FCC CATALYST - KEY ELEMENT IN REFINERY TECHNOLOGY
advertisement

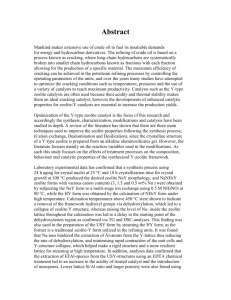
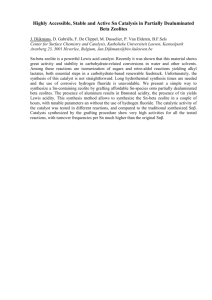
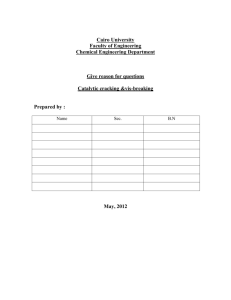
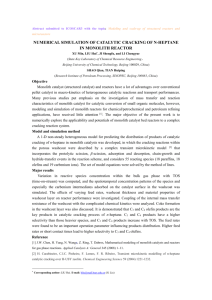
45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic FCC CATALYST - KEY ELEMENT IN REFINERY TECHNOLOGY HUDEC, Pavol Department of Petroleum Technology and Petrochemistry Institute of Organic Chemistry, Catalysis and Petrochemistry Faculty of Chemical and Food Technology, Slovak Technical University Radlinského 9, 812 37 Bratislava, Slovakia Key words: Fluid Catalytic Cracking, Catalysts, Zeolites, History, Technology Abstract: A short history of FCC development is presented, dealing with the history of technology of catalytic cracking on one side, and with the development of catalysts composition on the other side. The paper is focusing mainly to the role of catalysts used of catalytic cracking from the first fixed-bed cracking reactors to the modern FCC-technologies. A special interest is oriented to the zeolites as the key part of FCC catalysts. Introduction Fluid catalytic cracking units without any doubt belong to the most important refinery technologies. This process converts heavy atmospheric residues and vacuum distillates into fractions of motor fuels, mainly gasoline. The history of the beginning of the cracking of heavier crude molecules to lighter lead to the beginning of the crude oil applications in combustion engines. The need to upgrade less valuable petroleum products into gasoline has been recognized since around 1910. The cracking of long-chain hydrocarbons is the most important petroleum-refining process; the method of cracking long-chain hydrocarbons has evolved over the years, though the end goal always remained the same. Short history of crude-oil, kerosene and gasoline Until the mid-nineteenth century, most people used candles for indoor light or lamps that burned whale oil. As whaling depleted the supply of oil from whales, petroleum-based illuminants began to take its place. Crude petroleum that seeped in USA into ponds and creeks could be refined by simple methods to produce kerosene, good illuminating oil, and a small industry to produce kerosene from crude oil arose in the 1850s. The growth of the industry was limited by very small supply of naturally-surfacing crude oil. To supply the demand for indoor light, the petroleum industry needed to tap the reservoirs of oil that existed underground. The great effort for looking for the underground supplies of crude oil started with success in different parts of Earth. Early refiners obtained kerosene by heating the crude oil in tanks. The kerosene was then treated with an acid and then an alkali to remove its odor and to improve its color. The milestone in the crude-oil utilization was the development of the use of the light fraction of crude oil – gasoline (that was used before as solvent) as fuel in combustion engine. Very soon with the developing of the automobile industry, the supply of straight-run gasoline as fuel for automobile engines was insufficient. The solution of this problem was in two ways: 1 – to increase the exploitation of crude together with the capacities of refineries, or 2 – to convert the heavy crude oil fraction (atmospheric residues) into atmospheric distillates. The second alternative was realized by the development of thermal and later catalytic cracking. History of Thermal Cracking Burton and Humphreys, two American chemists, started to crack diesel oil fraction at elevated temperatures and elevated pressure to receive the gasoline with of acceptable quality. 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic 2 From a barrel of crude oil, twenty percent could be produced as "straight-run" gasoline through distillation. Thermal pressure cracking added another twenty percent. In January 1913 they began producing cracked gasoline, at about the time that Ford perfected his method of mass-producing automobiles. By this time, the history of cracking of a heavy crude oil fraction into light fraction started. When in 1899, the United States produced about six million barrels of gasoline, for use mainly as cleaning solvents, by 1919, mostly to supply motor vehicles, U.S. gasoline production had climbed to 99.7 million barrels, of which 15.5 million (16%) was cracked gasoline. The Burton process was limited in one important way: it produced cracked gasoline only in batches and had to stop every two days so that the stills could be cleaned of carbon residue that built up in the refining process. The effort was made to develope a thermal cracking processes that could go for longer periods between cleanings. One such process was invented by Jesse Dubbs and his son (patented between 1915 and 1919). The Dubbs process could feed crude oil in and out of pressure