NSE Biofuels Oy 2007 – 2011
advertisement

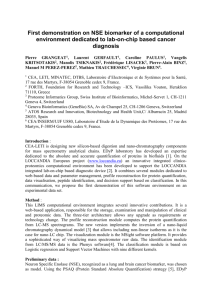
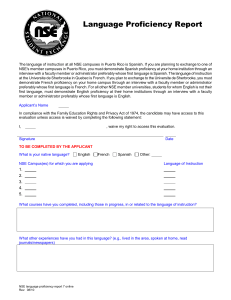
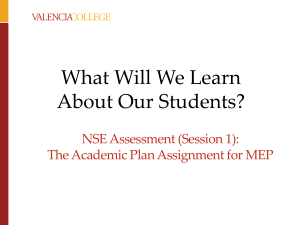
NSE Biofuels Oy Wood Based BTL Diesel Development 2007 – 2011 IEA Workshop, Piteå 19.10.2011 Veikko Jokela, Stora Enso Oyj NSE NSE Biofuels Oy y 50%/50% JV owned by y Neste Oil Oyj yj and Stora Enso Oyj yj Current business is to produce syngas from woody biomasses to b used be d as ffuell iin St Stora E Enso V Varkaus k pulp l mill’s ill’ lilime kil kiln Vehicle and test platform for owners’ owners BTL (Biomass (Biomass-to-Liquids) to Liquids) development (NOSE- project) Future goal is implementation of first commercial BTL plant and further develop profitable businesses based on experiences of it and on market demands NSE 15.10.2011 V Jokela 2 Backbone of NSE BTL concept p • Combined competencies p of two different industries: • • • • • • • Forest industry has strong raw material supply and logistics know how Oil refining has process, product and distribution know how Forest based feed stock stock, the technical concept allows high tolerance on varying biomass properties FT wax offers extension in renewable feed stock base for high quality traffic fuels outside food supply chain Efficient energy integration with host plant More than 85 % GHG savings compared to fossil traffic fuel New, potential business area for forest industry NSE 15.10.2011 V Jokela 3 Simplified Process Block Diagram for Production of BTL fuels Stora Enso NSE Biofuels Oy 2 Neste Oil Energy Integration to host plant 1 Biomass, Forest residue 1,8 Mm3/a 3 Drying Gasification Reforming & Gas wash Fischer 145 000 – t/a Tropsch 4 Refinery NSE 15.10.2011 V Jokela 4 Renewable Fuels NOSE Project Objectives To develop and verify BTL technology based on biomass gasification route To provide the overall commercial technology concept To evaluate the techno-economic techno economic feasibility of the production concept NSE 15.10.2011 V Jokela 5 Stepwise BTL concept development Key technical challenges: Purification of biomass based syngas and catalyst life time. 2007-2011 Pilot trials in VTT PDU 0,5 MW Pressurized steam/oxygen gasification and reforming 2009-2011 Varkaus Scale-up; engineering Test plant experiences 12/5 MW Atmospheric CFB gasifier modeling ca. 500 MW ca. 1 ca 1,8 8 Mm3 biomass Pressurized system Steam/oxygen gasification ifi i 145000 t/a wax Reforming Strong gasification know-how at VTT 2011 Commercial BTL concept ca. 1,0 TWh surplus heat Gas washing FT unit Licensors’ know-how NSE 15.10.2011 V Jokela 6 NSE Biofuels Oy’s current business at Stora Enso Varkaus p pulp p mill NSE Biofuels Oy’s Oy s business Supplies Silos and fuel crushing Forest biomass Drying Syn gas Gasifier 12 MW Boiler K6 Steam NSE Lime kiln NSE Biofuels and integrated test platform NSE Biofuels Oy’s Oy s business Supplies Raw syngas Silos and fuel crushing Gasifier O2/ 12 MW steam FT unit Forest biomass Drying Boiler K6 Final cleaning Steam Supplies 5 MW test plant Heat to saw mill R&D project NSE Lime kiln Development p partners p Research & piloting partner Gasification supplier P Process engineering i i Feedstock procurement Sustainability Upgrading, pg g, distribution NSE 15.10.2011 V Jokela 9 Typical yp feed stock Origin g % Chips from gg g residues logging Tree branches and tops from final cutting areas 40-50 Energy wood chips Small-dimension roundwood from pre-commercial and first commercial thinning