GT-Jet Engineers Guide liquam alis eliqui bla facin esto eugait del ercinci lismolor si . A 5 B 47 4 36 FE 3 93 Bortisim vendreet ipsumsan vel utpatie minibh er ipit acil utpat. DF 53 4 S C 6 29 Giamet del ercinci lismolor si et vullaor aliquam alis eliqui bla facin , core duis eliqui bla facin esto volenis sequisi. Declaration of Conformity ..................................................................................................................4 HEALTH AND SAFETY...................................................................................................................6 WARNINGS AND CAUTIONS..............................................................................................6 PRINTING INKS HEALTH AND SAFETY............................................................................6 FIRE RISK ................................................................................................................................7 ELECTRICAL – HEALTH AND SAFETY ..............................................................................8 MECHANICAL SAFETY .........................................................................................................8 ULTRAVIOLET LIGHT SAFETY ...........................................................................................8 GENERAL SAFETY ...............................................................................................................10 Introduction to the Drop on Demand Technology ............................................................................11 DOD Head Types that have been implemented ................................................................................14 Technical Information on the various Print head types.......................................................................15 GT-Jet 72 (based on the Spectra© Nova 256/80 LQ Jetting Assembly) .....................................15 Increasing the resolution by altering the angle of the Print Head (GT-Jet 72).............................17 GT-Jet 64-300 (based on the Spectra© SL - 128 Jetting Assembly) ............................................18 General handling of the Print head ....................................................................................................20 Print Head Settings .......................................................................................................................20 Normal Startup.........................................................................................................................22 Normal shutdown.....................................................................................................................22 Setting up an Empty GT-Jet 72 Print Head...............................................................................23 Setting up an Empty GT-Jet 64 Print Head...............................................................................24 The print head will stand for longer than 5 days ........................................................................25 The print head will stand for longer than 14 days ......................................................................25 Emptying a GT-Jet print head for transportation .......................................................................26 Flushing out the Meniscus line on a GT-Jet Print Head.............................................................27 Operation Dialog ..............................................................................................................................30 GT-Jet 72 Dialog ..............................................................................................................................30 Functions......................................................................................................................................31 Backplane .................................................................................................................................31 Head Controls ..........................................................................................................................31 GT-Jet 64 Dialog ..............................................................................................................................33 Functions......................................................................................................................................34 Backplane .................................................................................................................................34 Head Controls ..........................................................................................................................34 Settings Dialog ..................................................................................................................................35 GT-Jet 72 Settings ............................................................................................................................36 General .........................................................................................................................................37 Lung Vacuum...........................................................................................................................37 Purge Pressure ..........................................................................................................................37 Short Purge ..............................................................................................................................37 Long Purge...............................................................................................................................37 Pump Time ..............................................................................................................................37 Degassing......................................................................................................................................38 Degas loops...............................................................................................................................38 Degas time................................................................................................................................38 Print Frequency ........................................................................................................................38 Print time .................................................................................................................................38 Internal Test Print.........................................................................................................................39 Wait between Test Print ...........................................................................................................39 GT-Jet 64 Settings ............................................................................................................................40 General .........................................................................................................................................41 Lung Vacuum...........................................................................................................................41 Purge Pressure ..........................................................................................................................41 Short Purge ..............................................................................................................................41 Long Purge...............................................................................................................................41 Pump Time ..............................................................................................................................41 Degassing......................................................................................................................................42 Degas loops...............................................................................................................................42 Degas time................................................................................................................................42 Print Frequency ........................................................................................................................42 Print time .................................................................................................................................42 Internal Test Print.........................................................................................................................43 Wait between Test Print ...........................................................................................................43 Head Settings................................................................................................................................44 Ink Type ..................................................................................................................................44 Meniscus Vacuum.....................................................................................................................44 Temperature .............................................................................................................................44 Pump Speed (Old Piston Pump) ...............................................................................................44 Pump Speed (New Diaphragm Pump) ......................................................................................45 Fire pulse ......................................................................................................................................45 Printing Frequency ...................................................................................................................45 Voltage .....................................................................................................................................45 Firepulse Length .......................................................................................................................45 Leading slew rate ......................................................................................................................46 Trailing slew rate ......................................................................................................................46 GT Jet 72 and 64 Software Dialog.....................................................................................................48 Rip Settings ..................................................................................................................................49 Serial No ..................................................................................................................................49 IP Address ................................................................................................................................49 Subnet Mask .............................................................................................................................49 Gateway ...................................................................................................................................49 Rip Software ................................................................................................................................49 RIP ..........................................................................................................................................50 FPGA .......................................................................................................................................50 Tracker.....................................................................................................................................50 