warehouse logistics and internal distribution
advertisement

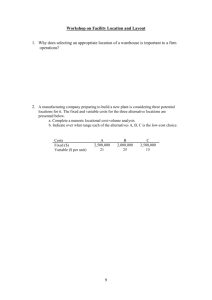
1 WAREHOUSE LOGISTICS AND INTERNAL DISTRIBUTION OPTIMIZATION B ARBOSA E A LMEIDA V IDRO – C ASE S TUDY Maria Victoria Camacho Instituto Superior Técnico – Universidade Técnica de Lisboa July 7, 2011 Abstract: The industrial macroeconomic environment in which companies are developed today is characterized by being highly demanding and competitive. Success or failure depends not only on the ability to adapt to market requirements, but also on the efficiency level of the applied practices. In this sense, the increase in productivity in warehouse operations has a direct influence on the optimization of logistic processes in the company, thus giving a competitive advantage. After studying the stock behavior using different criteria for ABC analysis, this paper proposes and analyzes different layout alternatives for reducing times and distances in warehouse activities, while increasing the storage capacity of the warehouse compared to the current situation. The present work is implemented on a real case study with specific conditions in the finished product warehouse of a glass packaging factory. A set of indicators was developed in order to evaluate the performances of the suggested layouts. Other suggestions on systems and division in zones of warehouse layout are presented in an attempt to increase productivity in warehouse processes. Key words: Warehouse, layout, internal logistics, KPI, internal distribution. 1. INTRODUCTION Warehousing can be defined as the process in which three main functions are accomplished: receiving products from a source, storing products as long as necessary until they are requested (internally or externally) and retrieving the products when they are demanded (Queirolo et. al. 2002). It is one of the most important levels of the supply chain, although, it is an activity of high financial cost for companies, standing for approximately 2-­‐5% of total costs (Frazelle 2002). Thus, by improving its internal operations, the performance of the company is also improved. Current initiatives, such as just-­‐in-­‐time businesses, attempt to eliminate warehousing as a level in the supply chain. However, it is very difficult to achieve the organization needed to coordinate the different levels and suppress warehouses from the process. Storing products compensate imbalances in the supply chain, giving to it more flexibility while stabilizing it. A good warehouse management is a pre-­‐requisite for achieving a high level of customer service (Frazelle 2002). The process of warehousing involves a series of sequential activities, namely: reception of the goods, put-­‐away, storage, order picking, sortation, unitizing and shipping (Frazelle 2002). This paper is focused on the put-­‐away activity. Put-­‐away can be defined as the act of placing merchandise in storage (Frazelle 2002). It can be considered a reverse pick and is characterized by long distances, especially when a random storage system is applied, which is the case in the current study. Travel and handling can be minimized by generating a put-­‐away route according to layout slotting and frequency of use (Liebeskind 2005). Therefore, layout must be established by level of activity or popularity of the Warehouse logistics and internal distribution optimization 2 products, so as to separate fast from slow movement products (Hales 2006). Most literature provides a global approach for optimizing processes in the warehouse, such as models for picking and general warehouse optimization models. Gua, Goetschalckx & McGinnis (2007) presented and extensive review on warehouse operation-­‐planning problems, which were classified according to basic warehouses functions. The aim of this paper was to establish a bridge between academic research and real warehouse practices, explaining planning models and methods. Baker & Canessa (2009) elaborated a literature review in warehouse design, validating their results with warehouse design companies. The result was a general framework of steps, with specific tools and techniques that can be used for layout design. The closest study appears to be Chan and Chan (2011), which aimed to present a simulation for a real case study about manual-­‐pick and multi-­‐level rack. This study focuses on a storage assignment problem in an ABC warehouse and use measurements of travel distance and order retrieval time to determine performance. In other studies, such as Roodbergen & Vis (2006), a model for warehouse layout optimization was built. The main objective was to find the optimal