Low Pressure Molding Compound Hood Panel for a Passenger Car
advertisement

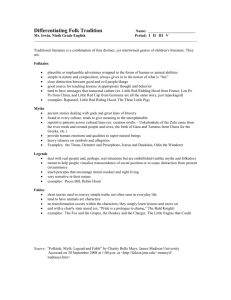
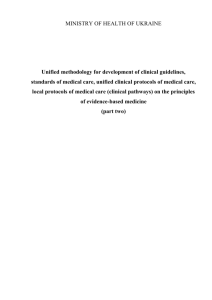
F2000A106 Seoul 2000 FISITA World Automotive Congress June 12-15, 2000, Seoul, Korea Low Pressure Molding Compound Hood Panel for a Passenger Car Chi-Hoon Choi1) *, Sang-Sun Park1), Kye-Won Ahn2) , Jeong-Eek Rhee2) 1) Polymeric Materials Research Team, Hyundai Motor Company, Korea 2) Development Department, Dayone, Korea Low pressure molding compound (LPMC) is a new kind of composite material which can be used for automotive body panels. LPMC has similar mechanical properties compared to conventional sheet molding compound (SMC) but excellent moldability due to the different thickening system. In this paper, we prepared LPMC hood prototype for a passenger car using a low cost tooling. Inner panel and outer panel were made of general-density and low-density grade LPMC, respectively, in order to maximize weight reduction maintaining surface quality. Physical Properties containing tensile strength, flexural modulus, notched Izod impact strength of those samples were investigated. In addition, CAE simulation was also done for strength analysis of the hood assembly. Keywords: LPMC, hood, low density, physical properties, glass microsphere. INTRODUCTION EXPERIMENT / MODELING Sheet molding compound (SMC) based on liquid unsaturated polyester (UP) is increasingly used for automotive components including body panels, chassis parts, and under-the-hood parts. Examples of SMC hood panel application for passenger cars are Ford Lincoln continental, Chrysler Sebring JX, Dodge Viper, GM Corvette, Camaro, EV1 and so on. The composition of the SMC generally includes UP resin (25-30wt%), fibrous reinforcing material (25-30wt%), mineral filler (4045wt%) and other additives such as release agent, pigment, thickening agent, and so on. Recently low pressure moldable SMC, called LPMC, has been introduced by Scott Bader company. They use unique thickening system. A crystalline polyester called Crystic Impreg is used as a thickening agent instead of metal oxide in conventional SMC formulation. The crystalline resin is dissolved in the liquid resins at 80℃, processed into a paste, converted into LPMC at above 50℃. Other conditions like glass fiber loading and resin feeding are much similar to traditional SMC. At the end of stage the compound is allowed to cool (room temperature) and the crystalline resin in LPMC becomes insoluble almost immediately inducing viscosity increase. Therefore, additional maturation period is not needed and the handling characteristics remain for much longer time than metal oxide thickened conventional one. The advantages of LPMC are mainly come from the different thickening mechanism. They have superior flow characteristics than conventional SMC. LPMC material can be compression molded at much lower pressure (1-3 MPa), therefore LPMC needs lower tooling and maintenance costs. In this paper we developed two formulations, the one is general density low profile Class ”A” LPMC for outer panel and the other is low density hollow glass microsphere filled LPMC. Effect of molding pressure on low density LPMC also investigated. Prototype hood inner and outer panels are molded by using zinc alloy molds and then bonded together with an adhesive at room temperature. MATERIALS Resins Ortho-type (OS108, Aekyung Chem.) and iso-type (OS980, Aekyung Chem.) UP resins are used in LPMC Compounding. Polyvinyl acetate(PVAc) type low-profile agent (Q6016, Aekyung Chem.) is also used in this study. Crystalline saturated polyester (Crystic Impreg C773, Scott Bader) and crystalline unsaturated polyester (Crystic Impreg C772, Scott Bader) are used as thickening agents for general density and low density formulation respectively. Crystalline saturated polyester is designed for use as a combined thickener/low-profile agent so