Enhancing Responsiveness for Mass
Customization Strategies through the Use
of Rapid Manufacturing Technologies
Hartanto Wong and Daniel Eyers
Abstract Today, when more and more industries move towards creating markets of
one, the satisfaction of increasingly individualized consumer demand is a challenge
faced by many manufacturing organizations. Consequentially, this situation has led
to a rapid growth in the attention given to mass customization for the fulfillment of
individual consumer requirements. This chapter explores the opportunities afforded
by a group of new manufacturing technologies known collectively as Rapid Manufacturing as an innovative enabler for mass customization. In particular, we consider
the opportunities offered by these technologies to enhance the responsiveness of
mass customization strategies. Using a stylized model and case examples, we show
the potentials of the technologies as well as some challenges that still need to be
overcome to achieve the ideal situation of individualized production.
Keywords Integrated production-marketing problem Mass customization Rapid
Manufacturing technologies
1 Introduction
In proposing mass customization, Davis (1987) envisaged a situation whereby the
demand for customized products could be satisfied through individualized manufacturing, while still maintaining the economies of scale prevalent in mass production.
By exploiting manufacturing and communications technologies, combined with
changes in the organization’s approach to the provision of goods, Pine (1993) proclaimed that mass customization could not only compete but also triumph over
mass production by fulfilling the exact requirements of the customer without a
corresponding increase in costs.
The central motivation for businesses to adopt a mass customization strategy has
often been attributed to increasing business competitiveness, and thereby gaining
H. Wong (B)
Innovative Manufacturing Research Centre, Cardiff University, Wales, UK
e-mail: wongh@cardiff.ac.uk
T.C. Edwin Cheng and T.-M. Choi (eds.), Innovative Quick Response Programs
in Logistics and Supply Chain Management, International Handbooks on Information
Systems, DOI 10.1007/978-3-642-04313-0 10,
c Springer-Verlag Berlin Heidelberg 2010
205
206
H. Wong and D. Eyers
an advantage over rival companies. By providing customers with products that meet
their requirement, mass customization has been heralded as being “the New Frontier
in Business Competition” (Pine 1993). Porter (1998) identifies two core strategies for the achievement of a competitive advantage – price and differentiation.
Competing on price is often an undesirable consequence of the commoditization
of products, resultant from an absence of differentiation opportunities (e.g., as in
generic pharmaceuticals). Consequentially, negative effects such as margin erosion
are typical of competition based on price. Differentiation can be vertical (typically differentiating on product quality) or horizontal (differentiating on product
attributes). For mass production it may be difficult to increase the horizontal differentiation without incurring greater costs of manufacture. However, for companies
pursuing a mass customization strategy this is the primary focus, and therefore
competitiveness is theoretically increased.
Empirical evidence suggests that the customization is not “free” and needs
to be traded-off against lead time, cost, and other factors (Squire et al. 2006).
In particular, the notion of responsiveness in the context of mass customization
has been exemplified by McCutcheon et al. 1994) in their work considering “the
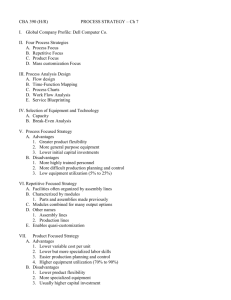
customization-responsiveness squeeze,” discussing how companies could offer customized products while still ensuring quick delivery times. Following Chopra and
Meindl (2007), who introduced the concept of cost-responsiveness efficient frontier
in explaining the trade-off between supply chain efficiency and supply chain responsiveness, we argue that conceptually there exists a customization-responsiveness
efficient frontier as shown in Fig. 1. The figure indicates the highest possible responsiveness to achieve a given level of customization based on the existing technologies. One of the main challenges pertinent in mass customization is how to shift
the efficient frontier closer towards the ideal state where firms are able to provide
customized products at a comparable speed of equivalent standardized offerings.
It is evident that the current state of mass customization is achievable through
the adoption of flexible manufacturing systems, introduction of modularization
and postponement, combined with e-commerce. Such continuous developments
Level of customization
high
Fig. 1 The customization vs.
responsiveness efficient
frontier (Adapted from
Chopra and Meindl 2007)
low
low
Responsiveness
high
Enhancing Responsiveness for Mass Customization Strategies
207
of innovative technologies and techniques have been shown to facilitate a more
responsiveness means of introducing customization. In line with the spirit of enhancing the responsiveness of mass customization strategies, this chapter introduces a
group of new manufacturing technologies known collectively as “Rapid Manufacturing” (RM) as an emerging enabler for mass customization. The advent of RM
technologies, which is considered by some authors to be “an industrial revolution
for the digital age” (Hopkinson et al. 2006), may offer a significant leap forward to
reach the ideal state of mass customization.
RM is a collective term for a range of additive layer manufacturing technologies,
whereby layers of material are joined together to form parts, enabling virtually any
product shape to be created from a range of engineering materials (including metals,
resins, composites, and thermoplastics). RM has already achieved extensive usage
in medical applications, where customized products are necessary to best suit the
individual’s physiology, and is emergent in many other sectors of low volume and
custom manufacture. There are several characteristics of RM that make it attractive in a mass customization scenario, particularly in the achievement of responsive
manufacturing. The most relevant attribute is the capability to achieve highly sophisticated geometries in manufacture, but without the need for manufacturing aids such
as moulds and tooling, which are usually requisite in many conventional manufacturing technologies. For conventional standardized production, development of
tooling and moulds is performed prior to the product launch to promote responsiveness. Where customized manufacture results in changes to the geometry, this cannot
be prepared in advance and consequentially manufacturing lead-times are likely to
be extended. Through RM, the elimination of these requirements not only simplifies the overall tasks of the product designer and eliminates cost, but also makes an
important contribution to addressing the responsiveness of the manufacturer.