number of aisles in an order picking area. The study considered manual order picking, in which pickers walk or drive through a rectangular picking area with no unused space. Also, Hwang and Cho (2006) developed mathematical and simulation models considering probabilistic demand and picking frequency. A computer program was also developed to test the results. Other studies presented ABC stock classification through implementing different methods, such as Hua and Song (2011), who proposed expansion of the ABC model to address the problem of its simplicity. They studied a model for EIQ-­‐ABC analysis, which aimed to provide a scientific basis for warehouse management. The warehouse analyzed in the present paper corresponds to a finished goods warehouse, which keeps finished products and is located near the facilities of the factory. Due to the many limitations of the warehouse space in this study, and the specific conditions of this particular case, general models for optimizing layout distributions are difficult to be applied. This paper focuses on two main subjects, which are layout performance and putting away process. The main objective is to optimize the internal logistics by elaborating warehouse layout models using triple pallet lanes for the warehouse located near the end of the production line. KPI were developed to evaluate the models and select the one that displayed the best results. The layout alternative selected must reduce the time spent in the put away process, optimizing it. It is also an objective of this investigation to obtain and analyze product data, as to identify quantities and types of stock. Additionally, this work aims to establish zones according to a previous classification of the inventory. 2. PROBLEM DESCRIPTION The present investigation took place between February and May of 2011, in the Portuguese manufacturer company of glass containers – Barbosa and Almeida, located in Lisbon. Barbosa & Almeida Vidro, S.A. is a Portuguese company specialized in producing glass containers for food, drinks and pharmaceutical industries. The company, which owns installations in Portugal and Spain, has recently acquired a new facility in Lisbon. The building analyzed in this case study was originally built for train assembling and was not intended to store goods. It was later adapted to perform the functions of a warehouse despite its several limitations of infrastructure and non-­‐ favorable conditions. The columns to support the structure stand in the middle of the building and the dimensions of the facility makes it difficult to adapt any optimized layout model in order to achieve and optimal design. Products are stored on pallets, universally recognized as the base for unitary loads. A pallet consists in a portable, horizontal, rigid platform, generally made of wood, used for storing, stacking, handling and transporting products as a unitary load (Twede & Selke, 2005). The sizes of the pallets depend on the type of product and the industry. Standard Industrial (1200 x 1000 mm2) and European (1200 x 800 mm2) pallets are used in the present investigation. Unit loads are stacked using the block stacking system, in which loads are placed on the floor and stacked one on top of each other in storage lanes. Height depends on various factors, such as the weight and stability of the loads, the clear height of the building and acceptable safe limits (Robson e Copacino 1994). In the present investigation, loads are stacked in a maximum of three levels, which will be referred as T3 loads. Smaller pallets may be stacked in four (T4 loads), five (T5 loads) or six (T6 loads) levels. As loads come out of the production line, they are grouped by reference and stored randomly in 3 any open slot. Initially, loads are placed in a warehouse located near the end of the production line. Some items are later moved by an internal truck to a bigger warehouse inside the facilities, a few meters away. The drawback of these procedures is the amount of internal transactions done to store the loads and the cost of using unnecessary equipment. These procedures in the putting away process were also object of the present investigation, since the process contains too many steps to be accomplished, reflecting a non-­‐ optimized system. through qualified personnel. Data prepared in two steps: o The first stage constituted a characterization of the products in the factory warehouse, in order to understand its behavior and elaborate an inventory map. This analysis done using the concept of ABC inventory classification and product rotation. o A second stage consisted in obtaining and structuring