European Management Journal Vol. 14, No. 5, pp. 442-450, 1996
~
Copyright © I990 Elsevier Science Ltd
Printed in Great Britain. All rights reserved
Pergamon
S02 63-2 3 73(96)0003 7-0
0263-2373/96$I5.00+ 0.00
From Mass Production to
Mass Customization:
The Case of the National
Indust:rial Bicycle
Company of Japan
SURESH KOTHA, Assistant Professor of Business Policy and Operations Management, Stern
School of Business, New York University
By means of a detailed study of the National
Industrial Bicycle Company of Japan (NIBC),
Suresh Kotha examines the dynamics of implementing mass customization in a firm that pursues
both mass production and mass customization in
two different factories. NIBC reaps superior returns
by employing a 'system' which increases interaction
between the mass production and mass custom
factories and encourages knowledge creation.
The author then considers the most important
external (industry level) and internal (firm level)
conditions which are necessary to successfully
pursue mass customization, and points out that the
interactions and interrelationships between them are
important to a successful outcome too. Copyright ©
1996 Elsevier Science Ltd
Introduction
Mass customization as a viable approach to competitive
strategy is capturing the imagination of both managers
and business academics. The term 'mass customization'
has been described as 'a world of paradox with very
practical implications' (Davis, I987). The concept is
based on the notion of 'economies of scope' where
advances in manufacturing and information technology,
as well as new management methods (e.g. JIT and lean
production), enable firms to provide product variety and
customization through flexibility and quick responsiveness in many industries.
Employing mass
442,
customization, firms can produce enough variety in
products and/or services so that nearly everyone finds
exactly what he or she wants at a reasonable price (Pine,
1993).
According to Kotler (1989) the concept of 'mass market'
is dead and market segmentation has now progressed to
the era of mass customization. Kotler and others argue
that firms operating in the current competitive landscape
can no longer produce standardized products or services
for homogenous markets and still command superior
returns. In this context, mass customization represents
the 'new frontier' in a world of increasingly saturated
markets and sluggish growth in demand for many
manufactured products 0Nestbrook and Williamson,
1993).
The growing interest in mass customization has led
researchers to suggest that firms that shift from mass
production to the emerging paradigm of mass
customization will gain a competitive advantage.
Emerging literature on the topic suggests that mass
production and mass customization are fundamentally
different and incompatible paradigms. Pine et aI. (1993),
the key proponents of this view, note that mass
production and mass customization approaches require
different organizational structures, values systems,
learning methods, and ways of relating to customers
(see also Kotha, 1994).
Although this emerging literature on the topic is helpful
in enumerating differences between mass production and
EuropeanManagementJournalVo114No 5 October 1996
electronic circuit boards
FROM MASS PRODUCTION TO MASS CUSTOMIZATION
mass customization, we know little about the dynamics
of implementing mass customization in a firm that is
heavily dependent upon mass production. Based on an
in-depth study of the National Bicycle Industrial
Company (NBIC), I examine the dynamics of implementing mass customization in a firm that pursues both
mass production and mass customization (Kotha and
Fried, 1993). By simultaneously pursuing both mass
production and mass customization, NBIC has
developed a 'system' that it then exploits to reap
superior returns. I discuss NBIC's competitive strategy
and illustrate the mechanisms the firm has instituted to
link the two approaches. In doing so, the following
question is addressed: What are the important external
(industry-level) and internal (firm-level) conditions
necessary for successfully pursuing mass customization?
NBIC and its Approach to Competition
NBIC was Japan's second largest manufacturer of
bicycles in 1992, with sales of nearly ¥20 billion. The
firm manufactures and markets bicycles under three
different brand names: Panasonic, National, and Hikari.
NBIC targets each brand at a unique market segment,
and together these three brands cover a wide spectrum
of bicycles sold by the firm in the Japanese Bicycle
Industry (JBI). Two of these brands, National and Hikari,
form the bulk of NBIC's production and sales. The firm's
most expensive line, Panasonic, accounted for slightly
less than 20 per cent of total production in 1992. The
executives at NBIC recognize that the firm is heavily
dependent upon the mass market for the bulk of its
revenues and profits, and that this situation is unlikely to
change dramatically in the near future.
The firm has two factories, one for mass production and
the other for mass customization, located adjacent to
each other. Initially conceptualized as a pilot plant, the
mass-custom factory was built in 1987. Here the highend, custom-made Panasonic bicycles are produced and
shipped to dealers for delivery to individual customers.
In 1992, NBIC produced 700,000 bicycles, 90 per cent of
which were produced by the mass-production factory
and shipped to Matsushita's (NBIC's parent corporation)
sales subsidiaries. In contrast, only about 12,000 of these
bicycles were produced at the firm's mass-custom
factory.
