31295019600542
advertisement

A DESTRUCTIVE SAMPLING METHOD DESIGNED FOR
HIGH QUALITY PRODUCTION PROCESSES (DSM-HQ)
by
FRANCISCO DELGADILLO, JR., B.S.E.E., M.B.A.
A DISSERTATION
IN
BUSINESS ADMINISTRATION
Submitted to the Graduate Faculty
of Texas Tech University in
Partial Fulfillment of
the Requirements for
the Degree of
DOCTOR OF PHILOSOPHY
Approved
Chairperson of the Committee
Accepted
r
"•
•
*-
Dean of the Graduate School
December, 2004
ACKNOWLEDGEMENTS
This dissertation is dedicated to the memory of my grandmother, Guadalupe Rojo
de Montano, affectionately known to all her grandchildren as Gileli, who is gone but
never forgotten.
I want to extend my deepest appreciation to my committee chairperson. Dr.
Ronald Bremer, for his support, guidance, patience and advice that enabled my
completion of this research. I also want to express my gratitude to my committee
members Dr. James Bums, Dr. John Kobza, and Dr. Paul Randolph for their support,
comments and help. Every PhD student should be so lucky to have such great professors,
teachers, friends, and mentors.
I am extremely thankful to all my family members and friends for their faith in
me as well as their encouragement. I especially want to thank my mother, Rosario
Montano, for her infinite support and unwavering encouragement, which made possible
the completion of all my studies including this research. I particularly want to express
my gratitude to my father, Francisco Delgadillo, Sr., for liis words of wisdom and
extraordinary support in every imaginable way throughout my educational endeavor. I
also want to express my appreciation to my brothers, Javier and Luis Delgadillo, my
girlfriend, Olga Posazhennikova, and my very special friends Mike and Bomiie Bowman,
for their encouragement, support and exceptional friendship.
My special thanlcs go to the people of Capsonic Automotive and Aerospace hic.
for their timely help, information, and advice.
11
TABLE OF CONTENTS
ACKNOWLEDGEMENTS
ii
ABSTRACT
vii
LIST OF TABLES
ix
LIST OF FIGURES
xi
CHAPTER
L INTRODUCTION
1
1.1 Overview
1
1.2 Problem Statement
5
1.3 Objective of the Research
6
1.4 Document Organization
8
n. LITERATURE REVIEW
9
2.1 Acceptance Sampling
9
2.1.1 Single and Double Sampling
10
2.1.2 Sequential and Multiple Sampling
11
2.1.3 Skip-lot Sampling
18
2.1.4 Chain Sampling
21
2.1.5 MIL-STD-105
23
2.2 Destructive Sampling
27
2.3 High Quality Sampling
28
2.4 Empirical Bayesian Methods
30
111
2.5 Acceptance Sampling vs. Quality Monitoring
33
2.4 Summary
34
m. COST OF QUALITY
36
3.1 Economically-Based Cost Model
36
3.2 Simulation Cost Function
39
3.3 Binary search to determine type of defective
41
3.4 Summary
43
IV. DEVELOPMENT OF A DESTRUCTIVE SAMPLING
METHOD FOR HIGH QUALITY PRODUCTION
PROCESSES
44
4.1 The Gamma Function and Gamma Distribution
44
4.2 The Poisson Distribution
45
4.3 Empirical Bayesian Analysis for the Poisson
Distribution
46
4.4 Destructive Sampling Method designed for High
Quality Production Processes
48
4.5 Illustration of the DSM-HQ
52
4.6 Out-of-control rules
55
4.6 Summary
55
V. SIMULATION DESIGN
57
5.1 Stage 1 ofSimulation: Defining DSM-HQ
57
5.1.1 Prior Distribution Parameters
58
5.1.2 Cost Function Parameters
61
5.1.3 Paths to minimum sampling
63
IV
5.1.4 Defective Patterns
66
5.1.5 Measures to be Calculated
68
5.1.6 Summary of Stage 1 Simulation
69
5.2 Stage 2 ofSimulation: Simulation design for the
comparison of sampling techniques
69
5.2.1 Sigma Levels
70
5.2.2 Defective Patterns
70
5.2.3 Cost Function Parameters
71
5.2.4 Specification based on results of Stage 1
71
5.2.5 Single Sampling
71
5.2.6 Double Sampling
73
5.2.7 Multiple Sampling
74
5.2.8 Skip-lot Sampling
76
5.2.9 Chain Sampling
77
5.2.10 MIL-STD-105E
78
5.2.11 Measures to be Calculated and Compared
80
5.2.12 Summary
81
VI. SIMULATION RESULTS: ANALYSIS AND
COMPARISON OF SAMPLING METHODS
94
6.1 Stage 1 of the Simulation results: Defining DSM-HQ
94
6.1.1 Prior Distribution Parameters
95
6.1.2 Long-term sampling values
104
6.1.3 Paths to minimum sampling
108
6.1.4 LowerSigma-LevelResults
Ill
6.1.5 Sampling rates with an out-of-control element
added
113
6.2 Stage 2 of the Simulation results: comparison of
sampling methods
116
6.2.1 Random event comparison of sampling
methods
116
6.2.2 Random event with out-of-control
comparison of sampling methods
6.3 Summary
124
VIL CONTRIBUTIONS AND SUMMARY
126
7.1 Contributions, Limitations and Future Research
126
7.2 Summary
128
REFERENCES
APPENDIX
A.