This chapter aims to examine the potentials of RM, particularly in enhancing the
responsiveness of mass customization strategies (i.e., being able to shift the efficient
frontier much closer to the ideal state). Consequently, our analysis will be focusing
on the economic rather than technical aspects of the technologies. We present a stylized model used to generalize the economic implications of the technologies. More
specifically, we compare two manufacturing configurations. The first configuration
is mass producer (MP) working in a make-to-stock mode to provide a limited number of standard products, which do not meet customer preferences exactly but are
available immediately (or with a relatively short lead time). The second configuration is mass customizer (MC) working in a make-to-order mode to provide custom
products, which meet customer preferences exactly but are available only after a
certain lead time. The model we develop captures the integration of productioninventory as well as marketing related factors. We consider the fact that customer
demand is influenced by product variety and lead time apart from the product’s
price. Increasing the variety for standard products or shortening the lead time for
custom products can enhance the sales and margin. The model can be exploited to
explain the potential of RM to enhance the responsiveness of mass customization.
The rest of the chapter is organized as follows. In the next section we provide a
survey of the relevant literature. In Sect. 3 we present our stylized model, and Sect. 4
208
H. Wong and D. Eyers
presents and discusses numerical examples. In Sect. 5 we close the chapter with a
concluding discussion and some suggestions for future research.
2 Literature Background
In this section we discuss the relevant literature, with emphasis on two streams
of research considered most relevant to this work. The first stream of research
is on different enablers of mass customization that particularly contribute to the
enhancement of quick response strategy. The second stream of research focuses
on examining the business implications of RM as mass customization enabler.
Examples of RM-enabled mass customized products are also presented.
2.1 Responsiveness in Mass Customization
Mass customization was first introduced as being when “the same large number
of customers can be reached as in mass markets of the industrial economy, and
simultaneously be treated individually as in the customized markets of pre-industrial
economies” (Davis 1987). Adopting mass customization combines the best of the
craft era, where products were individualized but costly, with the best of the mass
production era, where everybody could get the standardized, affordable products
(Fralix 2001). Though for many industries customization was largely discarded
in favor of standardization during the twentieth Century as seemingly inefficient
(Lampel and Mintzberg 1996), the implementation of the mass customization concept has been identified as a consequence of changing consumer requirements, with
individualism of demand becoming increasingly apparent and homogenous markets
ceasing to exist (Hart 1995).
This apparent market demand for customized products should promote MC,
where in ideal situations it should be able to achieve individualized manufacturing without incurring tradeoffs when compared to conventional approaches. Three
core attributes of MC are outlined by Tseng and Jiao (1998): quick response,
customization, and the achievement of economies of scale. Responsiveness is discussed throughout the MC literature; however, we note that the intended meaning
of authors with regards to the term responsiveness may differ. There is much scholarly discussion as to what constitutes responsiveness, with the terms of agility and
flexibility often being used interchangeably with responsiveness in operations management literature, despite being distinctly different in their meaning (Bernardes
and Hanna 2009). Several reviews of the concept have been conducted (Bernardes
and Hanna 2009; Holweg 2005; Kritchanchai and MacCarthy 1999; Reichhart and
Holweg 2007), each identifying different interpretations in the literature for responsiveness. Consequentially in this chapter, we are mindful to consider the intention
of authors who discuss responsiveness in the context of MC.
As stated earlier, the notion of responsiveness in the context of mass customization has been exemplified by McCutcheon et al. (1994). In their study, the notion
Enhancing Responsiveness for Mass Customization Strategies
209
of “responsiveness” equates to the total manufacturing and delivery lead-time for
the custom product, and is an interpretation echoed throughout MC literature.
However, while the authors emphasize the potential costs and risks resultant from
needing to address the difficulties of responsiveness, a later survey of MC companies (Åhlström and Westbrook 1999) ranked increased order response times with
other customization negatives, finding (to their surprise), companies reporting this
of lesser importance than other attributes such as material and manufacturing costs.
These findings are from the perspective of the company towards responsiveness and
do not consider the perceptions of the end customer. In a more recent consumer
study, Endo and Kincade (2008) highlight the importance of how quickly a company is able to supply custom products as a determinant of choosing customized
over standardized offerings, which is further supported by the findings of Piller
and Müller (2004) that customers may expect a financial discount to compensate
from extended delivery times. Hence, it is evident that MC companies should focus
their attention not only on achieving mass production level costs, but also on the
achievement of responsiveness to satisfy customer demands.
To achieve both production economics and responsive manufacturing, one widely
implemented method of mass customization enablement is modularity, originally
envisaged by Pine to promote economies of both “scale and scope” (Pine 1993). For
mass customization to minimize costs while maximizing individualization, modularity is often applied (Feitzinger and Lee 1997; Pine 1993). An exact definition of
modularity is uncertain in the literature; however, a consensus exists that modularity entails the combination of a series of modular components in the creation of a
modular product (Gershenson et al. 2003). In mass customized manufacture, this
equates to the manufacture of a variety of standardized components, which are then
integrated as part of the overall customized product. Through this approach, not only
should costs be maintained at mass production levels, but also issues of responsiveness addressed. McCutcheon et al. (1994) discussed how an organization adopting
modularity of its components could make some effort to address the “customizationresponsiveness squeeze,” resulting in greater substitution to satisfy customer orders.
It was observed that, although this is beneficial to the organization’s responsiveness,
unless all core components can be modularized, it will not be possible to completely
address the squeeze through modularity. Furthermore, in order to accommodate
the large variety of demand but still satisfy customer delivery time expectations,
the evidence is that the firms increase inventories of potential components. Customized mainframe manufacturer Amdahl is widely cited as attempting to provide
customized built computer in a week by stocking every potential component, but
at the cost to the business of holding millions of dollars in excess inventory (Pine
et al. 1993; Radder and Louw 1999).
Another concept recognized as mass customization enabler is postponement or
delayed product differentiation. The concept is appealing particularly in dealing
with uncertainty due to proliferation in product varieties and uncertain demands
from customers. This is achieved by properly designing the product structure and
the manufacturing and supply chain processes so that one can delay or postpone the
final customization of the product to the maximum extent possible, pending more
210
H. Wong and D. Eyers
accurate product demand information. One of the classic examples of successful
postponement application is Hewlett–Packard (HP) for their DeskJet printers (Lee
et al. 1993; Feitzinger and Lee 1997). The company opted to customize the printers
at its local distribution centers rather than at its factories. For example, instead of
customizing the DeskJet at its factory in Singapore before shipping them to Europe,
HP has its European distribution center near Stuttgart, Germany, perform this job.
