transformer
advertisement

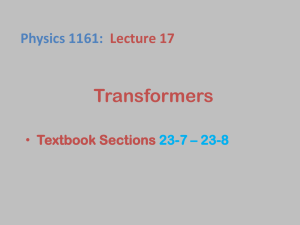
Chapter - 8 Frequently Asked Questions (FAQs) ------------------------------------------------------------------------------------------------------------------------------INTRODUCTION: This chapter is specifically included to enable readers know the doubts (questions) arised in the past by transformer users. The genesis of raising such question has been to take right techno commercial decision during the process of “procurement to commissioning” for the useful life of transformer. Committee members have captured such frequently asked question (FAQ) through recalling their memories of field experiences and customer interactions. It is interesting to know that such FAQ’s bring out a good understanding of techno commercial evaluation which power transformer industry has undergone in last five decades. These FAQ’s are grouped in three categories: Design and Engineering: 1. What are the acceptable vibration & acoustic levels? 2. What should be essential type test requirement for a particular voltage class transformer but of different ratings? 3. What is the significance of stray losses and should it be within some limits of total losses? 4. Is there any standard for thickness of tank sheet according to rating of Power transformer? 5. Some bushings are provided with spark gap with arcing horns, what gap should be maintained? 6. What is the significance of over fluxing factor and its ideal duration ? 7. How much difference in percentage impedance is acceptable among transformers to be paralleled? 8. What is the function of stabilizing tertiary winding? 9. What will be a contribution of power transformer in Smart Grid? 10. What are the interfaces of power transformer with switchyard layout ? 11. What is the best core material, one should use to achieve minimum losses. 12. Up to what voltage class power transformer should have Air Cell ? 13. Many times tank body is found hot particularly top plate during operation, what could be cause & care to be taken in design? 14. What is the most ideal location for locating the fiber optic sensors? 15. Why do you need to know the solubility of water in electrical insulating liquids? Page 1 of 15 Manufacturing and Quality: 1. How to ensure that transformer after manufacturing has good IR value and minimum moisture? 2. How to ascertain that core material used is genuine? 3. Should there be one-to-one match between material used in type tested job and later supplied during manufacturing? 4. What is the typical manufacturing through put time for different voltage classes of transformers? 5. Can we use the transformer unit, which has undergone short circuit test? 6. How to ascertain that transformer offered by supplier is similar to what is type tested? Erection, Commissioning and Service issues: 1. What is the thumb rule for IR value in power transformer above 66 KV Class? 2. What to do if IR value is low after filtration at site in new units and how to improve it? 3. Should the oil in transformer below drain valve be accepted? Up to what level, oil should be filled in conservator? 4. What is polarization index & the significance of polarization index? 5. Is there any rule or practice for first charging with respect to HV side or LV side? 6. What are the key points for internal inspection of unit at site before oil filling & bushing erection? 7. What are the ideal Alarm and Trip values for OTI and WTI? 8. Should we connect transformer neutral earthing to main earth mat of switchyard? 9. How to make scrap or repair decision for transformers? 10. How to find out the weight of core, steel and copper in old Transformers? 11. How to avoid bushing porcelain flash over in highly contaminated locations, like dusty as in a cement plant, misty as near to a cooling tower, foggy or saline as near to sea? 12. How to decide on mixing of oil of two different makes? Page 2 of 15 Design and Engineering: 1. What are the acceptable vibration & acoustic levels? Generally accepted maximum limits of audible sound level for transformers are as per tables in NEMA Standard TR 1-1993(R2000) Transformers, Regulators and Reactors. Table 2 (Power Transformers) Table 3 (Distribution Transformers) Table 4 (Dry Type Transformers). Manufacturers can deliver transformers with still lower sound levels by adopting special measures. Transformer sound becomes disturbing when sound level is 3-6 dB above the ambient sound level. Tank vibration levels are usually not specified for Transformers, but only for reactors. Typical specification for EHV shunt Reactors call for “maximum vibration amplitude in any panel shall not exceed 200 microns peak to peak at rated voltage (sometimes maximum system voltage) and frequency. Average vibrations shall not exceed 60 microns peak to peak. Tank stresses shall not exceed 2.0 kg/mm2 at any point on the tank” In the early days of development, many reactors in service failed from tank welding failures due to excessive vibrations. 