Backplane .....................................................................................................................................50 Head.............................................................................................................................................50 Fire Pulse..................................................................................................................................50 Head PCB ................................................................................................................................50 Status Bar..................................................................................................................................51 GT Jet Extended Settings Dialog .......................................................................................................52 Overlapping..................................................................................................................................53 Chessboard ...............................................................................................................................53 Line..........................................................................................................................................53 Cut...........................................................................................................................................53 Head.............................................................................................................................................54 Low Voltage Fire Pulse .............................................................................................................54 Ink Full Sensor .........................................................................................................................54 The Individual System components ...................................................................................................55 Base Unit......................................................................................................................................55 Power Supply ...............................................................................................................................56 Backplane .....................................................................................................................................58 External Programming of the Backplane Board .........................................................................60 Fire pulse PCB..............................................................................................................................61 External Programming of the Fire pulse Board ..........................................................................63 GT-Jet 72 Head PCB ...................................................................................................................64 GT-Jet 64 Head PCB ...................................................................................................................66 External Programming of the Head Board.................................................................................67 Rip – Tracker PCB ......................................................................................................................68 An example calculation of the maximum distance between Print Heads.....................................68 Connections .................................................................................................................................71 Serial Connector.......................................................................................................................71 DSub 9 pole male. ....................................................................................................................71 Trigger Connector....................................................................................................................72 CAN Connector.......................................................................................................................73 External Programming of the Tracker Card...............................................................................75 Sysloader...........................................................................................................................................77 Pneumatic and Hydraulics .................................................................................................................79 Pneumatic Module of the Base Unit..........................................................................................79 Printhead Pneumatics and Hydraulics ........................................................................................81 Fluids Supply ............................................................................................................................82 Enclosure Options.............................................................................................................................83 GT-Jet Stand-Alone..................................................................................................................83 GT-Jet Rack.............................................................................................................................83 GT-Jet Rack.............................................................................................................................84 Spare parts list ...................................................................................................................................85 Printing a Test Print..........................................................................................................................86 GT-Jet 72 Test Pattern..................................................................................................................86 GT-Jet 64 Test Pattern..................................................................................................................87 Mechanical Alignment ..............................................................................................................88 Software Alignment ..................................................................................................................89 Drawings ..........................................................................................................................................90 GT-Jet 72 Head Drawing .........................................................................................................90 GT-Jet 64 Head Drawing .........................................................................................................90 GT-Jet Base Unit Drawing .......................................................................................................90 GT-Jet Stand Alone Drawing-1 ................................................................................................90 GT-Jet Stand Alone Drawing-2 ...........................................................................90 GT-Jet Rack Drawing ..............................................................................................................90 GT-Jet 72 Head Mounting and Stitching 1-2 Drawing..............................................................90 GT-Jet 64 Head Mounting and Stitching 1-2 Drawing..............................................................90 GT-Jet 64 Head Mounting and Stitching 3-4 Drawing..............................................................90 Declaration of Conformity In accordance with: EU DIRECTIVE ON EMC 98/37 EC IEC/EN61326, Emission (Class B) IEC/EN61326 (Immunity, industrial areas) 1. Manufacturer Manufacturer Address 2. Apparatus Name of product Production country Type of product Product description Technical documentation 3. Summary of test results test type Mains terminal interference voltage Radiated electromagnetic field Radio frequency amplitude modulated EM-field Immunity to electrostatic discharges Immunity to fast electric transients Immunity to surges Systegra AG Burgunderstr. 15 CH-4512 Bellach GT Jet Switzerland Inkjet Doku-Nr. 212.89.73.000 standard EN 61000-6-3:01 with limit B of regulation EN 55011:98 +A1:99+A2:02 EN 61000-6-3:01 with limit B of regulation EN 55011:98 +A1:99+A2:02 results EN 61000-6-2:01 Test passed EN 61000-4-2:95+A1:98 Test passed EN 61000-4-4:95+A1:01+A2:01 EN 61000-4-5:95+A1:01 Test passed Test passed Test passed Test passed The Inkjet type GT Jet conforms with the protection requirements of the EMC Directive 98/37/EC by its design and type of construction CH-4512 Bellach, April 28th, 2005 Systegra AG sig. Brandenberger This page has been left blank Issue 5 April 2006 Page 5 - 99 HEALTH AND SAFETY WARNINGS AND CAUTIONS These two safety categories are given for conditions that pose a danger to personnel or for conditions that may cause damage to equipment or materials. Warnings The instructions provided in a warning are mandatory and must be followed precisely. They are given to prevent injury or death. Cautions The instructions provided in a caution are mandatory and must be followed precisely. They are given to prevent damage to equipment or materials. PRINTING INKS HEALTH AND SAFETY Graph-Tech AG supplies Product Health and Safety Sheets giving specific safety information with each of its inks. The following advice is given for guidance. Further instructions can be obtained from The Health and Safety at Work Act 1974. Industrial Hygiene and Safe Working Practice When used correctly, printing inks do not present unacceptable hazards or problems. However, everybody using them must be familiar with the appropriate safety standards and be aware of the precautions that must be taken. The following are basic requirements: • Proper standards of industrial practice relating to cleanliness, tidiness and storage must be maintained • Inks and ink containers must be handled with care • All who come into contact with inks must be properly instructed in their use • Do not use the printer in wet or explosive environments. Directions for safe working practices vary according to the environment. The following are broad principles so that necessary precautions may be taken: • Contact with the mouth must be avoided. Therefore eating, drinking or smoking, or any personal habits or actions that may transfer ink to the mouth, must be avoided. • Contact with the eyes must be avoided. Suitable eye protection must always be worn whenever there is any risk of splashing or misting. If ink does get into the eyes, first aid treatment is to flood the affected eye for 15 minutes with saline solution, or clean water if not available (take care not to allow the water to run into the unaffected eye). Medical aid must be obtained immediately. • Most inks contain solvents that may injure the skin. Warning of this is given on the ink data sheets. Barrier creams, gloves and protective clothing must be worn. After exposure to ink, all possible traces must be washed off as soon as possible at the nearest washing facility. • Solvent based printing inks and their vapors are flammable. Precautions must be taken to avoid flames or sparks near ink or solvent containers, and even the ink stream itself. Sparks from motors, mechanical impact and even personal static discharge can ignite these materials and result in a fire with the printer ON or OFF. To avoid static discharge, the operator must use a grounding strap when cleaning the head. • Many inks contain materials that vaporize easily, producing fumes that can be inhaled. Good ventilation is necessary. • Soiled cleaning materials, e.g. rags, paper wipes, are a potential fire hazard. They must be collected for safe disposal after use. • Spillages of printing inks and auxiliary products must be cleaned up immediately. Inks and solvents must not be allowed to enter drains or sewage systems. Issue 5 April 2006 Page 6 - 99 Storage Printing inks must be stored in well-ventilated buildings, or in areas set aside for the purpose, chosen for safety in case of fire. Materials based on volatile, flammable solvents must be stored in accordance with local regulations. FIRE RISK WARNINGS: 1) Solvent based printing inks and their vapours are flammable, and precautions must be taken to avoid flames or sparks near ink or solvent containers and even the ink stream itself. Sparks from motors, mechanical impact, and even personal static discharge can ignite these materials. The volumes of fluids present when cleaning the print head require further precautions to prevent the possibility of ignition. Static discharge can become an ignition source, given the right atmospheric conditions, and result in a fire with the printer ON or OFF. To avoid this discharge, operators must use a grounding wrist strap, connected to the print head, when cleaning the print head. The strap safely dissipates any build up of static charge on the operator. 