ASTM E2500 A New Approach to Validation

ASTM E2500
A New Approach to Validation
Peter K. Watler, Ph.D.,
Principal Consultant and CTO,
Hyde Engineering + Consulting, Inc.
Where you can find it
Only 5 pages
http://www.astm.org/Standards/E2500.htm
$36.00
-Page 1-
ASTM E 2500 – 07, What is it?
“A risk-based and science-based approach to the specification, design, and verification of manufacturing systems and equipment that have the potential to affect product quality and patient safety .”
“The overall objective is to provide manufacturing capability to support defined and controlled processes that can consistently produce product meeting defined quality requirements.”
¾
¾
¾
Approved June 1, 2007
A voluntary consensus standard
It has legal relevance
Stresses expert analysis of c ritical element that affect product quality
¾
¾
¾
“ quality ”, ( not Quality Assurance or Quality Unit) appears 44 times
“ expert ” appears 21 times
“ critical ” appears 20 times
-Page 2-
The National Technology Transfer Act of 1995
Public Law 104-113
“The Congress finds the following:
¾ (1) Bringing technology and industrial innovation to themarketplace is central to the economic, environmental, and social well-being of the people of the United States.
¾ (2) The Federal Government can help United States business to speed the development of new products and processes”
Provision (12(d)) - Utilization of Consensus Technical
Standards by Federal Agencies;
¾ all Federal agencies and departments shall use technical standards that are developed or adopted by voluntary consensus standards bodies , using such technical standards as a means to carry out policy objectives or activities deemed by the agencies and departments.
-Page 3-
What the Law Looks Like http://www.nist.gov/director/ocla/Public_Laws/PL104-113.pdf
-Page 4-
What ASTM E 2500 Applies To
Pharmaceutical and biopharmaceutical manufacturing systems:
¾ Facility equipment
¾ Process equipment
¾ Supporting utilities
¾ Process monitoring systems
¾ Process control systems
¾ Automation
Systems that have the potential to affect
¾ product quality
¾ patient safety
-Page 5-
ASTM E 2500-07 Highlights
The ASTM standard focuses on
¾
¾
¾
¾
Specification
Design
Verification
Lifecycle
Alternative to ISPE Baseline Guide Vol 5 Commissioning &
Qualification
¾ complexity, cost, time
Replaces Design Qualification with a Design Review by Subject Matter
Experts
Risk Assessments by Subject Matter Experts (SMEs)
¾ Eliminate Impact Assessment
Replaces sequential Commissioning and Qualification with “Verification”
¾ “Fit for intended use” - Not bound by the formal IQ, OQ PQ phases
Lifecycle Change
¾
Continuous process improvements and real-time monitoring (PAT)
-Page 6-
Why is it needed now?
“It is estimated that validation can add up to 25% of the total installation cost for new facilities.”
− M Guyader, LBP
E 2500 – puts focus on
Critical areas that affect
¾ Product Quality
¾ Patient Safety
Let’s Validate
Everything!
I know Nothing!
-Page 7-
What’s Driving us to Consider new Validation
Approaches
“Pharmaceutical manufacturing operations are inefficient and costly .”
dust ry W aste s cien t
“Pha rmac
$50
Billio eutic al In n a Y ear Du e to g”
Ineffi
engineering knowledge.”
• Source:
regulated…
Man ufac turin
Unive rsity,
Octob er 200
"if we change the way both manufacturers and
Pharm aceut ical M cturin earch
Proje ct , G eorge town
the industry could save
g Res
6
10 to 50% of the cost of goods sold.”
average of 15 per cent of manufacturing costs ".
-Page 8-
They Have!
FDA 2004: Pharmaceutical cGMPs for the 21st Century – A Risk
Based Approach
¾ “ Encourage implementation of risk-based approaches”
FDA 2004: PAT — A Framework for Innovative Pharmaceutical
Development, Manufacturing, and Quality Assurance
¾ “ encourage the voluntary development and implementation” of
“Process Analytical Technology”
FDA 2006: A Regulatory Paradigm to Encourage Innovation. Keith
Webber, CDER/OPS, FDA
FDA 2006: Guidance for Industry – Q9 Quality Risk Management
FDA 2007: Pharmaceutical Quality for the 21st Century A Risk-
Based Approach Progress Report
FDA 2009: Guidance for Industry Q8(R1) Pharmaceutical
Development
¾ “ scienceand risk-based submissions” QbD
-Page 9-
Focus on Criticality, Ongoing Verification
3
-Page 10-
Why Now?