2. What should be essential type test requirement for a particular voltage class transformer but of different ratings? Requirement of Dielectric tests whether routine or type are well defined in IS 2026-1 & 3 / IEC60076 - 1 & 3 depending upon voltage class of transformers should be followed. Temperature rise test with DGA test before and after should be done preferably on one unit of each type of transformer. In case of short circuit test, standards provide alternative method of proving s/c withstand capability by calculations. However, this has to be decided by purchaser on case to case basis. 3. What is the significance of stray losses and should it be within some limits of total losses? Stray losses are additional eddy losses in the structural parts and within the winding. Leakage flux is responsible for these losses. Quantum of the stray losses mainly depends upon the leakage flux intensity linking with structural parts and the windings. The geometry of winding, type of conductors used and material used in structural parts influence the magnitude of stray losses. Excessive value of the stray losses if not controlled, can cause local over-heating of structural parts and further gasification in transformer oil during service conditions. Higher stray losses in the winding (i.e. eddy current losses) may be responsible for increased value of the hot spots in the winding. To reduce stray losses, designers use effective conductor dimensions and special types of conductor viz. bunched conductors, CTC conductors etc., to limit winding eddy current losses. Also, effective shielding is provided in terms of tank shields and yoke shunts which control stray losses in structural parts to a great extent. Any possible local overheating in structural parts in a transformer shall get detected by comparing oil DGA test results before and after temperature rise test. Advanced tools like thermo-vision camera do helps mapping thermal image of external structural parts of transformer during temperature rise test. Page 3 of 15 It is not a practice to limit maximum stray losses in terms of % of total load loss as this may lead to excessive shielding in the medium and lower ratings of transformers which are commercially not viable and this unnecessarily complicates the transformer design. Stray loss limit are to be reviewed in design review keeping loss capitalization issue and temperature rise in to consideration. 4. Is there any standard for thickness of tank sheet according to rating of Power transformer? There is no need to specify the minimum or standard thickness for tank panels. For example power transformers side panels can be made of steel sheets of thickness 8 – 12 mm. When thickness is less, stiffeners will be required at more frequent intervals. If high tensile steel is used then thinner steel can be used for the same pitch of stiffeners. Similarly it is possible to use thin steel (12 - 16 mm) as tank bottom with a skid base welded to it. Otherwise it will be necessary to use a thick plate (32-40 mm thick) as base plate. 5. Some bushings are provided with spark gap with arcing horns, what gap should be maintained? Arcing horns used to be provided on bushings during the days when surge arresters were made of silicon carbide blocks with air gaps. These surge arresters were not giving precise cut off with surges of different wave fronts. To take care of these uncertainties and to avoid a flash over to earth across the porcelain surface (which may damage the porcelain glaze or even porcelain) an arcing horn was provided across the porcelain with flash over voltage well below the withstand value of bushing (transformer). These arcing horns were not effective against steep fronted surges as the flashover values were quite high for such surges. Another disadvantage with arcing horns is the interruption of power supply with arcing horn flashover followed by power frequency current flow. With the advent of metal oxide surge arresters with consistent voltage cut off characteristics, arcing horns became redundant and no longer used in transformers. Today arcing horns are provided only on distribution transformer bushings. 