Life extension of a heater for reformed gasoline and
advertisement

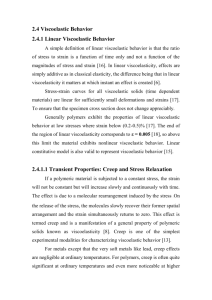
Life extension of a heater for reformed gasoline and hydrogen S. Infanzón AENDUR, Plaza Independencia 812 p2., Montevideo, Uruguay sinfanzon@ancap.com.uy H. Berns Ruhr-Universität, D-44801 Bochum, Germany berns@wtech.ruhr-uni-bochum.de Ch. Escher Doerrenberg, D-51758 Engelskirchen, Germany christoph.escher@doerrenberg.de Abstract: Microstructural changes associated with creep were found by means of non destructive metallography (replica) on the heater tubes where the temperature is raised by a reformed gasoline and hydrogen mixture. Design parameters were reviewed, actual operational parameters were measured and residual life was calculated according to the technical standard that ruled the design. As part of major modifications of the plant, the heater had to go on operating for a limited time (approximately 3 years). This motivated a special investigation on the actual condition of the tubes after 30 years of service and the possibility to extend their life under safe operational conditions. The investigation included macro and micro examinations, tensile tests at room temperature and at service temperature and creep tests at a controlled elongation rate according to Rajakovics. Non destructive controls were defined to follow the creep evolution until the renewal of all heater tubes, which resulted in an economical benefit and an improvement of reliability. Keywords: Creep, heaters 1. Introduction Non destructive metallography (replica) is one of the predictive maintenance controls usually performed in heaters. After more than 30 years in service this test revealed signs of creep damage in the tubes of a heater, where reformate gasoline under a pressure of 2.3 MPa is heated in tube systems up to 506°C and split into a liquid and a gaseous phase. The most demanding design conditions are 524°C and 2.9 MPa. The tube system of this zone consists of 2 sets of 10 horizontal 6”sch 40 seamless tubes joined with 9 cast double tube bends by welding. The tube material is a ferritic steel with 1.25 w/o Cr, 0.5 w/o Mo and < 0.15 w/o C (ASTM 200 T11 or ASTM 335 P11). Non destructive metallography showed spheroidizing of the cementit that originally was present in the perlite, but no microcavities where detected. A revision according to API standard 530 was carried out, based on the service operating records (maximum 2.3 MPa) and the maximum tube temperature measured by termography (550°C). The minimal wallthickness measured by ultrasonic test was 6.2 mm. According to API 530 the stress in the tubes is 30 MPa and the allowable stress (minimum rupture strength) for 260.000 hours is 28 MPa, which would mean that the tubes should already have failed. The same result was given by the estimation of the remaining tube life according to Apendix E from this standard, but the lack of precise information along the entire service life makes this calculation useless when the life fraction is close to 1. Taking into account that the Larson Miller Parameter curves can give inaccurate values for times less than 20.000 hours or grater than 200.000, and that the results are very close to the limits, it was concluded that it was not possible to guarantee a safe operation according to API 530. These facts lead to considerations about renewing all tube systems, which should only operate for 3 years up that moment, because of the already planed substitution of the entire Catalytic Reforming Unit within the plant expansion project. Due to the great costs involved and the proximity to the limits established in API 530, a specific investigation was carried our to find out if this renewal was really necessary or the heater could remain in service until its substitution. This article describes the investigation to characterize changes in the macro- and microstructure due to 30 years of service and their influence on the mechanical properties in comparison to pristine stock material, as well as the results referring to the extension of the heater’s life. 2. Procedure of investigation Two tubes and the corresponding bendings were substituted in the heater in a regular maintenance intervention. These samples were carefully identified and investigated, as well as pipe of the same specification from stock for comparison. The investigation of the tube material was carried out in 4 main steps. Firstly, the macroscopic appearance of the heater material together with measurements of the dimensions and the chemical composition were to point out local 02 a 06 de Junho de 2003 / June 2 to 6 2003 Rio de Janeiro - RJ - Brasil damages or changes in size or chemical composition. Then a microscopic investigation followed in order to disclose changes in the microstructure (precipitation, grain size or pores) as well as surface effects (oxidation, carburization or decarburization) in comparison with the pristine stock material. In the third step, bending and tensile tests were done to assess the influence of differences, obtained in steps 1 and 2, on the mechanical properties. Last, creep tests were performed and the expected remaining life of the tubes was calculated. The investigation of the welding was treated separately. Macroscopic appearance, characterization of the microstructure and results of tensile tests were to point out