data from a reference month through the software SAP. This information in combination with the current configuration of the warehouse is analyzed through Key Performance Indicators created by author in the process of investigation. Mobile equipment used for transporting and stacking loads in the warehouse is two-­‐pallet forklifts. Depending on the height of the load, the forklift can transport up to four loads at a time. In other factories of the company, it is used three-­‐ pallet forklifts, which is an initiative that will be adopted in the warehouse of the current case study. These forklifts are able to transport up to six loads depending on the height of the load, minimizing the time for storing the same amount of items. Warehouse slots are double pallet lanes, consistent with the type of forklift used in the warehouse, having a width of 2,2m so the forklift can enter deep into the position and place the pallet loads. The alteration of the forklift type also means alteration of the layout, which must be modified to triple pallet lanes with a width of 3,3m to permit the entering of the forklift. The third step included the creation of alternative layout models using the AutoCAD software. The fourth step consisted on the evaluation of the layout models by comparing the result values of different indicators applied to the reference month. The fifth step consisted in selecting the alternative that maximizes the productivity of the warehouse. Other proposals for operational performance improvement were also elaborated. 4. RESULTS AND DISCUSSION 4.1. S TOCK CHARACTERIZATION It was analyzed the monthly stock as to determine quantities and behavior of the inventory, using ABC classification using two different criteria. The first was the Pareto Principle, which is based on the 20/80 rule. The second classification was based on the rotation records of the products in the system. 3. METHODOLOGY For the elaboration of this paper, a series of steps were followed, as illustrated in Figure 1. 65,000 60,000 55,000 50,000 Montlhy stock Average Dez/10 The second step consisted in gathering and analyzing essential data to characterize the situation. The data required for analysis was obtained through the software used by BA. The data that was not available in the system was obtained Monthly stock 2010 70,000 Nov/10 The first step consisted in gathering information about the actual situation in the company. This was accomplished through direct observation of the facilities and non-­‐structured interviews with the working personnel. Set/10 F IGURE 1: Methodology approach. Out/10 Selec1on of the best alterna1ve Jul/10 Step 5 Ago/10 Layout models evalua1on Jun/10 Step 4 Figure 2 presents the monthly input of the warehouse. The data used was a sample correspondent to the period from January to December 2010, which is the last yearly stock record available in the SAP software. Mai/10 Layout models designing Abr/10 Step 3 4.1.1. S TOCK Q UANTITY M AP Mar/10 Data gathering and analysis Fev/10 Step 2 Jan/10 Problem contextualiza1on Product quan,ty Step 1 analysis was F IGURE 2: Monthly stock record in the year 2010. The monthly quantity of stock in 2010 does not show large variations. The graphic shows that Warehouse logistics and internal distribution optimization 4 The analysis did not entirely confirm the previously stated hypothesis, for the 80/20 rule was not completely satisfied; though the results were close, for in average 25% of the SKUs holds 80% of the quantity. The study also showed that the monthly behavior of the stock is similar for every month. 4.1.2.2. R OTATION A BC A NALYSIS A second analysis was elaborated in order to classify the inventory by SKU rotation, using as reference the average rotation of the company, which is 70 days, and according to the conditions presented in Figure 4. Stock since July 2010 75,000 70,000 65,000 60,000 A • Products with rota1on of 70 days or less B • Products with rota1on between 71 and 210 days C • Products with rota1on of 210 days or more • Products with infinite rota1on Mar/11 Stock since July 2010 Linear (Stock since July 2010) Fev/11 Jan/11 Dez/10 Nov/10 Out/10 Set/10 50,000 Ago/10 55,000 Jul/10 Product quan,ty almost all values appear to be close to the average, which value is 61.880 products, with a standard deviation of 3,6%. The graphic shows a slowdown in June 2010, which is recovered rapidly stating in July 2010. The possible causes for this event may be attributed to seasonal demand or internal production changes. Further acknowledgements corroborated that production capacity had changed in July 2010, since a second hoven was installed