HP restructured its printer production process by manufacturing a generic DeskJet
printer and later localizing the generic product by integrating in the localized modules (power supplies, packaging, and manuals) at its local distribution centers. This
way, HP was able to maintain the same service levels with an 18% reduction in
inventory, saving millions of dollars. Another celebrated example is Benetton who
used postponement to cope with volatile fashion trends and long production leadtimes (Signorelli and Hesket 1984; Dapiran 1992). By using un-dyed yarn to knit
about half of its clothing and delaying the dying process to a later stage, Benetton
has a better idea of the popular colors for the season. Other examples include IBM
(Swaminathan and Tayur 1998), Whirpool (Waller et al. 2000), and Xilinx (Brown
et al. 2000). We refer the reader to Van Hoek (2001); Swaminathan and Lee (2003);
Yang et al. 2004) for a comprehensive review of research on postponement.
2.2 Rapid Manufacturing as an enabler for mass customization
Through the application of RM technologies, it is possible to manufacture parts of
highly sophisticated and complicated geometries, but without the need for costly
tooling. It is this absence of tooling that promotes the feasible production of parts in
quantities as needed, rather than in large batches that Hopkinson et al. (2006) claim
may make “volume of one” manufacturing economically viable. However, despite
the recognized potential for RM to enable the mass customization concept, there
has been limited research conducted in this field, and almost no consideration of the
implications for manufacturing responsiveness.
RM has evolved from the technology origins of rapid prototyping (RP), where the
research literature is predominantly based on the engineering capabilities of emergent technologies, used to create one-off products for the prototyping industries.
However, some of these technologies appeared promising for actual production
environments, and the term rapid manufacturing has started to become a familiar
vocabulary. One of the defining texts during this transition was that of Pham and
Dimov (2001), who provided an extensive review of the process technologies and
the applications, particularly from an engineering viewpoint. Although RP and RM
both utilize the same principal technologies, the distinction between the two is usually classified on the final application of the created part, with RM featuring only
parts that will be used in end-use finished goods.
While a large body of literature exists for RP (and, to a lesser extent, RM), the
limited research into enablement of mass customization using these has predominantly employed case studies to showcase both opportunities and constraints of the
Enhancing Responsiveness for Mass Customization Strategies
211
technologies. In a medical context, Hieu et al. (2005) identified medical applications
to include biomodels, surgical aids, implants, training models, and scaffolds for tissue engineering, using reverse engineering (RE) scanners and computer tomography
(CT) scans as a basis for generating 3D models needed to create RP/RM components. Further work related to customization for individual human geometries can
also be found in the work of Tuck et al. (2008), who explored the opportunities to
reduce pilot fatigue using RM to produce custom seating and Barrass et al. (2008)
who considered customization in tennis racket grips.
Within the field of mass customization, the involvement of customers is an
important concept, with early involvement in the production cycle leading to higher
degrees of customization in the finished product (Duray et al. 2000). Hague et al.
(2003) discussed how customers could be involved in the design stages of the production cycle for customized products, suggesting limitations in their abilities for
this task and proposed options to overcome this issue. Hague noted the use of the
internet for codesign of customized products, a theme also explored by Bateman
and Cheng (2006) through several case scenarios. Their work outlined both the techniques for eliciting customization preferences for products via the internet and also
the realization of these through RM processes.
One case example of RM for mass customization is that of customized hearing aid shells. In traditional manufacture, shells would be manually created by a
skilled technician as described by Cortex et al. (2004). Having achieved a cast from
the supplied mould, nine further steps involving recasting, trimming, and drilling
are necessary to create the final product. This manual process takes an experienced
technician approximately three hours to achieve and suffers from high variability in
product quality. The technician’s continual cutting and trimming of the shell down to
size is highly error prone, and often it is necessary to reattach erroneously removed
material using adhesives. In severe cases, the shell must be discarded, significantly
affecting the responsiveness of the manufacturer. Resultantly, manufacturing leadtimes were often quoted at approximately 1 week, and typically about 35% of the
dispatched products are returned to the manufacturer for adjustment (a “first-fit” rate
of 65%).
Using RM technologies, manufacturing responsiveness and quality can be
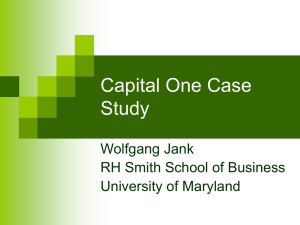
improved. Moulds are 3D scanned and this data file is used by the RM equipment for manufacture. Although each hearing aid will be of different shape, in
actual manufacturing environments the simultaneous production of multiple customized products is commonplace (as shown in Fig. 2). Through this technique,
setup and fixed costs can be amortized across a larger production run, improving the
commercial viability of the process. Therefore, while demand from an individual
customer in MC manufacturing requirement will typically be low (i.e. one-off), as
the actual processes of manufacturing do not need to differentiate between products, many items can be produced in a single build, resulting in the achievement of
“mass” volume in mass customization.
In terms of responsiveness, the application of RM technologies together with
efficient operations management results in an improved situation. Under normal
circumstances, devices can be designed, manufactured, configured, tested, and
212
H. Wong and D. Eyers
Fig. 2 Left: 3D Model of configured ITE device; Right: multiple batched devices for manufacture
(Courtesy of Materialise)
dispatched within a single working day, with first-fit rates in excess of 95%. Resultantly, the use of RM technologies for the commercial manufacture of hearing aid
devices is commonplace, displacing the conventional craft approach to customized
manufacture.