2) Ink jet printers place small electrostatic charges on the ink drops used for printing. In most circumstances, such as when they arrive at the print surface, these electrostatic charges are either conducted away or cannot accumulate. However, during maintenance, print drops may be collected in a container, such as a beaker. It is essential that this container is made of conducting material and is securely connected to ground/earth. The electrostatic charges will then be safely conducted to ground/earth. 3) Many inks used in ink jet printing contain binders that remain highly flammable when dry. Observe all warnings given on the machine and the following safety instructions: 4) Dried ink, especially from spillages, is flammable. Do not allow a build up of dried ink to occur. If there has been an accumulation of dried ink, do not use metal (iron or steel) scrapers to remove it, as they can be a source of ignition. 5) If dry Nitro-cellulose based ink ignites, it will generate its own oxygen and can only be extinguished by lowering the temperature with water. If a Nitro-cellulose fire occurs, ensure that the electrical power is immediately removed from the printer before water is used to extinguish the fire. Fire risk is a most important consideration where printing inks are stored and used. The degree of fire hazard will vary considerably from one type of ink or wash to another. Water-based inks will not burn, although inks based on water-alcohol mixtures may burn if there is sufficient alcohol present. Solvent-based inks offer a greater degree of hazard depending on the particular solvent or solvent combination. When there is a particular hazard the appropriate information is given on the Safety Data Sheet. If there is a fire, there is a likelihood that dangerous fumes will arise from printing inks. For this reason ink must be stored where it can be reached quickly by the fire fighting service, and where it will not spread beyond the store. Issue 5 April 2006 Page 7 - 99 ELECTRICAL – HEALTH AND SAFETY WARNINGS: 1) High voltages are present within the print head and cabinet. Ensure that the power is removed before opening cabinets, removing panels, or removing the print head cover. 2) Ensure that the correct fire extinguishers are readily to hand. Do not use water as an extinguisher for electrical fires. Graph-Tech Printers require an electrical input and generate high voltages. Maintenance Personnel and Service Engineers must be competently trained before working on the equipment. MECHANICAL SAFETY WARNINGS: Do not attempt to lift heavy equipment by yourself. Use lifting equipment or a two-man lift. Ensure that cables do not create a hazard to personnel. CAUTION: Ensure that all mechanical servicing is carried out by trained and authorized personnel. ULTRAVIOLET LIGHT SAFETY Ultraviolet Light Hazards • Harmful to eyes - may cause permanent eye damage, similar to arc welder “flash” • Harmful to skin - skin burns can be experienced, similar to severe sunburn • All light shielding must be in place during equipment operation. High Voltage Hazards • Grounding of equipment - proper equipment ground must be provided • Ballasts - high voltages exist on both primary and secondary sides of the ballast transformer • Capacitors - certain power supplies may contain capacitors that must be discharged by qualified personnel before servicing • High Voltages - high voltage is present in the lamp housing assembly and in the Ballast cabinet. Shut power OFF before working on the equipment • If the system is water cooled, DO NOT allow operation if any water leaks are present. Volatile Materials • Due to the high voltages and the necessary control equipment, the UV system must be considered a potential “spark” source. DO NOT operate UV lamps within 20 feet of any area where volatile materials are stored, mixed, poured, or sprayed. Ventilation • Ventilation of the lamp housing and ballast cabinet is required for proper operation of the equipment and removal of OZONE generated by the UV lamps. Safety Equipment • DO NOT alter or modify safety equipment, electrical interlocks, guards, signs, etc. This is strictly forbidden. Issue 5 April 2006 Page 8 - 99 Handling and Cleaning of Lamps • Allow lamps to cool prior to handling • Safety glasses should be worn whenever handling UV lamps • Skin oils attack the quartz tube of the lamp, causing premature lamp failure • Clean, soft, cloth type gloves should be worn when handling UV lamps. • Cleaning the lamps with alcohol is recommended and should be done at regular intervals. Use lint free paper towels or tissue • UV lamps are fragile - handle with care • Broken UV lamps should be disposed of properly. UV lamps contain a very small amount of mercury, which also must be disposed of properly. Use Equipment as Designed • Use the equipment for products and processes for which it was designed • DO NOT use the equipment for materials wider than that for which the equipment was designed • Since the UV lamps emit high energy, there is always a risk of fire should any material get jammed under the lamp or in the lamp vicinity. Should this situation occur, the operator must switch OFF the UV equipment immediately. If a fire extinguisher is used, it must be of a type suitable for use with electrical equipment. Nitrogen • If the UV System is equipped for running in an inert (nitrogen) mode, an asphyxiation hazard may be present. Therefore, the unit should be located in a well ventilated area. Area hoods are also recommended at the entrance and exit of the processor, to remove nitrogen gas from the area. Issue 5 April 2006 Page 9 - 99 GENERAL SAFETY • The above safety precautions are general and are not all inclusive. A common sense approach to safety must apply. Symbols The following symbols are used in this manual. Where they appear next to a procedure or instruction, they have the significance and importance of a written Warning or Caution. Eye protection must be worn. Protective clothing must be worn. Use adequate protective gloves. Consult Ink Safety Data Sheets. Note: Gloves made from latex may in rare instances cause an allergic reaction. Equipment must be switched off and the power connection removed. Only trained Basic Operators should carry out this procedure. Only trained Advanced Operators should carry out this procedure. Beware of electro-static discharge. The following electro-static precautions must be used: • Wear a wristband connected to ground/earth • Avoid wearing clothing that can build up electro-static voltages • Use Electro-Static Discharge (ESD) protective bags to transport pcb's • Only place pcb's on a mat made from material that will dissipate electro-static voltages and that is connected to ground/earth. Issue 5 April 2006 Page 10 - 99 Introduction to the Drop on Demand Technology The Piezo Effect The 256 Pumping chambers in the Jetting Assembly of the GT-Jet 72 are stimulated by piezo electric Impulses. One quarter of the jetting assembly has 64 Pumping chambers which is one piezo element. This type of sharing mode has the possibility to stimulate each jet individually. Before the printing process starts a serial data stream will be sent to the quarter for the selection of the correct image to be printed. The firepulse is set to a specific frequency and also intensity for the selected piezo channel. The piezo effect causes a deforming of the pumping chamber walls outwards, this deforming then causes a negative pressure inside which then sucks the ink in. After a defined pulse length the firepulse voltage decreases with a controlled steepness. Due to the decrease in voltage the pumping chamber walls are released causing the ink to be forced out of the nozzle by the overpressure in the chamber. Issue 5 April 2006 Page 11 - 99 Trapped Air bubbles 6 Trapped air bubbles are the main cause for missing drops or jets. 6 Air bubbles stick to sharp edges, raw surfaces and particles in the ink. 6 Air bubbles can be trapped anywhere within the ink system. 6 The integrated Reservoir Lung removes the air in the ink before it enters the Jetting Assembly. 6 The ink is exposed to the air at the nozzle plate surface. 6 The Ink in the drop generator becomes fully saturated with air over time. 6Air bubbles act like a spring to absorb the actuator energy, this can prevent drop ejection. Principally air bubbles in the Pumping Chamber originate due to various reasons e.g. Long hours of standby times or sharp knocks to the print head. The only possibility to remove unwanted air bubbles out of the Jetting Assembly is to push them out by means of Ink under a high pressure. This is done by performing a Purge function which causes an overpressure in the ink reservoir. This then forces the ink/air bubbles through the nozzle plate allowing fresh de-aired ink into the assembly. Issue 5 April 2006 Page 12 - 99 6 The intake stroke of the diaphragm creates a low pressure that contributes to trapped bubble formation and growth. 6 A special flush cycle is required to pump sufficient Ink through the Print Head to flush trapped air bubbles. 6 Small motion of piezo diaphragm pressurizes the Ink inside a large chamber, air bubbles absorb the energy of the diaphragm stroke. 