stills on a nearly continuous basis, removing carbon residue as it did so. During the 1920s, however, the petroleum refining industry faced a third challenge. The gasoline produced for motor vehicles suffered from a serious problem called engine knock, in which the gasoline failed to ignite evenly. As automobiles developed stronger engines to drive faster on newly paved roads, the problem became worse. It was found that adding tetraethyl lead to gasoline could sharply reduce engine knock. The anti-knock properties of gasoline were expressed by Octane number, that was 0 (severe knockink) for nheptane and 100 (no detectable knocking) for iso-octane. By 1930, gasolines had achieved octane ratings between 60 and 70. But distillation and thermal pressure cracking could not raise the octane any higher. Newer and more powerful engines required higher octane gasoline, and aircraft engines needed fuel with octane ratings of nearly 100. Only the discovery of efficient catalytic cracking by the French engineer Eugene Houdry in the 1920s produced higher octane gasoline and also increased the supply. The era of thermal cracking was generally in between 1913 (the start of Burton thermal cracking) via 1915 – start of Dubbs thermal cracking up to about 1936. In the present days – thermal cracking is working in refineries in the form of visbreaking and coking. History of catalytic cracking Already Burton and Humphreys at the beginning of 20th century had tried at first to use a catalyst, aluminum chloride, to crack petroleum but this catalyst proved uneconomical and the two shifted to thermal cracking. Houdry believed that the next great advance in refining lay in finding an economical catalyst. Houdry tried hundreds of possible catalysts. Finally in 1927, Houdry found that oxides of silicon and aluminum cracked heavier petroleum molecules. Houdry proved that gasoline cracked in this way was as good as the best gasoline on the market. The reason was in the different mechamisms of catalytic cracking in comparison with thermal cracking. While thermal splitting of C-C bond proceeds via radical mechanisms, producing mainly linerar cracking products, catalytic cracking proceeds in the presence of acid catalysts via carbocations giving much more branched products with high octane number. Houdry’s breakthrough came when he showed that his solid catalyst could be regenerated. As the catalyst was used, deposits of coke would form on the surface and slow or stop its ability to perform. Houdry realized that this coke could simply be burnt off, reexposing the catalyst surface. This process was called “regeneration”. The “Houdry fixedbed process” was the result of this work, and in 1936 the first commercial catalytic cracking plant opened. 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic 3 Houdry's process came to be called "fixed-bed" catalytic cracking. Fuel oil passed through beds of small pellets of silica-alumina in the reactor at temperatures of 800 to 1000 degrees Fahrenheit but at pressures lower than those in thermal cracking. A carbon residue accumulated on the catalysts with repeated use, but by regularly burning the catalysts with air and heat, the residue could be removed. For continuous work, the process was composed of several separate reactors and proceeded as a cyclic process (Fig. 1). While in some reactors cracking proceeded, in others the catalyst was regenerated by coke burning with air. Purging of reactors with inert gas was necessary before and after each regeneration cycle. Each reactor was equipped with a molten salt heat removal system to remove the heat evolved during the regeneration step. Heat from the regeneration step was transferred to the reaction step. The original catalyst used in Houdry process was acid-treated bentonite clays, probably in the form of pellets. It was first commercialized in 1937 and, by 1940, there were 14 such units built. Product fractionation Flue Gas Air Feedstock (heated) Fig. 1 Houdry fixed-bed catalytic cracking Thermal cracking processes had also improved by the 1930s, and a charge of heavy oil could yield almost forty percent gasoline, with an octane rating of 77. But with catalytic cracking, the same amount of heavy oil produced almost sixty percent gasoline, and if the process was repeated, the amount reached seventy-five percent. The octane rating was about 88 - 89. Catalytic cracking even more dramatically accelerated the production of gasoline. The next advance was Mobil's Thermofor Catalytic Cracking, which employed a moving catalyst bed with so-called macro catalyst (spherical shape with the diameter of 1.5-2 mm). In this process, catalyst flowed by gravity down through a reaction zone, then to a regeneration zone. Regenerated catalyst was moved back to the top of the reactor to repeat the cycle. At first, this was done by a bucket elevator system, later by pneumatic lift. This movement insured a constant catalyst activity, minimizing coke formation and catalyst deactivation. The moving-bed system increased gasoline yields by 15%, over the fixed-bed system. Units were built using the TCC process up to the early 1950's. 