A second case example is that of customized lamps, which are often formed from
modular components, allowing the selection of base and shades in terms of shape
and color from a predetermined catalogue of options. While this encompasses the
efficiencies of mass production in the production of shades and bases, the limitations
of this assemble-to-order approach can be observed in the restricted number of permutations possible in the final product. However, since the component parts are mass
produced, these costs should remain unchanged. For more extensive customization
of lamps, the convention is to engage the services of a designer. While this approach
will enable a higher level of product customization, this tends towards the craft
approach and often results in higher unit costs and significantly extended response
times, moving away from the ideal state of MC. A hybrid strategy is also evident
from some companies, whereby modularity of components is maintained, but with
each component hand-crafted. Resultantly, product options are constrained in a similar manner to mass production, but individually crafted by hand on a make-to-order
basis with a manufacturing lead-time of 4–6 weeks.
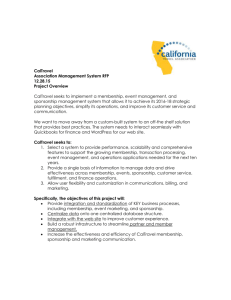
Through RM, highly sophisticated lamp designs can be made without affecting the delivery lead time of the product (Fig. 3 shows a range of MGX designer
lamps). Customers may affect attributes such as size, color, and embedded text, or
for some designs perform customizations by supplying parameters for mathematical
expressions but control the placement of product features.
MGX lamps combine component modularity with RM technologies to facilitate product customization. For these products, both the base and the shade can be
customized, with bases selected from a modular range of possibilities and shades
individually manufactured. Despite the extent of customizations which can be made
to the shade, achieving these with RM does not significantly affect the manufacturing costs. For MGX lamps, the customizations require relatively trivial intervention
by the manufacturer, requiring only parameter changes in the CAD model prior to
submission for building. This compares favorably to the expenses that would be
incurred in injection molding, whereby a mold would require design and fabrication
Enhancing Responsiveness for Mass Customization Strategies
213
Fig. 3 Left: Tulip.MGX by Peter Jansen; Right: Lily.MGX by Janne Kytannen (both images are
courtesy of Materialise)
to enable manufacture, or in craft manufacture, where the time of the designer/maker
will also increase the product costs. In RM, greater costs will be incurred only if
more material is used, or the geometry increases the overall size of the build. Where
customization does not affect these attributes, there will be no increase in costs
compared to standardized items, achieving one of the main prescribed principles of
mass customization.
The absence of molds not only eliminates a cost of production, but also results in
improved responsiveness. Compared to standardized manufacturing, the principal
delays resultant from customization in RM are the reconfiguration of the electronic
model of the product to accommodate customization; however, these do not extend
the normal 2–3 week manufacturing lead-time. Resultantly, customers will receive
either custom or standardized RM lamps within the same timescale.
We would like to close this section by emphasizing the importance of this chapter
in enhancing the awareness of academics as well as practitioners, particularly those
working in the area of mass customization, of the emerging RM technologies that
seem to offer opportunities in advancing the current state of mass customization.
3 Model
We now present a stylized model used to generalize the economic implication of
the technologies. Our model is similar to those considering the coordination of marketing and operations decisions in the context of mass customization as studied
214
H. Wong and D. Eyers
by some authors, including, for example, Jiang et al. (2006); Alptekinoglu and
Corbett (2008); Mandelson and Parlaktürk (2008). In comparison to Jiang et al.
(2006), our model is different mainly in the following aspects. First, we specifically
consider a pure customization based on a make-to-order configuration while they do
not. Second, their model ignores the effect of congestion at the production facility,
while we explicitly model the queuing effect as a result of considering a capacitated
production facility. The other two studies, Alptekinoglu and Corbett (2008); Mandelson and Parlaktürk (2008), model competition between two multiproduct firms,
where one firm is a mass customizer while the other is a mass producer. Our analysis
is different from theirs as we do not model competition, and furthermore, they focus
on firms’ product and pricing decisions without considering lead time as a factor
affecting customer purchase decisions.
We consider a market with customers who have heterogeneous preferences
for product attributes. Similar to De Groote (1994), we model the product space
‚ D Œ0; 1 using the spatial location model of Hotelling (1929) and its extensions
by Lancaster (1990). To make the model more tractable and focus on product
line decisions associated with a horizontal differentiation, customer ideal tastes are
assumed to be uniformly distributed on ‚. This assumption is commonly used in
the Hotelling-style models. Each product is characterized by x 2 ‚, a single point
on the unit product line segment. This can represent, for example, the size or color
attribute of the product. As stated earlier, we intend to compare two types of manufacturing configurations: MP that produces standard products and MC that produces
individually customized products. The two configurations will be assessed on the
basis of their respective expected profit. Our notation and parametric assumptions
are summarized in Table 1.
3.1 Customer Choice
Our model captures the situation in which customer demand is sensitive to price,
product characteristics, and also delivery lead time. Specifically, the utility of a
type- customer derives from buying a product with characteristic x, price p, and
lead time T is equal to
U.; x; p; T / D r p vj xj wT;
(1)
where the reservation price r>0 is the customer’s willingness to pay for her ideal
product (all customers are assumed to have a common reservation price). We assume
that r is large enough so that the net utility is always greater than zero and so all
customers will buy a product. Products are offered with price p, assumed to be identical for all products. The uniform pricing scheme is reasonable when the products
are horizontally differentiated (in which qualities of products are at the same level).
The customer’s disutility of misfit relative to her ideal preference is expressed as
vj xj, where v > 0 is the linear transportation cost, which also represents the
intensity of customer preference, and j xj is the distance from her ideal product
Enhancing Responsiveness for Mass Customization Strategies
215
Table 1 List of Notation
Demand parameters
Total potential demand rate
0
i
First choice probability of product i
i
Demand rate for product i
r
Customers’ reservation price
Production input parameters
Production rate for the MP configuration
Production rate for the MC configuration
0
Cost parameters
h
Unit inventory holding cost for MP
c
Unit production cost for the MP configuration
Unit production cost for the MC configuration
c0
F
Product proliferation cost for the MP configuration
v
Linear transportation cost (customers’ preference intensity)
w
Linear waiting cost (customers’ sensitivity to delay)
Decision variables
Si
S
n
xi
x
p
T
Base stock level for MP’s finished goods
Vector of base stock levels
Number of product lines
Product i 0 s characteristic
Vector of product characteristics
Product price
Average delivery lead time (determined by inventory policy)
Performance measures
Ii
Expected on-hand inventory level
Z
Expected total profit
attribute. Further, the disutility of waiting is represented by wT, where w > 0 is the
customer’s sensitivity to delay and T is the expected delay.
