View/Open
advertisement

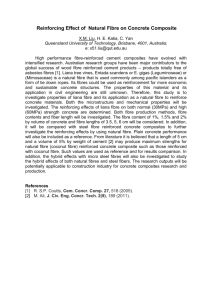
Tensile characterization of unidirectional discontinuous bamboo fibre/epoxy composites D. Perremansa*, E. Trujilloa, L. Osorioa, A.W. Van Vuurea, J. Ivensa, I. Verpoesta aDepartment of Metallurgy and Materials Engineering, Katholieke Universiteit Leuven, Kasteelpark Arenberg 44 bus 2450, 3001 Heverlee, Belgium *Corresponding author. Tel. +3216321231; E-mail address: dieter.perremans@mtm.kuleuven.be ABSTRACT Bamboo culms consist of a nodal structure in which the fibres are as long as the internode length (between 15 and 30 cm), limiting the length of the reinforcing fibres. The implementation of these fibres to reinforce polymers in large-scale applications leads to the production of discontinuous composites in unidirectional configuration. The influence of the average overlapping length between adjacent fibre layers on the mechanical characteristics of aligned “short“ (5 cm) fibre bamboo-epoxy composites is investigated using a tensile testing procedure. The overlapping patterns were predefined at certain regular positions. Aligned discontinuous bamboo-epoxy composites with different overlapping lengths are produced with a light RTM. Tensile testing results have indicated that the overlapping patterns have a significant influence on the tensile strength of the composite samples and low impact on the stiffness of the composite. A modified local load sharing model (LLS) was applied to simulate the tensile strength of an aligned short fibre bamboo-epoxy composite with the different overlapping patterns and also a random dispersion of fibre along the samples. 1. INTRODUCTION 1.1 General introduction and problem outline Nowadays rational exploitation and use of sustainable natural resources are a necessity and they will play a crucial role in the near future. In recent years there has been an increasing interest to scientifically study the potential of bamboo fibre as reinforcing material for polymer matrix composites [1-3]. Bamboo (Guadua angustifolia) fibres, referred in this study as technical fibres or fibre bundles (composed of elementary fibres) and obtained after a standard extraction process, are becoming a real alternative for glass fibres as reinforcement for composite materials. Bamboo fibres, amongst other natural fibres, have one of the most favorable combinations of low density (1.4g/cm³) and good mechanical properties that can compete with glass fibres in terms of specific properties, as visible in figure 1 [4]. Furthermore, bamboo fibres are an inexhaustible renewable bio-resource with high growth and CO2 fixation rate [5]. These advantages make that bamboo fibres become a sustainable candidate to be exploited at larger industrial scale and that they provide an alternative to reduce of the environment impact of composite structures by replacing less environment-friendly fibres (e.g. glass fibre). Figure 1: Representation of the specific mechanical characteristics of several natural fibres. Synthetic glass fibres are also included to allow a comparison. Due to their low densities, the specific longitudinal stiffness and tensile strength of natural fibres is similar to that of E-glass. Natural fibres can thus replace glass fibres in several applications. [4] A large bottleneck that impeded the introduction of bamboo fibres as composite reinforcing materials for many years has been the extraction of undamaged long fibres, but recently, a new environmental friendly mechanical process was developed by KU Leuven to produce high quality long bamboo fibres suitable to be used as a reinforcement in polymeric matrices [6]. In this process, the use of high temperature, high pressure or chemicals is avoided, reducing both the damage introduced to the fibres and the amount of energy required for the extraction of bamboo fibres, while at the same time as well decreasing the environmental impact of the extraction method. A second drawback towards the large-scale industrial application of bamboo fibre composites is the discontinuous structure of the bamboo fibre culm, as visible in figure 2. The bamboo culm is divided in internodes, in which the reinforcing fibres are well aligned, and nodes, where the reinforcing fibres entangle and contribute as such to the buckling strength of the culm [7-8]. This structure, inherent to the bamboo fibre plant, limits the extraction length of the reinforcing bamboo fibres to the internode length. For a 48-month-old culm, the internode length of Guadua angustifolia fibres varies between 20 and 35 cm [7]. The fibre diameter ranges between 90 and 250 μm that in combination with its high modulus gives a high bending stiffness of the fibres impeding the production of endless bamboo yarns [7]. Therefore, an innovative approach towards the use of continuous bamboo fibre material is the development of a preform of unidirectionally aligned bamboo fibres that will allow the use of existing