The majority of the firm's 470 workers worked in the
mass-production factory. Of these, slightly more than 66
per cent are classified as direct or line workers and the
rest as indirect workers. Only a few (about 18 workers in
1989) of NBIC's best skilled line workers produce the
custom-made Panasonic bicycles at the mass-custom
factory. Operating on a single-shift basis throughout the
year, these highly skilled workers produce a small
fraction of the firm's total bicycle production.
To better appreciate the conditions under which the firm
developed its approach to customization, it is necessary
EuropeanManagementJournalVo114 No 5 October 1996
to understand the industry conditions that NBIC faced
during the 1980s and early 1990s.
Changing Industry Conditions
Bicycle producers in Japan can be subdivided into two
groups: manufacturers and assemblers. As their name
denotes, the assemblers purchase all their components
from outside parts suppliers and only assemble the
bicycles in their facilities. In contrast, manufacturers
design and manufacture important structural components
that include the bicycle frames and front forks, but buy
other components (e.g., pedals, wheels, and tires) from
external suppliers. Historically, manufacturers accounted
for most of the bicycles produced in Japan. Starting with
the 1980s, bicycle shipments were evenly split between
the manufacturers and assemblers.
Bicycles in Japan are distributed through wholesalers,
retailers, supermarkets, and department stores. There
were approximately 1,600 wholesalers and about 38,000
retailers in 1990. Whereas many wholesalers were
subsidiaries of leading manufacturers, such as Bridgestone, Miyata, and NBIC, retail outlets, for the most part,
were small family-owned stores. Approximately 60 per
cent of bicycles sold were transferred from wholesalers
to retailers, while the remaining were distributed
through supermarkets and department stores located
throughout the various islands that constitute Japan. In
the past, large company-owned wholesalers dominated
the distribution of bicycles. Recently, supermarket chains
and household superstores or 'home centers' have
started selling bicycles, thus enabling assemblers to gain
an increasing share of the industry.
During the late 1980s, the bicycle industry in Japan was
maturing rapidly. Demand was sluggish, and the average
unit price the customer was willing to pay for a
'standard' bicycle was falling. As the demand for bicycles
plateaued, there was increasing competition among the
manufacturers. To gain market share, manufacturing
firms such as Bridgestone and NBIC introduced
numerous new models. Although the average prices of
sporting bicycles, the high-end market segment, were
increasing, even this segment was not experiencing any
substantial increase in growth.
Mass Customization at NBIC
It was under such industry conditions that NBIC's
Managing Director, Hata, along with the firm's president,
decided that it was time to rethink NBIC's strategy. The
firm then embarked on the path to conceptualize, develop
and implement an innovative approach to competition.
Among other things, NBIC's managers wanted a 'system'
that would help the firm increase its market share in the
high-end market segment (Panasonic bicycles in this
case). More importantly, they wanted to devise a 'system'
of production and delivery that clearly differentiated
NBIC's Panasonic brand from competitors' products, and
443
FROM MASS PRODUCTION TO MASS CUSTOMIZATION
fulfilled the customers' growing need for variety. In other
words, they wanted to customize bicycles to individual
customer specifications. 1
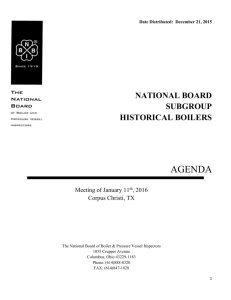
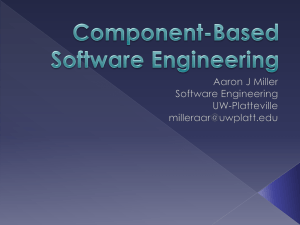
Figure 1 illustrates the process steps involved in
producing a custom-Panasonic bicycle at NBIC's masscustom factory.
The project leader, Hata, working with a multi-functional
team (e.g., product designers, process engineers and
production workers), devised the firm's approach to 'mass
customization'. Under his stewardship, the team completed the project in a mere four months. The new system
that was devised was named the Panasonic Ordering
System (POS) and unveiled to customers in Japan.
Under POS, Japanese consumers were guaranteed that
custom-made 'Panasonic' bicycles will be delivered in
two weeks. Moreover, the custom-made Panasonic
bicycles were priced at about 20 to 30 per cent higher
(depending on the particular model and features selected)
than 'comparable' Panasonic bicycles produced in the
mass-production factory.