and production capacity increased. This fact also indicated the need for a second stock map analysis using different period, this time from July 2010 to March 2011 (See Figure 3). F IGURE 3 : Monthly stock record from July 2010 to March 2011. Figure 3 illustrates that stock has a linear increasing trend as from July 2010 to the date of the present study. The data for further analyses, the period of evaluation will comprehend the months between July 2010 and March 2011. F IGURE 4: Classification of stock in ABC by rotation criteria. The aim was to determine how many SKUs scored under the company average of maximum days in stock, and how does this factor change over time. The results of the analysis are showed in Figure 5. 4.1.2. P RODUCT CHARACTERIZATION A classification of SKUs in ABC was elaborated using diverse criteria, as will be showed later on. The data utilized for the analyses represents the products in stock with physical existence in the warehouse. SKUs that had no physical existences were not considered. The first approach in the analyses employs the Pareto principle to analyze the inventory behavior, using as input the number of SKUs and the monthly quantity of products stored in the warehouse. The second approach divides the stock by level of activity, applying rotation information of each SKU. 4.1.2.1. Q UANTITY A BC A NALYSIS The ABC analysis is based on the Pareto principle, which is grounded on the 80/20 rule. The hypothesis that is sought to confirm with this approach is that 20% of the SKUs hold 80% of the quantity of products. Table 1 presents the average results of the analysis for the period of evaluation. A B e C % SKU % Quantity % SKU % Quantity Average 25% 80% 75% 20% T ABLE 1: Chart exposing the average percentages of SKUs and quantity by ABC stock classification using quantity criteria. F IGURE 5: Graphic and chart of the percentage of SKUs by ABC stock classification using rotation criteria. The results show that, on average, class A of SKUs correspond to 19% of the total amount, being a good approximation of the 20/80 rule. The results also confirmed greater variations over time, which can be consequence of the seasonal product demand. 5 4.2. W AREHOUSE M ANAGEMENT O PTIMIZATION In the following section is presented a series of proposals for warehouse optimization. A first phase consists on the designing and analysis of layout models using KPIs to determine the best alternative that is expected to minimize time spent in the putting away process. A second phase corresponds to the zone assignment on the warehouse for class-­‐ based storage. Operational KPI Group 1 4.2.1. L AYOUT O PTIMIZATION Layout models are based on triple pallet lanes and are adapted to the warehouse infrastructure. The models were evaluated using a set of KPIs defined by author and presented on Figure 6, using the quantity of loads that were stored on March 2010 as sample. Name, description and nomenclature NV: Number of travels for storing the loads in each block. (The lower the better) !!!!" is the quantity of T3 loads stored in lane ! of block !. !!!!!! !" is the quantity of T4, T5 and T6 loads stored in lane no. ! of block no. !. ! and ! are constant number, and depend on the type of forklift used. For double pallet forklifts, ! equals 2 and ! equals 4. For triple pallet forklifts, ! equals 3and ! equals 6. ! is the total of lanes. ! is the total of block. The total number of travels (!"!"# ) is the sum of all !"!" . Formula and unit ! !!!!" !!!!!! !" + ! ! !!! !!! DP: Total traveled distance for storing the loads in the storage lanes. (The lower the better) ! !! is two times the distance from the put-­‐away zone to te middle point of each block. This number includes both ways travel. !"! is the number of travels to each block. The total traveled distance !"!"# is the sum of all distances to each block (!"! ). !!! (m) !"!"# !"!"# ×1000 (Km/h) !"! !! = !"# (h) T: Total time for storing the total amount of loads in the storage positions. For it estimation, it was needed to calculate the speed (!"#) in which forklifts move, also taking in account the time spent in removing of the production line and placing the loads in the position. (The lower the better) !"# = !"!"# total hours of work in March 2011. !! unitary time spent by the forklift to place the loads in each block. The total time (!!"# ) is the sum of all unitary times !! . !! is the consumption rate of forklifts. It has a value of 2,83Kg/h for double pallet forklifts and 3,9Kg/h for triple pallet forklifts. !" is the cost of fuel and equals 1,08 €/kg. PpV: Average quantity of loads stored for each forklift trip. (The higher the better) !!"