- Honeywell Process Solutions")
2015 Honeywell Users Group
Europe, Middle East and Africa
Retrofitting of the natural gas liquid (NGL) fractionation trains using a
modified self-heat recuperative (MSHR) process to improve the overall
energy efficiency of gas processing plant (GPP)
Students: Ren Jie Lee, Shih Chiang Lim, Tze Mun Sam, Ying Ting Loo
Curtin University, Sarawak Malaysia
Supervisor: Dr Mesfin Getu Woldetensay
Content
• Background
• Problem Statement
• Objectives & Scopes
• Methodology
• Results & Discussion
• Conclusion
• References
2
© 2015 Honeywell International All Rights Reserved
Background
• Natural gas is the major source of liquid
hydrocarbons product primarily used in
petrochemical industry and transportation sector.
• The composition of natural gas varies substantially
depending on its source.
• High quality natural gas and natural gas liquids (NGL)
possess clean fuel characteristic and it is the major
source of income among gas processors [1].
• The growing interest has allowed the energy market to
keep up with the accelerating trend where 64% growth
in demand is forecasted by 2030 [2].
3
© 2015 Honeywell International All Rights Reserved
Background (cont.)
Global Primary Energy Sources Comparison [1]
Natural gas and NGL shows promising production trend
4
© 2015 Honeywell International All Rights Reserved
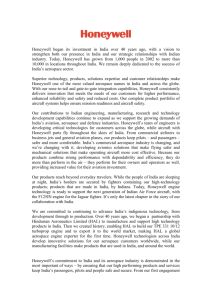
Background (cont.)
Natural Gas Production/Consumption Share of 2014 [3]
Consumption
Production
6%
15%
20%
28%
28%
3%
14%
17%
29%
30%
5%
North America
South and Central America
Europe and Eurasia
Middle East
Africa
Demand for clean fuel is expected to rise over time
5
© 2015 Honeywell International All Rights Reserved
5%
Background (cont.)
• The Gas Processing Plant separates natural gas liquid
(NGL) components, acid gases, and water from a gasproducing well and it conditions these fluids for sale
or disposal [4].
• The purpose for further removing C2+ hydrocarbons:
‒ NGL fractions have higher economical value separately.
‒ Safety specification for delivery and combustion.
• The fractionation train consists of 3 main distillation
column namely Deethanizer, Depropanizer and
Debutanizer in PRU.
6
© 2015 Honeywell International All Rights Reserved
Background (cont.)
Natural Gas Processing Plant
7
pretreatment
unit (PTU)
acid gas
removal unit
(AGRU)
condensate
treatment unit
(CTU)
dehydration unit
(DHU)
low temperature
separation unit
(LTSU)
sales gas
compression
unit (SGCU)
propane
product
refrigeration
recoveryunit
(PRU)
unit
(PRU)
propane
recovery unit
(C3RU)
© 2015 Honeywell International All Rights Reserved
Background (cont.)
Sales Gas
Industries
application
Fuel for
vehicles
Ethane
Condensate
Product
of GPP
Cooking
gas, LPG
Plastic
pellets
Butane
8
Propane
© 2015 Honeywell International All Rights Reserved
Problem Statement
There was less effort made in trying to improve
the energy efficiency of the product recovery unit
(PRU) of gas processing plant (GPP). The PRU which
consists of Deethanizer, Depropanizer and Debutanizer
fractionation train consumes a significant amount of
energy due to the large amount of utilities applied
during operation. Hence, there is a need to reduce the
energy consumption of these fractionation trains using
promising alternative retrofit design.
9
© 2015 Honeywell International All Rights Reserved
Objectives and Scope
Objectives
• To improve the PRU energy efficiency of gas processing
plant
• To explore different options of single column distillation to
achieve higher energy efficiency of gas processing plant
• To assess the economical feasibility of the gas processing
plant and thereby optimize the whole process.
Scope
• The project focuses on enhancement of GPP energy
efficiency and product recovery from each distillation
columns.
10
© 2015 Honeywell International All Rights Reserved
Methodology
Base Case
Stimulation
Base Case
Optimization
Retrofit MSHR
Simulation
Retrofit MSHR
Optimization
Energy
Integration
Economic
Analysis
11
© 2015 Honeywell International All Rights Reserved
MSHR (Modified self-heat recuperative)
• According to Long and Lee [5], up to 73.43 − 83.48% of
the condenser and reboiler energy were saved with
the self-heat recuperation technology.
• It is also theoretically proven that MSHR provides the
highest annual operating cost saving, up to 67.19%
per annum amongst the others.
Annual Operating Cost Saving [5]
MSHR
(Heat exchangers
in parallel)
67.19%
MSHR
(Heat exchangers
in series)
62.17%
Self- heat
recuperative
column
53.49%
52.03%
Heat Pump
0
12
10
20
30
40
© 2015 Honeywell International All Rights Reserved
50
60
70
MSHR Concept
• To maximize heat
recovery duty, feed
stream is divided into
two parallel stream.
• Vapor is compressed
and condensed in
column's reboiler.
• Top outlet stream exchanges heat with the feed
stream and cooled further before divided into two
stream.
1. recycled back into the column as reflux
2. another is the final top product
• As a result, all heat is recirculated in the process
without the need for external heat.