whether the weld seam is critical by impairing the tube system or not. 3. Macroscopic investigation of the tube material Visual test, dimension measurements (outside and inside diameter and thickness), chemical composition analysis and macrohardness measurements were performed. A continuous around 1 mm thick oxide layer was observed on the outer surface. It is remarkable that after 30 years of service the dimensions of tube inside the heater still complied with the specification of delivery. The tangential elongation of the heater material related to the inner tube pressure during 30 years of service was assessed to 0.65%. The low elongation of less than 1% supports the opinion that after 30 years of service not even the secondary creep state is obtained, which is characterized by a constant creep rate due to a balance of work hardening and recovery Macrohardness and chemical composition were also still within the delivery specifications and showed some superficial decarburization. The macroscopic investigation of the tube material shows that no critical local damages were detected. The changes of the surface by oxidation and decarburization as well as possible defects by tangential tube expansion have to be investigated by microscopy, which is covered in the next section. 4. Microscopic investigation of tube material For the microscopic investigation, specimens of longitudinal and transverse sections were prepared and studied by optical and scanning electron microscopy (SEM). Firstly, the microstructure of the 3 material conditions (stock material, outside heater material and inside heater material) are compared, before the surface effects are discussed. 4.1 Comparison of stock and heater material In order to expose local defects related to the above mentioned tube expansion during service, polished specimens were investigated. Figures 1 and 2 show the microstructure of the stock and the inside heater material. Neither by optical nor by scanning electron microscopy pores can be observed. This means that the creep state of the heater material is not yet critical. Changes of microstructure related to the thermal loading during service ( 550°C) are present Figure 1: Microstructure of the tube wall center of the stock (left) and of tube inside the heater (right) (SEM) The stock material is characterized by a ferritic-pearlitic microstructure, whereas the material outside the heater reveals a more ferritic microstructure with a higher amount of globular carbides. The grain size in the wall center of the stock material is about 25 µm. At the outer wall a tendency towards grain growth is observed. Micrographs of the outside and inside heater material taken by scanning electron microscopy point out that during the service a coagulation of the pearlite takes place. The microstructure is now characterized by carbide precipitation on grain boundaries and inside the grains. The grain size is also about 25 µm. In contradiction to the stock material, the tendency towards grain growth is found at the inner tube wall, were a coarse grain zone has been formed. The thickness of this zone varies between 200 µm and 500 µm depending on the specimen location. 4.2 Surface effects Microhardness and chemical tests point out, that decarburization and cold working of the surface have taken place at the inner surface of the heater tubes and the outer surface of the stock material, promoting a rapid grain growth at the first hours at service temperature, related to recrystallization. This was confirmed by tempering of the stock material for 3 hours at 550°C and could be the explanation of the coarse grain zone at the inner tube wall of the heater material. Figure 2. Coarse grain zone and microstructure at the outside surface of stock material after 3 hour tempering at 550°C (left) and at inside surface of inside heater material (right). The other disclosed surface effect is the oxidation of the outer tube wall inside the heater. Microhardness measurements and diffractometer investigations verify that 3 different oxide layers with a comparable thickness of about 200-300 µm can be distinguished. The outermost oxide layer, with a hardness of 860 HV 0.05, is determined to be Fe2O3 (hematite), the innermost, with a hardness of 410 HV0.05, to be Fe3O4 (magnetite) and the intermediate layer is a mixture of the two. It is important to point out that no FeO (wüstite) is detected. FeO is only stable at temperatures above 560°C. This confirms that the temperature during service was lower than 560°C. Summarizing the results of the microscopic investigation, the heater material is characterized by a change of the carbide structure, by a coarse grain zone occupying less than 8% of the wall thickness and a three-part oxide layer of less than 12%. Mechanical tests are needed to point out the influence of these effects on the mechanical properties. Moreover mechanical tests are to confirm the actual creep state of the heater material. 