6. What is the significance of over fluxing factor and its ideal duration? IEC 60076-1 and ANSI/IEEE C57.12.00, Transformer specifications, require 110 % V/f (Voltage /Frequency is called over fluxing factor) continuous at no-load reducing to 105 % at full load (only ANSI specifies power factor). IEC also requires 140 % over fluxing for 5 seconds for GSU transformers. Customers often have their own specific requirements based on operating practice. Over fluxing phenomena in transformers became a concern when some large Generator Transformers failed in USA during the first energisation during 1960's. It was the time when large generators of above 200 MW were first introduced. After site failure, during factory inspection, the classic over fluxing failure mode - burning of inner side of LV winding and blistering of outside tank painting- was noticed in these units. The reason for failures was increased V/F seen by transformers due to some mistakes in generator excitation protocol. This led to the development and use of over fluxing (V/F) relay in GTs. The phenomena was first studied in depth by GE, Pittsfield engineers and first over fluxing design philosophy and withstand graph were published by them (IEEE PAS Vol. 85 No. 8 Aug 1966, Design and operating practices of generator step up Transformers - G W Alexander & WJ Mac Nutt Pages 901-909). Later CIGRE published this graph along with graph from German Standard VDE 0532 Page 4 of 15 /8.64 in Electra No 31 1973 December -Transformer Over fluxing protection Pages 65. Later CIGRE revised this vide Electra No. 82 May, 1982 Page 42 - Permissible over excitation of Power Transformers. Anyway, these graphs are all theoretical as no one has tested transformers for these over fluxing levels. The saturation level of CRGO is almost same irrespective of grades. Dr Girgis of ABB in 2003 IEEE seminar reported 1.92 - 1.95 Τ for standard grades & 1.95 - 1.98 T for Hi-B and higher grades. Harold Moore (ex Westinghouse) suggested 1.9 T for standard mitred core & 1.93 T for step-lap core construction. On safer level, utilities generally specify 1.72 T as max operating flux density with 1.9 T at max continuous operating voltage of 110 %, with over fluxing capability of 125 % over fluxing for 1 minute and 140 % for 5 seconds. When over fluxing level at site is more than these, the working flux density will be reduced proportionately. That is why CEGB UK used to specify working flux density of 1.7 T for GTs, 1.6 T for interconnecting transformers and 1.55 T for sub transmission transformers. The low B value for sub-transmission transformers is required as the operator will be lowering the HV taps with constant input voltage, when the secondary voltage dips due to transformer voltage regulation, causing continuous over fluxing in transformers. When over fluxing occurs i.e. when B exceeds 1.9 T, the flux can no longer hold inside the core and it overflows hitting the flitch (tie) plate, inner winding, tank etc., causing them to overheat exponentially. Engineers take countermeasures such as non- magnetic tie plates with slits etc. But the fundamental change will be reduced working flux density. Earlier days, before the oil shock, in Europe, US and Japan even 1.8 T working flux density at rated voltage was common for GTs. But today due to higher and higher efficiency demands and the environmental concerns of transformer noise, B of 1.45 T is not uncommon, thereby building up extra over fluxing capacity automatically. 7. How much difference in percentage impedance is acceptable among transformers to be paralleled? Standards are silent about difference in percentage impedance for transformers to be paralleled. Two transformers, one with impedance measured with plus tolerance and the other with impedance measured with minus tolerances are also accepted for parallel operation. The golden rule is that during parallel operation, no transformer should be overloaded. However, basic requirements like voltage ratios at each tap, vector group etc. should be essentially met with. 8. What is the function of stabilizing tertiary winding? Stabilizing tertiary winding is a delta connected auxiliary winding used particularly in wye – wye connected three phase transformers. It is sometimes called buried tertiary. A winding is regarded as stabilizing winding if its terminals are not brought out for connection to an external circuit. However one or two points of the winding that are intended to form the same corner point of the delta may be brought out for grounding or grounded internally to tank. Purpose of the stabilizing tertiary winding is 1. 