it is not necessary to add any other low-profile agent but crystalline unsaturated polyester is used with a low-profile agent. Additional styrene is also included in LPMC fomulations in order to achieve adequate crosslinking. Reinforcement, Filler and Others Glass fiber roving (RS4800-433, Owens-Corning Korea) is fed and cut in 1-inch size, then the chopped glass fiber is loaded on the resin paste. Calcium carbonate is used as the primary filler to increase stiffness of moldings and to reduce shrinkage / thermal expansion and overall cost of material. Two types of very fine calcium carbonate, surface-coated one (Omyacarb 1T, Omya Inc.) and non-coated one (Omyacarb 2, Omya Inc.) are incorporated in LPMC. Their mean particle diameters are 1.7 and 2.7 μm, respectively. To obtain lighter hood assembly calcium carbonate is replaced by hollow glass microsphere (K37, 3M, 80 μm) as a filler. Cross-linking catalyst used * chchoi1@hyundai-motor.com 1 is a t-butyl perbenzoate. Inhibitor used is a pbezoquinone to prevent premature polymerization. Internal release agent used is zinc stearate. A methacrylate type adhesive (Plexus MA320, ITW) is used for structural bonding of molded hood panels. Low Density LPMC Recipe for Inner Panel The recipe of newly developed LPMC compound for hood inner panel is shown in Table 3. Iso-type UP resin, PVAc, crystalline unsaturated polyester and styrene monomer are used in this formulation. Direct substitution of calcium carbonate in weight fraction with microsphere can change the physical property balances because of the differences between specific gravity of calcium carbonate (2.7) and microsphere (0.37). Thus we prepared low density LPMC on the basis of volume fraction. The volume fractions of resin and glass fiber are almost constant but mineral filler is substituted by glass microsphere. It is noted that the weight fraction of glass fiber is increased from 25 to 35 due to the presence of low-density filler. The calculated specific gravity of the formulation (LPMC2) is 1.30. COMPUNDING AND MOLDING The LPMC compounds are prepared using an modified SMC machine (Schmidt and Heinzmann) to maintain the higher processing temperature. Standard LPMC Recipe The basic formulation of LPMC compound is shown in Table 1. The formula was already developed for class “A” automotive body panels. The calculated specific gravity of the standard formulation (LPMC-S) is 1.95, which is not suitable for our weight target, i.e. 30% weight reduction. Thus formulations for hood outer panel and inner one are newly developed in this paper. Resin consist of ortho-type UP, iso-type UP, crystalline saturated polyester, and styrene monomer. Table 3. LPMC Formulation for inner panel Material Resin Glass Fiber Mineral Filler Microsphere Additives Total Table 1. Standard LPMC Formulation Material Resin Glass Fiber Mineral Filler Additives Total Volume Fraction 40.6 18.4 34.5 6.5 100 Weight Fraction 22.6 25.0 48.6 3.8 100 Test plaques in size of 300mm by 300 mm with 3mm thickness are compression molded at a specimen mold using a laboratory press at 145℃, 2MPa. Both hood inner panel and outer panel are compression molded at prototype using a 500 ton press at the same conditions. The recipe of reformulated LPMC compound for hood outer panel is shown in Table 2. The weight fraction of glass fiber is maintained. However, the content of mineral filler is decreased whereas that of resin is increased. The calculated specific gravity of this compound (LPMC-1) is 1.80. Resin Glass Fiber Mineral Filler Additives Total Volume Fraction 46.3 17.4 29.1 7.2 100 Weight Fraction 32.1 35.0 19.3 7.6 6.0 100 Specimen and Parts Molding Class A LPMC Recipe for Outer Panel Material Volume Fraction 39.9 17.6 9.4 26.7 6.4 100 TESTS Tensile properties of the LPMC samples were determined following the standard procedure described in ASTM D638 with type I specimens. A universal testing