5. Mechanical properties of tube material 5.1 Bending tests The outer three-part oxide layer and the inner coarse grain zone turn out to be not critical in the bending test at room temperature. The ductility of the tube material is preserved, because no cracks penetrate into the bulk. In order to expose creep pores, cleavage fracture areas of stock and inside heater material were investigated. Notched specimens were cooled down to –196°C in liquid nitrogen and then ruptured. A comparison of the fracture areas of both conditions shows no significant differences (Fig. 3). Creep pores can not be detected. Figure 3: Fracture surface of stock (left) and heater material (right) ruptured at –196°C 5.2 Tensile tests The results of tensile tests are to show which mechanical properties the heater material, after 30 years of service, still retains. The core material of the tube wall was tested at room temperature. The influence of changes in the precipitation structure and possible local defects (pores, cracks) were to be pointed out by comparison with results from tests on the stock material. By tensile tests at 550°C service temperature the whole tube wall including all surface effects was investigated and compared with the stock material. Table 1: Mechanical properties of stock and heater materials carried out by tensile tests (mean values of 2 specimens) Young´s ReL (MPa) ReH (MPa) Rm (MPa) Ag A5 Z modulus Stock material RT 209 GPa 328 330 495 14.8 % 23.4 % 69.6 % Heater material RT 209 GPa 275 279 483 14.0 % 23.5 % 64.1 % Stock material 550°C n. m. 220 340 11.1 % 27.2 % 75.0 % Heater material 550°C n. m. 171 229 7.2 % 40.2 % 67.6 % (ReH , Rm = Yied strength, Rm = Tensile strength, Ag = Elongation without necking, A5 = Fracture elongation, Z = Reduction of area, n. m. = not measured, all parameters as defined in DIN 50 145) Temperature At room temperature, the core material of the tube inside the heater reveals mechanical properties similar to the pristine stock material. It is remarkable that only the yield strength is decreased noticeably by 30 years of service. Nevertheless the values required in the standards for the pristine material (Re = 172 MPa, Rm = 414 MPa) are surpassed easily. The drop of the yield strength by approximately 50 MPa seems to be a consequence of the pearlite coagulation. The different precipitation structures of heater and stock material also lead to a different pore formation during the tensile test. Although the pore volume of the heater material is higher than that of the stock material, the fracture elongation A5 for both materials is similar. An investigation of the fracture surfaces points out that for both materials the final failure starts at the center, which is characterized by ductile dimple fracture. At the rim, shear lips are observed. A comparison of the fracture surfaces discloses no typical differences between the core of the stock and the heater material. In the hot tensile test at 550°C, the tensile strength Rm of the heater material is distinctly lower than that of the stock material (see Table 1). As expected, the overaged heater material reveals a lower uniform elongation Ag up to necking than the stock material. The high fracture elongation A5 of the heater material is related to multiple necking of the specimen. The ductile fractures of both materials are characterized by dimples in the center and shear lips at the rim of the fracture area (Fig. 4). The final failure is related to pores which are formed in the core of the heater material as well as in the core of the stock material by the elongation during the tensile test and have no relation to surface effects (oxide layer and coarse grain zone). Figure 4: Fracture surfaces of stock and the tube inside the heater after tensile test at 550°C The investigation of the mechanical properties points out that the tube material inside the heater is not critically impaired by changes in the microstructure and at the surface after 30 years of service. With a value of 171 MPa, the yield strength at service temperature is around 6 times higher than the effective operation stress. Therefore an immediate failure of the tube system by creep rupture seems to be impossible. However, an assessment of the residual life time can not be given accurately. For this reason, creep tests according to Rajakovics were performed. 6. Investigation of weld seam The welded samples were studied macroscopically, microscopically and in tensile tests. 6.1 Macroscopic investigation The investigated weld seam connects the 6” schedule 40 tubes to round, 20 mm thick 180° elbows, which are reduced by a 45° outer chamfer. The weld seam has a wall thickness of about 11 mm and a width of ≈ 5 mm at the root (inner wall) and ≈ 21 mm at the outer wall. The inner weld surface is characterized by a high amount of welding discontinuities, such as root undercuts, a root drop-through, root concavity and in one case, a 1 mm misalignment between tube and bend. 6.2 Microscopic investigation Microhardness, microstructure and tensile tests were performed. No critical internal discontinuities were pointed out. Only small lacks of fusion between root and tube material respectively between root and bend material are disclosed at the inner wall within a range of < 500µm. Due to decarburization, the microstructure near the lacks of fusion is characterized by grain growth. Three different layers of weld are present: the root reveals a ferritic microstructure without any precipitates, the intermediate layer a ferritic matrix with a low amount of carbides and the top layer a ferritic matrix and a higher amount of carbides, similar to the tube material. Microhardness measurements point out that the hardness of the root material is about 60 HV0.05 lower than