technology to produce high performance composite parts. The production of endless bamboo fibre preform, will help to overcome the actual restriction of having discontinuous fibres. Figure 2: Guadua angustifolia culm showing its sectioning into nodes and internodes. In the nodes, the reinforcing fibres are entangled, while in the internodes they are severely aligned [7-8]. To bring this to reality, is the aim of this current study; to perform a systematic characterization of the effect of the overlapping length for a set of fibre bundles, but also to study the influence of a complete randomized overlapping patterns of unidirectional single fibres into the continuous perform. This characterization, benchmarked with the mechanical behaviour of a fully continuous UD fibre composite, will show the feasibility to use highly oriented discontinuous bamboo fibres in continuous preforms that can be applied in different existing manufacturing techniques. 1.2 Scientific modelling background In this paper, the mechanical characteristics of aligned short-fibre bamboo-epoxy composites are investigated using tensile test experiments. The experimental results are then compared with a series of models that allow a prediction of the mechanical characteristics of these composites. The upcoming paragraphs rally through the applied models to predict the longitudinal stiffness and tensile strength of aligned unidirectional short-fibre composites and set forth their main assumptions. 1.2.1 Prediction of longitudinal stiffness of aligned UD short-fibre composites The rule of mixtures is the simplest mechanical model to estimate the properties of a multiple component system. It estimates the composite material properties by taking a volume weighed average of the corresponding properties of the individual constituents. Concerning the prediction of the longitudinal stiffness of a composite, this model assumes the presence of continuous aligned fibres through-out the entire length of the composite. Furthermore, it adapts the isostrain assumption that reflects the necessity that planar cross-sections remain planar during loading conditions. Applying Hooke’s law and previous assumptions yields the following formula to estimate the longitudinal stiffness of a composite: (1) The shear lag theory considers a single cylindrical linear elastic and isotropic fibre of finite length Lsf and radius rsf that is encased in a concentric cylindrical shell of linear elastic, isotropic matrix with radius Rm. A unidimensional stress-state situation is applied in which the matrix tensile strain becomes equal to the applied strain ( ) at a radial distance Rm from the fibre axis. Furthermore, it assumes that the fibre axial stress vanishes at the fibre ends and that the shear force is constant at concentric cylindrical surfaces around the fibre [9]. Full analysis of the model results in a length depending modified rule of mixtures, as given in equations 2-4. The Halpin-Tsai equations are a series of semi-empirical equations to determine the different moduli of composites. Originally, they are developed to predict the entire set of moduli of continuous fibre composites. However, by applying a number of restrictive assumptions, the results can be extended towards short-fibre composites. The Halpin-Tsai equations are deduced from the work of Hermans and Hill. They assume a composite in which the embedded phase consists of continuous and perfectly aligned cylindrical fibres. The fibres are modelled as transversely isotropic and linearly elastic. The matrix phase is considered to be linearly elastic and isotropic. Hermans analytically establishes the strain field in the embedded system under an applied stress by assuming displacement and stress continuity at the fibre radius. The stress and strain field are then volume averaged to yield one of the stiffness tensor terms. By varying the applied stress, the entire stiffness tensor can thus be deduced. Halpin and Tsai argue that these results (for the continuous fibre) can be written in a more general form by the insertion of two variables, η and ζ, and two additional assumptions. The first approximation yields that ζ is insensitive to the matrix Poisson coefficient. The second, more inaccurate one, states that the composite contraction coefficient and longitudinal stiffness must follow the rule of mixtures relations. The general form is shown in equations 5 and 6, in which Z represents one of the composite moduli [10-12]. Equation 7 visualizes the necessary assumptions. The Mori Tanaka model embroiders on the concept of an equivalent inclusion. In this case, an infinite solid body with stiffness Cm that is initially in a stress-free state is considered. An inhomogeneous inclusion with different material properties compared to the solid body is then introduced and the entire system is subjected to a uniformly applied strain at infinity εA. The idea is to homogenize the inhomogeneous