6 Very low Fluid speeds except near the nozzle plate are ineffective at flushing out trapped air bubbles during normal operation. The graph shows that the further the air bubbles are from the nozzle opening the more liquid required to be pumped in, to remove the air bubbles. Issue 5 April 2006 Page 13 - 99 DOD Head Types that have been implemented GT-Jet 72 (based on the Spectra© Nova 256/80 LQ Jetting Assembly) GT-Jet 64-300 (based on the Spectra© SL - 128 Jetting Assembly) Issue 5 April 2006 Page 14 - 99 Technical Information on the various Print head types GT-Jet 72 (based on the Spectra© Nova 256/80 LQ Jetting Assembly) Speed/Resolution Chart GT-Jet 72 6 Speed M/sec 5 4 3 2 Best M/Sec 1 Safe M/Sec Max M/sec 0 0 100 200 300 400 500 600 Resolution DPI Issue 5 April 2006 Page 15 - 99 Speed/Resolution Chart GT-Jet 72 350 Speed M/Min 300 250 200 150 100 Best M/min 50 Safe M/min Max M/min 0 0 100 200 300 400 500 600 Resolution DPI Speed/Resolution Chart GT-Jet 72 1200 Speed fpm 1000 800 600 400 Best fpm 200 Safe fpm Max fpm 0 0 100 200 300 400 500 600 Resolution DPI Issue 5 April 2006 Page 16 - 99 Increasing the resolution by altering the angle of the Print Head (GT-Jet 72) The Jetting Assembly has one nozzle per channel and all nozzles are aligned in a single row. The distance between each nozzle is preset and would give you the native resolution, normally displayed in dpi (drops per inch). By angling the heads at various angles you are able to increase or decrease the resolution that you can print at eg: (245 x 295 dpi). By angling the GT-Jet 72 print head you are able to increase the printing resolution, but bearing in mind that the height of the print will also be decreased the higher the resolution. Some of our newer print head types have several jetting assemblies built into one head allowing for the higher printing resolutions without affecting the height of the print and also eliminating the angling of the print head. The GT-Jet will be delivered with the head mounting and also the encoder to measure the speed of the product on the production line. With the impulse rate of the encoder the following resolutions and printing heights are available on the GT-Jet 72 printer: Issue 5 April 2006 Page 17 - 99 GT-Jet 64-300 (based on the Spectra© SL - 128 Jetting Assembly) Speed / Resolution Guide Chart GT-Jet 64 7 Speed M/Sec 6 5 4 3 105 2 210 1 Best M/Sec 316 421 0 0 200 400 Safe M/Sec 526 Max M/sec 600 Resolution DPI Issue 5 April 2006 Page 18 - 99 Speed / Resolution Guide Chart GT-Jet 64 400 Speed M/Min 350 300 250 200 150 105 100 210 50 Best M/min 316 421 Safe M/min 526 Max M/min 0 0 200 400 600 Resolution DPI Speed / Resolution Guide Chart GT-Jet 64 1400 Speed fpm 1200 1000 800 600 105 400 210 200 Best fpm 316 421 Safe fpm 526 Max fpm 0 0 200 400 600 Resolution DPI Issue 5 April 2006 Page 19 - 99 General handling of the Print head # Wipes Part Number: 50071 The wipes are lint and dust free and are manufactured and packaged in a clean room ensuring a high quality standard. It should only be stored in the special container and must be closed again after a wipe is removed. A wipe should only be used once, and the nozzle plate wiped in one wipe with the direction of the nozzles. Note. The Print head must only be cleaned with the Wipes that are supplied with the Printer! Note. Unspecified or usage of non-dust free wipes can lead to permanent damage or blockages of the nozzle plate! Print Head Settings The performance of the Jetting Assembly is not dependant on these settings. The Ink reservoir in the print head in which the Meniscus Vacuum works should not be turned against the natural gravitation. This will result in a blockage of the liquid stopper filters of the Meniscus pump. If this does happen due to incorrect handling the stopper filter must be replaced and the tube between the Meniscus pump and the Ink reservoir must also be cleaned out thoroughly. For this to be done the print head cover must be removed, which may only be done by trained personal! When the Meniscus vacuum is switched off, the connection between the Meniscus pump and the Reservoir is closed at the Head by Solenoid H1. By pushing the inactive button in the Inkjet dialog the Meniscus Vacuum is switched off, it is also switched off when the complete inkjet is switched off. The GT-Jet 72 Print Head can be mounted in the following positions Note. The Meniscus Port must always be above the ink level otherwise the ink will run back into the Vacuum tank! Printing Downwards (Meniscus = 7 mbar) Meniscus Port Ink Level Side Printing vertical (Meniscus =6 mbar) Meniscus Port Ink Level Side Printing horizontal (Meniscus =4 mbar) Issue 5 April 2006 Page 20 - 99 The GT-Jet 64 Print Head can be mounted in the following positions Note. The Meniscus Port must always be above the ink level otherwise the ink will run back into the Vacuum tank! Printing Downwards (Meniscus = 16 mbar) Meniscus Port Ink Level Vertical Printing (Meniscus =14 mbar) Issue 5 April 2006 Page 21 - 99 Normal Startup If the print head has not been standing for longer than 5 days, it should be started as follows: 1. 2. 3. 4. 5. 6. 7. 8. Place a wash tray underneath the print head and remove the Capping tray. Start the printer, open the Inkjet Dialog and press the Active button. The central Control Unit will now be activated. By pressing the Active button for the Print head required, the heating will automatically be switched on. As soon as the correct temperature is reached the Purge button will be available. Click on the Long Purge button to perform a long purge (400mbar, 4sec). After the calibration has been done take a wipe and clean the nozzle plate with one wipe in the direction of the nozzles. Print a Test Pattern and check if there are any missing jets, If so, repeat step 4. If there are jets that are still missing after 2 long purges, set the purge pressure to 700mbar and the duration to 5 seconds and press the long purge button. Take a wipe and clean the nozzle plate with one wipe in the direction of the nozzles. Set the purge pressure back to 400mbar and the duration back to 4 seconds. Click on the Clean Internal button and check to see if all the Jets are printing. If some Jets are still not working, click on the Long Purge button and do another Purge. Normal shutdown If the print head stands for less than 5 days. 1. 2. 3. 4. 5. Issue 5 April 2006 Place a wash tray underneath the print head. Click on the Long Purge button to perform a Long Purge (400mbar, 4sec). After the calibration has been done take a wipe and clean the nozzle plate with one wipe in the direction of the nozzles. De-activate the head by clicking on the Head Active button. Wash the Capping tray with the correct wash solution of the Ink being used and cap the print head. Switch the Inkjet off, the print head can now be left standing for 5 days. Page 22 - 99 Setting up an Empty GT-Jet 72 Print Head The Print Head will be Inked up and ready to print in 30 Minutes. 1. Remove the print head from the transport container and mount it onto the Print Head mounting bracket. 2. Slot the Fire pulse card at the other end of the Print Head Tube into the Snap-In Slot of the Base Unit and make sure you have aligned it up correctly and it snaps into position to ensure a proper connection on the Backplane board. 3. 4. Place a wash tray underneath the print head and remove the Capping tray. Connect the Ink Container. 5. Switch the printer on and open the Inkjet Dialog Settings. 6. Set the Meniscus Vacuum value to 0mbar. 7. Activate the Backplane and then Activate the Head. Allow the print head to heat up to the correct temperature and perform a Short Purge (400mbar, 2sec). 8. Wait till the reservoir is filled automatically. (The reservoir is full as soon as the Purge buttons are no longer hidden.) At this point an Ink Empty Error may occur, Click on the Error Reset button the carry on with the filling process. 9. De-Activate the Head. 10. Set the Meniscus Vacuum value back to 7mbar. 11. Activate the Head. 12. Click on the Long Purge button to perform a Long Purge (400mbar, 2sec). After the calibration has been done take a wipe and clean the nozzle plate, with one wipe in the direction of the nozzles. 13. Print a Test Pattern and check if there are any missing jets. If so, repeat step 12. 14. If there are missing jets after 2 Long Purges, allow the system to print for at least 1 hour under real production conditions before performing another Purge. Issue 5 April 2006 Page 23 - 99 Setting up an Empty GT-Jet 64 Print Head The Print Head will be Inked up and ready to print in 30 Minutes. 1. Remove the print head from the transport container and mount it onto the Print Head mounting bracket. 2. Slot the Fire pulse card at the other end of the Print Head Tube into the Snap-In Slot of the Base Unit and make sure you have aligned it up correctly and it snaps into position to ensure a proper connection on the Backplane board. 3. 4. Place a wash tray underneath the print head and remove the Capping tray. Connect the Ink Container. 5. Switch the printer on and open the Inkjet Dialog Settings. 6. Set the Meniscus Vacuum value to 0mbar. 7. Activate the Backplane and then Activate the Head. Allow the print head to heat up to the correct temperature and perform a Short Purge (400mbar, 2sec). 8. Wait till the reservoir is filled automatically. (The reservoir is full as soon as the Purge buttons are no longer hidden.) At this point an Ink Empty Error may occur, Click on the Error Reset button the carry on with the filling process. 9. De-Activate the Head. 10. Set the Meniscus Vacuum value back to 16mbar. 11. Activate the Head. 12. Click on the Long Purge button to perform a Long Purge (400mbar, 4sec). After the calibration has been done take a wipe and clean the nozzle plate, with one wipe in the direction of the nozzles. 13. Print a Test Pattern and check if there are any missing jets. If so, repeat step 12. 14. If there are missing jets after 2 Long Purges, allow the system to print for at least 1 hour under real production conditions before performing another Purge. Issue 5 April 2006 Page 24 - 99 The print head will stand for longer than 5 days If a print head is not used for more than 5 days, a Long Purge (4 Seconds) must be done once a week. If the printer is not used for longer than two weeks, the steps below should be followed. The print head will stand for longer than 14 days The print head will stand for longer than 14 days. 1. Remove the Ink Bottle at the Ink Bottle Holder. 2. Place a wash tray underneath the print head. 3. Set the Long Purge time to 30sec. 4. Set the Ink Pump time to 120sec. 5. Set the Meniscus Vacuum value to 0mbar. 6. Click on the Long Purge button to perform a Long Purge and wait until the Ink Empty Error occurs. 7. Connect a bottle of Flush at the bottle Holder for the correct Ink being used. 8. Click on the Reset Error button to allow the filling process to continue. 9. Repeat step 6 until 1 Litre of Flush has been put through the system. Always remember to Reset the Ink Empty Error before performing the next Purge. 10. Take a wipe and clean the nozzle plate with one wipe in the direction of the nozzles. 11. De-activate the Print Head. 12. Set the Long Purge time back to 4sec. 13. Set the Ink Pump time back to 60sec. 14. Set the Meniscus Vacuum value back to either 7mbar (GT-Jet 72) or 16mbar(GT-Jet 64). 15. Wash down the capping plate with the correct Flush for the ink being used and cap the print head. 16. Switch the inkjet off. The print head can now be left standing for up to 3 months. Issue 5 April 2006 Page 25 - 99 Emptying a GT-Jet print head for transportation The print head should be washed down, emptied and prepared for shipping. 1. Remove the Ink Bottle at the Ink Bottle Holder. (New Bottle Ink System) or 2. Remove the Ink tube at the Ink Bag Holder. (Old Bag/Cubitainer Ink System) 3. Make sure the tubes are clean before inserting them into the flush bottle. 4. Place a wash tray underneath the print head. 5. Set the Long Purge time to 30sec. 6. Set the Ink Pump time to 120sec. 7. Set the Meniscus Vacuum value to 0mbar. 8. Click on the Long Purge button to perform a Long Purge and wait until the Ink Empty Error occurs. 9. Connect a bottle of Flush at the bottle Holder for the correct Ink being used. 10. Click on the Reset Error button to allow the filling process to continue. 11. Repeat step 6 until 1 Litre of Flush has been put through the system. Always remember to Reset the Ink Empty Error before performing the next Purge. 12. Take a wipe and clean the nozzle plate with one wipe in the direction of the nozzles. 13. De-activate the Print Head. 14. Set the Long Purge time back to 4sec. 15. Set the Ink Pump time back to 60sec. 16. Set the Meniscus Vacuum value back to either 7mbar (GT-Jet 72) or 16mbar(GT-Jet 64). 17. Wash down the capping plate with the correct Flush for the Ink being used and cap the print head. 18. Secure the capping plate clamps with cable ties. 19. Switch the inkjet off. Remove the print head from the mounting bracket and also unplug it from the snap in slot in the Base Unit. 20. Place the complete print head including the conduit assembly, pump box and Ink Holder into the Box supplied with the print head. Issue 5 April 2006 Page 26 - 99 Flushing out the Meniscus line on a GT-Jet Print Head 1. Turn off the Base Unit. 2. Disconnect the Meniscus filter on the Pump box, and connect the tube directly to the Luer fitting nipple. 