We assume that demands arrive according to a Poisson process with rate, or
demand intensity 0 , and they differ only in their ideal products 2 ‚. Upon arrival,
the customer observes the product offerings and selects the product that maximizes
her utility, provided that it is nonnegative, otherwise she does not make a choice.
Product i is said to be the first choice of a given customer if it gives a non-negative
utility to that customer and its utility is the maximum among all products offered
by the manufacturer. Denote i as the first choice probability of product i , and the
demand rate for product i can be defined as i D i 0 , i D 1; 2; : : : ; n. Consistent
with the assumption of non-negative net utility, we also assume that complete market
coverage is optimal. This assumption is common in the marketing and economics
literature (Alptekinoglu and Corbett 2008).
3.2 The MP Configuration
In this configuration the manufacturer offers n standard products, indexed by i D
1; 2; : : : ; n. This configuration is modeled as a single stage production-inventory
216
H. Wong and D. Eyers
system. We assume that the processing times are i.i.d. random variables and exponentially distributed with rate 1=. These assumptions make the problem tractable,
without a significant loss in accuracy, especially as our emphasis is deriving qualitative patterns and managerial insights. For stability, we require that the utilization
rate 0 = D < 1. Demand is satisfied from stock unless the corresponding inventory is empty. All shortages are backlogged. We assume that a base-stock policy is
used for the inventory control. Let Si denote the base stock level for finished product
i . Furthermore, changeover times between products are assumed to be negligible.
Let c denote the unit production cost incurred for this configuration. Also, we
assume that the cost is the same for all standard products. For each unit in stock,
the manufacturer also incurs inventory holding cost h per unit time. Further, there
is a product proliferation cost F , incurred every time the manufacturer offers a
new product variant. This cost could include redesign, tooling, and setup costs.
We assume that the cost of variety is linear in the number of products offered,
which is in line with common observation in the operations literature (Dobson and
Waterson 1996; Benjaafar et al. 2004). The manufacturer makes simultaneous decisions regarding how many products to offer and their characteristics, base stock level
of finished products, and price, maximizing the expected profit. Note that the decision on the base stock level will also influence the average lead time experienced by
customers.
3.2.1 Evaluation model
Following Buzacott and Shanthikumar (1993), for a given base stock level Si , the
expected inventory for finished product i is given by
Ii .Si / D Si where Oi D i = . i / and i D
i
0
P
S
1 Oi i ;
(2)
j .
j ¤i
The expected lead time for a given Si is given by
S
T D
Oi i
:
0
(3)
3.2.2 Optimization
Define x D Œx1 x2 : : : xn as a vector of product characteristics and S D ŒS1 S2 : : :
Sn as a vector of base stock levels. We formalize the manufacturer’s optimization
problem as follows.
Max Z.n; x; S; p/ D
Xn
i D1
.p c/ i .n; xi ; Si ; p/h Ii .Si / Fn:
(4)
Enhancing Responsiveness for Mass Customization Strategies
217
Following de Groote (1994), an optimal design of the product line can be determined as follows. For a given n, the optimal product line has a simple structure:
the market should be partitioned in segments of equal lengths, the characteristics of
the products should correspond to the taste of the customers located in the middle
of the segments, and the manufacturer should set prices as to make the customers
located at the extreme of the segments indifferent between buying and not buying.
To put it more formally, given that n, T , v, and w are fixed, we obtain full market
coverage with the maximum revenue by setting
xi D
2i 1
;
2n
p D r wT i D 1; 2; : : : ; n and
(5)
v
:
2n
(6)
Following (5), the optimal product line has a structure in which the market should
be partitioned in segments of equal lengths. This means for a given n, 1 D
2 D D n and so 1 D 2 D D n , and as a consequence, we have
identical optimal base stock levels for all products, that is, S1 D S2 D D Sn .
The problem in (4) can now be solved in two stages. In the first stage, we fix n
and find the optimal S. And in the second stage we optimize n. From (3) it can be
shown that the promised lead time T is decreasing with Si before reaching a zero
level. It can also be proven that Ii .Si / is increasing and is a convex function of
Si . The optimal n can be determined by gradually increasing n starting from n D 1.
For each value of n we optimize x, p, and S. The search can be terminated when the
condition .r c/0 Fn is met. The first term .r c/0 is a constant and represents
the maximum profit, which can be gained by setting the price equal to the reservation
price. The second term Fn represents the product proliferation cost, which is linearly
increasing with n. This condition ensures that no better improvement is possible by
increasing n.
3.3 The MC Configuration
In this configuration the manufacturer offers individualized customized products,
which means no decision to be made on the number of products. As for MP, this
configuration is also modeled as a single stage production-inventory system, with
the only difference being that this configuration does not hold any finished goods
inventory. Hence, we have a special case of the MP configuration with zero base
stock levels. The processing times are i.i.d. random variables and exponentially distributed with rate 1=0 . 1=/. This reflects our attempt to capture the potential
of RM technologies in reducing the total manufacturing lead time. Let c 0 denote
the unit production cost incurred for this configuration. To reflect a premium cost
associated with the adoption of new technology, we assume that the direct cost of
manufacturing is nondecreasing when switching from MP to MC (i.e., c 0 c/. The
new cost c 0 already includes the amortized value of such premium cost. To reflect the
highly flexible feature of RM technologies, we assume that there is no proliferation
218
H. Wong and D. Eyers
cost incurred for this configuration. However, this is not for free as the development
of such a flexible technology will certainly incur a high investment and production
cost, which in our model has been reflected by a higher unit cost c 0 .