Industry and Regulatory Agencies are striving to be more efficient, reduce costs and improve quality and safety
Decades of pharma & bio manufacturing experience
More knowledge of systems
Solid understanding of operations
Less ‘anything can happen’ philosophy
-Page 11-
Implementing ASTM E 2500
Some will wrongly interpret this as simply shifting validation responsibilities:
¾ “This new approach will significantly shift the current qualification responsibilities and activities associated with facility qualification, equipment qualification, and utility qualification to the company’s corporate engineering group ”
Some will wrongly interpret this as simply changing the terminology:
¾ “Out goes the Design Qualification (DQ) with a Design Review (DR).
Also for those that do them, Impact Assessments are out. Commissioning and
Qualification are replaced by “Verification ”, the qualification phases (IQ, OQ, PQ) are obsolete.”
ASTM E 2500 is a new Concept , requiring new Approaches
¾
¾
It’s more than simply re-naming documents
It’s more than a ‘re-org’ of shifting responsibilities from one group
-Page 12-
Implementing ASTM E 2500
To implement the concepts of E 2500
¾ Approach has to change
¾ Expertise (of the people involved) has to change
¾ Tools have to change
Otherwise there will be no real change
-Page 13-
Is ASTM E 2500 About This?
OLD
NEW?
-Page 14-
GAMP Validation “V” Model
-Page 15-
ASTM E 2500 Is:
A standard approach for validating equipment, facilities, processes
¾ Streamlined process
¾ Risk based – reduce costs
¾ QbD – develop then employ best practices
¾ More consistent qualification
¾ Supports current regulatory guidance (FDA, ICH)
− Knowledge (expert) based
− Risk based
-Page 16-
ASTM E 2500 Process Map
-Page 17-
E2500 System Lifecycle and Validation Approach
Planning
& Documentation
Identify
Subject Matter
Experts
User
Requirements
Specification
Risk
Assessment
Functional
Specifications and Design
Traceability
Matrix
Vendor
Documentation
Verification Plan
Factory
Acceptance
Tests
Site
Acceptance
Tests
Installation/
Operational
Qualification
Tests
Performance
Qualification
Tests
ETOP
Verification Summary Report
GMP Operation and
Change Management
-Page 18-
The New Standard is About Fundamental Change!
To more efficiently and better , design and implement manufacturing systems…
ASTM E 2500 embraces, leverages and brings together the cutting edge concepts of:
RiskBased Approach
Science Based Approach
Quality by Design (QbD)
Process Analytical
Technologies (PAT)
Design Space
Critical Parameters
Critical Quality Attributes (CQA)
Knowledge & Understanding
Subject Matter Experts (SMEs)
Good Engineering Practice,
(GEP)
Lifecycle concepts
Change implementation
Continuous process improvement
Vendor documentation
-Page 19-
E 2500 Key Concepts for Design &
Implementation of Manufacturing Systems
Methodologies
1. Requirements
2. Specification & Design
3. Verification
Toolbox
1. Design Review
2. Subject Matter Experts
3. Risk Management
Process
4. Change Management
Plan
-Page 20-
Benefits of Implementing E 2500
LEANer manufacturing systems
¾ Remove waste
Elevate our industry to more knowledge , better understanding of our manufacturing systems
¾ Data, PAT, Design Space
Focus on what’s important (Critical)
¾ More is not better
Better technical understanding (Subject Matter Experts)
Less waste & repetition
¾ Use vendor doc’s
-Page 21-
Implementing ASTM E 2500
1. Planning and Documentation :
¾
¾
¾
¾
VMP
Verification Team and Responsibilities
Document Matrix (planning, design & verification)