120
131
SEQUENTIAL ANALYSIS UNDER HIGH QUALITY
CONDITIONS
134
B.
COMPARISON OF METHODS AT A 5-SIGMA - RE
144
C.
COMPARISON OF METHODS AT A 6-SIGMA - RE
153
D.
COMPARISON OF METHODS AT A 5-SIGMA - REOC
162
E.
COMPARISON OF METHODS AT A 6-SIGMA - REOC
172
F.
A S AS PROGRAM FOR THE FINfE-TUNING OF DSMHQ, STAGE 1
182
A SAS PROGRAM FOR COMPARISON OF DSM-HQ
WITH EXISTING METHODS, STAGE 2
193
G.
VI
ABSTRACT
In manufacturing and assembly, the sampling of units produced is important since
in many situations not all of the units can be tested. Destructive sampling, which
commonly occurs in the assembly and manufacturing industry, is a form of sampling
where all units produced cannot be tested since the parts are destructively tested. In this
situation, sampling techniques are used to determine if an entire lot should be accepted or
rejected based on the sampling results. The traditional sampling techniques include
single or classical sampling, double sampling, multiple sampling, skip-lot sampling,
chain sampling and MIL-STD-105E.
However, in the modem era of high quality production, traditional sampling
techniques require a high number of imits tested in order to guarantee a high level of
quality resulting in very high sampling costs. Therefore, to keep costs down,
manufacturers and assemblers have used these techniques with lower sampling numbers
in order to monitor quality.
A goal of this research is to develop a sophisticated technique that monitors
quality and outperforms the existing techniques in situations where quality is high and
tests are destructive. The proposed technique. Destructive Sampling Method for High
Quality production processes (DSM-HQ), is based on a cost function, which balances the
costs of sampling versus the costs of finding a defect on the field. DSM-HQ assumes to
have a Poisson process defect pattern and uses an Empirical Bayesian analysis to allow
the researcher to include prior knowledge.
vn
The research simulation and results are separated in two stages. Stage 1 fine tunes
DSM-HQ and examines its properties, while Stage 2 compares DSM-HQ to the
traditional methods. The simulation resultsfi-omStage 2 show that DSM-HQ is superior
to the traditional methods in most cases at the 5-sigma level. As the quality increases to
6-sigma, DSM-HQ proves to be significantly superior to all traditional methods in every
cost case considered and in both random events combined with out-of-control events case
and the random-event-only case.