inclusion by compensating for the material properties with the introduction of a virtual transformation strain that leads to same stress state in the inclusion. In the Mori-Tanaka method the influence of multiple inclusions on the strain field, compared to the one-inclusion system, is included in an image strain. This image strain is approximated by its mean value, which is the same anywhere, in all the inclusions and in the matrix. This mean field assumption implies that each inclusion only feels the presence of the other inclusions indirectly through the total strain in the matrix. To obtain the homogenized stiffness of a composite using the Mori-Tanaka method, the volume average of the composite stresses is rewritten using Hooke’s Law. The strains in inclusions and matrix are then linked to the externally applied strain using strain concentration tensors. The model assumes that the total disturbance strain in the composite should be absent, which leads to equations 8-10, in which represents the strain concentration tensor that links the total strain in the inclusion to the applied strain. It can be stated in terms of the dilute strain concentration tensor that relates the total strain in the inclusion to the average matrix strain (which is the sum of the applied strain and the image strain) [13]. It is remarked that this model additionally assumes that fibre and matrix are linearly elastic and perfectly bonded through the entire deformation state. The matrix is usually considered isotropic, whereas the fibres are modelled as transversely isotropic. The Mori-Tanaka algoritm does not depend on the size of the inclusion, nor on their positional coordinates. It does depend on shape and orientation of the inclusions, as well as their volume fraction [13]. 1.2.2 Prediction of longitudinal tensile strength of aligned UD short-fibre composites The rule of mixtures applies the iso-strain assumption, indicating that the component with the lowest breakage strain will fail first. Since bamboo fibres, utilized in this research, are more brittle than the epoxy matrix and since the produced composites contain high fibre volume fractions, they will break at the breakage strain of the fibres, reducing the rule of mixtures to equation 11, in which indicates the longitudinal fibre tensile strength, the longitudinal tensile stress in the matrix at fibre failure and Vf and Vm the volume fractions of respectively fibre and matrix This explanation further assumes that the stress concentration around one broken fibre initiates an avalanche of other fibre failures (at the same strain) and that no mechanisms of crack propagation deceleration are present. The Kelly-Tyson model is based on the shear lag theory and therefore puts forth the same assumptions as previously described in paragraph 1.2.1. It embroiders on the interaction between axial tensile stresses in the fibre and shear stresses at the interface of the fibre. The Kelly-Tyson model further assumes interface failure to occur first and models the shear stress at the interface as a constant in the debonded or yielded area [14]. By introducing the critical aspect ratio S c as the smallest fibre aspect ratio at which the axial fibre tensile stress can just reach the fibre strength and by assuming that fracture occurs when the axial fibre tensile stress reaches the fibre strength, the composite strength is determined as stated in equation 12. The global load sharing model (GLS), invented by Curtin, incorporates statistics in the estimation of composite tensile strength. The model builds further on the pioneering work of Weibull, who deduced a semi-empirical expression for the strength distribution of brittle materials based on a chain-of-links system, and Rosen, who introduced the weakest-link theory in the prediction of the tensile strength of fibre reinforced plastics. Curtin modifies Rosen’s chain-of-bundles idea by accounting for load contributions of broken fibres. He argues that stress recovery occurs in the ineffective length due to the presence of a presumed constant interfacial shear stress. In his model, the ineffective length is calculated using the Kelly-Tyson approximations, leading to equation 13 for the longitudinal tensile strength of composites [15-17]. The local load sharing (LLS) model deroutes from the intention to predict the composite tensile strength in an analytical way. It incorporates matrix shear loading to re-distribute the applied load between adjacent fibres and therefore can account more accurately for fibre breakages. Usually, a spring element model is considered in which the fibre is represented by axial springs in the longitudinal direction and the matrix by shear springs in the transverse direction. Each of the spring elements is assigned a stiffness matrix. Strength variation is included through a Weibull distribution. At each strain increment, the stresses in the springs are compared to the fibre strength. If the fibre strength is exceeded, the spring element stiffness is removed and a stress re-distribution is performed. At each step the normalized composite stress is also calculated. This iterative scheme is repeated until the relative difference in two subsequent composite stress values is larger than a preset value. Monte Carlo simulation is then performed and the composite strength is taken as the average of the simulated values [18]. 