that of the top layer and 70 HV0.05 lower than that of the tube material. Moreover, no heat-affected zone in tube and bend material is detectable by microhardness profiles. This result is related to the tempering effect during 30 years of service. The tempering effect which is controlled by tempering time t and tempering temperature T can be described by the tempering parameter P calculated by Eq. (1): P = T (C + log t) (1) Where C ≈ 20 for low alloyed steel, T in K and t in hours According to manufacturer, a heat treatment of the weld seam was carried out after welding. A comparison of the calculated tempering parameter P of both conditions, after heat treatment (T = 993 K, t = 1,25 h) and after 30 years of service (T = 823 K, t = 260000 h), shows that the tempering effect due to service is stronger. 6.3 Tensile tests In order to obtain information about a possible failure of the weld seam, two tensile tests at room temperature were performed. It is remarkable that the final failure of both specimens is located in the tube material. Although the weld seam of one specimen was notched by an undercut, a high elongation of the root layer was observed. The high ductility of the root material and the greater cross-section prevented a failure of the weld seam. 6.4 Inspection of all welds Summarizing the results of the weld seam investigation, the studied weld seam revealed no critical impairment of the tube system, but local defects could lead to failure. For this reason, visual and radiographic testing was performed on all the welds. An outstanding number of discontinuities, mainly root undercuts, root drop-through, root concavity, misalignment and excessive reinforcement were detected, some of them are unacceptable according to ASME BPVC, UW 51. The apparently most critical defects were repaired. During repair it was confirmed that elongated discontinuities were gas cavities inside root drop-through, not affecting the bulk of the weld. A fitness for purpose approach was used, considering the results of the investigation of the weld samples, that these fabrication discontinuities had not affected the service for 30 years, that they were located on excessive root reinforcement in the welds repaired. 7. Creep tests 7.1. Background The previous investigation has shown, that the thermal degradation of the tube material inside the heater has advanced more than the mechanical one. A loss of about one fifth of the hot yield strength is contrasted by only approximately 0.65 % of creep strain accumulated in more than 30 years. To judge the life expectancy of high temperature components, accelerated creep tests are a way of getting a rough estimate. In Fig. 5 stress controlled creep tests are schematically represented and evaluated. At constant stress σ and temperature T the strain ε of a tensile specimen is measured over time t (Fig. 5a). Such a creep curve often shows a primary, a secondary, and a tertiary part and a minimum creep rate ε& min in the secondary part. A set of creep curves taken at σ < σ ′ < σ ′′ < σ ′′′ may be evaluated in different ways. To derive creep laws ε& min is plotted against strain (Fig. 5b) or against stress (Fig. 5d). The latter leads e.g. to a power law at low stresses (Fig. 5e) or to an exponential equation at high stresses (Fig. 5f). Both may be mathematically straightened and combined by a sinh (Fig. 5g). To derive the time to fracture tf or to a certain plastic strain Fig. 5a is used to give Fig. 5c. Many data in the literature are based on constant force (weight) experiments, which is negligible for t1% but conservative for tf as compared to constant stress. This external stress is counteracted by an internal backstress, which is not considered in the present study. Figure 5. Schematic representation and evaluation of stress controlled creep tests at constant temperature To accelerate stress controlled creep tests either the stress or the temperature may be raised above service level (index s). The data is then used to extrapolate to a longer duration. Sets of creep curves are taken at constant T (compare Fig. 5a) or at constant σ. Another means of acceleration is to raise the strain rate ε& in strain controlled experiments above the service level of ε& min . At constant ε& the stress in a tensile specimen increases quickly to a maximum value, which then decreases slowly as the specimen is plastically strained and reduced in cross section (Fig. 6a). The accompanying σ is taken at zero strain. A set of such curves is used to extrapolate to ε&S (Fig. 6b). From this the time to a certain plastic strain may be evaluated (Fig. 6c). Figure 6: Extrapolation (dash-dotted line) of strain controlled creep tests: (a) creep tests for exponential plot similar to Fig. 1f, (c) time to a certain plastic strain. ε& < ε& ´ < ε& ´´, (b) The higher the acceleration by σ, T or ε& the shorter the testing duration and the sooner a decision is feasible. However, the extrapolation becomes more extended, which as a rule tends to overestimate the expected life. This general predicament is also part of the present study. The state of stress in the thin walled tube is assumed to be constant over the wall thickness and biaxial with a hoop stress of twice the longitudinal stress. This entails a combined von Mises stress σv which is regarded as equal to the stress of uniaxial tensile creep tests. In spite of stress controlled creep in the tube, accelerated strain controlled tests were carried out because the data are based on a range of strain (Fig. 6a). In contrast the evaluation given in Fig. 5c stems from points on the strain scale and therefore appears to be more prone to scatter. This would not apply to Fig. 5f and its transformation according to Fig. 6c. However, we expected this route to take more time for a safe recognition of ε&min . 