3. Close the needle valve mounted on top of the pump box, by turning it clockwise. 4. Open the pump box and attach a Silicon tube to the Output nipple of the Meniscus pump, insert the other end into an empty container. Take the head cover off the print head. 5. 6. Disconnect the tube at the Meniscus Sensor and extend it with a piece of Silicon tubing, about 20cm long. 7. Disconnect the Meniscus Sensor cable plug from the Meniscus sensor board. 8. Fill a new container with half a litre of Acetone and place the extended Meniscus line (Silicon tubing) directly into the Acetone. 9. Start the Controller and Base Unit. 10. Go to the settings page and set the values as below. GT-Jet 72 GT-Jet 64 Long Purge 30 30 Max Pump Time 0 0 Meniscus Vacuum 19 19 11. Place the print head in the following position so that the Meniscus connection on the vacuum tank is at the lowest point. GT-Jet 72 Issue 5 April 2006 Page 27 - 99 GT-Jet 64 12. Wait until the full half a litre of Acetone has been pumped through the Vacuum system and that there is just air being pumped out from the Meniscus pump. 13. De-activate the head and Base unit. 14. Turn the Base Unit off. 15. Place the print head back in the printing position and put a wash tray underneath the head. 16. Re-connect the Meniscus Sensor cable. 17. Re-connect the Meniscus tube to P1 of the Meniscus Sensor. 18. Set the Meniscus needle valve by adjusting it 3-4 full turns open (anti clockwise). 19. Close the Pump box. 20. Start the Controller and Base Unit. 21. Go to the settings page and set the values as below. GT-Jet 72 GT-Jet 64 4 4 Max Pump Time 300 300 Meniscus Vacuum 0 0 Long Purge 22. Activate the Backplane and then Activate the Head. 23. Wait until the head has reached the set temperature and perform a Long Purge. 24. The Ink pump will start to pump and will then fill the head. Once the correct level has been reached the pump will then turn off. 25. De-Activate the Head. 26. Go to the settings page and set the values as below. GT-Jet 72 GT-Jet 64 Max Pump Time 100 100 Meniscus Vacuum 7 16 Issue 5 April 2006 Page 28 - 99 27. When the Meniscus sensor reads more than 5mbar (GT-Jet 72) or 14mbar (GT-Jet 64), Activate the head and perform a Long Purge. 28. The print head is now ready for use. 29. The Meniscus filter on the pump box Must be replaced with a new filter about 2 hours after this procedure has been completed. (System Running) Issue 5 April 2006 Page 29 - 99 Operation Dialog In the operation Dialog all the daily operations required for the printer can be performed. All the settings for the print head can be pre defined in the settings dialog by a trained user. GT-Jet 72 Dialog Issue 5 April 2006 Page 30 - 99 Functions Backplane Click on the Backplane Active button to either Activate or De-Activate it. When wanting to start the printer up this should be done first. When turning the printer off this should be done after De-Activating the head. Head Controls Printer Status window. Click on the Head Active button to either Activate or De-Activate the print head. When wanting to start the printer you will need to Activate the Backplane first and when wanting to turn the printer off this should be done first before De-Activating the Backplane. By Activating the print head it will then turn on the heaters in the Ink Reservoir and Jetting assembly allowing the system to heat up to the set temperature. The Meniscus Vacuum and the Ink Supply have also been switched on. The Head Active button will be hidden until the Backplane has been Activated. Click the Reset Error button to reset all the printer related errors from within the operation dialog screen, for example the Ink level low, meniscus error etc. Click on the Purge Short button to remove air bubbles that are close to the nozzle opening. This process is normally performed when after long usage or not used for a few hours, that not all the jets are available due to either air bubbles which have been trapped close to the nozzle opening or dust particles which have settled on the nozzle surface. When a short purge is performed the ink inside the pumping chamber is replaced. After clicking the purge button it will be hidden until the system has stabilized the meniscus vacuum and the level has been checked. Click on the Purge Long button to remove air trapped inside the Jetting Assembly. This process is normally performed when a Short Purge has been done three times with an interval of about 1minute between each purge and there are still jets that are missing or after a new startup in the morning. When a long purge is performed the ink inside the jetting assembly is replaced. After clicking the purge button it will be hidden until the system has stabilized the meniscus vacuum and the level has been checked. With the activation of this function all jets will print with a preset frequency. By running a sheet of paper slowly and close to the nozzle plate in the print direction you are able to see if all jets are printing. The Clean Internal button will be hidden until the head has been Activated and Calibration completed. The Degas function can be used to burn in a Print Head, get rid of any air bubbles or unblocking blocked jets by automatically doing a cycle of Purge and Print functions with a predefined printing frequency. These settings are part of the Base Unit and are valid for all Print Heads connected to the Inkjet printer. The Degas button will be hidden until the head has been Activated and Calibration completed. With the activation of this function a test image will be printed with every jet on every product that runs on the production line. The intensity, distance to the other jets and any missing jets are clearly visible. To perform a test print the print head must be in the correct printing position with the encoder and print go photocell set up correctly. If this is done, click on the Test button to activate this function, every product that passes under the print head will be printed with the Test Image. Issue 5 April 2006 Page 31 - 99 With the activation of this function a test image will be printed with every jet. The intensity, distance to the other jets and any missing jets are clearly visible. To perform a test internal print the print head must be in the correct printing position, no encoder and print go photocell signals are required. The Test Internal function uses an internal clock signal to generate a print go and encoder signal at a predefined interval and frequency. You are able to set these values in the Settings Dialog. If this is done, click on the Test Internal button to activate this function, and pass a product under the print head at a constant speed. The test image will then be printed onto the product at the set time interval. Issue 5 April 2006 Page 32 - 99 GT-Jet 64 Dialog Issue 5 April 2006 Page 33 - 99 Functions Backplane Click on the Backplane Active button to either Activate or De-Activate it. When wanting to start the printer up this should be done first. When turning the printer off this should be done after De-Activating the head. Head Controls Printer Status window. Click on the Head Active button to either Activate or De-Activate the print head. When wanting to start the printer you will need to Activate the Backplane first and when wanting to turn the printer off this should be done first before De-Activating the Backplane. By Activating the print head it will then turn on the heaters in the Ink Reservoir and Jetting assembly allowing the system to heat up to the set temperature. The Meniscus Vacuum and the Ink Supply have also been switched on. The Head Active button will be hidden until the Backplane has been Activated. Click the Reset Error button to reset all the printer related errors from within the operation dialog screen, for example the Ink level low, meniscus error etc. Click on the Purge Short button to remove air bubbles that are close to the nozzle opening. This process is normally performed when after long usage or not used for a few hours, that not all the jets are available due to either air bubbles which have been trapped close to the nozzle opening or dust particles which have settled on the nozzle surface. When a short purge is performed the ink inside the pumping chamber is replaced. After clicking the purge button it will be hidden until the system has stabilized the meniscus vacuum and the level has been checked. Click on the Purge Long button to remove air trapped inside the Jetting Assembly. This process is normally performed when a Short Purge has been done three times with an interval of about 1minute between each purge and there are still jets that are missing or after a new startup in the morning. When a long purge is performed the ink inside the jetting assembly is replaced. After clicking the purge button it will be hidden until the system has stabilized the meniscus vacuum and the level has been checked. With the activation of this function all jets will print with a preset frequency. By running a sheet of paper slowly and close to the nozzle plate in the print direction you are able to see if all jets are printing. The Clean Internal button will be hidden until the head has been Activated and Calibration completed. The Degas function can be used to burn in a Print Head, get rid of any air bubbles or unblocking blocked jets by automatically doing a cycle of Purge and Print functions with a predefined printing frequency. These settings are part of the Base Unit and are valid for all Print Heads connected to the Inkjet printer. The Degas button will be hidden until the head has been Activated and Calibration completed. With the activation of this function a test image will be printed with every jet on every product that runs on the production line. The intensity, distance to the other jets and any missing jets are clearly visible. To perform a test print the print head must be in the correct printing position with the encoder and print go photocell set up correctly. If this is done, click on the Test button to activate this function, every product that passes under the print head will be printed with the Test Image. Issue 5 April 2006 Page 34 - 99 Settings Dialog In the Settings Dialog the Expert user is able to alter the setup and configuration of the Print Head/s. These settings should not be altered unless the operator is fully trained on the system and has a very good understanding of the Drop on Demand Technology. Issue 5 April 2006 Page 35 - 99 GT-Jet 72 Settings Issue 5 April 2006 Page 36 - 99 General Pnuematics Lung Vacuum A vacuum is connected behind a Teflon Membrane which only allows air and no liquid through it. The air bubbles in the ink that are on there way from the ink reservoir in the print head to the Jetting Assembly are removed. Nominal Setting 750mbar Purge Pressure Pressure is created in the Ink reservoir to force the air out of either the pumping chamber or Jetting Assembly’s during a purge function. Nominal Setting 400mbar Short Purge Duration of the Short Purge function in seconds. (De-airing function). Nominal Setting 2 sec Long Purge Duration of the Long Purge function in seconds. (De-airing function). Nominal Setting 4 sec Pump Time Maximum time in seconds that the Ink pump has to fill the Ink reservoir. When this time duration has been reached, the Ink pump is switched off and allows the pump to cool down for the same time period. If after the 3rd attempt at filling the reservoir the time is reached a notification is given that the Ink Container is empty. Nominal Setting Issue 5 April 2006 Old Piston Pump 120 New Diaphram Pump 100 Page 37 - 99 Degassing The Degassing function can be used to burn in a Print Head, get rid of any air bubbles or