2. MATERIALS AND METHODS Bamboo culms (Guadua angustifolia) are extracted from a typical bamboo plantation in Colombia, specifically from the Coffee Region, at 1.300 meters above sea level. Technical fibres are extracted from the bamboo culms using a mechanical extraction process that neither uses chemicals nor high temperature. The maximum length of the extracted fibres is the internode length, which for 48 month culms is reported to be between 20 and 35 cm. The fibre diameter ranges between 90 and 280 µm. The bamboo fibres are layer-wise positioned in a unidirectional way in a channel of predefined dimensions (28x2cm). In a first stage, discontinuities in the fibre preform are introduced by the application of a repetitive series of slits over half the width of each layer. The length between two halfwidth slits originating at the same side within one layer is referred to as the slit length and fixed at 5cm. Subsequently, a series of slits of which the initial position is shifted over a certain length, referred to as the overlapping length (LO), are applied within the same layer, but toward the other side. The overlapping length is varied as a function of the slit length and takes on the values of 0.5, 1.5 and 2.5cm respectively. For each stacking layer, the initial position of all the slits is shifted by half a slit length (LS) in order to reduce stress concentrations. No slits are inserted in the clamp area. The entire pattern construction is visible in figure 3. Figure 3: The explanation of the inversion symmetry that exists between adjacent fibre assemblies. The left-hand side of the figure shows the upper view of the alternating fibre assemblies. The cuts that are made in one of the assemblies are also made in the neighbouring assemblies, but from the other edge on. The right part reveals the lateral view of the composite. Solid yellow lines indicate that the fibre cut is made to the viewer’s side. Dotted yellow lines represent fibre cuts to the back of the composite. In a second stage, the effect of the slits is reduced by reducing the cutting length to one fifth of the composite width and by randomizing the overlapping length between different fibre bundles. To establish such a configuration, a random number generator (RNG) is asked to produce a collection of 20 numbers in between 0 and 250. The end value of the RNG expresses the length dimension of the fibre in mm, as given by the ASTM standard. The applied random number generator makes use of the random variation in atmospherical noise to bring forth the desired set of values. The values are linked to the fibre bundles in the order they are generated, starting from the bottom wall of the mould channel and continuing until a fibre layer is completely filled. This numbering sequence is visualized with red indices for the bottom fibre assembly in figure 4. The collection of RNG values expresses the distance between the cuts and the left side of the fibre bundles. To avoid breakage of the composite samples in the clamped area during tensile testing, values that are located between the interval [0,50] are shifted 50mm to the right and values within the interval [200,250] are shifted 100mm to the left. Figure 4: Schematic clarification of the linking procedure to relate the RNG-values to the fibre cuts in each assembly. The sequence is shown for the first 3 RNG-values. To highligth the cuts, the remaining side fibre bundles are not depicted. In a third stage, the short fibre bundles are replaced by cut individual technical bamboo fibres. These short bamboo fibres are randomly placed in the channel according to the randomization sequence of figure 4. The resin system used in this master thesis consists of an Epikote 828 LVEL epoxy resin and a DYTEK DCH-99 diaminocyclohexane hardener in a mass ratio of 500/76. This resin system requires a curing temperature of 70°C for an hour and an additional post-curing step at 150°C for an hour. The mass quantities of each constituent are measured using a Mettler PJ4000 with an accuracy of 1g. To homogenize the resin system, a 70W Kika Labortechnik RW 20.n mixing element with an operational velocity of 400rotations/min is applied during 10minutes. As this mixing element introduces air bubbles in the resin system, the resin system is put in a 1.6kW Heraeus VT6060M degassing machine for a period of time of 25minutes. Samples are producing using vacuum infusion with a top plate to control the thickness. Tensile test samples are prepared according to ASTM D3039. Measurements are carried out using an Instron 4467 with a load cell of 30kN. The crosshead speed is 2mm/min. The dimensions of the specimens are 250x25x2mm. The samples are mechanically clamped. Sand paper is inserted between the clamps and the samples to prevent slippage. The gauge length is set at 150mm. An Instron type 2620-604 extensometer with a gauge length of 25mm is used to accurately measure displacement data. Data is gathered at a sampling rate of 10points/second. For every test configuration, 6 samples are tested. 