# is total quantity of loads in March 2011. !"!"# is the total number of trips for storing the loads. ! !!! (€) !!"# !"!"# (loads stored per trip) !"# = !"!"# !"!"# (m per trip) !"!"# !"# = !!"# (trip per h) !" = !"!"# is the total distance traveled by the forklifts to store the loads. VpH: Average number of trips that the forklift must do to store the loads. (The higher the better) !!"# is the total work time. For this indicator, it was supposed that the total work hours per day per worker are 20. A work day divides in three work turns, approximately of 6 hours and 40 minutes each. It is discounted 1 hour for lunch and approximately 20 minutes to count fatigue. !! ×!!×!" !! = DV: Average distance traveled by the forklifts in each trip to store the loads. (The higher the better) CA: Quantity of loads that can be stored per day in the warehouse taking in account the layout disposition and the type of equipment. (The higher the better) !! ×!"! !"! = CC: Value in euros of the amount of fuel used by forklifts to store the pallets. (The lower the better) Operational KPI Group 2 ! !"!" = !" = !"#×!"#× 20 (loads stored per day) CpQ: Value in euros of the total amount of consumed fuel per kilometer by the forklifts. (The lower the better) !"# = !!×1000 !"!"# (€/Km) ABU: Total base area available to store the loads per block. (The higher the better) Area KPI !! is the length of the lane, which is also the length of the block. !! is the width of each storage lane. This value equals 2,2m for double pallet lanes, and 3,3m for triple pallet lanes. !". !"#$%! corresponds to the number of storage lanes per block. The total base area in the warehouse !"#!"# is the sum of all the base areas for blocks (!"#! ). PB: Number of loads that can be stored in the base level of the storage lanes. (The higher the better) !". !"#$%! is the number of storage lanes in each block. !"#!" is the quantity of pallets that can be stores in the base level of the storage lanes. The total base loads !"!"# is the sum of the base pallets stored in each block !"! . !"#! = !! ×!! ×!". !"#$%! 2 (m ) !"! = !". !"#!"! ×!"#!" (loads) !!"! − !"!"# ×1,2!! ×100 ! !"# ! ! − !" ×1,2! − !!"## PPE: Percentage of storage useless space, considering corridor area as useful space. (The lower the !"! !"# !!" = ! !"# better) ×100 !!"## is the occupied by the corridors. F IGURE 6: Table of KPI . Operational KPI and Area KPI PP: Percentage of storage useless space. (The lower the better) The number 1,2 represents the total base area occupied by one load. !! = Warehouse logistics and internal distribution optimization 6 Double pallet lane layout Central corridor The actual layout consists of double pallet lanes distributed all over the warehouse, fit between the structure columns and walls and adapted to other initial conditions such as the end of the production line in the put-­‐away zone. Put-­‐ away zone F IGURE 7: Initial layout conditions – double pallet lanes. Based on the initial conditions previously, three triple lane layout models were developed, which are shown and explained in Figure 8, highlighting their advantages and disadvantages. Triple pallet lane model No. 1 Central corridor The first model is based on the double pallet layout distribution, fitting the lanes between the columns and maintaining the same corridor configuration. Due to the structure limitations, this configuration maximizes the use of space between columns. The disadvantage is that there is no direct access from the put-­‐ away zone to the central corridor, which is also a problem in the actual layout distribution. All storage lanes function with the LIFO method. Put-­‐ away zone Vertical corridor Vertical corridor Crossed corridor Put-­‐ Crossed corridor away zone F IGURE 8: Triple pallet lane models display and description. Each model was evaluated using a set of KPIs defined previously. The results were compared between each other and with the results of the initial conditions. The improvement percentage is showed aside of each estimated value in gray to have a better perspective of the variations in Tables 2, 3, 4 and 5. Layout NV DP T NV value shows independent from the layout configuration, for it only changes as the forklift type changes. All three triple pallet lane models have an improvement of 33%. DP, T and CC values have different behavior, for they depend on the forklift type as well as on the layout configuration. For all three, the model with best performance was No. 3. Layout PpV DV VpH (m) CA CpQ (pal/dia) (€/Km) 2,83 148,77 14,81 Double Triple No. 1 4,25 33% 148,78 0% 14,81 0% Triple No. 2 4,25 33% 139,22 