unblocking blocked jets by automatically doing a cycle of Purge and Print functions with a predefined printing frequency. These settings are part of the Base Unit and are valid for all Print Heads connected to the Inkjet printer. Degas loops Amount of degas cycle functions that will be completed. Nominal Setting De-aring 2 Un-blocking Jets 5 Degas time A pause time in seconds between the Purge and the Print function to give the Lung time to de-air the fresh Ink replaced on the film. De-aring 260 Nominal Setting Un-blocking Jets 260 Print Frequency This is the frequency of the print defined in Hertz. De-airing 1000Hz Nominal Setting Un-blocking Jets 30’000Hz Print time Duration in Seconds for the printing phase. Nominal Setting Issue 5 April 2006 De-airing 300 Un-blocking Jets 300 Page 38 - 99 Internal Test Print Wait between Test Print Duration in Seconds for the time between test prints. Nominal Setting 2 sec Clicking the Defaults button will load all the default values for the printhead type that has been connected to the Base Unit. Issue 5 April 2006 Page 39 - 99 GT-Jet 64 Settings Issue 5 April 2006 Page 40 - 99 General Pnuematics Lung Vacuum The Lung vacuum is not used on the GT-Jet 64. Nominal Setting 0mbar Purge Pressure Pressure is created in the Ink reservoir to force the air out of either the pumping chamber or Jetting Assembly’s during a purge function. Nominal Setting 400mbar Short Purge Duration of the Short Purge function in seconds. (De-airing function). Nominal Setting 2 sec Long Purge Duration of the Long Purge function in seconds. (De-airing function). Nominal Setting 4 sec Pump Time Maximum time in seconds that the Ink pump has to fill the Ink reservoir. When this time duration has been reached, the Ink pump is switched off and allows the pump to cool down for the same time period. If after the 3rd attempt at filling the reservoir the time is reached a notification is given that the Ink Container is empty. Nominal Setting Issue 5 April 2006 100 sec Page 41 - 99 Degassing The Degassing function can be used to burn in a Print Head, get rid of any air bubbles or unblocking blocked jets by automatically doing a cycle of Purge and Print functions with a predefined printing frequency. These settings are part of the Base Unit and are valid for all Print Heads connected to the Inkjet printer. Degas loops Amount of degas cycle functions that will be completed. Nominal Setting De-aring 2 Un-blocking Jets 5 Degas time A pause time in seconds between the Purge and the Print function to give the Lung time to de-air the fresh Ink replaced on the film. De-aring 260 Nominal Setting Un-blocking Jets 260 Print Frequency This is the frequency of the print defined in Hertz. De-airing 1000Hz Nominal Setting Un-blocking Jets 30’000Hz Print time Duration in Seconds for the printing phase. Nominal Setting Issue 5 April 2006 De-airing 300 Un-blocking Jets 300 Page 42 - 99 Internal Test Print Wait between Test Print Duration in Seconds for the time between test prints. Nominal Setting 2 sec Clicking the Defaults button will load all the default values for the printhead type that has been connected to the Base Unit. Issue 5 April 2006 Page 43 - 99 Head Settings These settings are valid for the individual print heads (1 to 4), the result is that every head can be set with a different ink type, Fire pulse setting, Meniscus value etc. Ink Type Use the drop down arrow to select the ink type being used, either UV or Solvent. Meniscus Vacuum The value of the Meniscus Vacuum in Millibar. The Meniscus Vacuum holds back the drops in the nozzle plate preventing the ink from running out, it is in relation to the height between the nozzle plate and the Ink level inside the ink reservoir. 1 Millibar is equivalent to 1 cm. Nominal Setting GT-Jet 72 7mbar GT-Jet 64 16mbar Temperature Temperature in º Celsius which the Ink will be heated up to. The Temperature is dependant on the printing viscosity of the Ink being used. Nominal Setting Solvent Ink 32° Celcius UV Ink 40-45° Celcius Pump Speed (Old Piston Pump) Period length in Milli seconds that the Ink pump will pump for to completely fill the Reservoir. The longer the time period the slower the Ink will be pumped. The pumped volume of Ink is dependant on the above mentioned viscosity of the Ink. Nominal Setting Range Issue 5 April 2006 Solvent Ink 30 20-500 UV Ink 50 20-500 Oil Ink 50 20-500 Page 44 - 99 Pump Speed (New Diaphragm Pump) PWM Voltage value used to control the Ink pump to fill the Reservoir. The higher the value the higher the control voltage on the pump and the faster the ink will be pumped. The pumped volume of Ink is dependant on the viscosity of the Ink. If the Meniscus is not able to reach the set point the pump will switch over to the first value and will stay at this speed until the reservoir has been filled, thus preventing foaming and false readings at the level sensor. Nominal Setting Range GT-Jet 72 100 55-250 60 50-250 GT-Jet 64 100 55-250 Eg: 50 = 1V ; 250 = 5V Fire pulse Printing Frequency Displays the frequency of the head in KHz while printing. Voltage The value of the Fire pulse signal in volts. The higher the setting of the fire pulse voltage the higher the stimulation of the Piezo in the pumping chamber. The greater the stimulation of the Piezo elements in the Pumping chamber the bigger the drop size would get. The voltage value would be dependant on the Ink being used and the size of drops required. Nominal Setting 100Volts Firepulse Length The length of the firepulse signal in micro seconds. The longer the signal length the longer the piezos will be stimulated for in the pumping chamber. This would result in a bigger drop size. The signal length would be dependant on the Ink being used and the size of drops required. Nominal Setting Issue 5 April 2006 GT-Jet 72 8 micro sec GT-Jet 64 6 micro sec Page 45 - 99 Leading slew rate Angle of the rising edge of the Firepulse in Volts / Micro Second. The form of the rising edge has no major influence on the drop formation. The Ink is forced out of the Nozzle plate when the Firepulse signal falls. Nominal Setting 80 V/Micro sec Trailing slew rate Angle of the falling edge of the Firepulse in Volts / Micro Second. The form of the falling edge has an influence on the drop formation. The greater the falling edge angle the more Ink is forced out of the Nozzle plate. Nominal Setting 80 V/Micro sec Click on the For All button to copy all of the settings from Fire Pulse 1 to Fire Pulse 2, 3 and 4. Click on the Default button to set all the default values for the Ink type selected. Issue 5 April 2006 Page 46 - 99 Allows the user to Save the Head Settings. This is where different and individual settings are saved for each Print Head. For example different ink types have specific Temperatures that they operate at or if you wanted a darker print you would need to increase the Fire Pulse value. Allows the user to open the saved values for a specific head being used. This is where you would open and select a saved values page for a specific Print Head or the nominal values for the different ink type being used. Allows the user to Save changes made in the Settings in the Settings Dialog. Allows the user to Exit the Settings Dialog without saving the changes. Issue 5 April 2006 Page 47 - 99 GT Jet 72 and 64 Software Dialog In the software dialog all the Firmware versions for the different processors have been saved. This dialog allows you to change the IP Addresses and update to newer versions of Firmware (only on the Expert level). A GT-Jet with four print heads is operated with 15 processors in total which communicate with each other on the different cards via a CAN-Bus. Issue 5 April 2006 Page 48 - 99 Rip Settings Serial No Serial Number of the RIP-Card (Raster Image Processor), this is allocated by Systegra AG and can not be changed. IP Address IP Address of the RIP Card. The first three sets of numbers must be the same as that of the Controller/Computer that sends the print data. Subnet Mask Address of the Subnet Mask. This must be the same as that of the Controller/Computer that sends the print data. Gateway If the RIP (IP Address) as mentioned above is not on the same Network Segment it will search for the printer on another Network gateway and will not be able to communicate with the printer. Allows the user to download a new IP Address, Subnet or Gateway address to the RIP Card. The Printer must be powered down and restarted for the changes to take effect. Rip Software The Rip card is located in a PC-Slot in the Base Unit. On it you will find the Raster Image Processor and the Field Programmable Gate Array, which is required for the fast preparation of the bitmaps to be printed. The Tracker card is a daughter card which is plugged onto the RIP card. The Tracker card hosts the Processor responsible for all the tracking required for the inkjet. With a combination like this, 512 Jets can be driven by a single RIP card (e.g. 2 GT-Jet 72 print heads), which may be a max of 4063 Dots in the running direction to the printable surface. In the Base Unit you can add a maximum of two Rip cards, giving you a total of 1024 Jets (e.g. 4 GT-Jet 72 or 1 GT-Jet 64 print head/s). If for example two GT-Jet 72’s would be used the maximum distance between the first and last dots would be 4063 encoder pulses, two Rip cards must be used and the print head will be setup as head 1 and 3. Issue 5 April 2006 Page 49 - 99 RIP Version of firmware that has been loaded onto the Raster Image Processor. FPGA Version of firmware that has been loaded onto the Field Programmable Gate Area processor on the RipCard. Tracker Version of firmware that has been loaded onto the processor on the Tracking Card. Allows the user to download a new version of firmware to either the RIP or FPGA. The Printer must be powered down and restarted for the changes to take effect. Allows the user to reset the communication to either the RIP or FPGA. Backplane Allows the user to view the version of firmware loaded onto the back plane.The Backplane is mounted to the middle portion of the Base Unit. Located on the board you will find the Processor that is responsible for the main control functions like Purge, Lung Vacuum etc. The Fire pulse card plugs into the Backplane via the Snap-in Slot plates that have been provided. A maximum of 4 Fire pulse cards can be plugged into the Backplane, each of them being for a single GT-Jet 72 print head or 3 of them for 1 GT-Jet 64. Head Fire Pulse You will find the Fire Pulse card at the end of the Print Head Tube, which is mounted onto the Snap-in Slot plate. The Fire Pulse Card plugs into the Backplane which is located inside the Base Unit. Located on the Card will find the processor that is responsible for the Fire Pulse Form. Head PCB The Head card is located in the print head. On it you will find the processor which is responsible for tasks like Meniscus Vacuum Regulating, Temperature control, Ink level control etc. Issue 5 April 2006 Page 50 - 99 Status Bar Displays the status of the download being done to either the RIP or FPGA. Issue 5 April 2006 Page 51 - 99 GT Jet Extended Settings Dialog Issue 5 April 2006 Page 52 - 99 Overlapping Allows the selection of 3 different stitching options. The stitching is between pairs of jetting assemblies. Chessboard 0 0 x 0 x 0 x 0 x x 0 x 0 x 0 x 0 x 0 x 0 0 x 0 x 0 x 0 x x 0 x 0 x 0 x 0 x 0 x 0 0 x 0 x 0 x 0 x x 0 x 0 x 0 x 0 x 0 x 0 0 0 0 0 0 0 0 0 x 0 x x x x x x x x x 0 0 0 0 0 0 0 0 0 x 0 x x x x x x x x x 0 0 0 0 0 x x x x x 0 0 0 0 0 x x x x x 0 0 0 0 0 x x x x x 0 0 0 0 0 x x x x x Line 0 0 0 0 0 0 0 0 0 x 0 x x x x x x x x x Cut 0 0 0 0 0 x x x x x 0 0 0 0 0 x x x x x Issue 5 April 2006 Page 53 - 99 Head Low Voltage Fire Pulse Allows the user to set a Voltage that the print head will print at when Active but not running production. This is