Eligible vendor documentation
Document Matrix prepared by:
HYDE
Task
002
002
002
Title Doc. #
Phase 1 Planning and Definition
Status Doc. # Status
FMECA RISK
ASSESSMENT SOP
VERIFICATION PLAN
PROTOCOL TEMPLATE
HVAC SYSTEM- AIR
HANDLERS
TEC-005
COMMISSIONING PLAN COM-001
URS-50058-
66
APPROVED
19MAY09
APPROVED
24JUL09
APPROVED
04AUG09
APPROVED
29SEP09
RSK-50058-
66
DRAFT
003
004
005
006
007
008
009
AUTOCLAVE (2 DOOR)
BAS- BUILDING
AUTOMATION SYSTEM
CHILLER SYSTEM
URS-50043 APPROVED
13MAY09
URS-50054 APPROVED
08AUG09
URS-50050 APPROVED
02JUL09
CLEAN DRY AIR SYSTEM URS-50049 APPROVED
25JUN09
COOLING TOWER
SYSTEM
URS-50056 APPROVED
09JUL09
ELECTRICAL/ LIGHTING
SYSTEM
EMERGENCY
GENERATORS
URS-50053 APPROVED
03AUG09
RSK-50043 APPROVED
25JUN09
RSK-50054 DRAFT
RSK-50049 APPROVED
18SEP09
RSK-50053 APPROVED
03AUG09
010
Doc. # Status
Phase 2 Design & Development
Doc. # Status FAT SAT
Date: 20-Oct-09
IOQ PQ Enhanced
Comm
Validation
IOQ PQ Summary
Reports
-Page 22-
Implementing ASTM E 2500
2. Identify Subject Matter Experts :
(§6.7) SMEs have primary responsibility for specification, design and verification of the manufacturing systems
“individuals with specific expertise and responsibility in a particular area or field (for example, quality unit, engineering, automation, development, operations.”
CFR21 §211.34 “Consultants advising on the manufacture, processing, packing, or holding of drug products shall have sufficient education, training, and experience , or any combination thereof, to advise on the subject for which they are retained.”
Who are they?
Where do you find them?
-Page 23-
SME Qualifications
Experience
¾ >10 y experience
¾ Designed & implemented systems or practices
Process/System Expertise
¾ Knowledge of GMP, compliance, design elements, risk factors
¾
¾
Applies engineering equations, principles to the design, sizing & scaling of systems.
In-depth knowledge of the subject
Methodology Expertise
¾
¾
Proficient in standard methodologies for design and implementation, such as ICH Quality Guidelines (Q8, Q9, Q10), FDA Guidance, CFRs,
ASME Standards (BPE, E 2500), ISPE Guides (GAMP, Baseline)
Completed formal training courses
Recognized Competence
¾ Recognized by peers and professional associations, published, teaches topic
Professional credentials, license
-Page 24-
Implementing ASTM E 2500
SME
3. Requirements Specification :
Identify specific requirements
Basis for specification, design, and verification of the system (§7.2)
SMEs
¾ product and process knowledge and understanding
¾ based on scientific data (QbD,
Design Space).
This knowledge is the basis of scientific understanding for the system
¾
FDA 2009: Guidance for Industry Q8(R1) Pharmaceutical Development
¾ What is critical
-Page 25-
Implementing ASTM E 2500
4. Risk Management Process
FDA 2006: Guidance for Industry – [ICH] Q9
Quality Risk Management
¾ Perform risk assessments at appropriate stages to evaluate the risks to product quality and patient safety
Performed by an appropriate SME
Identify controls and verification techniques to manage risk to an acceptable level
-Page 26-
Implementing ASTM E 2500
5. Specification and Design :
Leverage qualified equipment vendor expertise ( SME ) to identify & document elements which affect critical quality attributes
Communicate the factors that impact product quality to the system (e.g. equipment) designer.
Strive to mitigate product quality & patient safety risks through the design
Functional Specifications provide acceptance criteria for functional tests specified in the Verification Plan.
