the sample, the other grip pulls the sample downwards so that material flows over the roller under controlled conditions. In conventional friction and springback tests, Fb is kept constant throughout the test cycle. The proposed DBF testing will use a varying back force that increases linearly with drawing distance. The back force will keep increasing until cracking of the sample is detected. Thus, for a given R/t ratio (fixed for a single test by the roller/pin radius and the sheet thickness), a critical value of draw force, Fb*, will be determined. This procedure will detect both normal plastic localization / necking and shear fracture. Therefore, any failure criterion constructed using this data will reflect both modes and will be applicable to typical sheet forming practice because of the similitude between the DBF and drawing over a die radius. 6 Lower grip Roller Upper grip Strip (a) (b) Figure 3. The DBF testing: (a) schematic, (b) fixture and grips. [REF] Note: The DBF is not an untested concept, but rather has been applied successfully to testing of HSLA steels [19, 31]. Because of the importance of details of this test to this proposal, Reference 19 is provided as an Appendix to this proposal. Two distinct types of failure are observed in the tests [19, 32], as shown in Figure 4. Bending failures occur near the unbending region and are characteristically normal to the specimen axis. Stretching failure usually midway between the front grip and the bending rod, and the fracture path is typically inclined to the specimen axis. BACK MOTION BENDING FRACTURE BENDING ROD STRETCHING HSLA and DQSK can be bent to zero radius FRACTURE under pure bending. With increasing back tension force during the drawing process, STRIP fracture can occur during or after un-bending. FRONT a) However, the DBF response can not predicted b) by any ductile failure criteria [19]. The results suggest that a specific failure criterion for Figure 4. Typical fracture locations during stretch bending condition needs to be DBF tests developed. The situation is even more complex for AHSSs. These materials have displayed shear fracture without excessive thinning during stamping. Their ductility may be so low during bending and unbending that the only bending fracture can happen during DBF tests. However, the exact location and characteristics of bending fracture will give us insights into the controlling mechanism of the shear failure. 2.3.2. Testing Plan The DBF tests will be performed at OSU using a special-purpose draw-bend machine designed by OSU in collaboration with Interlaken Technologies. A range of tool radii, both fixed and rolling, are available. A unique feature of the equipment is that the roller speed can be controlled independently. Therefore, by adjusting the roller rotational speed to precisely match the draw speed, the friction can be eliminated between the roller and the sample. The effect of friction 7 may be critical to initiating shear failure. Three friction conditions will be employed in the OSU testing: regular lubricated friction, no friction and intermediate friction. They can be achieved by using stationary roller with lubricant, rotating roller at the same speed as that of drawing, and rotating roller at half of the drawing speed. These tests will allow the investigation of the relation between sheet cracking and friction condition. There is possibility that the shear failure of AHSS may depend on the strain rate. Hence it will be interesting to conduct a few DBF tests at various drawing speed to see whether the differences are significant. While a drawing speed of 40 mm/s was used in the conventional draw-bend tests a drawing rate of 5 times lower or higher may be applied for the study of rate dependence on cracking. The ratio of R/t determines the bending strain in the sheet. For each R/t, a critical backforce will be measured. These will correspond to equivalent tension stresses and strains, either of which can be used to construct a table of failure loci of R/t vs Fb, * or *. A curve of limiting loading condition (stress or strain) versus R/t ratio may be plotted, as shown in Figure 5. This type of failure curves will serve as guidance in shop floor operations, much like FLD’s are currently used with grid circle analysos. The gathered knowledge will serve as the basis of the failure model to be implemented for FEA analysis. * (or *) R/t Figure 5. An example failure curve for stretchbending operation 2.3.3. Microstructure Characterization of Failed DBF samples: In order to determine how the failure initiates, scanning electron microscopy will be used to examine the fractured surfaces. Through the use of characterization we can answer questions like: if voids form near the martensite/ferrite interface or inside of ferrite matrix; whether the crack is ductile or brittle; does it initial near sheet surface or interior, and so on. This information will help us understand the correlation among shear fracture, loading conditions and material microstructure, which is essential for the development of a new failure criterion for AHSS. 2.4. Analytical Evaluation As discussed before, FLDs are dependent on plastic strain only. However, the shear cracking of AHSS appears to be dependent on both loading history and microstructure. EWI, OSU and Deform will work together on the development of the new failure criterion. The approach consists of three steps: (a) define the new criterion and its parameters; (b) implement the criterion in FEA softwares; and (c) verification by comparison of simulations and experiments and practice. 