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic 4 Development of FCC technology Fluid Catalytic Cracking development started in the 1930's following the discovery that, under proper conditions, finely divided solids could be made to flow like liquids. Such small particles offered advantages in heat transfer and mass diffusion over the large catalyst pellets used in other processes. For catalytic cracking, fluid phase seemed to be very advantageous also from the point of view of very quick heat transfer because of strong endothermic effect during cracking of feed and strong exothermic effect in the coke-burning regeneration. The first FCC unit went on stream in Standard Oil of New Jersey's refinery in Baton Rounge, Louisiana in May 1942 (beginning in 1938). Due to heavy wartime requirements for motor and aviation fuels, and the capability of this process, 34 new units were put on stream between 1942 and 1945. Installed capacity was over 500,000 barrels per day. The FCC technology proceeded via many construction changes and development. The first was upflow Model I FCC (Fig. 2), then downflow Model II FCC (Fig. 3), stacked FCC design, where reactor was situated just over regenerator (Fig. 4), Esso model 4 where catalyst flowed between reactor and regenerator via U-shaped pipes (Fig. 5), and finally generally accepted straight- riser design (Fig. 6). The side-by-side design with straight riser, better for large units, was commercialized in 1950. One of the greatest problems in the looking for the best design of FCC unit, consisting of reactor and regenerator, was erosion of pipes and namely valves, regulating movement of catalyst. Other solved problem was internal design of regenerator for the complete coke combustion. 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic Fig. 2 Upflow model I FCC Fig. 3 Downflow Model II catalytic cracking unit Fig. 4 Stacked FCC design 5 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic Fig. 5 Esso model 4 FCC unit Fig. 6 Straight-riser design of FCC unit 6 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic 7 Nevertheless, by 1944, twenty-nine catalytic cracking units were in operation throughout the United States. These produced almost all of the aviation gasoline used by the Allies in the Second World War. When Britain entered the war against Germany in 1939, the main suppliers of 100-octane aviation gasoline were companies whom had joined together to research catalytic cracking of crude oil. In the summer of 1940, Britain was under air attack from bases in the now German-held France and Belgium. Using 100-octane gasoline, British fighter aircraft performed better and were able to match and finally outperform the attacking German airforce. Development of FCC Catalysts At the heart of FCC units are the catalysts themselves. The development of active and stable FCC catalysts went parallel with the FCC design development. It was known, that for cracking of C-C bonds, the acid catalysts are needed. The first acid catalyst, tested for cracking of heavy petroleum fraction, was aluminium chloride. But the problems with the manipulation, corrosion and the wastes treatment were greater than its positive action. In the 1940’s, silica-alumina catalysts were created and greatly improved over the natural clay catalysts. It was Houdry, who for the first time used acid-activated bentonite as active acid catalyst for catalytic cracking. But the most significant advance came in 1962 when zeolite catalysts were incorporated into the silica-alumina structures. Advances in catalysts have produced the greatest overall performance of FCC units over the last fifty years. After natural alumosilicates, also synthetic alumosilicates were prepared with outstanding cracking properties. Both natural and synthetic aluminosilicates (silica-alumina catalysts) were known for their Lewis acid sites. The early synthetic amorphous alumosicate catalysts contained about 13 % wt. of Al2O3 (low alumina), in about 1955 the content of Al2O3 increased to about 25%. But when the zeolites were put into their structure, strong Bronsted acid sites resulted, with very easily accessible Lewis acid sites also present. After experimentation, it was found that these new catalysts possessed all of the properties required of a successful catalyst: activity, stability, selectivity, correct pore size, resistance to fouling, and low cost. In 1962 a catalyst known as Zeolite-Y was added to the active alumina catalyst. Researchers from Mobil Oil found that by adding small amounts of zeolite into the