3.3.1 Evaluation
For this special case, the expected inventory level is zero and the average lead time
is given by
1
:
(7)
T D
0
3.3.2 Optimization
For this configuration, price is the only relevant decision variable. The profit
maximization problem can be formulated as
Max ZŒp D .p c 0 /0 :
(8)
Solving the above problem is very straightforward as we just need to find the maximum price value that does not give a negative utility for customers. From (6) and
(7), the optimal price can be determined as follows:
pMC
D r wT D r w
1
:
0
(9)
4 Numerical Examples
In this section we present several numerical examples to enhance the understanding of how different factors may affect the preference of one configuration to the
other. In particular, we intend to generalize how the advent of advanced manufacturing technologies such as RM enhances the responsiveness of mass customization
strategies as indicated by increased profitability of the MC configuration relatively
compared to the MP configuration.
4.1 Base example
In this example we present a situation in which all the parameters are identical for
both the MP and MC configurations. Both configurations are different only with
respect to finished goods inventory. Consider the following system parameters:
Aggregate demand rate 0 D 5=time unit
Reservation price r D 500
Enhancing Responsiveness for Mass Customization Strategies
219
Production rate D 0 D 6=time unit
Product proliferation cost F D 10 (only for MP)
Unit production cost c D c 0 D 100=unit
As the expected profits for both configurations are influenced by the customer’s
sensitivity to delay and preference intensity, a range of w and v values were experimented. It is also notable to mention that as the sensitivity of the profit function to
each of the two parameters can be different, some preliminary experiments were
conducted to find a sensible range of values from which we are able to derive
insights. The following values are used: w D [2, 4, 6, 8, 10, 12, and 14] and vD [20,
40, 60, 80, and 100].
For the MP configuration, the main results from this example are summarized in
Table 2. In the table we show the expected profit as well as the optimal number of
product variety for each combination of v and w.
It is indicated in the table that the average profit first decreases as a function of
the waiting cost, but there is a threshold value of waiting cost after which the profit
becomes constant. This occurs because by increasing the waiting cost, the MP configuration will react by holding a higher inventory level. From a certain w value,
however, the inventory level is high enough to cause a zero lead time, thereby making the profit function constant. The table also shows how the customers’ preference
intensity influence the number of product variety, that is, increasing v values tends
to increase n .
For the MC configuration, the results are presented in Table 3. As MC is able to
offer individual customized products, the profit is affected only by the customers’
sensitivity to delay, that is, there is no effect of the customers’ preference intensity.
It is obvious that the expected profit is linearly decreasing as a function of w.
Given all other parameters are fixed, the profit for MC depends only on the optimum
Table 2 Optimal profit and number of products for different v and w(MP)
wD2
wD4
wD6
wD8
w D 10
w D 12
w D 14
v D 20
1,916
n D 2
1,883
n D 2
1,863
n D 2
1,861
n D 2
1,859
n D 2
1,859
n D 2
1,859
n D 2
v D 40
1,898
n D 3
1,863
n D 3
1,838
n D 2
1,836
n D 2
1,834
n D 2
1,834
n D 2
1,834
n D 2
v D 60
1,883
n D 4
1,847
n D 4
1,821
n D 3
1,818
n D 3
1,816
n D 3
1,815
n D 3
1,814
n D 3
v D 80
1,871
n D 4
1,834
n D 4
1,806
n D 3
1,802
n D 3
1,800
n D 3
1,798
n D 3
1,797
n D 3
v D 100
1,861
n D 5
1,823
n D 5
1,794
n D 4
1,786
n D 4
1,784
n D 4
1,782
n D 4
1,782
n D 4
Table 3 Optimal profit for different w (MC)
wD2
wD4
wD6
wD8
1,990
1,980
1,970
1,960
w D 10
1,950
w D 12
1,940
w D 14
1,930
220
H. Wong and D. Eyers
2000
MC
1950
Profit
1900
v
v
v
v
v
1850
1800
1750
=
=
=
=
=
20
40
60
80
100
1700
1650
0
10
20
30
w
40
50
60
Fig. 4 Maximum waiting cost w0 for different values of v
low
Customers’ sensitivity to delay - w
MC
high
w0
as
af
un
ctio
no
fv
MP
low
Customers’ preference intensity - v
high
Fig. 5 Maximum waiting cost w0 separating MC and MP areas
price, which is a linear function of w. For the selected range of w, the MC configuration seems to be superior compared to the MP configuration, giving indication
that the selected parameters do not really represent situations in which customers
are concerned about the lead time. As expected, increasing w further may lead to
observations where MC is less profitable than MP. In relation to this, we suggest
to use w0 , defined as the value of w at which the profits for both MP and MC are
equal. A small w0 can be seen as an indicator of nonsupportive environment for
mass customization strategies, and vice versa. Determining w0 is straightforward as
we know that MP’s profit is a constant and the MC’s profit is a linear function of w.
We summarized the results in Fig. 4.
Conceptually, the preference of offering individual customized products to standardized products as influenced by customer’s sensitivity to delay and preference
intensity, that is, the lead time vs. product variety trade-off can be represented in
a diagram depicted in Fig. 5. In this diagram we show that offering customized
Enhancing Responsiveness for Mass Customization Strategies
221
products is preferable when customers are willing to wait longer for a product that
matches very well with their ideal preference. In contrast, offering standard products is more likely to be more profitable when lead time is more an issue compared
to product variety. The maximum waiting cost function, w0 , as defined above serves
as the separation line of the two extreme markets.
4.2 The effect of increased production rate
We now extend the base example by capturing the fact that the total manufacturing
lead time is reduced due to the exploitation of new technologies. We use the following values for the production rate for the MC configuration: 0 D[6, 7, 8, 9, and 10],
while the production rate for MP is kept at D 6. All the other parameter values
are not changed. Figure 6 is presented to show the benefit of increasing production
rate for MC as indicated by larger w0 values.
By using the concept introduced in Fig. 5, we can explain that technologies such
as RM that are able to enhance responsiveness by reducing the total manufacturing
lead time (without sacrificing quality) will increase the maximum waiting cost w0
for a fixed v value, that is, shift the w0 function down, thereby expanding the total
market potential for customized product offerings (see Fig. 7).