2. To stabilize the neutral point of the fundamental frequency voltages To minimize third harmonic voltage and the resultant effects on the system Page 5 of 15 3. To mitigate telephone influence due to third harmonic currents and voltages 4. To minimize the residual direct current magneto-motive force on the core. 5. To decrease the zero sequence impedance of the transformers with Y connected windings Stabilizing tertiary winding can be avoided in three phase transformers with three limbed cores as the unidirectional zero sequence fluxes in the limbs will induce a virtual delta winding current on tank surface and serve to some extent the functions of a separate delta winding. 9. What will be the contribution of power transformer in Smart Grid? Smart transformers are low loss, leak proof transformers equipped with online diagnostic tools required for early detection of faults for unplanned outages. These shall have bio-degradable insulating fluids and fail safe features. Maintenance free to the maximum extent shall be suitable to work in an environment of in feed from alternate energy sources. Smart grid ensures easy and continuous availability of power for which reliability of transformer is of utmost importance. Additionally, special transformers like phase shifting transformers, dynamically controlled shunt reactors or transformers equipped with SVC schemes etc. are also smart transformers since they help grids to maintain voltage profile and inter-grid power transfer capability 10. What are the interfaces of power transformer with switchyard layout? Some of the major interfaces of transformer with switch yard layout are as follow:1) 2) 3) Permanent route for entry and exit of transformer with trailer. Foot print of transformer and maximum height from rail. Foundation plan with weight schedules, oil content, weight at each support point, coordinates of jacking pad loading points , rail gauge, centre of gravity of loading, centre lines (both directions), foundation bolts. 4) Co-ordinates of bushing terminals, drain valve, tank earthing pads, PRD outlet, Cable inlet to OLTC drive, control cubicle and marshalling box 5) Co-ordinates up to LV bus-duct, SF-6 bus duct, cable pot head mounting 6) Foot print and mounting co-ordinates of cooler bank, if separately mounted. 7) Cable interconnection details 8) Live metal clearances with switchyard structure and bus bar conductor. 9) Fire Protection system and oil drainage system. 10) Integration with Protection and SCADA system using auxiliary CTs and local protection like Buchholz, PRD, etc. Design review process also helps in addressing several interfaces. 11. What is the best core material, one should use to achieve minimum losses. Decision of selecting core material is purely a transformer designer’s choice. Designer based on the capitalization value of no load losses / fixed no load losses selects the grade of core material to get the most optimum design, based on his technology and experience of core configuration etc. It is not essentially required to use HiB /domain refined grades of core material always and it is possible to achieve same value of losses without using HiB material (say, by using lower operating flux density, better core construction). Such decisions should be left to designer. Page 6 of 15 Saturation flux density of all grades of CRGO is same. It is the specific watt loss / kg that define the grade of steel. 12. Up to what voltage class power transformer should have Air Cell? Any power transformer of voltage class 66 kV and above should have air cell. 13. Many times tank body is found hot particularly top plate during operation, what could be cause & care to be taken in design? Stagnant oil with reduced flow is generally the reason for higher top plate temperature. Such phenomenon is sometimes noticed in externally mounted / tank mounted radiator banks of large rating transformer tanks which are dome shaped at top to facilitate transport profile. As shown in the figure below, the differences in top most plate and the oil entry point sometimes may be substantial to lead to reduced oil flow currents and higher temperatures. To overcome this situation, a connecting pipe from top most point to oil inlet pipe of header may help reduce the stagnant oil temperature. Recommended connecting pipe 14. What is the most ideal location for locating the fiber optic sensors? Fiber optic sensors are embedded in the transformer windings to directly read the winding hot spot temperatures where it is placed. Location of fiber optic temperature is judiciously decided by transformer designer based on the hot spot temperature distribution of transformer winding. Generally top zone of the transformer winding is surrounding the hot oil; this zone also carries higher value of winding eddy current losses in view of radial flux at this location. Generally fiber optic sensors are placed in the second or third disc from top of the winding which are generally the hottest. 