Although DSM-HQ sampling method has some limitations, which will be
explored in fiiture research, and the case examined here is limited in scope, which will be
expanded in future research, the results and comparisons to traditional methods are very
encouraging.
vui
LIST OF TABLES
2.1
Values for AOQL,/ /, under Procedures Al
21
2.2
MIL-STD-105E Sample Size Code Letters
26
5.1
Sigma Levels of Quality in terms of percent defective
59
5.2
Different prior starting points for the evaluation of the true sigma
quality level
60
5.3
Different a and y9 values for each of the prior >! starting points
61
5.4
Values considered for each of the cost parameters
62
5.5
MIL-STD-105E Sampling Plans for Sample Size Code Letter C
83
5.6
MIL-STD-105E Sampling Plans for Sample Size Code Letter D
84
5.7
MIL-STD-105E Sampling Plans for Sample Size Code Letter F
85
5.8
MIL-STD-105E Sampling Plans for Sample Size Code Letter G
86
5.9
MIL-STD-105E Sampling Plans for Sample Size Code Letter J
87
5.10
MIL-STD-105E Sampling Plans for Sample Size Code Letter K
88
5.11
MIL-STD-105E Sampling Plans for Sample Size Code Letter N
89
5.12
MIL-STD-105E Sampling Plans for Sample Size Code Letter R
90
5.13
Average Outgoing Quality Limit Factors (Single Sampling)*
91
5.14a Sampling Plansfi-om3 to 6 sigma level of production quality
92
5.14b Sampling Plansfi"om3 to 6 sigma level of production quality
93
6.1
Effects of changing each of the cost variables
103
6.2
Long-term sampling values for a 3-sigma process
105
6.3
Long-term sampling values for a 4-sigma process
106
ix
6.4
Long-term sampling values for a 5-sigma process
107
6.5
Long-term sampling values for a 6-sigma process
108
6.6
Sampling rates for a 5-sigma process with OC and RE combined
114
6.7
Sampling rates for a 6-sigma process with OC and RE combined
115
6.8
Methods and Sampling plans used for comparison
117
LIST OF FIGURES
2.1
Block diagram of basic sequential sampling process
17
2.2
Switching rules for the MIL-STD-105D (AdaptedfiromGrant and
Leavenworth, Statistical Quality Control, Sixth Edition pp 462,
1988)
25
4.1
Positive higher jc intercept
51
4.2
Negative higher JC intercept
51
4.3
DSM-HQ reduces sampling ratefi-om7 to 1 per hour (0 defectives
are found)
53
4.4
DSM-HQ adjusts for a defective at day 38
54
5.1
Reduction of sample size and sampling interval for path type 1
64
5.2
Reduction of sample size and sampling interval for path type 2
65
5.3
Conceptual view of reduction of sample size and sampling interval
for path type 3
Actual view of reduction of sample size and sampling interval for
path type 3
65
66
5.5
Random defective
67
5.6
Process going out-of-control
67
6.1
Intercepts from a 4-sigma process with same X but different a/p
combinations
96
5.4
6.2
Two 3-sigma prior values adjusting at different rates to a 5-sigma
process
97
6.3
Six-sigma process with 3 and 6-sigma priors
98
6.4
Effects of underestimating and overestimating prior values
XI
100
6.5
Effects ofreducingc/'whilekeepingyc and vc constant
101
6.6
Effects of increasing vc while keeping^c and (/constant
102
6.7
Effects of increasing/c while keeping vc and c/constant
103
6.8
Path type 1 to minimxmi sampling using for/c = 5, vc = 2 and cf=
10,000
109
Path type 2 to minimimi sampling using for^ = 5, vc = 2 and cf=
10,000
110
Path type 3 to minimum sampling using for^c = 5, vc = 2 and cf=
10,000
Ill
Percent defectives detected by method at the 6-sigma level of
quality
119
6.12
Percent of Total Cost divided into TCS and TCF at the 6-sigma RE
120
6.13
Total Weekly Cost where DSM-HQ suggests a sampling rate of 5
per lot
121
Total Weekly Cost where DSM-HQ suggests a sampling rate of 1
per week
122
6.15
Overall Total Weekly Cost at 6-sigma REOC
123
6.16
Out-of-control time for each method in hours at the 6-sigma level
124
A.l
Sequential Sampling for a Very High Quality Process
143
6.9
6.10
6.11
6.14
xu
CHAPTER I
INTRODUCTION
1,1 Overview
In contemporary production management, techniques for sampling in quahty
control are important because sometimes not all of the products can be tested, especially
if the test actually destroys the product (such as in a stress test). Techniques have been
developed in order to determine if a production or shipment lot of a particular product
should be accepted or rejected (not accepted). In some of these situations, a sampling
plan is also put in effect. The most basic technique used for sampling is known as
"classical sampling" or "single sampling." This technique calls for the decision on
accepting or rejecting a lot on the basis of the evidence of one sample from the lot (Grant
& Leavenworth, 1988). "Double sampling," involves taking a first sample and making a
decision based on the evidence of the first sample. However, if the sample is neither
good nor bad enough, then a second sample is taken and is combined with the first and