-Page 27-
Potential Design Requirements
Requirements Definition :
Temperature
Shear
Flow rate
Membrane Area
-Page 28-
Implementing ASTM E 2500
6. Verification Plan (§5.1, §7.4)
Verify the critical aspects of the manufacturing system
¾ Design
¾ Properly installed
¾
¾
¾
Operating correctly
Meets performance requirements
“Fit for intended use”
Identifies all required testing & documentation
¾
¾
¾
Extent of verification and documentation should be based on risk to product quality and patient safety
Criticality, risk factors identified in the URS, FMECA Risk Analysis, and detailed design
Testing occurs from “FAT” to “PQ”
Acceptance criteria:
¾
¾
Developed and approved by subject matter experts
Critical aspects approved by the quality unit
A ‘Traceability Matrix’ summarizes required testing and when it occurs
-Page 29-
Verification Plan Traceability Matrix
Identifies required test functions
Identifies when testing will be executed
FAT, SAT, IQ, OQ, PQ
-Page 30-
Implementing ASTM E 2500
7. Verification Plan Execution :
Subject matter experts perform or oversee activities, and document results (§7.4.3.1)
“Vendor verification documentation may be used” (§7.4.3.2)
Leverage FAT/SAT testing “rather than repeating vendor activities and replicating vendor documentation” (§6.8.2)
Testing occurs across FAT, SAT, IQ, OQ, PQ
¾ The more critical testing or additional testing may occur during IQ/OQ to mitigate risk
-Page 31-
The Role of System Vendors
“The key to a competitive parts supply system is the way the
assembler works with its suppliers”
– Womack, The Story of Lean Production
-Page 32-
Implementing ASTM E 2500
8. Verification Summary Report
Approved FAT, SAT, ETOP, IOQ and PQ Reports collectively provide documented verification that the manufacturing system is fit for intended use (E 2500 §7.5.1)
Summary Report provides an overview of test results and nonconformances with acceptance criteria (§7.5.2)
Completed verification documentation reviewed by qualified and independent subject matter expert(s) (§7.4.4.1)
SME reviews overview of results and any nonconformance with critical acceptance criteria
Systems with critical aspects should be approved by the quality unit .
SME confirms manufacturing system is fit for intended us (§7.5.3)
Approved by SME and Quality Assurance (§7.5.4).
-Page 33-
Implementing ASTM E 2500
9. GMP Operation Acceptance, Release & Change
Management:
After Verification Summary Report approval,
Quality Assurance issues authorization to release the system for GMP operational use (§7.5.5).
As part of the system life-cycle, equipment, and procedures are periodically reviewed.
¾
¾
¾
Modifications are controlled via Change Management throughout the system lifecycle (E 2500 §8.4.3).
Changes are approved by system subject matter experts.
Changes to critical aspects or to aspects that affect system requirements relative to product quality and patient safety are additionally approved by
Quality Assurance (§8.4.2, §8.4.3)
-Page 34-
The Role of QA in ASTM E 2500
7.4.1.3 Acceptance criteria of critical aspects (that is, critical to product quality and patient safety) should be approved by the quality unit.
7.4.2.3 The verification plan should be developed and approved by subject matter experts. Verification plans for systems containing critical aspects should be approved by the quality unit.
al O ver sig ht
7.5.4 Such documentation should be prepared and approved by subject matter experts. Such documentation for systems with critical
wi th A ddi tion te R isk
8.4.2 Before acceptance, change management should be applied. This
Mit iga matter experts. Changes affecting critical aspects of manufacturing systems should be communicated to the quality unit.
8.4.3 After acceptance, prior to manufacturing for commercial use, operational change management should be applied. Under operational change management, all changes related to specific requirements relative to product quality and patient safety require prior approval by the quality unit, unless predefined arrangements are established covering
-Page 35-
What Else is Needed?
Risk Management Process
¾ ICH Q9
¾ Perform risk assessments at appropriate stages to evaluate the risks to product quality and patient safety
Performed by an appropriate SME
Identify controls and verification techniques to manage risk to an acceptable level
-Page 36-
Risk Management Program
ICH Published 09 Nov 2005
FDA Published Federal
Register, June 2, 2006
“Although there are some examples of the use of quality risk management in the pharmaceutical industry today, they are limited and do not represent the full contributions that risk management has to offer.
“
¾
¾
¾
¾
Risk Based Quality Systems
Risk Based Validation
Risk Based Process Monitoring
Risk Based Documentation
-Page 37-
ICH Q9 Describes Several Risk Assessment Tools
Basic Risk Management Facilitation Methods
(Flowcharts, Check Sheets Etc.)