3. RESULTS AND DISCUSSION 3.1 UD continuous fibre composites The results of the tensile tests performed on the continuous fibre composite samples are depicted in table 2. This table reveals that the experimental values respectively reach 92% and 79% of the longitudinal tensile stiffness and strength as obtained using the rule of mixtures, which assumes a perfect composite. Table 2: Results of the tensile test of the unidirectional continuous fibre composites. The efficiency factor is calculated as the ratio between the mechanical characteristic of the sample and the same characteristic as calculated using the rule of mixtures at the same volume fraction. The results are given with a representative volume fraction of 40%. Mechanical characteristic Longitudinal stiffness (GPa) Longitudinal tensile strength (MPa) Strain at breakage (/) Efficiency factor (%) 92.3 ± 6.4 78.9 ± 4.6 / Average value 17.6 ± 1.4 222.5 ± 13.0 1.4 ± 0.2 The fracture plane is examined using SEM at secondary electron mode with an applied voltage of 2kV to avoid charging of the sample. The result is depicted in figure 5. The left-hand side of figure 5 indicates a brittle fracture. It reveals that cracks mostly propagate in the same cross-section, cutting the fibres along its way. This points out that a strong fibre-matrix interface is present and that the resin impregnates the fibres very well, which is as well attested by the resin filled lumen on the right-hand side of figure 5. It is also visible from figure 5 that there is a good dispersion of the fibres. The layerwise construction of the composite is not reflected in the final configuration. Figure 5: SEM- observations of the fracture plane of continuous fibre composites after tensile testing. The left-hand side gives an overview of the brittle fracture. The right-hand side reveals the presence of parenchyma cells and provides evidence of the prematurity of the bamboo fibres through the presence of an unusually large, resin-filled lumen channel. 3.2 UD discontinuous fibre bundle composites with fixed overlapping length The results of the tensile tests, performed on UD-discontinuous composites in which the overlapping length is fixed, are given in table 3. Table 3: Results of the tensile tests of the discontinuous fibre bundle composites with fixed overlapping length. The efficiency factor is calculated as the ratio between the mechanical characteristic of the sample and the same characteristic as calculated using the rule of mixtures at the same volume fraction. * The results are given with a representative volume fraction of 40%. LO=50% Mechanical characteristic Longitudinal tensile stiffness (GPa) Longitudinal tensile strength (MPa) Strain at breakage (/) LO=30% Efficiency Average factor value* (%) Efficiency factor (%) Average value* 91.1±5.1 16.5±2.2 89.8±7.7 28.9±4.9 81.6±13.2 / 0.5±0.1 LO=10% Efficiency factor (%) Average value* 16.9±1.5 86.6±7.8 16.3±1.5 28.3±4.2 79.9±11.9 30.0±6.5 84.6±18.2 / 0.5±0.1 / 0.5±0.1 As expected, the introduction of slits seriously reduces the mechanical characteristics of the composite samples. The strength is almost bisected with the insertion of these weak points and the efficiency factor drops to approximately 30%. The strain falls back from approximately 1.2% to only 0.5%. It is argued that the introduction of these slits results in the presence of a matrix enriched area in the composite, as visible in figure 6. The application of a tensile force produces intensive stress concentrations around the discontinuous fibre bundles. These stress concentrations eventually result in shear yielding of the matrix and trigger crack initiation. The initiation of multiple tiny cracks in the different resin rich zones is proposed. In one of the matrix enriched areas, several tiny voids coalescence to form a critical crack. The stress singularities at the tip of this critical crack are initially reduced due to plastic yielding of the matrix. However, the limited ductility of the epoxy resin facilitates crack propagation. Figure 6: The left-hand side shows the presence of resin-rich zones in the fibre slit of a UD-discontinuous composite with LO=30%, observed by SEM. The layer-wise construction seems visible. It is noted that below the thick resin zone in the middle, the fibre bundles are still present. The right-hand side indicates the brittle fracture, accelerated by the slit presence, of a typical discontinuous UD bamboo fibre composites. 