4.3 The effect of increased production rate and production cost
Maximum waiting cost w0
We now present the final example to represent the most realistic situation for RM
in which the increased production rate needs to be balanced against the higher
unit production cost. Five values are chosen for the MC’s unit production cost:
c 0 D [100, 105, 110, 115, and 120]. Similar to the previous analysis, we determine
250.0
v
v
v
v
v
200.0
150.0
100.0
50.0
0.0
6
7
8
Production rate - m
Fig. 6 Maximum waiting cost w0 affected by production rate
9
10
=
=
=
=
=
100
80
60
40
20
222
H. Wong and D. Eyers
low
Customers’ sensitivity to delay - w
MC
high
MP
Ne
w
res w 0fu
po
nsi nctio
n
ve
ma due
t
nu
fac o mo
r
tur
ing e
low
high
Customers’ preference intensity - v
Fig. 7 Expansion of MC’s market potential
Maximum waiting cost w0
150
100
50
0
120
10
9
115
110
MC
’s u
n
it pr
8
odu
105
ctio
n co
st c
’
7
100
6
’s P
MC
on
ucti
rod
rate
m’
Fig. 8 Maximum waiting cost w0 as a function of c 0 and 0
the maximum waiting cost w0 for each combination of production rate and unit
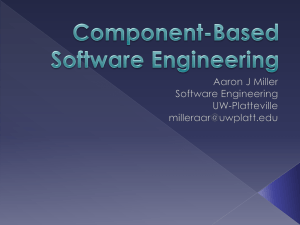
production cost. The results (only for v D 20) are depicted in Fig. 8.
In Fig. 8, the lighter area of the surface represents the situations that are more
favorable for mass customization strategies. Despite the fact that it remains challenging for RM-enabled mass customization to reach this light area, especially due
to the cost issue, the successful application of RM in the hearing aids industry gives
indication that this area is not unachievable. Significant year-on-year growth in the
Enhancing Responsiveness for Mass Customization Strategies
223
3500
3000
Count
2500
2000
1500
1000
500
0
88
89
90
91
92
93
94
95
96
97
98
99
00
01
02
03
04
Year
Fig. 9 Additive systems worldwide sales 1988–2004 (Wohlers 2007)
RM industry (as shown in Fig. 9), together with the launches of new machines and
products, suggests a wide scale confidence in the opportunities for the RM technologies. Furthermore, as the industry develops, competition between vendors is likely
to reduce both maintenance and material costs (Hopkinson et al. 2006).
5 Conclusion
This chapter explores the opportunities afforded by the emerging RM technologies
as a promising enabler for enhancing the responsiveness in the provision of mass
customized products. The topic is of great relevance, because today, where more
and more industries move towards creating markets of one, the use of innovative
technologies and methods that are capable of enhancing responsiveness can be seen
as a competitive advantage.
Through our case examples, we present two applications of mass customization,
and consider the implications for responsiveness and cost using both conventional
and RM approaches. Though the products are from very different markets, we find
some commonalities consistent with the prescribed methods of mass customization envisaged by Pine (1993). The elimination of molds in production increases
the geometric customizations possible without incurring additional manufacturing
costs, supported by the use of modularity for some components of the products. By
adopting these approaches, responsiveness between customized and standardized
has been improved in both examples when compared to conventional manufacturing
involving higher degrees of customization.
The stylized model developed in this chapter helps us gain more insights into the
potentials as well as the limitations of the RM technologies. The model captures
the interaction of production-inventory and marketing factors that are prevalent in
the context of mass customization, and in particular, is helpful to explain how the
224
H. Wong and D. Eyers
RM technologies may affect the existing trade-off between responsiveness vs. customization. Through numerical examples we show how some advantages offered
by RM technologies such as reduced lead times and improved flexibility are beneficial for mass customization strategies. More specifically, as market segments can be
represented by the customer’s preference intensity and sensitivity to lead time, we
show how those advantages may result in an expansion of the total market potential for mass customized products. Further, the examples also demonstrate how the
high cost attribute associated to RM technologies may inhibit successful applications RM-enabled mass customization. This is in accordance with some emergent
applications discussed earlier, where highly customized products serve only a niche
market that can afford a high premium. However, it is encouraging to see a very
active research in this new area that may eventually rule out the cost as a major
constraint.
Many opportunities for future research arise from this work. Empirical research
to assess different parameters in real settings is a challenge. In particular, research
to estimate customer preference intensity and sensitivity to lead time would be very
valuable. This research will reveal which sectors are favorable (or indeed unfavorable) for the implementation of RM-enabled mass customization strategies. We
believe such information is very useful to further assess the viability of the technologies in the long term. Another opportunity is to extend the model by incorporating
the fact that products manufactured by the two configurations may co-exist in the
market. Such a study will complement the existing models analyzing competition
between mass producers and mass customizers. Another possible extension is to
extend the market demand model by, for example, allowing customers to have
uncommon reservation price for their ideal products as well as by allowing customer
preferences to follow any distribution rather than the more usual and restricted uniform distribution. Such extensions would certainly make the model more realistic
and may lead to some interesting managerial insights.