the decision on whether to accept or reject is based on the information of these two
samples (Grant & Leavenworth, 1988). An extension of double sampling is "multiple
sampling, which involves taking a first sample and making a decision based on the
evidence of the first sample. If the sample is neither good nor bad enough, then just like
in double sampling, a second sample is taken and combined with the first sample in order
to attempt to make a decision. However, if a decision cannot be made after the second
sample, then a third sample is taken. The process is repeated until a decision to accept or
1
reject is made or until the process reaches a pre-determined number of samples. Another
sampling method, which yields very similar results to multiple sampling (Grant &
Leavenworth, 1988), is called "sequential sampling" where the samples of size one and
are evaluated sequentially. Using sequential sampling one of three decisions is made at
any stage of the sampling problem: (1) accept the lot, (2) reject the lot, or (3) continue the
experiment by taking an additional sample (Wald, 1973). Based on the first sample, a
decision is made and the process is carried out sequentially until either the first or second
decision is made. It has been shown that double sampling offers statistical advantages
over single sampling, and sequential sampling is statistically superior to double sampling
(Grant & Leavenworth, 1988; Wald, 1973).
Two other methods used in destructive testing are chain sampling and skip-lot
sampling. The skip-lot sampling plan used for destructive sampling is referred to as
SkSp-2 (Grant & Leavenworth, 1988) where a reference sampling plan is used initially,
and once the lots have been found free of defective items, the inspection shifts to a
proportion/of the lots received (Perry, 1973a; Dodge, 1955a). Chain sampling is used in
cases of continuing production of lots where very small sample sizes are selected for each
lot because tests are destructive or costly (Grant & Leavenworth, 1988). The original
plans came from Dodge (1955b) and are referred to as ChSP-1 (Soundararajan, 1978). It
utilizes a single sampling technique and it is based on n being small, and c (acceptance
number per lot) being 0. Under the ChSP-1 plan, a sample size of w units for each lot is
selected and tested. Then, the acceptance number of defectives per lot is set to zero, or
one in the case where the preceding i lots had zero defectives.
Finally, one other type of technique used in this type of situation is the one
developed by the United States military, which is known as the Military Standard 105 or
MIL-STD-105 (Department of Defense [DOD], 1989). Under this technique, certain
conditions will allow the sampling to be relaxed from "Normal" to a "Reduced"
inspection, while other conditions will force the sampling to go to a "Tightened"
inspection (Pabst, 1963). Under tightened inspection, if the process continues to falter,
then the whole production process is stopped. On the other hand, if it improves, it can
retum to "Normal" inspection.
Industry continues to use these types of statistical sampling techniques even in the
modem era of high quality production. Because productivity, cost of quality and cost of
scrap are now major concerns in manufacturing and assembly, some of these techniques
need to be re-evaluated and compared against new sampling techniques, which include
cost of inspection and material as part of its focus.
Taking into consideration that in today's manufacturing and assembly processes
the customer expects "zero-defects," it should be noted that these sampling techniques are
not designed to handle such demands without having an exorbitant cost of quality. A
goal of this research is to develop a more sophisticated acceptance technique in situations
where quality is high and tests are destructive. This technique will include a cost
function to take into consideration costs of sampling as well as costs of finding a
defective unit outside the supplier facihties. In addition, it will take advantage of the
power of Empirical Bayes analysis, which takes into consideration prior information of
the production process. Current sampling techniques fail to do this. Furthermore, the
defect pattern is assumed to follow a Poisson process. Finally, it will look at advantages
and disadvantages of the developed model versus the existing models imder different
quality conditions considering random occurrences and out-of-control events.
The cost function will balance the cost of sampling and finding a defective unit
within the manufacturing or assembly plant versus the cost of finding the defective unit at
the client's site. In addition, the cost fimction will take into account the fact that the test
is destructive.