used for Solvent ink only as it is just enough to move the ink in the nozzle orifice thus preventing the ink from drying on the nozzle surface. If this value is set to high the printer will print continuously and you will get a fine misty spray of ink coming out of the nozzles. Nominal Setting 40 V Ink Full Sensor The Ink full sensor values are what the sensor reads when at a specific temperature. These values can be altered slightly but not recommended as it could either cause overfilling of the reservoir or that the ink pump never turns on. Full Sensor at 30°C Full Sensor at 40°C Full Sensor at 50°C Full Sensor at 60°C Full Sensor at 70°C Full Sensor at 80°C Full Sensor at 90°C GT-Jet 72 390 355 310 270 240 210 180 GT-Jet 64 580 510 430 370 350 300 170 Click on the Default button to set all the default values for the specific head and Ink type selected. Allows the user to Save the changes made in the Extended Settings Dialog. Allows the user to Exit the Extended Settings Dialog without saving the changes. Issue 5 April 2006 Page 54 - 99 The Individual System components Base Unit The Base unit is the basis of every GT-Jet. The cabinet can be built up as a desktop or with the optional 19“mounting system in a 19“Rack with 63 TE width. When designing the GT Jets, attention was given that the least possible amount of parts and cables be required, and as far as possible all the mechanical elements like the Boards, Power Supplies, Pneumatics etc. have been integrated into the Control Unit. Due to the BusArchitecture of the various pluggable cards like the CAN-Bus Technology and the variation of single processors a great deal of the required cables can be integrated onto the boards. With this, an ultra compact and highly flexible Control Unit is created, which can drive 1024 Jets in total. The 1024 Jets can be integrated into one print head or can be split between four single print heads. # Issue 5 April 2006 Base Unit Part Number: 11237 Page 55 - 99 Power Supply Two Power Supplies have been mounted directly onto the Base Unit. The 24V Power Supply is located on the Front plate, the 180/48V on the floor plate. The Power Supplies are supplied power via the mains switch located at the back of the Inkjet printer, with two fuses for protection on both phases L and N. They can be operated with either 110V/60Hz or with 230V/50Hz without any settings required. All other Voltages used on the Inkjet are supplied directly from the Power Supplies in the Central Control Unit. # T10A Fuse L 250V IR 100 A 250V Part Number: 1010 # 600Watt Power Supply -48V/2.5A; 180V/2.5A Part Number: 11212 # 500Watt Power Supply 24V/20A Part Number: 11211 GT-JET 600Watt 180V Power Supply Issue 5 April 2006 Page 56 - 99 GT-JET 500Watt 24V Power Supply Issue 5 April 2006 Page 57 - 99 Backplane The Backplane is mounted to the middle partition of the Base Unit. Located on the board you will find the Processor that is responsible for the main control functions like Purge, Lung Vacuum etc. The Firepulse card plugs into the Backplane via the Snap-in Slot plates that have been provided. A maximum of 4 Firepulse cards can be plugged into the Backplane, each of them being for a single print head. # Backplane PCB Jumper position Normal operation mode Issue 5 April 2006 Part Number: 11205 Jumper position programming (boot) mode Page 58 - 99 GT-Jet Backplane PCB Issue 5 April 2006 Page 59 - 99 External Programming of the Backplane Board The Backplane Board can be programmed via a standard serial Port on a windows computer. For this a Null Modem cable and a Flash Program Tool is required. # Null Modem Cable (9 Pin) Part Number: 50072 Programming CAUTION: • • • • • • Ensure the printer is turned off. Using the Null Modem cable, connect the Base Unit serial port to the host computer serial port. Set the jumper to the Boot position. Start the Flash Tool and switch the Printer on. Click on the Reload Monitor button to establish comms. Both indicators should go green. Select the new Firmware version and down load by clicking on the Program & Verify button. After an OK status is returned that the programming is complete, switch the printer off, set the jumper back to the Run position and turn the Printer on again. The ST10 Flash programming tool is located on all EditorGT controllers that have been delivered with a GT-Jet Printer or can also be downloaded from the Graph-Tech website under the member section. Issue 5 April 2006 Page 60 - 99 Fire pulse PCB You will find the Fire Pulse card at the end of the Print Head Tube. It is mounted onto the Snap-in Slot plate which is then inserted into the Base Unit and plugs onto the Backplane. On the board you will also find the processor that is responsible for the Fire Pulse Form. This is also where the Ink pump is connected to and controlled from. # Fire pulse PCB (GT-Jet 72) Part Number: 11216 # Fire pulse PCB (GT-Jet 64) Part Number: 11217 Jumper position Normal operation mode Issue 5 April 2006 Jumper position programming (boot) mode Page 61 - 99 GT-JET 72 Firepulse PCB GT-JET 64 Firepulse PCB Issue 5 April 2006 Page 62 - 99 External Programming of the Fire pulse Board The Fire Pulse card can be programmed via a Standard serial Port of a Windows computer. To do this the corresponding programming cable and Flash Program Tool is required. # Fire pulse/Tracker Programming Cable Part Number: 50073 Programming CAUTION: • • • • • • Ensure the printer is turned off for at least 30 seconds before removing the card/s! Remove the Fire pulse card, then connect the programming cable to the Fire pulse board (Pin-1 of the cable on Pin-1 of the Board). With the Programming cable, connect the Null Modem cable to the serial port of the host computer. Set the programming jumper to the Boot position and refit the card, then start the Flash Tool and switch on the Inkjet. Click on the Reload Monitor button to establish comms. Both indicators should go green. Select the new Firmware version and download it by clicking on the Program & Verify button. After an OK status is returned that the programming is complete, switch the printer off. Set the jumper back to the Run position and turn the printer back on. The ST10 Flash programming tool is located on all EditorGT controllers that have been delivered with a GT-Jet Printer or can also be downloaded from the Graph-Tech website under the member section. Issue 5 April 2006 Page 63 - 99 GT-Jet 72 Head PCB The Head card is located in the print head itself. Located on the board you will find the processor which is responsible for tasks like Meniscus Vacuum Regulating, Temperate control, Ink level control etc. The board is part of the print head were the specific values regarding that head are stored (Running hours etc.). The board can only be reset when refurbished in the workshop. # Issue 5 April 2006 Head PCB (GT-Jet 72) Part Number: 11215 Page 64 - 99 GT-JET 72 Head PCB Issue 5 April 2006 Page 65 - 99 GT-Jet 64 Head PCB The Head card is located in the print head itself. Located on the board you will find the processor which is responsible for tasks like Meniscus Vacuum Regulating, Temperate control, Ink level control etc. The board is part of the print head were the specific values regarding that head are stored (Running hours etc.). The board can only be reset when refurbished in the workshop. Head PCB (GT-Jet64) Part Number: Menisc us Pump Reservoir Heater Menisc us Program ming Cable CAN Heater JA Heater Reservoir Head Alive Power + 5V Power + 12V 11229 Purge 3 2 1 Res. Therm istor Purge Button Button LED LOIS Res. Therm istor Menisc us Sensor Reservoir Heater JA 2 JA 3 JA 4 JA Thermistor JA Heater JA 6 JA 5 JA Heater JA Therm istor JA 1 Menisc us Sensor # JA 6 GT-JET 64 Head PCB Issue 5 April 2006 Page 66 - 99 External Programming of the Head Board The Head Board can be programmed via a Standard serial Port of a Windows computer. For this the corresponding Programming cable and the Flash Programming Tool is required. # Head Programming Cable Part Number: 11236 Programming CAUTION: • • • • • Ensure the printer is switched off. Using the Programming cable, connect the print head serial port to the host computer serial port. Start the Flash Tool. Select the new Firmware version and start by clicking on the Full Operation Download button. Switch the printer on, the download will begin automatically. After a Normal End status is returned that the programming is complete, switch the printer off, remove the cable and switch the printer on again. The Fujitsu Flash programming tool is located on all EditorGT controllers that have been delivered with a GT-Jet Printer or can also be downloaded from the Graph-Tech website under the member section. Issue 5 April 2006 Page 67 - 99 Rip – Tracker PCB The Rip card is located in a PC-Slot in the Central Control Unit. On it you will find the Raster Image Processor and the Field Programmable Gate Array, which is required for the fast preparation of the bitmaps to be printed. The Tracker card is a daughter card which is plugged onto the RIP card. The Tracker card hosts the Processor responsible for all the tracking required for the inkjet. With a combination like this, 512 Jets can be driven by a single RIP card (e.g. 2 GT-Jet 72 print heads), which may be a max of 4063 Dots in the running direction to the printable surface. In the Central Control Unit you can add a maximum of two Rip cards, giving you a total of 1024 Jets (e.g. 4 GT-Jet 72 print heads or 1 GT-Jet 64 print head). If for example two GT-Jet 72’s would be used the maximum distance between the first and last dots would be 4063 encoder pulses, two Rip cards must be used and the print head will be setup as head 1 and 3. • Maximum amount of Dots per Rip - Tracker = 512 • Maximum amount of Dots per Control Unit = 1024 • Maximum Distance of Print head 1 2 or 3 4 = 4063 Pulses • Maximum Distance of Print head 1 3 or 2 4 = 32 Meters Per Tracker (512 Jets or 2 GT-Jet 72 print heads) an Encoder and a Print Go are supported. This means that per central control unit a max of two independent lines can be tracked. • Maximum amount of conveyor lines per Rip - Tracker = 1 • Maximum amount conveyor lines per Control Unit = 2 An example calculation of the maximum distance between Print Heads Resolution required: 175 dpi vertical and 213 dpi horizontal Label length of the Print head: 100mm (100/25.4)*213 = 839 Dots Maximum Distance from the first to the last Dot: 4063 / 213 = 19.075“ (*25.4 = 484 mm) Maximum Distance between Print Head 1 and 2 or 3 and 4: 484mm – 100 mm = 384mm Issue 5 April 2006 Page 68 - 99 # Rip PCB Part Number: 11203 GT-JET RIP PCB Issue 5 April 2006 Page 69 - 99 # Issue 5 April 2006 Tracker PCB Part Number: 11204 Page 70 - 99 Connections Label Function Type serial Serial interface DSub 9 pole male 100Base-Tx Ethernet interface RJ45 Backplane interconnection HDSub 44 pole female Print Go Encoder Print confirmation RJ45 CAN CAN interface DSub 9 pole female Synch Multiple Tracker Synchronisation Harting Header TCP/IP Backplane Trigger Serial Connector DSub 9 pole male. Pin Issue 5 April 2006 Function 2 RxD 3 TxD 5 GND 7 RTS 8 CTS Page 71 - 99 Trigger Connector Pin Function 1 Motion A 2 Motion B 3 Print Go 4 Print confirmation. 