13
© 2015 Honeywell International All Rights Reserved
UniSim® – Conventional Gas Processing Plant
Base Case with fractionation train
Deethanizer
Depropanizer
Debutanizer
14
© 2015 Honeywell International All Rights Reserved
UniSim® – Pre-Treatment Unit (PTU)
15
© 2015 Honeywell International All Rights Reserved
UniSim® – Condensate Treatment Unit (CTU)
16
© 2015 Honeywell International All Rights Reserved
UniSim® – Low Temperature Separation Unit (LTSU)
17
© 2015 Honeywell International All Rights Reserved
UniSim® – C3RU and SGCU
Propane Refrigeration Unit (C3RU)
Sales Gas Compression Unit (SGCU)
18
© 2015 Honeywell International All Rights Reserved
Retrofit – GPP with MSHR
39.7%
energy
saving
29.5% total
energy
saving
15.4%
energy
saving
34.9%
energy
saving
Overall PFD of retrofits in UniSim® sub-flowsheets
19
© 2015 Honeywell International All Rights Reserved
Retrofit I – Deethanizer
39.7% energy saving
20
© 2015 Honeywell International All Rights Reserved
Retrofit II – Depropanizer
15.4% energy saving
21
© 2015 Honeywell International All Rights Reserved
Retrofit III – Debutanizer
34.9% energy saving
22
© 2015 Honeywell International All Rights Reserved
Results and Discussion- Energy Saving
Deethanizer
Base Case
kW
Condenser
5607
Reboiler
7264
Total energy consumed
12871
MSHR
kW
Compressor
4244
Cooler
3514
Total energy consumed
7758
5113
Total Savings
39.7% energy saving compared to base case
23
© 2015 Honeywell International All Rights Reserved
Results and Discussion- Energy Saving (cont.)
Depropanizer
Base Case
kW
Condenser
6436
Reboiler
5348
Total energy consumed
11784
MSHR
kW
Compressor
4665
Cooler
5305
Total energy consumed
9970
1814
Total Savings
15.4% energy saving compared to base case
24
© 2015 Honeywell International All Rights Reserved
Results and Discussion- Energy Saving (cont.)
Debutanizer
Base Case
kW
Condenser
3660
Reboiler
2506
Total energy consumed
6166
MSHR
kW
Compressor
1331
Cooler
2682
Total energy consumed
4013
2153
Total Savings
34.9% energy saving compared to base case
25
© 2015 Honeywell International All Rights Reserved
Energy Saving Analysis With MSHR
Deethanizer
Depropanizer
Debutanizer
39.7%
15.4%
34.9%
Retrofit I
Retrofit II
Retrofit III
Total energy saved worth 30% from base case
26
© 2015 Honeywell International All Rights Reserved
Sensitivity Analysis
TOC vs Electricity price factor
$2.000.000,00
$1.800.000,00
Total Operating Cost, $/yr
$1.600.000,00
$1.400.000,00
$1.200.000,00
Retrofit I
$1.000.000,00
Retrofit II
$800.000,00
Retrofit III
$600.000,00
$400.000,00
$200.000,00
$0,00
80
90
100
110
Electricity price factor, $/(kW.a)
27
© 2015 Honeywell International All Rights Reserved
120
Optimization Result
Optimization
Base Case ($/yr)
MSHR ($/yr)
Before
203,912,158
207,029,971
After
326,104,913
328,009,054
Increase in profit after optimization
28
© 2015 Honeywell International All Rights Reserved
Economic Analysis
Total Operating Cost (TOC)
Total Capital Cost (TCC)
Total Annualized Cost (TAC)
Gross Profit
Net Profit
Payback Period (yr)
Base Case ($/yr)
MSHR ($/yr)
7,629,122.87
3,108,628.67
4,255,896.80
12,201,082.65
11,885,019.67
15,309,711.31
435,000,000
437,900,000
326,104,913
328,009,054
0.04
0.05
Analysis shows improved profit profile
29
© 2015 Honeywell International All Rights Reserved
Conclusion
• The energy savings of Deethanizer, Depropanizer
and Debutanizer columns are 39.72 %, 15.39 %,
and 34.92 %
• Total annualized cost (TAC) for the base case and
MSHR retrofit are 12×106 $/year and 15×106
$/year.
• Payback periods for the MSHR retrofit is 0.05 year
30
© 2015 Honeywell International All Rights Reserved
References
1. Kidnay, A. J., W. R. Parrish, and D. G. McCartney. 2011. Fundamentals
of Natural Gas Processing. 2 ed. 0 vols: CRC Press.
2. BP Energy Outlook 2030. 2013. BP. Accessed on June 17,
http://www.bp.com/content/dam/bp/pdf/Energy-economics/EnergyOutlook/BP_Energy_Outlook_Booklet_2013.pdf.
3. BP statistical Review of world energy June 2015. 2015. Accessed June
26, http://www.bp.com/en/global/corporate/about-bp/energyeconomics/statistical-review-of-world-energy.html.
4. Mokhatab, Saeid, and William A. Poe. 2012. "Chapter 4 Basic Concepts
of Natural Gas Recovery Plant." In Handbook of Natural Gas
Transmission and Processing (Second Edition), ed. Saeid
MokhatabWilliam A. Poe, 353-391. Boston: Gulf Professional
Publishing.
5. Long, Nguyen Van Duc and Moonyong Lee. 2013. A novel NGL (natural
gas liquid) recovery process based on self- heat recuperation. Energy,
57. 663-670.
31
© 2015 Honeywell International All Rights Reserved
32
© 2015 Honeywell International All Rights Reserved
Thank you.
No reproduction or use of this material may be made without Honeywell’s prior written permission.
33
© 2015 Honeywell International All Rights Reserved
 - Honeywell Process Solutions")