6% 15,82 6% Triple No. 3 4,25 33% 136,71 8% 16,11 8% 838,05 1,39 1.257,00 33% 1,91 -­‐38% 1.343,35 38% 1,91 -­‐38% 1.368,03 39% 1,91 -­‐38% This model aims to reduce the travel distance to place pallets in the storage lanes. For this reason, lines are oriented to the corridors. It is characterized by two vertical parallel corridors and a crossed corridor connecting the first two corridors between each other and to the put-­‐ away zone. The disadvantage of this model is that does not take maximum advantage of storage space between columns. Vertically disposed lanes function with the FIFO method, while the rest uses LIFO method. PpV value shows independent from the layout configuration, for it only changes as the forklift type changes. All three triple pallet lane models have an improvement of 33%. DV, VpH and CA values depend on the forklift type and layout configuration. For all of the, model No. 3 resulted with a higher improvement percentage. On the contrary, CpQ value showed a declining, for triple pallet forklifts consume more fuel that double pallet forklifts. Layout ABU 2 (m ) PB (pal) PP PPE 6.564,47 4.858,00 36% 7% Double Triple No. 1 6,393.09 -­‐3% 4,731.00 -­‐3% 38% -­‐2% 9% -­‐2% Triple No. 2 6.078,20 -­‐8% 4.590,00 -­‐6% 40% -­‐4% 18% -­‐11% Triple No. 3 6.865,78 4% 5.124,00 5% 33% 3% 5% 2% T ABLE 4: Overall results for area KPI. CC (m) (h) (€) Double 7.263 1.080.523,40 490,54 1.499,29 Triple No. 1 4.842 33% 720.394,70 33% 327,05 33% 1.377,53 8% Triple No. 2 4.842 33% 674.088,63 38% 306,03 38% 1.288,98 14% Triple No. 3 4.842 33% 661.928,48 39% 300,51 39% 1.265,73 16% T ABLE 2: Overall results for operational KPI Group 1. T ABLE 3: Overall results for operational KPI Group 2. Triple pallet lane model No. 2 Put-­‐ away zone The last model results from the combination of the first two, plus some modifications. Storage lanes are disposed both ways, vertically and horizontally, to fit the space limitations as best as possible and minimizing travel distances at the same time. For this matter, the put-­‐away zone connects directly to both vertical parallel corridors through a cross corridor. Vertically disposed lanes in common with model No. 2 function with the FIFO method, while the rest uses LIFO method. Vertical corridor The initial conditions of the warehouse are presented on Figure 7. Triple pallet lane model No. 3 Vertical corridor Operational KPIs were divided in two groups based on the procedures used to calculate them. The first group includes those that are calculated directly based on the data obtained for the sample month. The second group corresponds to KPIs that are calculated indirectly, using as basis previously calculated values. 7 All Area KPI depend only in the layout configuration. For these, the only model that presented improvement in every category was model No. 3, as showed on Table 4. Operational Operational KPI Group 1 KPI Group 2 Area KPI Average Triple No. 1 27% 6% 10% Triple No. 2 31% 9% 11% Triple No. 3 32% 10% 12% T ABLE 5: Overall percentage results for KPI. 14% 17% 18% In general, the best result corresponded to the triple pallet lane model No. 3, with an average improvement of 18%. The results in Table 5 correspond to the average percentage of improvement in the different indicators. 4.2.2. O PERATIONAL M ANAGEMENT IMPROVEMENT Proposals for operational management optimization consisted on an automatic ABC classification based on the rotation of the SKU, specifically founded on the number of days that loads will remain stored when they are produced for order in batches. The diagram is showed on Figure 9. The aim of this procedure is to separate the stock depending on the time loads will stay in storage, using more accurate criteria. The system classifies the loads according to the following scheme: o o o o o A1: storage time less than 30 days. A2: storage time between 31 and 70 days. B1: storage time between 71 and 140 days. B2: storage time between 141 and 210 days. C: storage time more than 210 days. Start Finished goods come out from the production line Loads pass through a automatic barcode reader SKU registration enters the system Does the SKU have a delivery date? NO YES SKU was produced to order SKU was produced to stock Known delivery date Unknown delivery date Go to rotation registers Classify the product according to ABC analysis A1: storage time less than 30 days A2: storage time between 31 and 70 days B1: storage time between 71 and 140 days B2: storage time between 141 and 210 days C: storage time more than 210 days Legenda: Load situation Additional information Store the loads in the apropiate zone Process executed by