3.3 UD discontinuous fibre bundle composites with random overlapping length The results of the tensile tests, performed on UD-discontinuous composites with random overlapping length, are given in table 4. As compared to the composites with fixed overlapping length, the reduction of the slit width and the randomization of the overlap allow an increase in efficiency factor by ±5% for the longitudinal tensile strength. SEM observation however points out a similar fracture phenomenon as given in the previous paragraph. This indicates that the slit width still acts as a crack initiator leading to premature failure of the samples. Table 4: Results of the tensile tests of the discontinuous fibre bundle composites with random overlapping length. The efficiency factor is calculated as the ratio between the mechanical characteristic of the sample and the same characteristic as calculated using the rule of mixtures at the same volume fraction. * The results are given with a representative volume fraction of 40%. Mechanical characteristic Longitudinal stiffness (GPa) Longitudinal tensile strength (MPa) Strain at breakage (/) Efficiency factor (%) 89.3 ± 5.2 35.5 ± 6.3 Average value* / 0.7 ± 0.1 16.8 ± 1.0 100.1 ± 17.8 3.4 UD discontinuous fibre composites with random overlapping length The latter set of experiments is designed to fully remove the crack initiator effect of the slits. The results of the tensile tests, performed on UD-discontinuous composites with random overlapping length, are given in table 5. Table 5: Results of the tensile tests of the discontinuous fibre composites with random overlapping length. The efficiency factor is calculated as the ratio between the mechanical characteristic of the sample and the same characteristic as calculated using the rule of mixtures at the same volume fraction. * The results are given with a representative volume fraction of 40%. Mechanical characteristic Longitudinal stiffness (GPa) Longitudinal tensile strength (MPa) Strain at breakage (/) Efficiency factor (%) 90.1 ± 4.6 63.7 ± 3.8 Average value* / 0.83 ± 0.03 17.2 ± 0.8 190.9 ± 20.8 These results clearly postulate that randomization of the discontinuities in bamboo fibre composites is adamant to utilize the good mechanical properties of the fibres. Introduction of randomized discontinuities leads to a preservation of 85% of the longitudinal tensile strength of a continuous unidirectional bamboo fibre epoxy composite. By varying the fibre ends over the length of the sample, the overall stress fields surrounding the discontinuities are expected to be significantly reduced, decelerating as such the initiation of cracks. The longitudinal tensile testing specimen still exhibit a brittle fracture, but the cross-sectional plane of fracture is scattered more randomly along the length of the samples, indicating that the contribution of the additive stress concentrations, induced by the application of discontinuous ends, indeed is rather small. 3.5 COMPARISON OF THE TENSILE TEST RESULTS WITH MODELS 3.5.1 Stiffness comparison In this paragraph, the longitudinal stiffness of the composites with a fixed overlapping length is compared with the predictions of several models. The chosen models are the rule of mixtures, the shear lag theory, the Mori-Tanaka model and the Halpin-tsai equations. The results of the comparative scheme are given in table 6. As no statistical difference is detected between the longitudinal stiffness of the discontinuous composites, the results of the different overlapping distances are combined to yield an approximated average. Table 6: Comparison of the longitudinal stiffness of composites with a fixed overlapping length with the predictions of several models. As there are no significant differences between the longitudinal stiffness of the discontinuous composites, their results are combined to yield an approximate average. The table indicates that the Halpin-Tsai equations give the best estimation. Mechanical characteristic Experimental average Rule of Mixtures Shear lag theory MoriTanaka model HalpinTsai equation Longitudinal tensile stiffness (GPa) 16.7 ± 1.7 18.8 18.6 18.9 17.2 Table 6 reveals that the semi-empirical Halpin-Tsai equation gives the best estimation of the longitudinal tensile stiffness of the discontinuous bamboo fibre reinforced epoxy composites. The parameter that reflects the geometrical packing of the reinforcing fibres (ζ) is set at two times the aspect ratio of the fibres. This yields a value of 76.9. The remaining misfit is attributed to an induced misalignment in the composite preparation step. The rule of mixtures gives a relatively large over-prediction of the longitudinal stiffness of the discontinuous composites. This is allocated to the large simplification, set forth in this model, by assuming the fibres to be infinitely long and applying the iso-strain condition. The shear lag theory overthrows