5 0 Signal 6 0V 7 VCC 8 0V Jumper Positions VCC +12V +24V External Power supplied (+10… +30V) Issue 5 April 2006 Page 72 - 99 CAN Connector Pin Function 2 CAN Low 3 0V 5 Shield 6 0V 7 CAN High 9 VCC Jumper Positions VCC +12V +24V Issue 5 April 2006 Page 73 - 99 Serial Connector for programming RIP 2 or changing or viewing the IP Address Inkjet connector for RIP 2 (Print-go, Motion and Print done signals) Inkjet connector for RIP 1 (Print-go, Motion and Print done signals) Serial Connector for programming RIP 1 or changing or viewing the IP Address RIP 1 TCP/IP Connection RIP 2 TCP/IP Connection RIP 1 Data Connector RIP 2 Data Connector Issue 5 April 2006 Page 74 - 99 External Programming of the Tracker Card Jumper Position for normal running Jumper Position for Programming mode The Tracker Card can be programmed via a Standard serial Port on a Windows based Computer. You will need the following Programming cable and Flash Program Tool to complete this. # Firepulse/Tracker Programming Cable Issue 5 April 2006 Part Number: 11235 Page 75 - 99 Programming CAUTION: • • • • • • Ensure the printer is switched off. Connect the Programming cable to the Tracker board (Pin 1 on the cable to Pin 1 on the board). Connect the Programming cable to a Null Modem cable and then to the serial port of the host computer. Set the jumpers to the Boot position, start the Flash program tool and turn on the printer. Click on the Reload Monitor button to establish comms. Both indicators should go green. Select the new Firmware version and start down loading by selecting the Program & Verify button. Once completed and the program verifies with an OK status, turn the printer off, set the jumper back to the Run position and turn the printer on. The ST10 Flash programming tool is located on all EditorGT controllers that have been delivered with a GT-Jet Printer or can also be downloaded from the Graph-Tech website under the member section. Issue 5 April 2006 Page 76 - 99 Sysloader The Sysloader program tool can be used to program or verify the RIP cards Software and or IP Address via a Standard serial Port of a Windows computer. To do this the corresponding programming cable and Sysloader Program Tool are required. # Null Modem Serial Cable (9 Pin) Issue 5 April 2006 Part Number: 50072 Page 77 - 99 Programming CAUTION: • • • • • • • • Ensure the printer is switched off. Connect the Null Modem cable to the RIP Cards serial connector. Connect the other end of the Null Modem cable to the serial port of the host computer. Start the Sysloader tool and turn on the printer. Wait until the serial number has been read from the RIP Card, this can take up to 1 minute. Select the new Firmware version or IP Address and start downloading by clicking on the download button. The status of the download can be viewed by looking at the download bar, once complete the Sysloader will verify with an OK status. When complete turn the printer off and unplug the Null Modem cable. Restart the printer for normal operation. The Sysloader programming tool is located on all EditorGT controllers that have been delivered with a GT-Jet Printer or can also be downloaded from the Graph-Tech website under the member section. Issue 5 April 2006 Page 78 - 99 Pneumatic and Hydraulics The main or base Pneumatic system for the GT-Jet printer as shown in the diagram below is common and required for all the print heads that are connected to the GT-Jet printer. This is all situated in the Base Unit. Each print heads pneumatics is divided into a specific module that is only activated when the head has been plugged into the Base Unit. Pneumatic Module of the Base Unit The Pneumatic Module of the Base Unit comprises of the pressure vacuum pump (-850 to 1000m mbar) and two Solenoids. The Pneumatic module is used for the creation of the Lung Vacuum, the Purge Pressure. These functions are controlled from the processor on the Backplane card. The fresh air filter is the only serviceable part of the unit and will need replacement. This filter will need to be replaced at least once per year. If the Pneumatic module does not function correctly the whole unit will need to be replaced. # Inline Lung Vacuum Filter Part Number: 90801 # Central Pneumatic Module Part Number: 11209 Lung and Purge Shutoff coupling head1 Lung and Purge Shutoff coupling head2 Lung and Purge Shutoff coupling head3 Lung and Purge Shutoff coupling head4 Lung Sensor 0-1bar Purge Sensor 0-1 bar B1: Lung Solenoid B2: Purge Solenoid Vacuum and Pressure Pump - 850 … + 1000 mbar Tube Colors: Issue 5 April 2006 Fresh air filter • blue = Vacuum (Lung) • red = Pressure (Purge) Page 79 - 99 GT-JET Pneumatics Assembly Issue 5 April 2006 Page 80 - 99 Printhead Pneumatics and Hydraulics The Print head Pneumatics and Hydraulics consists mainly of the Meniscus and the Ink supply to the print head module. These functions are driven by the processors on the head and the fire pulse cards. The Ink Stopper is the only part the needs to be replaced when for example the print head is bumped during usage. Should the head Pneumatics or the Ink supply not be functioning properly, the complete print head is exchanged and sent for repairs to the Service centre. Meniscus Trap Filter # Part Number: 90802 Flow check valve Lung Sensor 0-20 mbar Meniscus Pump 0-20 mbar Lung Vacuum max. -850mbar b Meniscus Vacuum max. -20mbar b Ink Level Reservoir Temperature Jetting Assembly Temperature H1: Meniscus-Purge Solenoid Valve H2: Meniscus Locking Solenoid Valve Ink Shutoff coupling from the Ink container Lung and Purge Shutoff coupling on the Firepulse board Issue 5 April 2006 Ink Pump 0-4 Liters / hour Page 81 - 99 Fluids Supply The Ink containers can be put into the optional Ink Rack quickly and easily. The Ink supply connectors used on the Ink system are the CPC quick connect/disconnect puncture seal connectors which allow for a clean replacement of the Ink container. Ink Shuttoff coupling Ink Container for Reservoir 1 Ink Container for Reservoir 2 Ink Container for Reservoir 3 Ink Container for Reservoir 4 * Please note that if the incorrect fluids are used the system could become damaged beyond repair! Issue 5 April 2006 Page 82 - 99 Enclosure Options The GT-Jet can be operated without any additional casings. For protection against dust and for optimal coverage of the Ink Containers the following casings are available: GT-Jet Stand-Alone The GT-Jet Stand-Alone houses the GT-Jet with up to four GT-Jet 72 or One GT-Jet 64 Print head/s and the Ink Supply for up to four Ink Holders. The Print Head Tubes and all the required cables are sealed with a special rubber Seal out of the Stand-Alone, which has a density of up to IP 54. Issue 5 April 2006 Page 83 - 99 GT-Jet Rack The MIC-GT is a complete printing system that contains the GT-Jet with up to four GT-Jet 72 or One GT-Jet 64 Print head/s, the Production line controller and the Ink Supply. The control of the system is performed via the Touch Screen, keyboard and Trackball. The complete system is IP 64 Rated and the Touch TFT Display is protected with a Plexi glass cover. The system is delivered with all the cables required for a quick and easy installation and is ready for production in the quickest of time. Touch Screen TFT Trackball mouse Keyboard GT-Jet 72 / 64 Ink rack for up to 4 Ink Containers Issue 5 April 2006 MIC-GT Controller Page 84 - 99 Spare parts list # # # Wash Bottle Cleaning Tray Cleaning kit Incl. wipes, tray and wash bottle Part Number: Part Number: Part Number: 90001 90003 90007 # Wipes GT-Jet 72 Part Number: 90100 # Wipes GT-Jet 64 Part Number: 90101 # 19“ Height Mounting Rack Part Number: 11237 # 250V/10A Fuse Part Number: 1010 # 600Watt Power Supply -48V/2.5A; 180V/2.5A Part Number: 11212 # 500Watt Power Supply 24V/20A Part Number: 11211 # Backplane PCB Part Number: 11205 # Null Modem Cable Part Number: 50072 # Firepulse PCB Gt-Jet 72 Part Number: 11216 # Firepulse PCB Gt-Jet 64 Part Number: 11217 # Firepulse/Tracker Programming Cable Part Number: 11235 # Head Programming Cable Part Number: 11236 # Rip PCB Part Number: 11203 # Tracker PCB Part Number: 11204 # Inline Lung Vacuum Filter Part Number: 90801 # Central Pneumatic Module Part Number: 11209 # Fluid Stopper Filter meniscus Part Number: 90802 # Ink Filter Pall 10 Micron Part Number: 90800 Issue 5 April 2006 Page 85 - 99 Printing a Test Print On the GT-Jet dialog screen we have a function were you are able to print a test print. By printing this test print you are able to verify that the head has been set to the correct angle, the head has been aligned correctly or if there are any missing jets. By clicking on the Test button you are able to run the production line and the GT-Jet Printer will then print the test print onto the product. The following test image will then be printed. The alignment of the head as indicated from the test image below shows that the alignment of the head is good as all the steps are even and that the vertical lines are straight and in one line with no missing jets. GT-Jet 72 Test Pattern The test print above has been printed at 90 x 90 dpi. Each block indicates a set of 10 jets and each horizontal step indicates a single jet. If you look at the test image above there are 25 blocks with 10 jets in each which equals 250 jets. Then there is the 26th block that has only 6 jets giving you a total of 256 jets per GT-Jet 72 head. Good head Alignment. All steps are evenly spaced. All vertical lines are straight and a single line. Issue 5 April 2006 Page 86 - 99 GT-Jet 64 Test Pattern Jetting Assemblies 1 and 2 Jetting Assemblies 3 and 4 Jetting Assemblies 5 and 6 The arrows indicate the stitching between jetting assembly modules. The GT-Jet 64 uses 3 pairs of jetting assemblies. Each pair of jetting assemblies prints interlaced to each other. To achieve a good print quality, the angle of the head and the distances between the jetting assemblies will have to be adjusted. The mechanical alignment of the head and mounting bracket would need to be done first and then the head distances between jetting assemblies can be adjusted on the GT-Jet online menu as shown below. Issue 5 April 2006 Page 87 - 99 Mechanical Alignment If the Encoder pulses have been setup correctly you are able to click on the Default button and it will then enter in all the correct distances between jetting assemblies. Print a test print to verify that the mechanical alignment is correct. You might need to set the head alignment by adjusting the angle of the head on the mounting bracket. This needs to be done first to ensure that all the horizontal steps are even across the whole head as per the image below. Good head-alignment. The angle is correct. All steps are evenly spaced. The angle is slightly off. The steps are not even. The angle that is further offset. The steps between each vertical line are not even. Issue 5 April 2006 Page 88 - 99 Software Alignment With this dialog you are able to enable or disable jetting assemblies to adjust the alignment correctly. Normally you would just enable jetting assemblies 1 and 2 and align them correctly, once they are done you can add one at a time and align it with the previous jetting assembly. If the software alignment is done correctly you will notice that all the vertical lines are straight and that they are a single line of interlaced drops. Just remember that all the distances are measured in micrometer. Eg .. 25234 micrometer is equal to 25.234mm. Good head Alignment. Distances between Jetting Assemblies are correct. All vertical lines are straight and a single line. The distance between a pair of Jetting Assemblies is incorrect. The distances between each pair is correct but the distance between the pairs is offset. Issue 5 April 2006 Page 89 - 99 Drawings GT-Jet 72 Head Drawing GT-Jet 64 Head Drawing GT-Jet Base Unit Drawing GT-Jet Stand Alone Drawing GT-Jet Rack Drawing GT-Jet 72 Head Mounting and Stitching 1-2 Drawing GT-Jet 64 Head Mounting and Stitching 1-2 Drawing GT-Jet 64 Head Mounting and Stitching 3-4 Drawing Issue 5 April 2006 Page 90 - 99 Issue 5 April 2006 Page 91 - 99 Issue 5 April 2006 Page 92 - 99 Issue 5 April 2006 Page 93 - 99 Issue 5 April 2006 Page 94 - 99 Issue 5 April 2006 Page 95 - 99 Issue 5 April 2006 Page 96 - 99 Issue 5 April 2006 Page 97 - 99 Issue 5 April 2006 Page 98 - 99 Issue 5 April 2006 Page 99 - 99
 0
0
advertisement
Related documents



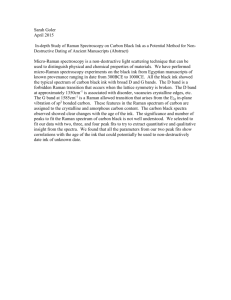
Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users