matrix of the older silica-alumina catalyst structures, a new catalyst was produced which performed notably better than any catalyst before. The zeolite catalyst vastly improved gasoline yield and quality. The first commercial zeolite catalysts were introduced in 1964, and zeolite catalysts are still in use today. Not only quality of acid component of cracking catalysts has a great importance for the use in FCC-process. The very important properties of the catalysts are size and shape of catalyst particles. In Houdry´s fixed-bed catalytic cracking unit the catalyst – activated bentonite was probably in the form of pellets. For Thermofor catalytic cracking unit the catalysts were of spherical shape with the diameter of about 1-2 mm. For FCC technology, the finely powdered catalyst was originally obtained by grinding the catalyst material. In 1948, the first spray-dried catalyst was introduced, examples are in Fig. 7. The microspherical particles (50-100 μm) were produced with the similar particle-size distribution as the ground catalysts before. However, the spherical particles showed both improved fluidization properties as well as significant reduction of attrition losses. 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic 8 Fig. 7 Examples of spray-dryers with nozzle (A) and rotary (B) atomizers Zeolites as acid component of FCC catalysts Natural zeolites were known from 1765, when the first natural zeolite was discovered by Swedish mineralogist Croensted. Since that time, more naturally-occuring zeolites as mineralogical rarities were discovered in volcanic rocks. Because of the very small quantities of zeolite supply, their use was impossible. Only after the discovery of huge resources of some types of natural zeolites in sedimentary rocks, great applications were opened in ionexchange and sorption areas. At the same time, their catalytic properties were studied, and the great effort to prepare synthetic zeolites started. As first prepared synthetic zeolite by Union Carbide in 1949 was A-type zeolite (LTA) having Si/Al=1 with very high ion-exchange capacity but it was not possible to convert him to acidic form, stabile in the conditions of the FCC-technology. The next synthetic zeolite prepared in 1950 was zeolite X with faujasite structure (FAU), having Si/Al=1.2 is synthesized in Na-form, that is inactive in acid catalysis. It is impossible to ion-exchange sodium cation into ammonium cation and to calcine them to obtain H-form, because such form is not stabile and after such treatment the crystalline zeolite structure collapses. To obtain acid catalytic activity of X-zeolite, the only possibility was the ion-exchange with multivalent cations, partially with calcium, but predominantly with rareearths, mainly Lantanum and/or Cerium (REX). The rare-earth cations increased the hydrothermal stability of X-zeolite in FCCprocess, because the La3+ cations eliminated the negative charge of three aluminium atoms in zeolite structure at the same time. Very soon after the X-zeolite first synthesis, the next synthetic zeolite with faujasite structure (FAU) was prepared: Y-zeolite with Si/Al=2.5-3. The higher Si/Al ratio was found as more stable against acid and hydrothermal dealumination. It was possible by ion exchange of NaY zeolite to prepare ammonium form, and by calcinations convert into H-form, possessing strong Broensted acid sites (Fig.8): NaY + NH4+ ↔ NH4Y + Na NH4Y (500 °C) → HY + NH3 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic 9 | | | O O H+ O | | | | — O — Si —O — Al- — O — Si — O — | | | O O O | | | Fig. 8 The nature of Broensted acid centers in zeolite structure But, such prepared HY-zeolite was still not stabile in the conditions of FCCtechnology - the presence of 100% steam at high temperature: in riser, reactor and stripper about 550 °C, in regenerator more than 700 °C. At such “hydrothermal” conditions, the hydrolysis of framework aluminium occurs and the frameworks strongly dealuminates, causing partial and even total collapse of zeolite Y structure. The first solution of the Y-zeolite instability was ion-exchange with rare-earths cations similarly as in the case of X-zeolites. REY zeolites were for long-time the most used zeolites in FCC-catalysts. Later, the method of stabilitation of zeolite Y structure without RE-cations was developed: ammonium-exchanged zeolite was treated in special conditions by 100% steam at the temperature up to 800 °C, causing partial dealumination of framework, creation of extraframework aluminium (weak Lewis acid centers), but in the framework still rest strong Broensted acid sites necessary for cracking. Such treated Y-zeolites were extremely stable, and were called as “ultrastable zeolites Y” – USY. This kind of Y-zeolites represented the new generation of acid component in FCC-catalysts. The great advantage of the USY