Failure Mode Effects Analysis ( FMEA )
Failure Mode, Effects and Criticality Analysis (FMECA)
Fault Tree Analysis (FTA)
Hazard Analysis And Critical Control Points (HACCP)
Hazard Operability Analysis (HAZOP)
Preliminary Hazard Analysis ( PHA )
Risk Ranking and Filtering
Supporting Statistical Tools
-Page 38-
Risk Management - FMEA Method
Severity
¾ addresses the impact on a process in the event a parameter is out of range.
Occurrence
¾ assesses the likelihood a parameter will be out of range.
Detection
¾ addresses the ability of detecting a defect if a parameter is out of range.
Risk Priority Number
¾ RPN = Severity x Occurrence x Detection
-Page 39-
FMEA Risk Assessment - Identifying Criticality
Assemble multidisciplinary team
¾ Manufacturing, Process Development, Manufacturing Sciences,
Engineering and Quality Assurance
Prepare “FMEA Data Sheet”
¾
¾
¾
All operating inputs and proposed operating ranges
What are the potential failure modes (process, equipment, operators)
Typical sources of failure in systems
¾ What are causes of these failures
Scoring based upon
¾ Knowledge, known equipment capability, maintenance
¾ Previous experience and expertise
-Page 40-
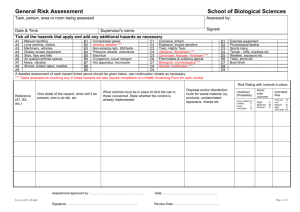
Risk Assessment SOP
-Page 41-
FMEA Worksheet
Severity x Occurrence x Detection = RPN
Process
Unit Operation
Leader
Participants
Failure Modes and Effects Analysis
Healgen
TFF
John Smith
Robert S, Bill E, Fred J, Mary S, Jill R
Operational Parameter Current Range Failure Mode Cause(s) Potential Effect(s)
Preparation
Verify TFF-08207 is within cleaning expiration date
Install dip tubes
Perform pre-use visual inspection
Set-up TFF for processing per MO173
System hose connections
Connect chilled water supply
Conncect AWFI
Conncect CDA
System AWFI flush
30 days
Clean
Drain the system per MO173
Verify Hydraulic Pressure Unit is in the run setting
Open and download file "Automated TFF
Method VER01"
Buffer Manifold Flush
> 1150 psig
Flush valves for > 2 min
Out of date
Incorrect dip tube orientation
Not cleaned
System set-up incorrectly
Incorrect system hose connections
Incorrect connection / utilities failure
Incorrect connection / utilities failure
Incorrect connection / utilities failure
System not drained
Incorrect pressure on membranes
Wrong file downloaded
Valves not flushed for sufficient tim
System not adequately flushed with AWFI
Operator error / Process delay
Operator error / Incorrect alignment of alignment pin
Faulty cleaning cycle
Operator error / Incorrect SOP revision
Operator error
Expired equipment used in process
Foaming / Over concentration /
Yield loss
Dirty equipment used in process
Production delay / Product loss
Utilities failure / Operator error
Utilities failure / Operator error
Utilities failure / Operator error
Operator error / Equipment failure
Wrong setting selected / Faulty
Hydraulic Pressure Unit
Operator error
Incorrect flow rate / Valve failure
Incorrect system connections /
Insufficient volume / Incorrect flow path
Inadequate flushing of system /
Product loss
Temperature spike / Product loss
Inadequate flushing of system /
Product loss
System will not operate / valves will not toggle
System not flushed of storage solution
Membranes not sealed /
Product loss
Product Loss
System not flushed of storage solution
System not flushed of storage solution / Product loss
Severity Occurrence Detection RPN
-Page 42-
FMEA Worksheet
Severity x Occurrence x Detection = RPN
System or Process Name:
Reference Drawings
URS
System/Process
Failure Mode, Effects and Criticality Analysis
(FMECA)
Component Description
& Function
Potential Failure Mode Potential Failure Effects Potential Failure Causes
Compiled by:
System Owner:
Original Date:
Compensating Provisions
Existing Conditions
S
E
V
O
C
C
D
E
T
R
P
N
Team:
Primary SME:
Revision Date:
Recommended
Actions
Resp.