Not an
'Either/Or' A p p r o a c h
Recognizing that the mass-production and mass-custom
factories can serve different segments, NBIC is pursuing
both approaches simultaneously. The firm does not view
the paradigms of mass customization and mass production as an 'either/or' proposition. The recognition of this
fact is critical for managers interested in mass customization, because the emerging literature has focused mainly
on highlighting the differences between the two
approaches, thereby suggesting that they are
incompatible.
Pursuing Both Mass Production and
Mass Customization
In an effort to pursue both approaches, NBIC's managers
have intentionally created two separate manufacturing
facilities. The mass-production factory caters to a large
market segment and is organized along traditional lines
of effciency. Here, the emphasis in manufacturing is
driven by efficiency considerations such as achieving
economies of scale through long production runs.
Bicycles are produced to inventory based on predetermined forecasts. This factory is indirectly linked to
the final customers: information on customer preferences
for popular bicycle models and colors or patterns is
gathered at various retail outlets and fed back via sales
and marketing to manufacturing. In other words, NBIC is
pursuing a low-cost strategy using its different product
lines at the mass-production factory.
A careful study of NBIC's approach to mass
customization illustrates many of its distinctive aspects.
The mass-custom factory, in contrast, attempts to target
a smaller segment of the market via a differentiation
The introduction of custom-made bicycles caught
NBIC's major competitors, Bridgestone and Miyata, by
surprise. In response, these manufacturers scrambled to
develop and implement their versions of masscustomization. Within a year, these two firms offered
their versions of a mass-customized bicycle, only to find
that their entry into this segment was not as effective as
NBIC's.
National Panasonic
Osaka Plant
Bicycle:
"
~------]~
~[U
~
ru. c~.,,~
,
I
II I~,~.~ 2 II
Order
sheet
~
~
I111 ' ~ ' l ' ' l l c a o l l l |
-
POS shop
compa y
~
Distribut°r
r
I
Ream*
l
..............
/
As$Qrnbly t~slrucllons
444
A.~embly
L..
co,,,p,,,.,
Figure 1
=_ ILL"'IIII
-
I LI
Customer
!
c~p,,..
Paln(l~ I n s ~ r u c l ~
Panasonic Ordering System at Mass-custom Factory, NBIC
European Management JournalVo114 No 5 October 1996
FROM MASS PRODUCTION TO MASS CUSTOMIZATION
~
~
ii!il !iiii
~
~?i~!~ ~~ii??~
Designs
(Transfer of ideas fromcustom
f a c t o rbased
y on emerging
~ trends)
Indirect iink to customers
.....
:
7Z AI
u'°rs I I Dept. I
I
........
7
Mass Production
Factory
(Hikari, National&
~i~i~
~ ~
iiiiiili
,,,,
~i~i~~ii ~
~
~
Designand Process
EngineeringGroup
CustomFactoryworke
used for training
i
iji,
I
Panasonicbtands)
...
Mass Custom
FactoryThe POS System
(P. . . . nic~randonly
Rotatinnof best/
of workers
Sharingof
"-'---- processideas
/ '
Segment
for customized
bicycles
.,.
Segment for mass
producedbicycles
Source: Kotha (1995)
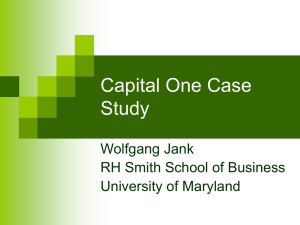
Figure 2
T h e I n t e r a c t i o n B e t w e e n M a s s - c u s t o m i z a t i o n a n d Mass-produ©tion S y s t e m s at N B I C
strategy. In this approach, the factory is directly linked to
customers via retail outlets. For example, under the POS,
it is the mass-custom factory that assumes responsibility
for communicating with customers. A customer's
selection of options, colors, patterns and models is
directly received by the factory. The firm estimates that
a customer can choose from about 8 million possible
variations, based on model types, color, flame size, and
other features, when ordering a custom-made bicycle. In
this factory, the production process begins after the
arrival of the customer's order and specifications. Once
the individualized bicycle order is produced, the bicycle
is shipped the same day.
Not only is NBIC pursuing both approaches
simultaneously, the Panasonic product line includes both
mass-produced and mass-customized bicycles. At first
glance, such duplication seems unwarranted and
wasteful. However, given that one of the objectives
for introducing the POS was to increase their market
share of the high-end product line (Panasonic bicycles), it
appears that NBIC's managers have implicitly recognized
that the benefits of attempting mass customization
transcends that market segment. In order to benefit the
firm as a whole, they have instituted a centralized
structure that enhances the sharing of information
between the facilities and across market segments. More
importantly, to promote information exchange NBIC's
senior managers have instituted several simple
mechanisms that increase the interaction between the
mass-production and mass-custom factories.