2.4.1. Identification of a Failure Criterion Once the DBF tests have been conducted and the microstructure characterization has been finished, the important factors that affect shear cracking can be generalized. Based on a review of available formability models, a new failure criterion will be proposed. It should take into account of the loading history and material microstructure and will distinguish between plastic 8 localization and shear failure. Special treatment of ductile to brittle transition will also be applied to simulate the premature cracking without localized thinning. 2.4.2. Coding of the Failure Criterion Initially, the new failure criterion will likely be dependent on the microstructure of the material investigated. To extend its application to other steels with different microstructure detailed numerical analysis on meso-scale is needed. Material phase interactions under certain loading conditions can be simulated explicitly. An equivalent stress or strain measure will be used to link the response of the new material to those that have been tested. An example of meso-scale FEA simulation is shown in Figure 8, where the void nucleation, growth and coalescence around hard particles are simulated explicitly. The hardening behavior of the material is one of work-hardening followed by saturated hardening and recovery after ~0.35 strain. In this simulation, microvoids nucleate at the interface between the ductile steel matrix and a hard particle when the tensile stress at the interface exceeds 10% of the flow stress of the steel. The top and bottom of the steel sheet are separated at a constant velocity of 1mm/s in each direction (for a total velocity difference of 2mm/s between the top and bottom of the sheet). Figure 8. DEFORM simulation of microvoid nucleation, growth, and coalescence during sheet forming. (Left = zero elongation; Center ~14% elongation; Right ~ 37% elongation). 2.4.3. Nanomechanical Characterization; The explicit simulation of the failure process will require the stress strain properties of individual phases as inputs. The flow properties of the martensite and ferrite are indeed different. To evaluate these variations, nano-indentation tests will be performed. The load displacement data from the nano-indentation tests can be couple with OIM phase orientation results to derive the critical shear stress and hardening properties of slip systems. Then through crystal plasticity codes the macroscopic stress strain curves in arbitrary directions can be obtained. 2.4.4. Evaluation of the Failure Criteria Once the failure criterion has been implemented in finite element programs such as Deform, Abaqus or LS-Dyna, it’s ability to predicted shear cracking during DBF testing will be evaluated. Some industrial examples will also be analyzed by the established failure criterion. For instance, when ASP provides the geometry and forming conditions of the parts that experienced shear fracture, the proposers will use FEA codes and the failure criterion to predict the cracking. This 9 type of benchmark tests will be conducted to prove the effectiveness of the new shear cracking model. 3. Budget and Timeline The project can be completed in three [TWO?] years through the collaboration among EWI, OSU and DEFORM. The team proposes a gated approach to this task. After the first year, the results of the characterization, testing and preliminary failure criteria developed will be presented to the ASP committee. If the results show the potential, the tasks of using other candidate steels and industrial evaluation at ASP partners can be continued. The budget also involves cost share from participating partners and is expected from OSU (but application must be made and approved at a later stage). The overall budget plan and schedules are summarized in Table 2. It is important to note that these budgets and estimates are based on minimum amount of resources needed to satisfy the goals of ASP. The investigators also welcome the comments from ASP on the limitation or expansion of tests or activities during the final negotiations. Table 2: Program budget and Schedules Tasks Characterization ASP Steels HSLA Steels DP 780 & TRIP780 Candidate Steels DBF Testing Development ASP Steels HSLA Steels DP 780 & TRIP780 Candidate Steels Year 1 