15. Why do you need to know the solubility of water in electrical insulating liquids? The dielectric breakdown voltage of dielectric liquids is a function of the relative saturation of water in the liquids and not the concentration in parts per million (ppm). To calculate the relative Page 7 of 15 saturation three things are needed - oil temperature, the concentration in ppm and the solubility in ppm. From this, the relative saturation of water in oil can be determined along with the risk of low breakdown voltage from excessive moisture. The breakdown voltage is also influenced by the amount and nature of particles but the contribution of moisture is a key portion. Manufacturing and Quality: 1. How to ensure that transformer after manufacturing has good IR value and minimum moisture? Transformer manufacturer ensures that the insulation is perfectly dry by various in-house procedures/measurements and he compares the IR values with similar units manufactured in his production lines. One simple method to ensure dryness of insulation is power factor measurement of winding insulation and the generally accepted limit is 0.5 % at ambient temperatures. 2. How to ascertain that core material used is genuine? Authenticity of the core material can be ascertained by correlation with purchase order placed by the Manufacturer or lamination processor with packing list (bill of lading, in voice etc.), giving coil numbers and mills test certificates of each coil. This correlation can be extended to lamination processor’s end also by verification of records of coil numbers and cut laminations there from. On random basis, samples from prime coils and cut laminations may be sent to third party laboratory or laboratory with NABL accreditation for specific core loss measurement. However, marginal variations owing to sampling, handling and different test set up should be reasonably considered. 3. Should there be one-to-one match between material used in type tested job and later supplied during manufacturing? It is not mandatory to compare materials used in transformer with type tested units on one-to-one basis. Transformer design is a process of continual improvements, more often changes are made in basic design to compensate for the price variation in major raw materials, commensurate with rates of capitalization of losses etc. However, following major parameters are compared with reference type tested transformer: (1). Guidelines for identification of similar transformer for dynamic short circuit withstand ability is given as Annex-A in IEC 60076-5 : Ability to withstand short circuit. The same should be followed. (2). Lightning Impulse Test: a. b. c. d. (3). Rated BIL of HV and LV windings. MVA rating should be closer to reference transformer within 20%. Disposition of windings (placement with reference to core). Type of windings (e.g. helical, disc, layer etc.) Temperature Rise Test: a. Type of Transformer (e.g. generator, step-up unit, distribution, inter-connecting etc.) b. Type of cooling c. MVA rating should be within 20% Page 8 of 15 d. Type of windings (e.g. helical, disc, layer etc.) e. Whether directed or non directed flow and this should be same as for reference transformer. f. Co-relation with measured temperature rises and guaranteed temperature rises. 4. What is the typical manufacturing time for different voltage classes of transformers? Following typical period from the day of order to delivery (Ex-work) can be considered: Power Transformer up to 132 kV class Power Transformer up to 400 kV class Power Transformers up to 765 kV class 5. : : : 4 – 6 months 6 – 8 months 9 – 12 months Can we use the transformer unit, which has undergone short circuit test? Yes. We can use a short circuit tested transformer in regular service .It is expected to give the same service life as any other unit in that manufacturing lot. 6. How to ascertain that transformer offered by supplier is similar to what is type tested? We can ensure this by rigorous stage inspection and checking of way bills for the main raw materials and components. Buyer may random select any one unit from production batch for type testing. Erection, Commissioning and Service issues: 1. What is the thumb rule for IR value in power transformer above 66 kV Class? In the first editions of IS:1866 Maintenance of Transformers, there was graph indicating the minimum recommended values of IR values for standard voltage classes of transformer windings at different insulation temperatures. These values were no longer valid once high resistivity oils were introduced and later editions of the standard removed these graphs. Today transformer oil used is severely hydro-cracked mineral oil, devoid of all polar