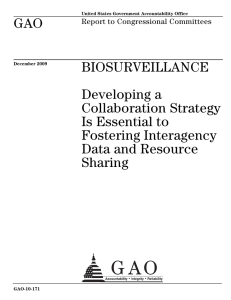
Much of the discussion regarding the dynamics of
European Management Journal Vo114 No 5 October 1996
pursuing both mass-production and mass-customization
strategies simultaneously is presented in Figure 2. Figure
2 also delineates the different organizational mechanisms
instituted to link the two different production facilities.
By linking the two factories, NBIC's managers have
created a dynamic 'system' for knowledge creation as
discussed below.
A System for Knowledge-creation
Not unlike other Japanese workers, NBIC's factory
employees belong to the company union and actively
participate in 'quality circle' programs. They meet once a
month to discuss quality and safety issues. Additionally,
the workers are periodically tested and ranked based on
their skills by the senior management. The highest
ranked workers are provided with the opportunity to
work at the mass-custom factory where the wages are
higher. Since the process employed in the production of
custom-made bicycles requires a blend of human skills
and computer-integrated manufacturing, a higher skill
base is necessary to function in the mass-custom factory.
Therefore, NBIC's managers have established a system
where top-rated workers are rotated between the two
factories.
This process of rotating workers appears insightful when
we consider Nonaka's (1991) arguments that creating
new knowledge in a firm involves more than
mechanically 'processing' objective information. He
argues that it requires the tapping of tacit knowledge
and often highly subjective insights, intuitions, and
445
FROM MASS PRODUCTION TO MASS CUSTOMIZATION
ideals of employees. Many of the process-related skills
required in complex manufacturing situations fit
Nonaka's definition of tacit, rather than explicit,
knowledge. However, in order for the firm as a whole
to create new knowledge, its individual workers' tacit
knowledge must be tapped and made explicit, z Thus, as
Nonaka (1991: 99) puts it:
Indeed, because tacit knowledge includes mental models and
beliefs in addition to know-how, moving from tacit to explicit
is really a process of articulating one's vision of the world what it is and what it ought to be. When employees invent
new knowledge, they are also reinventing themselves, the
company, and even the world ... [Thus] articulation
(converting tacit knowledge into explicit knowledge) and
internalization (using that explicit knowledge to extend one's
own tacit knowledge base) are the critical steps in this spiral of
knowledge.
It is apparent that managers at NBIC recognize this
insight when they institute policies that require masscustom factory workers to train mass production
workers.
The rotation of workers between factories also has the
effect of further broadening the knowledge and skill base
of already skilled workers. This constant rotation, in
conjunction with a centralized group of product designers and process engineers, enables the firm to
develop new manufacturing capabilities in both
advanced custom-made bicycles (based on unique
customer requirements) and mass-produced bicycles
(see Figure 2). For example, NBIC was the first bicycle
manufacturer in Japan to introduce robots for painting in
mass production. With minor modifications, such robots
were then adopted in the mass-custom factory. Since the
requirements of the mass-custom factory are driven by
individual customer specifications (based on body
measurements and preferences), each bicycle flame and
fork manufactured has to be checked to insure that it
corresponds to the customer's original specifications.
The firm's engineers and skilled line workers, in
conjunction with managers from NBIC's parent
corporation, have devised a 3-dimensional automatic
measuring machine to automate this verification task and
reduce the time involved in completing this process. This
machine is now employed for quality control inspections
in the mass-production factory. Furthermore, much of
the software required to operate the advanced
information and computer-aided manufacturing systems
used in the mass-custom factory was developed inhouse.
Exploiting the Information Differences
Between Segments
By creating an organizational structure that enhances the
interaction between the product and process engineers,
the firm also exploits the information differences that
arise from competing in different segments of the bicycle
industry. For example, using the information gathered
446
directly from consumers in the custom segment, product
designers identify certain customer trends, such as
popular color combination and patterns, and unique
customized-features that are likely to appeal to
customers of the broader mass-production segment of
the industry. In the mass-custom factory, it is the
customer who, by choosing from thousands of potential
combinations, becomes directly involved in the new
product development process. In this sense, the consumer
becomes the prosumer, because he or she initiates the
process of design and production rather than choosing
among pre-manufactured alternatives (Womack, 1993).
Armed with direct customer feedback regarding choices
from among the numerous alternatives, the product
designers, in conjunction with the process engineering
group, create new product designs for the massproduction factory. Based on the forecasts provided by
the marketing department, the mass production factory
then manufactures the new design and introduces the
product ahead of NBIC's leading rivals. Thus, the masscustom factory acts as a conduit for new product ideas,
as the customer chooses from the numerous
combinations offered.