wood 30-40 Bark and sawdust Residues from traditional forest industry 10-20 The forest chips containing a lot of inorganic material (ash, alkali metals and sulphur) are setting the design criteria for the gasifier and downstream gas cleaning process NSE 15.10.2011 V Jokela 10 Examples p of typical yp feed stock Energy wood chips chips, 1 Logging residues residues, mainly fresh Logging residues, rotten Energy wood chips 2 NSE CFB steam/ oxygen gasification at Varkaus t t plant test l t • • • • • • Gasification temp.: Bed material: Oxygen/steam: Pressure Secondary gas: Gas flow to slip stream • Typical raw gas composition: CO 14 % CO2 19 % H2 18 % CH4 5% H 2O 34 % H 2S 120-200 pp ppm 870 - 890 °C Blend of limestone and sand O2 40 - 50 % atmospheric p Steam 0,4 – 0,6 kg/s NSE 15.10.2011 V Jokela 12 Syngas y g cleaning, g, key y to success Some highlights: g g • • • • • • Several innovative process steps and sections New catalyst technology for catalytic reforming of heavy hydrocarbons e.g. tars developed with VTT Removal of some specific organic trace compounds in syngas COS and HCN conversion catalytically Removal of CO2 and H2S in a unique combined process section After final polishing H2S content is below 10 ppb NSE 15.10.2011 V Jokela 13 Fischer-Tropsh synthesis: old invention – new application Varkaus test plant has on on-line line FT unit allowing long term testing activities. High quality FT wax based on bio syngas has been produced with good success Both slurry and fixed bed technologies has been evaluated for commercial BTL plant. valoKuva vahasta NSE 15.10.2011 V Jokela 14 Readiness to start Basic Engineering is achieved hi d Commercial BTL process is modelled and the key operational parameters have been estimated ti t d and d verified. ifi d Technical concept is based on both NSE’s NSE s own and licensors’ technology. Profitability analysis including CAPEX, OPEX estimates is ready. NSE 15.10.2011 V Jokela 15 Current status Trials completed in Varkaus test plant at the end of August 2011. Developed BTL- technology works and the life time of catalysts is long enough for industrial use. EIAs of commercial BTL plant have been completed at two potential sites: Neste Oil Porvoo oil refinery and Stora Enso Imatra pulp and board mill integrate. integrate Decision to start Basic Engineering is waiting for the outcome of NER 300 ffunding di application, li ti expected t d iin Q3 Q3-Q4/2012. Q4/2012 To meet the p profitability y targets g of commercial BTL p plant is a challence. Biomass dryer and air-blown CFB- gasifier continue production of raw syngas for mill’s mill s lime kiln. kiln NSE 15.10.2011 V Jokela 16 Raw syngas y g in the lime kiln to replace p HFO PROS pulp p making g Lower CO2 emissions in p Lower NOx, dust and TRS emissions Less rings in the lime kiln ? CONS Tendency to dust fires in the dry fuel line just before the gasifier High focus on safety issues, more tedious to operate Kil capacity Kiln it iis sensitive iti to t biomass bi moisture, i t 20 20-25% 25% iis ttoo much h Lower flame radiation decreases slightly kiln capacity SOME REMARKS NPE management and quality of reburned lime unaffected Easy and flexible change of fuels H d tto meett profitability Hard fit bilit due d to t narrow market k t price i difference diff between biomass and HFO Biomass dryer and gasifier rather heavy investment NSE 15.10.2011 V Jokela 17 Biomass-to-Liquids renewable diesel NSE Biofuels Oy NSE 15.10.2011 V Jokela 18