components, giving extremely high values of resistivity for oil. Hence today, at ambient temperatures, transformer winding insulation resistance is of the order of thousands of Megohms instead of a few tens or hundreds of Mega Ohms obtained in earlier days. Hence even with slightly wet winding, transformer may give high IR values due to the high resistivity of oil. Today no minimum values of IR are specified for transformers. But the measured values may be compared with factory values after temperature correction (for every 10⁰C reduction in insulation temperature, the IR value doubles up approximately) 2. What to do if IR value is low after filtration at site in new units and how to improve it? In case the IR value is substantially lower than the factory value, then the reason for the same shall be investigated. Some of the reasons for low insulation resistance values can be defective bushings, low IR value for tap changer insulation, misplaced lead layout, water entry in to oil etc. The best method to improve the IR values is by vacuum treatment: The degree of vacuum shall be of the order of 2 Torr for 132 kV and 1 Torr for >132 kV with following vacuum and dry air filling cycle: Page 9 of 15 66 kV 132 kV/220 kV 220 kV/400 kV > 12 Hrs Vacuum hold – dry air filling -- Vacuum > 36 Hrs Vacuum hold – dry air filling -- Vacuum > 60 Hrs Vacuum hold – dry air filling – Vacuum At the end of vacuum hold period, hot oil shall be filled to raise the temperature of winding insulation to expedite moisture removal. External heating and hot oil circulation may be repeated 2~3 times as required. 3. Should the oil in transformer below drain valve be accepted? Up to what level, oil should be filled in conservator? The oil in the tank below the drain valve can be used, though may contain free water. Hence this shall be thoroughly filtered before reuse. Care shall be taken while filling oil in the conservator. As the purpose of conservator is to contain the volume expanded with temperature (oil expands by 1 % for every 10 C change in temperature) it is important to keep oil level in conservator corresponding to the ambient oil temperature at the time of first energisation. If too high oil level is kept at the beginning, it will result in oil overflow through the breather pipe (operation of pressure relief device / weld crack in tank or radiator fins when air cell is used). If oil level is too low, corresponding to the ambient temperature, it will result in draining back of oil in to main tank causing Buchholz relay operation (creation of vacuum inside tank when air cell is used which can be a serious situation as air dissolved in oil will form as bubbles near to winding conductors that may lead to insulation breakdown) 4. What is polarization index & the significance of polarization index? The polarization index is the ratio of the insulation resistance at the end of a 10 Minute test to that at the end of 1 Minute test at a constant voltage. The total current developed when applying a steady-state DC voltage is composed of the following three components: i) Charging current, due to the capacitance of the insulation being measured. This current falls off from maximum to zero very rapidly. ii) Absorption current, due to molecular charge shifting in the insulation. This transient current decays to zero more slowly. iii) Leakage current, which is the true conduction current of the insulation. The leakage current varies with the test voltage. It may also have a component due to the surface leakage that is due especially to surface contamination. Since leakage current increases at a faster rate with moisture present than does absorption current, the Mega Ohm readings do not increase with time as fast with insulation in poor condition as with insulation in good condition. This results in a lower polarization index. An advantage of the index ratio is that all of the variables that can affect a single Mega Ohm reading, such as temperature and humidity, are essentially the same for both the 1 Min. and 10 Min. readings. Polarization Index = 10 Min. Insulation Resistance (Mega Ohm) reading /1 Min. Insulation Resistance (Mega Ohm) reading Page 10 of 15 The following are guidelines for evaluating transformer insulation using polarization index values: Less than 1.0 = Dangerous 1.0 to 1.1 = Poor 1.1 to 1.25 = Questionable 1.25 to 2.0 = Fair Above 2.0 = Good The polarization index for insulation liquid is always close to 1. Therefore, the polarization index for transformers with low conductivity liquids i.e. oil with high resistivity (e.g., new mineral oil) may be low in spite of good insulation condition. The polarization index method should not be used