This gathering and exploitation of information from a
segment of 'innovative' users helps the firm to
dynamically manage the proliferation of new product
designs. By continually analyzing marketing information
and by rotating very highly skilled workers between the
two production facilities, the firm continually updates its
competencies and the organizational routines that it
employs.
The lessons and the manufacturing skills the firm
acquires in the custom-factory are readily transferable
to the mass production factory. Consequently, the massproduction factory has undergone slow, but significant,
changes. For example, lot sizes employed in mass
production have steadily decreased from 50, a few years
ago to a mere 20 units in 1993.
Performance Implications
NBIC's customized bicycles manufactured under the
POS system only accounted for two per cent of total
production. Prior to POS, NBIC's market share was
languishing behind its two major competitors in the
high-end segment, but within a few years of introducing
POS, the firm's total high-end (Panasonic) market share
increased dramatically. For the first time in its history,
NBIC became the industry's second largest manufacturer
of high-end bicycles. Furthermore, the contribution of
the high-end Panasonic brand has more than doubled to
27 per cent of total revenues (Kotha and Fried, 1993).
Despite repeated attempts by competitors to offer
customized bicycles, the 'Panasonic' name is increasingly
viewed as the only 'truly' mass customized bicycle in
Japan. According to industry experts, the firm is
currently viewed as the leader and innovator in the
industry. The 'halo effect', resulting mostly from the
European ManagementJournalVo114 No 5 October 1996
FROM MASS PRODUCTION TO MASS CUSTOMIZATION
successful implementation of POS, enables the firm to
charge a slightly higher price for its mass produced
Panasonic line.
the importance of having reliable suppliers close by, in
order to avoid the cost of carrying large inventories and
increase the speed required to meet custom orders (The
Economist, 1995).
Necessary Conditions for Success
The industry needs to be characterized by increased product
proliferation and new product introductions
In the late 1980s, demand for bicycles in the JBI had
plateaued and prices were falling. Manufacturers in the
JBI found that there were continually introducing new
models in an effort to maintain market-share. For
example, NBIC offered over 250 different models during
1987, and within each model type, customers had a
choice of color and other options. NBIC's management
changed about 80 per cent of models yearly. Similarly,
the industry leader, Bridgestone, offered over 300
models during the same period. Thus, just prior to the
introduction of POS, NBIC and others in the industry
were faced with increased product proliferation.
Having discussed the dynamics of pursuing massproduction and mass-customization approaches at NBIC,
I now address the question posed earlier: What are the
important external (industry-level) and internal (firm-level)
conditions necessary for successfully pursuing mass
customization?
External Conditions
Success is more likely if there is no well entrenched competitor
already pursuing mass customization
Earlier I mentioned that NBIC's leading competitors,
Bridgestone and Miyata, introduced mass-customized
Pursuing the concept of mass customization may require the
bicycles in response to NBIC's POS. Unlike NBIC,
development of an inter-connected information network with a
Japanese bicycle customers never really considered either
select group of trained retailers
of these two firms to be a 'true' leader in this massGiven that custom-made procustom segment. As Yamazaki, a
ducts are manufactured to
senior manager at Bridgestone,
specifications of a unique cusA m~ss~c~sto m iz~tio n
puts it (Kotha and Fried, 1993):
tomer, errors in processing the
st:r~:~hGy . . . ~nvol~ es
order and in manufacturing the
Since NBIC was the first firm to
product
can be extremely costly
developi~.~ ~~ system theft
introduce this idea, they have
because such a product is
rew~:~'ds ~ t t e ~ t i o , to deh~fts
established a strong image in the
unlikely to be sold. More
customer's mind. When you
importantly, mistakes and errors
a~~d st~e.~ses ~he import~nce
mention customization, the concan undermine the customers'
7~ f
sumer only thinks of Panasonic.
confidence in the concept of
Also, National's parent company,
mass customization. A massMatsushita, is famous for its marketing savvy, and it is
customization strategy, therefore, involves developing
difficult for us to match them.
a system that rewards attention to details and stresses
the importance of 'zero mistakes' in all activities of the
It appears that there can be significant 'first mover'
value-creation process. Hence, retailers responsible for
advantages in pursuing mass-customization. Being a first
collecting customers' information need to be properly
mover in implementing mass customization can be
educated and trained in processing customer orders.
important, because the market for customized products
can experience less than expected growth, as occurred in
In the case of NBIC, only a few select retailers offer
the case of the JBI.