7.2. Experimental procedure With strain controlled tensile creep tests Rajakovics evaluated the creep behaviour of cast aluminium materials [2]. In comparison with results of long-time creep tests he observed a good agreement. Following this study Nechtelberger, Kreitner and Krainer attempted to use the method of Rajakovics for a rapid determination of the creep behaviour of the three steels 24CrMoV5-5, X22CrMoV12-1 and X5NiCrTi26-15 [3]. After hot tensile creep tests were carried out with different displacement rates, the creep strength for certain strains was extrapolated over four decades of time. They also found a good agreement with comparable results of 100.000h creep tests. However, it had to be guaranteed that the microstructure of the tensile specimens was stable over the whole extrapolated time range. According to the literature the creep behaviour of the heater and the stock material was assessed by strain controlled tensile creep tests at 550°C (Fig. 6). For this a tensile testing machine, Schenck RM 100, with a three zone furnace was used. The following five different displacement rates controlled by a closed loop system were chosen: v1 = 30,0 mm/h, v2 = 6,0 mm/h, v3 = 2,5 mm/h, v4 = 0,5 mm/h, v5 = 0,14 mm/h The tensile creep tests were carried out with flat longitudinal creep test specimens, manufactured by wire-guided electrical discharge machining. Due to the gauge length of 28 mm, the five strain rates follow from the displacement rates as: ε&1 = 107,14 %/h, ε&2 = 21,43 %/h, ε&3 = 8,93 %/h, ε&4 = 1,79 %/h, ε&5 = 0,50 %/h The elongation during the creep tests was measured inductively between two 60° collars. With the system used an elongation of maximal 9 mm, which is equivalent to a strain of 32,5%, could be recorded. Therefore the creep tests were stopped at an elongation of 10 mm, unless fracture occurred before. 7.3. Experimental results In Fig. 7 stress-strain curves of the stock and the heater material recorded at 550°C are presented depending on the strain rate. In comparison to the stock material, the heater material reveals a ~140 MPa lower creep strength but a distinctly higher ductility. Nevertheless all stress-strain curves are characterized by a linear range, which is accompanied by a constant true stress. The value of the accompanying stress σ follows from an extension of the linear range to zero strain (Fig. 7a). Therefore a straight line was placed in the linear range of the stress-strain curve with ε&5 = 0,50 %/h. Parallel to this straight line optimal lines for the other four strain rates were found. Figure 7: Creep curves at 550°C and constant strain rate service. ε& , (a) stock material, (b) heater material after 30 years of Fig. 8 shows the semi-logarithmic representation of the evaluated stress in dependence of the strain rate. According to the method of Rajakovics a linear fit of the measured points is necessary for the extrapolation of long-time data. As recognizable in Fig. 6, the results carried out by strain controlled tensile creep tests lead to a good linear fit of low scatter. This is supporting confidence in the experimental results. Figure 8: (a) Stress/strain rate-relationship of the stock and the heater material at 550°C (compare Fig. 6b), stress/timerelationship for 1% plastic strain of the stock and the heater material at 550°C (compare Fig. 6c) (b) semi-logarithmic plot, (c) double-logarithmic plot. It should be pointed out that a transformation of the strain rate axis leads to a time axis for certain strains ( ε& = ε t ), which leads to the transformation of the strain rate axis in Fig. 8a into time based axis for constant strain (in Fig 8a, for ε = 1%, 5% and 10%) 7.4. Discussion 7.4.1 Stock material The stock material should reveal an excellent creep resistance not only at short times but also at long times above 100.000 h. This is not confirmed by long-time creep tests. Due to changes in microstructure a softening of the material has to be considered during the long-time creep tests, which is neglected in the short-time tensile creep tests. This means that an extrapolation of the stock material data according to Rajakovics will not provide representative results. A better assessment of the creep behaviour of the stock material is given, if the creep measured after 30 years of service is considered. As the exact initial tube diameter was not known and the creep expansion amounts to 0,65% in respect to the diameter of the stock material, it seems justified to take as an average 1% of plastic strain after 260.000 h at an effective stress 30 MPa. This point was added to the semi-logarithmic plot and connected with the short-time results by linear and polynomial interpolation, the latter being in better agreement at 260.000 h. A comparison with published creep data of the steel 13CrMo4-4 [Ergebnisse Deutscher Zeitstandversuche Langer Dauer, Verlag Stahleisen, Düsseldorf (1968)] verify the preference of a polynomial fit, which is on the conservative side. From this the residual life for an allowable creep elongation may be derived. If e.g. the present creep expansion of 1% is allowed to double, another 30 years of service life were to be expected. This seems to be overestimating the residual life, but the target is only 10% of this duration. There may be of course differences in the creep resistance of specimens taken in longitudinal and circumferential direction, i.e. the expansion of the tube may differ from the longitudinal creep specimens. However, at small creep elongation this difference is supposed to be not as relevant as close to fracture. 