to assess insulation condition in new power transformers (Clause 7.2.13.4 of C57.152-2013 "Guide for Diagnostic Field Testing of fluid filled Power Transformers, Regulators and Reactors") 5. Is there any rule or practice for first charging with respect to HV side or LV side? There is no specific rule or practice regarding the first charging of transformers except in case of step up transformers and interconnecting auto-transformers wherein initial charging is always done from HV side as otherwise the inrush current will overload the LV side system transformers which will be of lower rating than HV side system transformers. Another advantage of charging from HV side is the lower inrush current (as times of full load current) as normally HV winding is the outer most winding. But when high ratio transformers like step up transformers are energized from HV side, LV side shall be protected from transferred surges by connecting lightning arresters or surge absorbers to LV side. 6. What are the key points for internal inspection of unit at site before oil filling & bushing erection? Necessity of internal inspection generally arises out of any abnormal shocks recorded by Impact recorder or discrepancy in magnetic circuit isolation (2 kV Test). However, large transformers above 100 MVA may be inspected internally at site before bushing erection, as a good practice. During inspection dry air should be continuously injected to avoid any moisture ingress. Following points are generally checked during internal inspection at site. 1. Any movements of windings or looseness of OLTC connection leads / supports (Supports are tightened in case found loose. Connections on OLTC are also tightened.) 2. Cleaning of any sludge / dust deposited at bottom. 3. Internal inspection of main unit should be started from the bottom to validate that no loose items are lying at the bottom of the tank. The bottom side inspection covers should be located suitability so that the inspection can be carried out easily. 4. The tank mounted CT’s assembly if any should be inspected for the tightness of the mounting mechanism and electrical terminations on the secondary plate. 5. The core frame earthing terminals should be inspected for their tightness on the respective termination arrangement. 6. All the shorting links in the frame should be checked for tightness of their hardwares. Page 11 of 15 7. OLTC lead connections should be inspected and preferably the leads are not displaced from their original location, but sample tightness check for the hardware can be done. 8. The various leads inside the transformer for the HV, IV, tertiary connections and neutral are routed and clamped using insulation materials clamps & hardwares. The clamps mounted on mounting arrangements and mounting hardwares should be checked for tightness. 9. The insulating material clamps are used for the retention of the leads and maintain the clearances; the tightness of the hardwares for the clamping insulation should be checked for their tightness. Sample tightness can be carried out an in case looseness is found then all the hardwares are to be checked for tightness. 10. Any loose tapes for securing the leads or any items are located the same should be resecured. 11. For units with documented evidence of shocks the same should be checked for SFRA and the same to be verified with the factory test results. 7. What are the ideal Alarm and Trip values for OTI and WTI? Considering allowed temperatures of oil and winding and avoid unnecessary tripping, following are the recommended values of the OTI / WTI alarm / trip settings. OTI – 85 °C (Alarm) / 95 °C (Trip) WTI – 100 °C (Alarm) / 110 °C (Trip) 8. Should we connect transformer neutral earthing to main earth mat of switchyard? Yes, we should always connect transformer neutral earthing to main earth mat of switchyard. 9. How to make scrap or repair decision for transformers? There is no hard and fast rule and the appropriate decision is to be taken on case to case basis. The age of transformer, cost and time to repair v/s new procurement are the issues to be addressed to decide scrap or repair. If the repair cost is more than 60-65% of cost of new transformer, it may be worth considering scrap of the transformer. If the age is more than 20 years and repair cost is substantial, one may consider scrap. However, in such a case, change of windings and uprating with enhanced cooling may be a good proposition. With advancement of technology, losses of the transformers have come down. While considering repair of an old transformer, the possibility of a more energy efficient transformer in lieu of huge repair cost may also be explored. 