custom-made Panasonic bicycles. Although this number
has gradually increased since the introduction of POS in
Access to a supplier network in close proximity is vital for
1987, such a gradual increase has enabled the massSuccess
custom factory to adapt, incrementally, to growing
NBIC, located in Osaka, is closely linked with its
complexity resulting from the increased influx of custom
suppliers, none of whom are more than 40 minutes away
orders. Also, from a marketing perspective, permitting
(Westbrook and Williamson, 1993). The frequent and
only a select group of retailers to offer customization
reliable delivery of bicycle components from suppliers
creates the notion of exclusivity. It is unlikely that all of
enables NBIC to build 'truly' custom bicycles without
NBIC's Panasonic retailers will be permitted to offer
carrying excessive inventories. As the firm's managing
custom-made Panasonic bicycles.
director, Hata, puts it, 'There is little need for us to hold
large inventories of finished frames and other parts
To create an 'information network' by which Panasonic
unlike others [competitors] outside the Kansai region'.
POS retailers can communicate with the mass-custom
Unlike NBIC, Bridgestone and Miyata have simply
factory, NBIC managers depend upon simple
increased their inventories of frame types and model
technologies such as facsimile machines. The
sizes to accommodate customization demands by their
employment of relatively inexpensive and well diffused
customers. This approach has added to their overall
facsimile technologies suggests that, in pursuing mass
costs. Recently, firms such as Compaq, who offer
customization, a firm does not necessarily have to rely
customized PCs in the United States, have recognized
on advanced communication and network technologies.
European Management JournalVo114 No 5 October 1996
447
FROM MASS PRODUCTION TO MASS CUSTOMIZATION
Internal Conditions
The strategy of mass-customization requires long-term
investments in advanced-manufacturing technologies and
human resource development
The NBIC example makes clear the importance of
advanced manufacturing technologies for the pursuit of
mass customization. The recent attempts by Levi Strauss
& Company to offer 'custom fit' blue jeans for women in
the United States was made possible due to a computer
information network system (Rifkin, 1994). Also, Pine et
al. (1993), in their discussions of Bally Engineered
Structures Inc., a mass customizer for refrigeration
products, points out that a sophisticated informationmanagement system called a 'computer-driven intelligence network' was at the heart of this firm's approach
to mass customization.
However, NBIC's managers clearly recognize that
human resource development is also critical. At NBIC
it is humans, in conjunction with advanced technology,
who create the new knowledge required for refining
existing skills and developing manufacturing capabilities
essential for the pursuit of their approach to
customization. It is another example of how Japanese
firms leverage the manufacturing capabilities that result
from a blending of advanced computer-based
technologies and human expertise. The firm recognizes
that information technology and computer-integrated
manufacturing are necessary, but not sufficient, for
achieving the flexibility and responsiveness critical to
mass customization (Garud and Kotha, 1994).
Access to substantial in-house engineering expertise and
manufacturing capabilities is necessary for successfully
implementing the concept
Much of the process technology and computerized
information systems (e.g., numerical control machines,
robotics, interfactory local area networks) installed by
NBIC's mass-custom factory were an outgrowth of inhouse engineering and manufacturing expertise
accumulated over many years. Such competence is
important because, although mass customization has
obvious market appeal, it can easily become a
manufacturing and logistics nightmare without a high
degree of manufacturing competence (Westbrook and
Williamson, 1993). Therefore, it appears that firms
contemplating this approach to competitive strategy
will be forced to rely heavily on in-house expertise in
order to implement their versions of mass customization.
Each plant's manufacturing tasks and competitive priorities
need to be matched to its product~market environment
In an effort to pursue both approaches, NBIC managers
have intentionally created two separate manufacturing
facilities. This separation of the two factories is akin to
what Skinner (1974) has termed as 'factory focus'.
According to Skinner, no single factory can do all things
(e.g., quality, cost, flexibility, and delivery) equally well
and hence, factories that are more focused outperform
those that attempt to fulfil a diverse range of
competitive priorities. This is because of the inherent
448
complexity involved in pursing multiple and sometimes
conflicting objectives (Skinner, 1974). Therefore, firms
contemplating pursuing both mass production and mass
customization may consider adopting a focused factory
approach at the plant level.
Instituting mechanisms to foster interactions among the
focused plants may be necessary for new knowledge creation
and for attaining flexibility
Earlier I discussed how NBIC's establishment of
organizational mechanisms has fostered interactions
between the factories. NBIC's managers have implicitly
recognized that the benefits of pursuing masscustomization transcends the small segment for
customized bicycles in the JBI. The mechanisms such
as worker rotation, the sharing of process ideas through
such rotations, and the centralization of engineering
personnel can be employed by other firms interested in
the concept.