zeolites was that during hydrothermal dealumination with steam at the high temperature the secondary mesoporou structure was created in zeolite crystals (Fig. 9). Fig. 9 Creation of secondary mesopores in zeolite Y structure during hydrothermal stabilization in 100% steam at 800 °C 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic 10 The created mesopores in Y.zeolites increase its cracking activity from the point of view of improving the diffusivity of greater molecules into zeolite crystals to acid catalytic centers. Generally, the philosophy of the FCC-catalyst preparation is: to have weak acid centers in macroporous part of catalyst particles to insure pre-crack the great molecules of residue to smaller molecules which could enter to the mesopores with stronger acidity. Product of cracking in mesopores could finally enter the zeolite micropores to crack over strongest zeolite acid centers into the smaller molecules, mainly gasoline fraction (Fig. 10). Fig. 10 The role of different pore size in cracking of residues molecules The mesopores created in zeolite crystals after hydrothermal dealumination improve the diffusivity of greater molecules to strong acid centers and increase the overall conversion into gasoline in comparison with zeolite without mesopores. The above-mentioned overall pore structure of FCC-catalyst is insured by a complex catalyst composition that is generally “know-how” of each company producing FCCcatalysts. Generally, the FCC-catalyst contains the active macroporous matrix (maybe the activated clay), mesoporous synthetic silica-alumina, and zeolite. The activated clay after calcinations also plays role as a binder and gives to FCC spheres strong resistance against attrition. As zeolite component, REY, USY and also combination – REUSY are used. Beside of these components, FCC-catalyst could contain also so-called metal traps for the elimination of poisoning of acid centers by V and Ni from feed. Moreover, each FCC catalyst could be “taylor-made” for certain feed composition and desired products spectra. The future in the FCC-catalysts is in the looking for new materials, maybe special kind of microporous alumosilicates – zeolites, or even mesoporous molecular sieves with more opened pore structure allowing the diffusion even greater molecules into pores, but with geometry and strength of acid sites similar to the strongest acid sites known in zeolites. One of the results of the effort of Mobil researchers was the synthesis of so-called “mesoporous molecular sieves” of M41S family, that are marked as MCM-41 and MCM-48. These materials are prepared via mechanisms of the creation of hexagonally micelles structures from surfactants (e.g.trimethyl hexadecyl ammonium bromide). Depending on the alkyl chain of surfactant and the conditions of synthesis, the prepared mesoporous material could have regular uniform mesoporous structure with pore size 3-10 nm (Fig.11). Such material could be very suitable as acid component of FCC catalyst under assumption to preserve its strong acidity, similar as in zeolites, even after steam treatment at elevated temperatures. Unfortunately, up to now, the effort for the preparation of enough 45th International Petroleum Conference, June 13, 2011, Bratislava, Slovak Republic 11 stable acid component of FCC catalyst from mesoporous molecular sieves was not successful; aluminium in its structure is not as stable as in Y-zeolite. Fig. 11 Comparisom of pore structure of zeolites ZSM-5 (0,55nm), VPI-5 (1,2 nm) and mesoporous molecular sieve MCM-41 (3.5 nm) inTEM Special types of FCC catalyst is zeolite ZSM-5 containing catalyst, used as additive to standard FCC catalyst to increase RON of produced gasoline and/or to increase the propylene yield. This ZSM-5 zeolites has strong “reactant selectiviy” and crack predominantly nalkanes. Because the cracking over acid centers proceeds via cracking of beta C-C bond to created secondary (or terciary) carbenium ions, the main product of cracking of longer nalkanes is propene (or butenes). Conclusions FCC-technology represents one of the most expanded processes producing motor fuels from heavy distillates and residues. On the one side, the FCC technology from the engineering point of view is one of the most sophisticated equipment in the chemical industry. On the other side, the key factor in such technology is good active, stabile and selective “tailor-made” catalyst, converting specific feed of heavy distillates and residues into desired products. Market with FCC-catalysts is the greatest one in all kinds of catalysts, and at the same time it is the greatest consumer of zeolites (Y, partially ZSM-5) besides of zeolite A in detergents. There is still great effort to look for more active, selective and stabile materials as acid components of FCC catalysts to improve their desired performance.