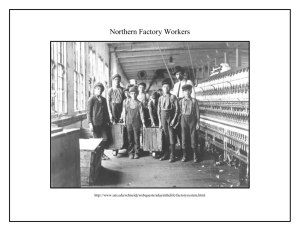
The Factory System
advertisement

O Organizational i ti l transformation. t f ti Crafts production. The putting-out p g system. The factory system system. Jedediah Strutt’s Milford mills. 1 A paradox? The enclosure movement. Move way from collective “team” working g of village g land. Unbundling of joint-ownership rights. The factory system. Move to collectively organized modes of production. Ownership rights to capital unified in joint joint-stock stock company. 2 The factory system. system What Wh t is i a factory? f t ? Expensive or indivisible t h l technology. The concentration of workers in a single location. Close monitoring or supervision of work. “Factory discipline.” 3 Monitoring and supervision. supervision The putting-out system. Contractor relationship. Product monitoring. Pecuniary incentives. The factory system. Employee relationship. relationship Process monitoring. Factory discipline discipline.” “Factory 4 Monitoring and supervision. supervision Work force concentrated Process Factory system supervision Product monitoring Inside contracting Work force dispersed — Putting out 5 The factory system. system Organization Efficiency Williamson (1980) Exploitation Marglin (1974) Technology Landes (1986) Marx (1867) Photo of Karl Marx courtesy of the Warren J. Samuels Portrait Collection at Duke University. 6 Crafts production. production A1 A2 B1 C1 B2 B3 C2 A4 B4 C3 D1 E1 A3 E2 D2 D3 E3 A5 B5 C4 D4 E4 C5 D5 E5 Time 7 Crafts production. production A1 A2 B1 C1 B2 B3 C2 A4 B4 C3 D1 E1 A3 E2 D2 D3 E3 Time i A5 B5 C4 D4 E4 C5 D5 E5 Artisans work at their own pace. Differences in absolute and comparative skill across tasks. Ease of “systemic” change in product. Uniqueness of crafts-made goods. Need for “wide” wide human capital. capital Skilled artisan must master many different tasks. 8 The division of labor. labor Improvement in “skill skill and dexterity.” Learning by doing. Charles Babbage (1791-1871). Spread fixed set-up costs. Less “sauntering” between tasks. Increased innovation innovation. Operative focused on and benefits from “abridging labour.” Specializing in invention. Assign operatives according to comparative advantage advantage. Adam Smith (1723-1790). Author of the Wealth of Nations (1776). Picture courtesy of the Warren J. Samuels Portrait Collection at Duke University. 9 Factory production. production A1 B2 A1 C3 B2 A1 D4 C3 B2 A1 E5 D4 C3 B2 A1 E5 D4 C3 B2 E5 D4 C3 E5 D4 E5 Time 10 Factory production. production A1 B2 A1 C3 B2 A1 D4 C3 B2 A1 E5 D4 C3 B2 A1 Time D4 C3 B2 Shift from parallel to series. E5 E5 D4 C3 E5 D4 E5 Time phasing of inputs. Workers work at pace of team. Workers complements not substitutes. b tit t Product standardized. Difficulty of systemic change change. Ease of “autonomous” change and learning by d i doing. 11 Factory production. production A1 B2 A1 C3 B2 A1 D4 C3 B2 A1 E5 D4 C3 B2 A1 Time D4 C3 B2 Physical capital saving. E5 E5 D4 C3 E5 D4 E5 Need only one set of tools. Economizes on work-inprocess (buffer) inventories. Human capital saving. saving “Deskilling.” Workers sorted by comparative advantage. Human capital “deepening” instead d off widening. d 12 Factory production. production A1 B2 C3 E5 D4 F1 G2 H3 I5 Parallel-series scale economies. St Stage D iis an ““antibottleneck.” tib ttl k” By replicating production lines, can double output without doubling inputs. inputs 13 Exploitation. Exploitation 1. Division of labor not more efficient technically than crafts production. 2. “Origin g and success” of factory system lay in Marglin: p substitution of capitalist control for worker control. Deskilling of workers. 14 Exploitation. Exploitation But: 1. Division of labor is clearly more efficient technically than crafts production. 2. Timing: g if factoryy production benefits p , whyy did theyy capitalists, wait so long? 15 Transaction costs. costs Costs of putting-out: Buffer inventories. Embezzlement. Benefits of factoryy organization: Closer coordination of stages. Reduction in “interface leakages.” 16 Transaction costs. costs Costs of buffer inventories small small. Capitalists had ways to compensate for embezzlement. Factory organization for expensive materials (Spanish wool). B t But: T Transaction ti costs t smallll compared to production-cost advantages of putting out. Lower labor costs. Flexibility in downturns. 17 Technology. Technology “No,, what made the factory successful in Britain was not the wish but the muscle: the machines and the engines. We do not have factories until these were available, because nothing less would have overcome the cost advantages of dispersed manufacture.” — Landes ((1986,, pp. pp 606-7). ) 18 Th limits The li it off th the putting-out tti t system. t w w* Effort Diminishing returns on the geographic ( t (extensive) i ) margin. i Attempts to increase effort (the intensive margin) run up against backward backwardbending effort-supply curve. 19 Technology and organization. organization N Need d ffor a ““nonmarginal” i l” institutional change. Compare p enclosure. Automatic machinery allows high throughput. But why process monitoring? Constant levels of effort necessary to amortize high fixed costs. Enforcing a “nonmarginal” wage-effort bargain. Creating g “industrial” human capital. p “The workers dislike discipline, but they stay in the factory because at the end of the weekk th their i wage is i 60 percentt greater than that they can achieve without discipline” (Clark 1994, p. 160). New norms of effort. 20 The factory system in cotton. cotton 500 450 400 Power loom perfected. 350 300 Factory workers 250 Handloom weavers 200 150 100 50 1861 1856 1851 1846 1841 1836 1831 1826 1821 1816 1811 1806 0 Factory workers and handloom weavers in Britain, 1806-1862 (in thousands). Source: B. R. Mitchell, British Historical Statistics. Cambridge University Press, 1988, p. 376. 21 The factory system in cotton. cotton Early factory workers workers. Women and children. Oldknow employs men in agriculture. agriculture Poorhouses. Need to build dormitories. By 1784, key position in spinning goes to adult males. The multicellular mill. Recreating the cottage contracting system within factories factories. Master spinner responsible for supervision, hiring. But doesn’t own tools (machines). Majority M j it off child hild labor l b employed l d by b masters, t nott capitalists. it li t 22