machine (UTM) was operated at a crosshead speed of 5mm/min. Tests were made at room temperature, and at least seven runs were made to report the average. Flexural properties of the samples were measured using the UTM at a crosshead speed of 1.3mm/min (ASTM D790) and notched Izod impact strength was also measured using a impact tester (ASTM D256). Bending and torsion strength of hood parts are measured using push pull gage, U-Cam and mounting jigs. Weight Fraction 27.1 25.0 43.4 4.5 100 Table 2. LPMC Formulation for outer panel 2 between calculated values and tested ones are existed, LPMC-1 is 1.82 and that of LPMC-2 is 1.31. This means that LPMC-1 and LPMC-2 are 7% and 33% lighter than LPMC-S. The effect of molding pressure on specific gravity for LPMC-2 is shown in Figure 2. The crush strength of glass microsphere K37 used in this study is about 20 MPa, which is much higher than molding pressure of LPMC. Therefore, the specific gravity of low density LPMC-2 is almost independent of molding pressure in our experimental range. It is well known that conventional SMC is compression molded at around 7~15 MPa. In that case, specific gravity of hollow microsphere filled SMC increases with increasing molding pressure. There must be particle size distribution of the glass microsphere. The micosphere break-up may occur more easily for large particles and during the high pressure compression molding. MODELING AND FEA Redesign from sheet metal hood CAD files to LPMC was done using CATIA at RS6000. This includes the structural changes of inner and the outer hood component, part thickness, and bonding area, etc. The CAD data was translated into prototype tooling. Finite element analysis (FEA) of part strength was performed to determine optimum part thickness using Indigo 2 (Silicon Graphics), in which Patran 8.0 software performed the analysis. RESULTS AND DISCUSSION Physical properties of newly compounded LPMC samples were compared to standard LPMC (control). The strength analysis and tests for both current steel hood and prototype LPMC hood were performed. Tensile Strength The test results of tensile strength for LPMC-S, LPMC-1 and LPMC-2 are shown in Figure 3. Tensile strength of reformulated LPMC-1 is 70MPa, which is slightly higher than that of LPMC-S. The Strength of SMC depends on many kinds of factors such as glass fiber type and content, filler shape and size, interfacial adhesion between UP resin and fiber or filler, the degree of filler dispersion etc. Glass fiber is the most commonly used reinforcement in the UP resin composites. Its fibrous structure imparts high tensile strength and high impact strength at relatively low cost. Calcium carbonate loading does not stiffen the composite as much as other fillers such as talc and mica. Hollow microsphere (glass microballoon) is used to lower the density of composite and also reduce cost per unit volume. The filler is not considered a true reinforcing filler. In our experiments, volume fraction of glass fiber is almost constant so filler type and content could become major factors. The hollow microsphere K-37 used in this study falls between 20 ~80 μm in particle sizes, which is much larger than calcium carbonate. In addition, interfacial area between UP resin and filler decreases with microsphere content because of lager filler size as well as spherical shape. Therefore, lower tensile strength of LPMC-2 indicates lower interfacial area among them. Disregarding the shapes, generally the smaller the particle, the better the reinforcement. PHYSICAL PROPERTIES Specific Gravity The test results of specific gravities for LPMC-S, LPMC-1 and LPMC-2 are shown in Figure 1. Some differences 2.5 Sp. Gr. 2.0 1.95 1.82 1.31 1.5 1.0 0.5 0.0 LPMC-S LPMC-1 LPMC-2 Fig. 1. Specific gravities for LPMC samples. 1.5 1.32 1.31 1.35 Tesile Strength(MPa) SP. Gr. 2.0 1.33 1.0 0.5 0.0 1 Mpa 2 Mpa 4 Mpa 6 Mpa Fig. 2. Specific gravities for LPMC-2 as a function of molding pressure. 