Gate Review Year 2 25 K 25 K 40 K 10 K 25 K 15 K 15 K 15 K 10 k 5K 5K 15 K 15 K 30 K 10 K 10 K 10 k 10 K 10 K 20 K Total 170 K 150 K Cost-Share Deform Arcelor Overall 18 K XX K 18 K XX K Fracture Criterion Development ASP Steels HSLA Steels DP 780 & TRIP780 Candidate Steels 10 4. Leverage: EWI - It is important to note that there is a parallel internal research and development work at EWI which focuses on the application of magnetic pulse processing to improve the formability of advanced high strength steel sheets in terms of spring back and also formability which includes minimization of fracture. The results of this work can be leveraged for the ASP and candidate steels based on the award of this contract. In addition, the softwares developed for localized heating and through-thickness effects will be provided. OSU – The Transportation Research Endowment Program provides matching funds on a competitive application basis for research that falls in its mission. An application of up to 33% matching of the OSU part of the budget will be made for use at OSU to allow completion of the proposed OSU tasks. 5. Summary The proposal provides an innovative approach to consider through-thickness and other microstructural effects of these advanced high strength steels which has been ignored in the current sheet metal forming investigations. The collaborative program between EWI, OSU and Deform focuses on (a) understanding the shear failures in AHSS during stamping; (b) development of a novel test to characterize these steels to evaluate the tendency for shear fracture; (c) and introduction and implementation of a fracture criterion suitable for a wide range of FEA solvers. The proposed task focuses on implementation of these results in the industrial practice immediately. The results from these tasks will meet the overall objective of the ASP goals of fundamental understanding as well as industrial implementation. ASP will benefit from cost-share from the participating members, steel companies and OSU / TREP (to be requested), and by parallel research activities at EWI which focus on the methods to improve the formability of advanced high strength steels through electromagnetic pulse processing and warm forming. 6. References New Reference 1 (for shear failure): X.Y. Loua, M. Li, R.K. Boger, S.R. Agnew and R.H. Wagoner: Hardening evolution of AZ31B Mg sheet, in press (currently available on-line at http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6TWX-4JWMT594&_user=10&_coverDate=05%2F06%2F2006&_rdoc=1&_fmt=summary&_orig=brows e&_sort=d&view=c&_acct=C000050221&_version=1&_urlVersion=0&_userid=10&md 5=7629461fa6cbc0551680050b84e8a154) 11 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. Gan W., Zhang P. H., Wagoner R. H., and Daehn G. S., Effect of load redistribution in transient plastic flow, Metallurgical and Materials Transactions a-Physical Metallurgy and Materials Science, 37A (7), p.2097-2106, 2006 Hasegawa K., Kawamura K., Urabe T., and Hosoya Y., Effects of microstructure on stretch-flange-formability of 980 MPa grade cold-rolled ultra high strength steel sheets, Isij International, 44 (3), p.603-609, 2004 Lillbacka R., Johnson E., and Ekh M., A model for short crack propagation in polycrystalline materials, Engineering Fracture Mechanics, 73 (2), p.223-232, 2006 Antretter T. and Fischer F. D., The susceptibility to failure of the constituents of particulate two-phase composites, International Journal of Damage Mechanics, 10 (1), p.56-72, 2001 Duber O., et al., Experimental characterization and two-dimensional simulation of shortcrack propagation in an austenitic-ferritic duplex steel, International Journal of Fatigue, 28 (9), p.983-992, 2006 Sarwar M., et al., Crack path morphology in dual-phase steel, Journal of Materials Engineering and Performance, 15 (3), p.352-354, 2006 Sarwar M. and Priestner R., Influence of ferrite-martensite microstructural morphology on tensile properties of dual-phase steel, Journal of Materials Science, 31 (8), p.2091-2095, 1996 Hallback N., Mixed-mode I/II fracture behaviour of a high strength steel, International Journal of Fracture, 87 (4), p.363-388, 1997 Huo C. Y. and Gao H. L., Strain-induced martensitic transformation in fatigue crack tip zone for a high strength steel, Materials Characterization, 55 (1), p.12-18, 2005 Mei Z. and Morris J. W., Influence of Deformation-Induced Martensite on Fatigue CrackPropagation in 304-Type Steels, Metallurgical Transactions a-Physical Metallurgy and Materials Science, 21 (12), p.3137-3152, 1990 Ye D. Y., Matsuoka S., Nagashima N., and Suzuki N., The low-cycle fatigue, deformation and final fracture behaviour of an austenitic stainless steel, Materials Science and Engineering a-Structural Materials Properties Microstructure and Processing, 415 (1-2), p.104-117, 2006 Barlat F. and Richmond O., Modelling macroscopic imperfections for the prediction of flow localization and fracture, Fatigue & Fracture