the fibre continuity necessity and accounts for a stress recovery zone at the edges of the short fibre that reduces the average axial stress (and stiffness). This results in a slightly better approximation of the longitudinal stiffness. It assumes however that the fibres can be modelled to fit the cylindrical shape. Bamboo fibres do not satisfy this requirement. The hypothesis that the shear force is constant at concentric surfaces around the fibre does not only depend on radial coordinates, but also on the angular position. The entire derivation therefore needs an adaptation to fit the geometrical shape of the bamboo fibre. The application of the Mori-Tanaka model requires knowledge of the different engineering constants that set up the stiffness or compliance matrix. Considering the bamboo fibres as transversely isotropic and the epoxy matrix as isotropic, a total of 8 engineering constants are required. However, the necessary transverse stiffness and Poisson ratio’s for bamboo fibres are unknown. To surpass this obstacle, the bamboo fibres are also assumed to be isotropic with a fixed Poisson ratio of 0.3. The result of table 6 reveals that the negligence of the anisotropic behaviour is unjustified. 3.5.2 Strength comparison 3.5.2.1 Adaptation of the local load sharing model The local load sharing model implements interactions between adjacent fibres that lead to a stress redistribution through the application of matrix shear spring elements. The original model only allows the prediction of the tensile strength of continuous fibre composites. With each strain increment, the resulting tensile stresses in the axial fibre spring elements are compared to the fibre strength. If the fibre strength is exceeded, the fibre spring element is removed from the system, simulating a broken fibre. However, it is remarked that, in previous considerations, the continuous fibre composite actually behaves as a discontinuous one once multiple axial fibre spring elements are removed from the system at incremented strains. This knowledge thrives the reformulation of the original concept in order to implement the discontinuities as broken axial fibre spring elements at an initial strain increment. To avoid numerical instabilities, the strength of each of the slit elements is reduced to 9*10-9MPa. The value of the matrix shear spring element stiffness is determined by fitting the simulated average tensile strength of the continuous composite with the experimental values. The simulations are repeated ten times to allow statistical variations. The list of introduced parameters in the local load sharing model is given by table 7. Table 7: Overview of the different parameters that are initially set in the calculation of the tensile strength using the local load sharing model. . Parameter Fibre Young’s modulus (GPa) Fibre radius (μm) Weibull scaling parameter (MPa) Weibull modulus (/) Length of Weibull parameters (mm) Value 43 80 4952 2.2 Parameter Matrix Young’s modulus (GPa) Volume fraction (%) Composite length (mm) Effective matrix shear yield stress (GPa) Value 2.73 40 150 32 100 Length of fibre element (mm) 1 3.5.2.2 Discussion of the different modelling results In this section, several of the discussed models are administered to predict the tensile strength of the bamboo-epoxy short-fibre composite. The results of these models are visualized in table 8. This table distinguishes between the models that are fit to incorporate the proposed overlapping pattern. The results of the continuous fibre composites are given as a reference. Table 8: Overview of the different modelling attempts to predict the tensile strength of bamboo-epoxy unidirectional short-fibre composites. The experimental results are also included as a comparison. It is remarked that the good correspondence between the tensile strength of the continuous fibre composite, calculated with LLS simulations, and the experimental results is due to the fitting of the stiffness of the matrix shear spring elements. Applied model ( ) UD continuous composites Experimental 222.5 ± 13.0 RoM Kelly-Tyson GLS 248.6 LLS 219.3 ± 14.5 UD discontinuous fibre bundle composites LO=10% 84.6 ± 18.2 LO=30% 79.9 ± 11.9 96.3 ± 11.7 98.1 ± 14.5 LO=50% LO=random 81.6 ± 100.1 ± 13.2 17.8 262.9 250.8 131.8 95.7 ± 125.7 ± 13.8 19.6 UD discontinuous fibre composites random 190.9 ± 20.8 213 ± 15.8 Although most of the analytical models manage to predict the longitudinal tensile strength of continuous bamboo fibre epoxy composite within a reasonable degree of certainty, they all fail to accurately predict the longitudinal tensile strength of discontinuous samples. There are several sources of inaccuracy for that, nevertheless, the main reason is the impossibility to include in the mentioned models certain parameters, such as: the statistical variation of the fibre stiffness, the incorrect assumption of the ineffective length in which stress recovery takes place, the