References
Åhlström P, Westbrook R (1999) Implications of mass customization for operations management:
An exploratory survey. Int J Oper Prod Manag 19(3):262–273
Alptekinoglu A, Corbett C (2008) Mass customization vs. mass production: Variety and price
competition. Manuf Serv Oper Manag 10:204–217
Barrass DF, Roberts J, Jones R, Hague R, Dickens P (2008) The use of structured relationship
modelling techniques as a tool to elicit customizable product features. Proc IME C J Mech Eng
Sci 222(2):247–255
Bateman RJ, Cheng K (2006) Extending the product portfolio with ‘devolved manufacturing’:
methodology and case studies: Int J Prod Res 44(16):3325–3343
Benjaafar S, Kim JS, Vishwanadham N (2004) On the effect of product variety in productioninventory systems. Ann Oper Res 126:71–101
Bernardes ES, Hanna MD (2009) A theoretical review of flexibility, agility and responsiveness in
the operations management literature. Int J Oper Prod Manag 29(1):30–53
Enhancing Responsiveness for Mass Customization Strategies
225
Brown AO, Lee HL, Petrakian R (2000) Xilinx improve its semiconductor supply chain using
product and process postponement. Interfaces 30:65–80
Buzacott J, Shanthikumar JG (1993) Stochastic Models of Manufacturing Systems. Prentice-Hall,
Upper Saddle River
Chopra S, Meindl P (2007) Supply Chain Management: Strategy, Planning and Operation. Pearson
Prentice Hall, Upper Saddle River
Cortex R, Dinulescu N, Skafte K, Olson B, Keenan D, Kuk F (2004) Changing with the Times:
Applying Digital Technology to Hearing Aid Shell Manufacturing: Hear Rev 11:30–38
Dapiran P (1992) Benetton – Global logistics in action. Int J Phys Distrib Logist Manag 22:7–11
Davis SM (1987) Future Perfect. Addison-Wesley, Boston, MA
De Groote X (1994) Flexibility and marketing/manufacturing coordination. Int J Prod Econcs
36:153–167
Dobson P, Waterson M (1996) Product range and inter-firm competition. J Econ Manag Strat
35:317–341
Duray R Ward PT, Milligan GW, Berry WL (2000) Approaches to mass customization: configurations and empirical validation: J Oper Manag 18(5):605–625
Endo S, Kincade DH (2008) Mass customization for long-term relationship development: Why
consumers purchase mass customized products again. Qual Market Res 11(3):275–294
Feitzinger E, Lee HL (1997) Mass customization at Hewlett Packard: the power of postponement.
Harv Bus Rev 75:116–121
Fralix (2001) From mass production to mass customization: J Textil Apparel Tech Manag 1(2):1–7
Gershenson JK, Prasad GJ, Zhang Y (2003) Product modularity: definitions and benefits: J Eng
Des 14(3):295–313
Hague RJM, Campbell I, Dickens P (2003) Implications on design of rapid manufacturing. Proc
IME C J Mech Eng Sci 217:25–30
Hart C (1995) Mass customization: conceptual underpinnings, opportunities and limits. Int J Serv
Ind Manag 6(1):36–45
Hieu LC, Zlatov N, Vander-Sloten J, Bohez E, Khanh L, Binh PH, Oris P, Toshev Y (2005) Medical
rapid prototyping applications and methods. Assemb Autom 25(4):284–292
Holweg M (2005) The three dimensions of responsiveness. Int J Oper Prod Manag 25(6):603–622
Hopkinson N, Hague RJM, Dickens PM (2006) Rapid Manufacturing: An Industrial Revolution
for the Digital Age, Wiley, Chichester
Hotelling H (1929) Stability in competition. Econ J 39:41–57
Jiang K, Lee HL, Seifert RW (2006) Satisfying customer preferences via mass customization and
mass production. IIE Trans 38:25–38
Kritchanchai D, MacCarthy B (1999) Responsiveness of the order fulfillment process. Int J Oper
Prod Manag 19(7):812–833
Lampel J, Mintzberg H (1996) Customizing Customization: Sloan Manag Rev Fall 21–30
Lancaster K (1990) The economics of product variety: A survey. Market Sci 9:189–206
Lee HL, Billington C, Carter B (1993) Hewlett Packard gains control of inventory and service
through design for localisation. Interfaces 23:1–11
Mandelson H, Parlaktürk AK (2008) Product-Line Competition: Customization vs. Proliferation.
Manag Sci 54(12):2039–2053
McCutcheon DM, Raturi AS, Meredith JR (1994) The Customization-Responsiveness Squeeze.
Sloan Manag Rev 35(2):89–99
Pham DT, Dimov S (2001) Rapid Manufacturing: The Technologies and Applications of Rapid
Prototyping and Rapid Tooling, Springer, London
Piller FT, Müller M (2004) A new marketing approach to mass customization. J Comput Integrated
Manuf 17(6):583–593
Pine BJ (1993) Mass Customization: The New Frontier in Business Competition, Harvard Business
School Press, Boston, MA
Pine BJ, Victor B, Boynton AC (1993) Making mass customization work. Harv Bus Rev 108–119
Porter ME (1998) Competitive advantage: creating and sustaining superior performance, Free
Press, NY
226
H. Wong and D. Eyers
Radder L, Louw L (1999) Mass customization and mass production: The TQM Magazine
11(1):35–40
Reichhart A, Holweg M (2007) Creating the customer-responsve supply chain: a reconciliation of
concepts. Int J Oper Prod Manag 27(11):1144–1172
Signorelli S, Hesket JL (1984) Benetton A, Harvard Business School Case, 9–685–014
Squire B, Brown S, Readman J, Bessant J (2006) The impact of mass customization on
manufacturing trade-offs. Prod Oper Manag 15:10–21
Swaminathan JM, Tayur S (1998) Managing broader product lines through form postponement
using vanilla boxes. Manag Sci 44:S161-S172
Swaminathan JM, Lee H (2003) Design for postponement, In: Graves S, de Kok (Eds) Handbooks in Operations Research and Management Science: Supply Chain Management: Design,
Coordination and Operation. Elsevier Publishers, pp 199–228
Tseng MM, Jiao J (1998) Concurrent design for mass customization. Bus Process Manag J 4(1):
10–24
Tuck CJ, Hague RJM, Ruffo M, Ransley M, Adams P (2008) Rapid manufacturing facilitated
customization. Int J Comput Integrated Manuf 21(3):245–258
Van Hoek RI (2001) The rediscovery of postponement: a literature review and directions for
research. J Oper Manag 19:161–184
Waller MA, Dabholkar PA, Gentry JJ (2000) Postponement, product customization, and marketoriented supply chain management. J Bus Logist 21:133–159
Wohlers TT (2007) Wohlers report 2007: State of the Industry Annual Worldwide Progress Report.
Wohlers Associates Inc
Yang B, Burns ND, Backhouse CJ (2004) Postponement: a review and an integrated framework.
Int J Oper Prod Manag 24:468–487