of Engineering Materials & Structures, 26 (4), p.311-321, 2003 Erdogan M., The effect of new ferrite content on the tensile fracture behaviour of dual phase steels, Journal of Materials Science, 37 (17), p.3623-3630, 2002 Erdogan M. and Tekeli S., The effect of martensite particle size on tensile fracture of surface-carburised AISI 8620 steel with dual phase core microstructure, Materials & Design, 23 (7), p.597-604, 2002 Gan W., Babu S.S., Kapustka N, and Wagoner R.H., Microstructural effects on the springback of advanced high strength steel, Accepted for publication in the Metallurgical and Materials Transactions A, July 11th, 2006 Shunichi H. and Takahiro K., High strength hot rolled steel sheet with excellent workability, Japan Patent Office, Patent No. 2001-279378, October 10th, 2001 Kim K., Yamanaka M., and Altan T., Prediction and elimination of ductile fracture in cold forgings using FEM simulations, in Proceedings of the NAMRC, Society of Manufacturing Engineers, Houghton,MI, 1995 Clift S. E., Hartley P., Sturgess C. E. N., and Rowe G. W., Fracture Prediction in PlasticDeformation Processes, International Journal of Mechanical Sciences, 32 (1), p.1-17, 1990 Damborg F.F., Wagoner R. H., Nielsen K. B., and Danckert J., Application of Ductile Fracture Criteria to Bending under Tension, in Proceedings of the 20th Biennal Congress, IDDRG, Sheet Metal Forming Beyond 2000, Genval, Brussels, Belgium, June 17-19th, 1998 Goijaerts A. M., Govaert L. E., and Baaijens F. P. T., Prediction of ductile fracture in metal blanking, Journal of Manufacturing Science and Engineering-Transactions of the Asme, 122 (3), p.476-483, 2000 12 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. Marciniak Z. and Kuczynski K., Limit strains in the process of stretch forming sheet metal, Int. J. Mech. Sci., 9, p.609–620, 1967 Graf A. and Hosford W., Effect of Changing Strain Paths on Forming Limit Diagrams of Al 2008-T4, Metallurgical Transactions a-Physical Metallurgy and Materials Science, 24 (11), p.2503-2512, 1993 Kleemola H. J. and Pelkkikangas M. T., Effect of predeformation and strain path on the forming limits of steel, copper and brass, Sheet metal industries, 63, p.559-591, 1977 Laukonis J. V. and Ghosh A. K., Effects of strain path changes to the formability of sheet metals, Metallurgical and Materials Transactions a-Physical Metallurgy and Materials Science, 9, p.1849-1856, 1978 Stoughton T. B. and Zhu X. H., Review of theoretical models of the strain-based FLD and their relevance to the stress-based FLD, International Journal of Plasticity, 20 (8-9), p.1463-1486, 2004 Stoughton T. B., A general forming limit criterion for sheet metal forming, International Journal of Mechanical Sciences, 42 (1), p.1-27, 2000 Stoughton T. B., Stress-based forming limits in sheet-metal forming, Journal of Engineering Materials and Technology-Transactions of the Asme, 123 (4), p.417-422, 2001 Wu P. D., et al., On forming limit stress diagram analysis, International Journal of Solids and Structures, 42 (8), p.2225-2241, 2005 Yao H. and Cao J., Prediction of forming limit curves using an anisotropic yield function with prestrain induced backstress, International Journal of Plasticity, 18 (8), p.1013-1038, 2002 Kuwamura H., Fracture of steel during an earthquake - state-of-the-art in Japan, Engineering Structures, 20 (4-6), p.310-322, 1998 Kuwamura H. and Yamamoto K., Ductile crack as trigger of brittle fracture in steel, Journal of Structural Engineering-Asce, 123 (6), p.729-735, 1997 Damborg F.F., Wagoner R. H., Danckert J., and Matlock D.K., Stretch-Bend Formability, in Proceedings of MP2M-Center Seminar, Danmarks Tekniske Universitet, Institut for Procesteknik, Afd. for Mekaniske Materialeprocesser, Lyngby, November 19th, 1997 Anand L. and Kothari M., A computational procedure for rate-independent crystal plasticity, Journal of the Mechanics and Physics of Solids, 44 (4), p.525-558, 1996 Asaro R. J., Crystal Plasticity, Journal of Applied Mechanics-Transactions of the Asme, 50 (4B), p.921-934, 1983 Lebensohn R. A. and Tome C. N., A Self-Consistent Anisotropic Approach for the Simulation of Plastic-Deformation and Texture Development of Polycrystals - Application to Zirconium Alloys, Acta Metallurgica Et Materialia, 41 (9), p.2611-2624, 1993 Carden W. D., Geng L. M., Matlock D. K., and Wagoner R. H., Measurement of springback, International Journal of Mechanical Sciences, 44 (1), p.79-101, 2002 Vallance D. W. and Matlock D. K., Application of the Bending-under-Tension Friction Test to Coated Sheet Steels, Journal of Materials Engineering and Performance, 1 (5), p.685693, 1992 Wang J. F., et al., Creep and anelasticity in the springback of aluminum, International Journal of Plasticity, 20 (12), p.2209-2232, 2004 Wenzloff G. J., Hylton T. A., and Matlock D. K., A New Test Procedure for the Bending under Tension Friction Test, Journal of Materials Engineering and Performance, 1 (5), p.609-613, 1992 13