Actions Taken
Revised Conditions
S
E
V
O
C
C
D
E
T
R
P
N
-Page 43-
FMECA Worksheet
Component Description
& Function
3 WFI Distribution System
Potential Failure Mode
WFI distribution pipe
Contamination
Potential Failure Effects Potential Failure Causes Compensating Provisions
S
E
V
WFI water quality out of spec Dead leg, Non-turbulent flow, wrong surface finishing and/or incompatible material (MOC) for
WFI piping
Check design, commissioning, validation, PM & EM program
8
O
C
C
D
E
T
R
P
N
5 5 200
Recommended Actions
Commissioning & Qualification Testing (RPN=200
Undesirable)
1. Verify no dead leg L/D >2.0
2. Verify surface finish
3. Verify MOC (elastomers, SS grade)
4. Verify Reynolds number (circulation flowrate)
5. Verify Design Review
Res
.
p
Actions
Taken
Particle Test
Program
-Yearly by
Intarcia?
S O
E
V
D
C
C
R
E
T
P
N
-Page 44-
Criticality Ranking
Risk Score
Intolerable
Undesirable
Tolerable
Negligible
343-1000
189-336
72-180
1-70
100
80
70
60
50
42
36
30
24
16
12
9
6
1
RISK CRITICALITY
High Risk
Moderate Risk
Low Risk
1 2
Detection Rank
4 6
9
6
1
30
24
16
12
Certain Very High Moderate
100 200 400
80
70
160
140
320
280
60
50
42
36
120
100
84
72
240
200
168
144
60
48
32
24
18
12
2
120
96
64
48
36
24
4
180
144
96
72
54
36
6
Low
600
480
420
360
300
252
216
8 10
Remote Uncertain
800 1000
640
560
800
700
480
400
336
288
600
500
420
360
240
192
128
96
72
48
8
300
240
160
120
90
60
10
Number of
RPN's in Range
37
26
23
34
ACTION
Design modification required to mitigate risk
Qualification testing or design modification required to mitigate risk
Qualification testing may be required to mitigate risk
Commission
-Page 45-
Manufacturing FMEA
RPN’s can range from 1 to 1,000
¾ RPN ≥ 100 indication may be a high risk item
Manufacturing:
¾
¾
¾
Nine unit operations analyzed
FMEA evaluated 445 operational inputs
RPN’s ranged from 3 to 158
Only 6 operational inputs received RPN scores ≥ 100
¾ Indicates robustness, procedural controls and equipment capabilities have minimized the risk of failure
¾
¾
Fewer parameters to validate
More Targeted Validation
¾ Better understanding, better quality, lower cost
-Page 46-
FMEA Results
Unit Operation
Production Fermentation
Production Fermentation
SEC
SEC
SEC
SEC
Parameter
Raw Material Addition
Sampling for Culture Purity Analysis
Elution Buffer (BT018) pH
Elution Buffer (BT018) Conductivity
Load Volume
Remove Bioburden, LAL Samples
Validate only CRITICAL & KEY Parameters
¾
¾
¾
From FMEA
From Severity
From Knowledgebase
RPN
111
102
158
155
144
113
-Page 47-
FMECA Risk Analysis Report
“conduc practice ted in ac
This rec s. ommen cordanc e with…
consist good do cumenta tion ent with al Qua
ICH gu lity Sys
controls idance tem
should
.9 241 be
Nov 18,
2008 for ind ustry,
Decision sufficien dation is
Q10 s and ju tly docu
Pharm stificatio aceutic n of the mented
” –
FDA Gu idance
-Page 48-
E 2500 Implementation Gaps
ASTM E 2500 lays out a ‘standard” roadmap for the overall approach
It is not a ‘how to’ guide,
¾ “ Firms should develop appropriate mechanisms to communicate requirement inputs, including product quality considerations, to those responsible for design”
Firms will need to develop
¾
¾
Processes
Tools & templates suited to their operations
Not one size fits all – needs to address corporate risk, nature of business, expertise of staff, organization resources
-Page 49-
What Else is Needed?