The centralization of the design and process engineering
function enhances NBIC's ability to capture novelproduct ideas from the innovative-lead users in the
custom segment and then exploit them in the massproduction arena. Doing so enables the firm to introduce
new products rapidly and avoid the mindless product
proliferation characteristic of many Japanese firms (Stalk
and Webber, 1993). This practice also helps overcome
the disadvantages associated with worker skill
limitations and promotes the diffusion of the best
practices among the factories. Rotating workers also
results in the establishment of a 'system' that enables the
conversion of tacit knowledge to explicit knowledge.
Taken together, such mechanisms enable a firm to create
new knowledge and attain greater strategic flexibility.
Mass customization requires a culture that focuses on
knowledge creation and the development of manufacturing
capabilities
The effective use of mass customization hinges on
promoting an attitude that is conducive to continuous
improvement, organizational and individual learning, the
development of new capabilities, and the diffusion of the
best practices among a firm's plants. NBIC's case vividly
illustrates the need to focus on all of these elements
simultaneously. Moreover, it clearly fits Florida and
Kenney's (1990) observation that, perhaps, the key
element of the Japanese industrial system lies in its
ability to directly harness the workers' knowledge at the
point of production. Therefore, the promise of mass
customization through advanced technology is not the
lights-out factory, but a tool or an approach that more
effectively taps all the diverse capabilities of employees
to serve customers (Pine et al., 1993).
The strategy requires a savvy marketing group that can excite
customers about individualized product offerings
According to the general manager of sales at NBIC,
customer service, 'appropriate' pricing, and extensive
communication with the customer are all integral parts of
NBIC's approach to mass customization. As he put it,
'We could have made the [delivery] time shorter, but we
EuropeanManagementJournalVo114No 5 October 1996
FROM MASS PRODUCTION TO MASS CUSTOMIZATION
wanted people to feel excited about waiting for
something special.'
Additionally, to create customer excitement, the
marketing group at NBIC has implemented some
creative solutions. For example, shortly after the factory
receives the customer's order, a personalized computergenerated drawing of the bicycle is mailed to the
customer with a note thanking him or her for choosing
the POS. This is followed by a second personal note,
three months later, inquiring about the customer's
satisfaction with his or her bicycle. Finally, a 'bicyclebirthday' card is sent commemorating the first
anniversary of the bicycle.
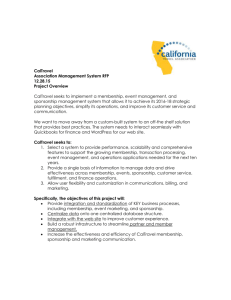
Table I summarizes the external and internal conditions
that are necessary for the successful pursuit of mass
customization. Although each of the conditions
discussed is necessary individually, it is the interactions
and interrelationships among them that may enable a
firm to successfully adapt the concept. 3
Conclusion
In highlighting NBIC's unique approach to mass
customization, this paper provides a useful framework
for a mass-production firm contemplating entry into the
era of mass customization. It illustrates the dynamics of
pursuing both mass-production and mass-customization
approaches simultaneously and highlights many
industry- and firm-level conditions that are necessary
for successfully exploiting mass customization. In
today's competitive landscape, the issue is not whether
the 'mass market' is dead, but finding unique ways of
fulfilling changing customer demands. In that sense, the
emerging concept of mass customization is an important
option, among many, available to a firm seeking a
competitive advantage.
Acknowledgement
I thank Mr. Hitori Hata, Managing Director of the National
Bicycle Industrial Company for providing me with access
to important information about the firm's mass
production and mass customization strategies. I also
thank Andrew Fried of Andersen Consulting, Tokyo
Office, for his participation and assistance in researching
this topic in Japan. I have also benefited greatly from
discussions with students at both the Stem School of
Business and the International University of Japan. Last, but
not
least,
I thank
Gabrielle Gerhard, Arun
Kumaraswamy, and Anil Nair for their thoughtful
comments on an earlier version of the paper.
Notes
1.