system Process executed by operator End Question F IGURE 9: Diagram of automatic ABC load classification according to SKU rotation. Warehouse logistics and internal distribution optimization 8 The classification in smaller sections allows having more specific zones for products with different rotation, thus optimizing internal functions. The system is robust and works in real-­‐ time, for the classification of loads is done just in the moment the come out of the production line. For this system to work, it is required that the warehouse layout is divided by activity level, according to the previous ABC classification. For the zone distribution, both warehouses were considered, the one near the end of the production line as well as the furthermost, which is also bigger, as showed in Figure 10. This diagram shows approximate areas for each division, according to previous studies of stock. advantages of each one and putting them together. The optimization permitted to do more work in less time, which means that in the same period, more loads can be stored. This permits the direct storage of loads in the bigger warehouse, eliminating the need of the truck to transport loads internally; consequently reducing the amount of internal transactions and optimizing warehouse activities. ABC stock classification by level of activity allowed to elaborate a division if the warehouse in zones to store the SKUs depending on their rotation. This system will allow more organization in the warehouse, thus, incrementing its performance. 6. REFERENCES Ackerman, Kenneth B., e Art Van Bodegraven. Fundamentals of Supply Chain Management. DC Velocity Books, 2007. Baker, Peter, e Marco Canessa. “Warehouse design: A structured approach.” European Journal of Operational Research 193, n.º 2 (2009): 424-­‐436. Chan, e Chan. “Improving the productivity of order picking of a manual-­‐pick and multi-­‐level rack distribution warehouse through the implementation of class-­‐based storage.” Expert Systems with Applications 38, n.º 3 (2011): 2686-­‐2700. Frazelle, Edward. World-­‐Class Warehousing and Material Handling. United States: McGraw-­‐Hill, 2002. Figure 10: Warehouse zone division according to ABC load classification using SKU rotation as criteria. 5. CONCLUSIONS This paper allowed reaching some important conclusions. It is very useful to perform a characterization of the products before studying the layout modifications, as to identify the product characteristics and behavior. Using the ABC analysis with different approaches, it was possible to get precise information on the stock, such as quantities, storage time and comportment over time, and consequently allocate the production. A set of KPIs were developed to evaluate the models and compare their results them between each other and with the results of the initial condition. After analyzing the layout models, it was concluded that the Triple pallet lane model No. 3 was the one that optimized the most. This alternative presented the greatest improvement in the KPIs evaluation when compared to the other models (18%). This alternative resulted from the combination of the first two, adopting the Gua, Jinxiang, Marc Goetschalckx, e Leon F. McGinnis. “Research on warehouse operation: A comprehensive review.” European Journal of Operational Research 177, n.º 1 (2007): 1-­‐21. Hales, H. Lee. “Put yourwarehouse in order.” Industrial Engineer, Fevereiro 2006: 34 -­‐ 38. Hua, Lin, e Wang Song. “Research on the Application of Expansion of EIQ-­‐ABC in the warehouse management.” 7th International Conference on Innovation and Management. Chiba, Japan, 2011. 1591 -­‐ 1594. Hwang, Heung Suk, e Gyu Sung Cho. “A performance evaluation model for order picking warehouse design.” Computers & Industrial Engineering, October de 2006: 335-­‐342. Liebeskind, Art. How to optimize your warehouse operations. Tulsa: Industrial Data and Information Inc., 2005. Murray, Jean. FIFO Inventory Cost Method. 2011. http://www.about.com (acedido em Maio de 2011). Queirolo, Tonelli, Schenone, Nan, Zunino. “Warehouse layout design: Minimyzing Travel time witn a genetic and simulative approack -­‐ 9 Methodology and case study.” Montagem por W. Krug, eds. A. Verbraeck. Dresden: 4th European Simulation Symposium, 2002. Roodbergen, Kees Jan, e Iris F. A. Vis. “A model for warehouse optimization.” IEE Transactions, 2006: 799 -­‐ 811. Robson, James F., e William C. Copacino. The Logistics Handbook. The Free Press, 1994. Twede, Diana, e Susan E. Selke. Cartons, Crates and Corrugated Boards: Handbook of Paper and Wood Packaging technology. United States of America: DEStech Publications, 2005.