80 67 70 LPMC-S LPMC-1 61 60 40 20 0 LPMC-2 Fig. 3. Tensile strength for LPMC samples. 3 strength than LPMC-1 but has much similar impact strength to LPMC-S. This is typical behavior in hollow glass microspher filled system. It seems that the drop in impact strength is due to the presence of microshere breakup on the notched edge acting as crack initiation sites. Flexural Strength 200 170 172 160 Impact Strength(J/m) Flexural Strength(MPa) The test results of flexural strength for LPMC-S, LPMC-1 and LPMC-2 are shown in Figure 4. The trend is much similar to tensile strength. Hollow microsphere filled LPMC-2 shows lowest flexural strength among them. 160 120 80 40 0 LPMC-S LPMC-1 1000 800 750 630 600 400 200 0 LPMC-S LPMC-2 Fig. 4. Flexural strength for LPMC samples. 820 LPMC-1 LPMC-2 Fig. 6. Impact strength for LPMC samples. THERMAL PROPERTY All the samples showed heat distortion temperature(HDT) higher than 250℃, which lies on maximum measuring range in our equipment. This is probably acceptable heat resistance for on-line painting. It is known that HDT of MPPO/PA blend for thermoplastic fender is lower than 200℃. The higher heat resistance of LPMC could give plastic body panels good on-line paintability. Flexural Modulus Flexural Modulus(GPa) Flexural modulus for LPMC-S, LPMC-1 and LPMC-2 are shown in Figure 5. LPMC-S shows the highest flexural modulus. LPMC-2 has lower flexural modulus than LPMC-1. It may come from the fact that reinforcing efficiency of hollow glass microsphere is lower than calcium carbonate. Reinforcing efficiency of filler in LPMC is also dependent on filler content, type and size. Lower modulus of LPMC-2 can also be explained by the filler effect. That is, the modulus of LPMC decreases with increasing glass microsphere volume fraction instead of calcium carbonate. 1.5 1.20 1.13 1.0 MODELING AND FEA Initial basic outlines for composite two-piece hood are as follows : 1.01 0.5 - Outside surface of the hood has to remain the same as it is now - Inside “contact points” such as striker reinforcement, hinges and overslam bumper also have to remain in the same position - A shallow “egg-box” configuration is used with the existing “contact points”. The design of the dimples is very important. We need to get as little bond area between inner and outer skins as possible while still retaining the “sandwich” effect for stiffness and strength - Outer panel has a small, downward flange that would be used to complete the outer edge of the part and to hide the outside joint condition. 0.0 LPMC-S LPMC-1 LPMC-2 Fig. 5. Flexural modulus for LPMC samples. Different thickness panels (either outer or inner) were molded in their respective molds. The stops on each mold were adjusted to create small changes in thickness of the panels. The thinner panel thickness is the lighter the hood. Therefore, a range of hood thickness/weight can be molded and evaluated to determine the optimum weight Notched Izod Impact Strength Notched Izod impact strength for LPMC-S, LPMC-1 and LPMC-2 are shown in Figure 6. LPMC-1 has higher impact strength than LPMC-S. LPMC-2 has lower impact 4 pronounced at torsion load condition. Bending strength of steel hood is slightly better than LPMC Hood1, however, torsion strength of steel hood is worse than Hood1. This fact means that steel can be replaced by LPMC composite without any significant loss of structural strength. savings for this particular component. Both 2.0 mm and 2.5mm thickness hood panels were molded and bonded together. FEA models for outer panel and inner panel are shown in Figure 7 and 8. Table 4. Displacement upon 10 kgf Load for Current Steel Hood and LPMC Hood FEA Analysis Bending(mm) Torsion(mm) Steel(L/R) 0.96/0.96 2.16/2.16 Hood1(L/R) 1.24/1.24 3.26/3.26 Hood2(L/R) 0.90/0.90 2.37/2.37 Strength Test Bending(mm) Torsion(mm) Steel(L/R) 1.7/1.9 14.0/14.0 Hood1(L/R) 