10. How to find out the weight of core, steel and copper in old Transformers? Approximate weight of copper and core steel can be found out from the active part weight as shown in the rating plate of transformer. From the active part weight, find out the weight of net (copper + CRGO Steel) by dividing “factor”. This “factor” will vary depending on the period when the transformer was made. In early days Page 12 of 15 (1965 - 75) this “factor” was on the higher side. In later years, it came down due to improvements in design. Factor 1965-75 1975-95 1995-2005 Two winding Transformer 1.20 1.15 1.10 Auto-Transformer 1.25 1.20 1.13 Difference between active part – (Copper + Core) can be taken as the weight of mild steel fabricated item plus oil impregnated insulation materials (paper, pressboard, wood) in the ratio of 50:50. Weight of tap -changer can be neglected. But it will have copper contacts as part which has good scrap value. From the total weight of (copper + Core) individual weight of core laminations and copper conductor can be estimated by guessing the core / copper ratio. This ratio of core to copper weight (vary 1 ~ 4) depending on - Whether it is a two winding or an auto-transformer. In two winding units, the ratio will be on higher side = 1.5 ~ 4. In auto transformers ratio will be on lower side = 1 ~ 2. - Whether high impedance or low impedance transformer. In high impedance transformer, the ratio will be on lower side. - Based on loss ratio (copper loss/iron loss) If it is high, core / copper ratio will be on lower side. If it is low, core / copper ratio will be on higher side. 11. How to avoid bushing porcelain flash over in highly contaminated locations, like dusty as in a cement plant, misty as near to a cooling tower, foggy or saline as near to sea? The solutions available earlier were live line washing with demineralized water, frequent application of silicone greases, use of porcelains with easy clean sheds and of long creep lengths (more than 31 mm/kV of system voltage). Better solutions are available today for reduced maintenance cost and extended life time. In contaminated locations with relatively dry dust, use composite polymeric insulators (IEC 622172005 Polymeric Insulators for indoor and outdoor use for voltage above 1 kV, IEC 60815-3 -2008 Selection of Insulators-Polymeric, IEC/TR 62039-2007) instead of conventional porcelain insulators. In areas of high pollution with frequent vetting due to mist, rain or fog, use porcelain insulators with RTV (Room Temperature Vulcanizing) silicone coating. This came in to market around 1985. This can be applied at factory and recoating will be required only once in its useful life of 30 years or more. (IEEE Std 1523-2002 Guide for application, maintenance and evaluation of RTV silicone rubber coatings for outdoor ceramic insulators, CIGRE Technical Brochures 442 & 478) In such wet locations, composite polymeric insulators will loose their hydrophobicity quickly thorough repeated discharges and hence RTV coating over ceramic porcelain insulators is recommended. Page 13 of 15 12. How to decide on mixing of oil of two different makes? Generally the same grade of oil meeting the same standard can be mixed. However, mixing of very old oils with new oils shall be avoided. To check the miscibility concerns, fool proof testing method is to prepare two oils mixtures of different combinations ( say 25:75,50:50, 75:25 ) and individual samples and mixture samples shall be subjected to oxidation stability test, power factor and resistivity tests and compare the same with individual oil tests. New Transformer oil confirming to same group i.e. either uninhibited or inhibited, and having the same lowest cold starting energizing temperature are considered to be miscible and compatible with each other. 13. What are the standard torque values for bolts and studs ? The Classification of bolts is as show below. GROUP-A: Bolts marked 4.8 on the head GROUP-B: Bolts marked 8.8 or higher on the head or of Stainless Steel The maximum recommended torque values, based on material properties, for both groups are as given below: GROUP-A: Maximum recommended Torque Bolt Size Unplated Zn Plated Torque N-m Galvanized Torque N-m GROUP-B: Maximum recommended Torque Bolt Size Unplated Zn Plated Torque N-m Galvanized Torque N-m M10 20 25 M10 35 40 M12 36 40 M12 60 70 M16 90 110 M16 145 170 M20 175 210 M20 280 340 M24 300 360 M24 490 590 M30 600 720 M30 970 1160 M36 1050 1260 M36 1700 2040 Gasketed Joints: Recommended torques for bolts/studs only for gasketed joints. Based on maxium pitch generally used for that class of bolt. Bolt Size M10 Unplated Torque N-m 20 M12 30 M16 50 M20 70 M24 100 Page 14 of 15 Page 15 of 15