The original idea for customizing bicycles originated when
the firm's president visited a famous department store in
Osaka. The president noticed that women could customorder dresses which were then delivered by the store in two
European ManagementJournalVo114 No 5 October 1996
Table 1 External and Internal Conditions Necessary
for S u c c e s s
External Conditions
Success is more likely if
•
there is no well entrenched competitor already
pursuing mass customization
•
the firm has access to a supplier network in close
proximity
•
the industry is characterized by increased product
proliferation and new product introductions
•
the firm develops an inter-connected information
network with a selected group of trained retailers
Internal Conditions
Success is more likely when a firm
•
has made long-term investment in advanced manufacturing technologies and information technologies
and human resource d e v e l o p m e n t
•
has access to substantial in-house engineering
expertise and manufacturing capabilities
•
focuses its manufacturing tasks and competitive
priorities at each plant to its p r o d u c t / m a r k e t
environment
•
institutes organizational mechanisms that foster
interactions among focused plants
•
creates a culture that emphasizes knowledge creation
and the d e v e l o p m e n t of manufacturing capabilities
•
has a savvy marketing group that can excite customers
about individualized product offerings
2.
weeks. He wondered if it were possible for NB1C to
produce bicycles in this way, According to some senior
executives, many of the firm's managers had doubts about
the feasibility of such an approach. However, despite their
skepticism, they were willing to try and see if this project
might work (Kotha and Fried, 1993).
Explicit or codified knowledge refers to knowledge that
may be transmitted in formal, systematic language. In
contrast, 'tacit' knowledge has a personal quality, which
makes it hard to formalize and communicate because it is
deeply rooted in action, commitment, and involvement in a
specific context (Nonaka, I991).
Although there are many strategic advantages in pursuing
mass customization (and mass production simultaneously),
there are costs associated with pursuing mass
customization. When the difficulty of quantifying a priori
the benefits associated with intangible benefits (e.g. worker
motivation, new knowledge creation) and tangible benefits
(e.g. reputation, strategic flexibility, etc.) are recognized, a
comparison of potential costs and benefits suggests that the
benefits outweigh the costs (see Kotha, 1995 for a detailed
discussion of costs and benefits).
References
Davis, S. (1987). Future Perfect. Reading Ma: Addison Wesley.
EconomisL The (1995). The Outing of Outsourcing. November 25,
pp. 57-58.
Florida, R. and Kenney, M. (1990). Break Through Illusion. New
York: Basic Books.
Garud, R. and Kotha, S. (1994). Using the Brain as a Metaphor to
Model Flexible Productive Units. Academy of Management
Review, 19, 4, pp. 671-698.
Kotha, S. (1994). A Book Review of Mass Customization: The New
Frontier in Business Competition by B. J. Pine II, Academy of
Management Review, 19, 3, 1994.
Kotha, S. (I995). Mass Customization: Implementing the
449
FROM MASS PRODUCTION TO MASS CUSTOMIZATION
Emerging Paradigm for Competitive Advantage. Strategic
Management .Journal, 16, pp. 21-42.
Kotha, S. and Fried, A. (I993). National Bicycle Industrial Company:
Implementing a Strategy of Mass Customization. New York
University/International University of Japan Case Series.
Kotler, P. (1989). From Mass Marketing to Mass Customization.
Planning Review, 17, pp. 10-13.
Nonaka, I. (1991). The Knowledge Creating Company. Harvard
Business Review, 69, 6, pp. 96--104.
Pine II, B.J. (1993). Mass Customization: The New Frontier in
Business Competition, Boston: Harvard Business School Press.
Pine II, B.J., Victor, B., and Boynton, A.C. (1993). Making Mass
Customization Work. Harvard BusinessReview, 71, pp. 108119.
Rifkin, G. (1994). Digital Blue Jeans Pour Data and Legs into
Customized Fit. The New York Times, November 8, p.1,
column 6, section A.
Skinner, W. (1974). The Focused Factory. Harvard Business Review,
May-June, pp. 113-121.
Stalk, Jr. G. and Webber, A.M. (1993). Japan's Dark Side of Time.
Harvard Business Review, 71, pp. 93-102.
Westbrook R. and Williamson, P. (1993). Mass Customization:
Japan's New Frontier. European Management Journal, 11, I,
pp. 38-45.
Womack, J.P. (1993). A Book Review of Mass Customization.
Sloan Management Review, 34, pp. 121-122.
4.50
SURESH KOTHA,
Leonard R. Stern School
of Business, New York
University, 40 West 4th
Street, Room 7-10, New
York, New York State,
10012-II26, USA.
Suresh Kotha is an
Assistant Professor of
Business Policy and
Operations Management
at the Stern School of Business, New York
University. He has also taught at the International
University of Japan, Graduate School of
Management. His teaching and research interests are
in the areas of business strategy, manufacturing
strategy, and US~Japan comparative practices. Dr.
Kotha serves on the editorial board of the A c a d e m y
of M a n a g e m e n t Journal and the Strategic
Management Journal and is an Associate Editor of
the Journal of Operations Management. He is
currently conducting a study, with colleagues from
many different universities, that focuses on
determining the environment and strategic correlates
of performance in the Japanese automobile, steel and
machine tool industries.
European Management JournalVo114 No 5 October 1996