2.1/2.4 10.4/10.1 Hood2(L/R) 1.9/1.8 5.9/5.4 Fig. 7. Outer panel model for FEA Table 5. Weight Analysis for Current Steel Hood and LPMC Hood (unit ; g) Steel Fig. 8. Inner panel model for FEA FEA analysis results for the hoods are summarized in Table 4. Hood1 is composed of 2.0mm thickness inner and outer panel and Hood2 is 2.5mm thickness panels. Analysis procedure and test method are based on our company’s specifications. Bending resistance upon external load is higher than torsion resistance for all the hood samples. When bending load is applied to the hoods, Hood1 is more flexible than steel whereas Hood 2 is slightly stiffer than steel. Hood1 has also weak resistance to torsional load and Hood2 has almost same level of torsion resistance. Actual test results for the prototype hoods are also shown in Table 4. There are some differences between FEA analysis and test results, that is, true displacements upon bending and torsion load showed higher values. Bending resistance of 2.0 mm or 2.5 mm LPMC hoods are somewhat inferior to steel hood, on the other hand, torsion resistance of LPMC hoods are superior to steel one. Egg-box structure may contribute to the increase in stiffness of hood assembly, which seems more Hood1 Hood2 Inner Panel 4600 3280 3930 Outer Panel 3280 2370 2980 Sub Total 7880 5650 6910 Reinforcements 685 230 230 Adhesives 200 70 70 Total 8765 5950 7210 Weight analysis results for current steel hood assembly and newly developed LPMC hoods with different panel thickness are summarized in Table 5. When only panels are considered 28% and 12% weight reduction are obtained for Hood1 and Hood2, respectively. Two hinge reinforcements and a striker reinforcement assembly are contained in steel hood assembly. Those are cut and fitted to LPMC hood inducing additional weight reduction. Steel stamped hood needs sealer treatment with hemming process for inner-outer panel assembly while LPMC hood needs adhesive bonding with or without rivet. Total 32% and 18% weight reduction are obtained for LPMC Hood1 and Hood2. 5 CONCLUSION Reformulated LPMC showed acceptable physical properties for automotive body panels as compared to standard LPMC. Addition of microsphere to LPMC formulation is primarily aimed to decrease specific gravity, leading to part weight reduction. It is noted that the replacement of filler does not give significant effects on physical properties of LPMC. Approximately 10% decrease in physical properties was investigated. This may imply that the glass microsphere is effectively dispersed in matrix resin. Total 32% weight reduction was achieved in the case of 2.0 mm thickness hood assembly due to the application of newly developed low-density LPMC as well as down-sized steel sub-parts. The comparison of the part strength test results indicates that 2.0 mm thickness LPMC hood assembly with design modifications could substitute steel stamped hood. REFERENCES [1] Maxwell, J., Plastics in the Automotive Industry, p. 93103, Woodhead Publishing Ltd., 1994. [2] Larson L. D., Robertson D. L., Ingham T. L., Shah V. C., Botts T and Anderson R., SMC Glass Microspheres as a Low Density Alternative to Traditional Fillers, SAE 980982. [3] Gregl B. V., Larson L. D., Sommer M. and Lemkie J. R., Formulation Advancements in Hollow-Glass Microspheres Filled SMC, SAE 1999-01-0980. [4] James A. and Miller T., Performance Comparison of Plastic Composites with Metals for Vertical Body Panel Applications, SAE 1999-01-0848. [5] Mallick P. K., 1988, Fiber Reinforced Plastics, p. 2334, Marcel Dekker. [6] Atkins K. E., Seats R. L., Rex G. C., Reid C. G. and Grandy R. C., Vertical Body Panels : Flexible Class A Surface Composites Via Compression or Injection Molding, SAE 920209. [7] Margolis J.M., Advanced Thermoset Composites, p. 174-179, Van Nostrand Reinhold, 1986. [8] Dick J.S., Compounding Materials for the Polymer Industries, p. 58-63, Noyes Publications, 1987. 6