introduction of accurate Weibull parameters and the impossibility to incorporate stress redistribution from the broken fibre to the adjacent fibres. All these parameters seem to have an important contribution on the prediction of the longitudinal tensile strength of the composites. A numerical method appears to be necessary to predict the tensile strength of discontinuous composites with sufficient accuracy. The local load sharing model allows the distribution of the applied load between adjacent fibres by the insertion of matrix shear spring elements. The implementation of the different patterns in numerical code has been addressed in the previous section. The modified local load sharing model is able to predict the composite tensile strength within an error margin of 15%. These differences are accounted to a reduced shear yield stress upon increased loading. The load transfer to adjacent fibres is incorporated by the presence of matrix shear spring elements. The local load sharing model assigns a constant stiffness value to these spring elements, while experimental results show a decrease of the shear yield stress upon increased loading. Additional errors may also be explained by the insertion of incorrect Weibull parameters. CONCLUSION Because of high longitudinal tensile strength and low weight, bamboo fibre reinforced epoxy composites show high potential to industrially substitute glass fibre composites. The industrial scaleup of large bamboo fibre composites requires the invention of a processing technique to diminish the effect of the discontinuous character of bamboo fibres, inherent to the bamboo culm composition. Through an optimized production method, the insertion of slits that lower the longitudinal tensile strength by more than 60% is avoided. The full randomization of discontinuous fibres is achievable, reducing the longitudinal tensile strength by only 15%. Furthermore, a local load sharing model is developed that incorporates the effect of discontinuities and is able to semi-empirically predict the longitudinal tensile strength of discontinuous bamboo fibre epoxy composites within an error margin of 15%. REFERENCES 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. Hibbeler, R. C., Engineering Mechanics Statics and Dynamics, Maxwell Macmillian Canada, Inc., (1992). Hergenrother, P. M., Development of Composites, Adhesives and Sealants for High-Speed Commercial Airplanes. SAMPE Journal, 36(1), 30-41 (2000). Taheri, F. and Hassan, M., Rational Procedure for Designing a Hybrid Fibre-Reinforced Plastic Mast presented at the 3rd Canadian International Composites Conference, Montreal, P.Q., August 21-24, 2001. Osorio, L., et al., Morphological aspects and mechanical properties of single bamboo fibers and flexural characterization of bamboo/ epoxy composites. Journal of Reinforced Plastics and Composites, 2010. 30(5): p. 396-408. Riaño, N., et al., Plant growth and biomass distribution on Guadua angustifolia Kunth in relation to ageing in the Valle del Cauca - Colombia. Journal of the American Bamboo Society, 2002. 16(1): p. 43-51. Osorio, L., et al., Morphological aspects and mechanical properties of single bamboo fibers and flexural characterization of bamboo/ epoxy composites. Journal of Reinforced Plastics and Composites, 2010. 30(5): p. 396-408. Londoño, X., et al., Characterization of the anatomy of Guadua angustifolia (Poaceae: Bambusoideae) culms. Journal of the American Bamboo Society, 2002. 16: p. 18-31. Liese, W. 1998. The anatomy of bamboo culms. INBAR Technical Report No 18. International Network for Bamboo and Rattan, Beijing. pp. 204. Cox, H. (1952). The elasticity and strength of paper and other fibrous materials. Brit J Appl Phys , 72-79. Hermans, J. (1967). The elastic properties of fibre reinforced materials when the fibres are aligned. Proc Kon Ned Akad c Wetensch B , 1-9. Hill, R. (1963). Elastic properties of reinforced solids: some theoretical principles. J Mech Phys Solids , 357-372. Halpin, J. (1969). Stiffness and expansion estimates for oriented short fibre composites. J Compos Mater , 732-734. Eschelby, J. (1961). Elastic inclusions and and inhomogeneities. Dans J. Eschelby, Progress in solid mechanics, vol 2 (pp. 89-140). Amsterdam: Sneddon In. Lacroix, T. T. (1992). Modelling of critical fibre length and interfacial debonding in the fragmentation testing of polymer composites. Composites Science and Technology 43 , 379387. Weibull, W. (1951). A statistical distribution function of wide applicability. Journal of Applied Mechanics , 293-297. Rosen, B. (1968). Tensile failure of fibrous composites. AIAA journal , 1985-1991. Curtin, W. (1991). Theory of mechanical properties of ceramic-matrix composites. Journal of the American Ceramic society , 2037-2045. Okabe, T. S. (2005). Numerical method for failure simulation of unidirectional fibre-reinforced composites with spring element model. Composite science and technology , 921-933.