Design Review Process
¾ Planned and systematic reviews throughout the system lifecycle:
−
−
−
−
Specifications
Design
Design development
Continuous improvement changes
Ensure product and process requirements are satisfied by the design
Unacceptable risks are mitigated by design or other means
Design is performed by appropriate SMEs
-Page 50-
What Else is Needed?
Change Management Process
¾
¾
Develop a change management plan before releasing the system
Change is good, is expected
¾
¾
Managed by, changes approved by SMEs
Changes affecting critical aspects communicated to the quality unit
Changes related to product quality and patient safety require prior approval by the quality unit, unless predefined plan
PAT – provides scientific data to support changes and manage risk
-Page 51-
ASTM E 2500 – The Role of Vendors
“The key to a competitive parts supply system is the way the assembler works with its suppliers”
¾ (Womack et al., 1990)
Partner with a supplier (LEAN) vs
Bid them against each other (MASS)
“ Preferred Suppliers ”
¾ Few in number, single sourced?
¾
¾
Share information – needs, specifications
Supplier becomes the solution provider
Encourages use good vendor documentation and testing to support qualification
-Page 52-
Implementation Gaps
Gaps
¾
¾
How do you do a risk assessment eg. FMEA SOP?
How often, at what points in the process?
¾
¾
¾
¾
¾
¾
¾
How do you qualify to be an SME?
How many QA staff will be needed? What expertise will they need?
Where will you find them?
How do you manage changes during design & implementation?
How do you manage change to enable improvements to be implemented?
How do you efficiently address deviations from the Verification
Plan?
How do you determine the ‘Critical aspects of the manufacturing system’
How to define & document the verification approach
-Page 53-
E 2500 Implementation Gaps
ASTM E 2500 lays out a ‘standard” roadmap for the overall approach
It is not a ‘how to’ guide,
¾ “ Firms should develop appropriate mechanisms to communicate requirement inputs, including product quality considerations, to those responsible for design”
Firms will need to develop
¾
¾
Processes
Tools & templates suited to their operations
Not one size fits all – needs to address corporate risk, nature of business, expertise of staff, organization resources
-Page 54-
E 2500 Efficiency & Cost Savings
The extent of verification and the level of detail of documentation should be based on risk , including those associated with product quality and patient safety , and the complexity .
“Only companies that achieve a high level of process understanding will have the opportunity to justify a more flexible regulatory path.”
¾ FDA 2004
-Page 55-
Yes, ASTM E 2500 is Being Implemented
Hyde Client, Commercial Device Facility
¾
E2500 Based facility and systems commissioning and qualification
Amgen, Thousand Oaks Clinical Mfg
¾
50-70% reduction in IQ/OQ for chromatography skid
− Phil Bowles, ISPE Tampa 2009
Bristol-Myers Squibb Biologics
¾ “Applying ASTM E2500 to a Greenfield Site”
− E Bramhall, Director Validation, ISPE 2008 Annual Meeting
Perkin Elmer
¾
“Best Practices for Qualification of Laboratory Equipment
Utilizing ASTM E2500”
Major East Bay Pharmaceutical Company
¾
Risk based commissioning & qualification
Major Bay Area Biotech Company
¾ Risk based validation for new facility commissioning
-Page 56-
FDA Guidance
“Guidance for Industry Process Validation:
General Principles and Practices” - FDA Nov 18
2008 Guidance
In keeping with the spirit of ASTM E 2500
Standard, the document uses the term “ verify ” rather than “ validate ” when referring to facility systems.
IQ, OQ, DQ, PQ are industry terms and standards, not FDA mandated.
-Page 57-
Summary
ASTM E 2500-07 provides a cutting edge framework for planning and execution of riskbased approach to designing and implementing reliable manufacturing systems
ASTM E 2500 has many parallels to existing approaches, but relies on more risk management and higher expertise
The challenge is to address the implementation gaps and develop the custom tools
-Page 58-
Contact Info
Peter K Watler, PhD
Principal Consultant and
Chief Technology Officer
Hyde Engineering + Consulting, Inc.
peter.watler@hyde-ec.com
415-235-1911
-Page 59-