7.4.2. Heater material As the heater material has been exposed for 30 years to ~550°C the microstructure has been stabilized, which allows for an extrapolation after Rajakovics as shown in Fig. (8b). In Fig. 9 the extrapolation is gained by adding future strain. An additional strain of 1% will take ~ 2 years to develop and 2% will take ~ 4 years. Figure 9: Extrapolation after Rajakovics of the heater material at 550°C for different creep strains and longer times (compare Fig 8 b and c) 8. Non destructive controls The above extrapolations point to a considerable life time left. However, one must bear in mind, that these predictions are always subject to scatter and uncertainty. It is therefore recommended to measure the tube expansion at defined locations of the heater periodically. Non destructive metallography is also recommended. The precision in measuring the outside diameter of tubes in the heater is affected by the oxide layer, but 1% (1.6 mm) changes should be clearly noticeable. Only around + 0.2% tube expansion was measured after 1.5 years of service after the extraction of the samples for this investigation and no relevant dimensional differences were detected after 2 more years, all of which are within the error expectancy of the measurement. Non destructive metallography showed no significant variation compared with previous replicas of the microstructure. 9. Conclusions (a) The core microstructure of the heater material is characterized by changes in carbide structure. Creep pores are not detected by optical and scanning electron microscopy and the tangential tube expansion is less than 1% after 30 years of service. The degradation of the tube material is rather limited and mainly caused by thermal loading (carbide morphology) as compared to mechanical loading (creep pores). No critical damage by creep is expected for the tube material inside the heater. (b) A coarse grain zone of less than 8% of the wall thickness is observed at the inner tube wall. The zone is formed, supposedly, by decarburization and work hardening of the case during manufacturing and slow growth during service. The influence of this zone and the outside oxide layer on the mechanical properties appears to be uncritical. (c) The dimensions and the mechanical properties at room temperature of the tube inside the heater still comply with the specifications. The change in carbide structure leads to softening without a loss in ductility. The mechanical properties at 550°C are affected but the yield strength still remains approximately 6 times as high as the effective operation stress. (d) The investigated weld does not present a critical impairment of the joint, although welding defects are observed. (e) A semi-logarithmic plot of the creep test results leads to straight lines of low scatter (Fig. 8), thus supporting confidence in the experiments. (f) Extrapolating the data of the stock material another 30 years of life is estimated, if the present strain of ~ 1% is allowed to double. Even if this is overestimating the life expectancy, 10% of this duration seems feasible, which would be equal to the desired additional period of three years. (g) The data of the heater material, extrapolated according to Rajakovics, point to ~ 2 respectively ~ 4 years of life, if an expansion of 1% respectively 2% is permitted. (h) According to this investigation the service life of the heater was extended. However, tube expansion measurement and non destructive metallography are performed periodically at defined locations of the tube system. Up to now the measured tube expansion is within the error range, compatible with an intermediate result between the extrapolations from creep tests for the stock and heater material. (i) Previous to this investigation the safe operation of the heater was questionable. This study reduced the plant risk level and avoided the change of all tube systems, for which a major shutdown would be needed. The final result was not only an improvement of the plant safety, reliability and availability, but also a better knowledge of the equipment and the failure mechanisms involved. 10. References 1. 2. 3. 4. API standard 530, 1996, “Calculation of Heater-Tube Thickness in Petroleum Refineries” Rajakovics, E. v., 1968, Aluminium 44 (1968) Nr. 11, pp. 679-682 Nechtelberger, E., E. Kreitner, E. F.,Krainer, E., 1973, : Arch. Eisenhüttenwes. 44 (1973) Nr. 2, pp. 135-141 Fabritius, H., Christianus, D., Forch and others, 1993, “Elevated-temperature Steels (Creep Resistant and Highly Creep Resistant Steels) and Alloys, Steel, Volume 2: Applications, pp. 226-265 11. Copyright Note The authors only are responsible for the printed mater included in this paper.