The Empirical Bayes analysis allows for the researcher to establish the parameters
for the prior distribution. In other words, the Bayesian approach allows the researcher to
establish a prior opinion of a parameter in a prior distribution, which means that the
researcher does not have to start from the beginning each time (Iversen, 1984). In some
cases researchers apply Bayesian analysis repeatedly, each time taking the posterior of
the last step as a prior for the next one (Becker & Camarinopolous, 1990). Because a
major concern is to reduce the number of items in a sample while at the same time
maintain the level of quality, Bayesian estimation models enable the researcher to make
better decisions when the data are scarce and incomplete (Chulani et al., 1999). The
Poisson distribution makes sense in this situation, since it can be assxmied that the
defectives arrive randomly during a fixed time period and the Poisson distribution is
usefial in approximating binomial distributions with very small success probabilities
(DeGroot & Schervish, 2002).
The research will focus on developing and fine-tuning DSM-HQ and then on
comparing and contrasting it to the traditional single and double acceptance sampling, the
multiple acceptance sampling, skip-lot sampling, chain sampling, and finally MIL-STD105. The research will determine the effects of a sampling technique developed for
destructive sampling (which commonly occurs in the assembly and manufacturing
industry) compared to the traditional techniques used today. The effects will be in the
form economic advantages and different rates of defective units per lot (from several
defectives per lot to today's high quality processes), which will include not only random
defectives but also out-of-control events. In addition, the research will determine the
effects of different prior information.
1.2 Problem Statement
When an item is tested during a manufacturing or assembly process, sometimes
the test can be accomplished without harming the product. However, there are times
where the test required will destroy the product. Currently, the quantity of sampling
inspection is determined by the established techniques of single sampling, double
sampling, multiple sampling, sequential sampling, skip-lot sampling, chain sampling, or
MIL-STD-105. Because the chent expects zero defects, the amount of sampling
inspection is usually extremely high with these techniques. This causes a high cost of
quality, reduces productivity, and increases scrap. In some of the high quality assembly
plants, it is estimated that over 50% of its scrap is a result of destructive testing of
perfectly good items (E. Castillo and S. Alvarez, personal communication, October 6,
2003). Therefore, there is a need to determine if a sampling technique, which uses prior
information and is modeled after the production and defective process, can produce better
results than the current techniques in today's high quality processes.
1.3 Objective of the Research
In cases where destructive tests are necessary and where clients demand "zero
defects," the only way currently to get a high enough confidence that extremely high
quality is being delivered to the client is to destroy a very high percentage of the
products. The question is whether an accurate model of production and defective
processes will yield a better acceptance sampling technique. Some of the research
questions are as follows:
1.) What are the characteristics of DSM-HQ? Does it work better for high or low
cost products? Is it better suited for products that have a large or small cost
penalty for finding a defective on the field? What are the cost-efficient prior
parameter values under different quality sigma levels and different cost
considerations? Does it require a large amount of prior information or can
small values for the prior information produce adequate results? How does it
respond to defective items under different quality performance levels and
different prior information?
2.) Will an accurate model of the defective process produce a better or worse
sampling technique in the case of destructive testing? Under what conditions
is DSM-HQ superior to traditional sampling techniques and under what
conditions is it inferior?
3.) What are the sampling advantages and disadvantages of DSM-HQ under
different types of sigma quality levels?
4.) What are the economic advantages and disadvantages of DSM-HQ versus the
traditional sampling techniques when sampling is destructive, under different
sigma quality levels and under different cost considerations?
5.) How does each of these techniques handle out-of-control events and how do
they handle random defectives under different quality sigma levels?
The purpose of this dissertation is to utilize the empirical Bayes analysis to
establish an empirical Bayes model using a Poisson process as well as determine the
economic effects compared to the sampling techniques of today in the case of destructive
testing. The Poisson process is used to model defective items. In addition, the empirical
Bayes analysis allows for the prior distribution of the defective items, which provides the
researcher with additional information on what to expect (Iversen, 1984). Although the
classical and multiple techniques might end up producing better results in certain cases,
this research is determined to find what kind of advantages are offered by modeling the
defective process and in what type of situations is this process most desirable. In
addition, the research is also aimed to find the economic effects that a modeled technique
might bring to a very high quality level production process. Finally, the research will
also compare modeling the process at different levels of production quality. Although it
will concentrate at very high levels of quality, it will look at advantages and
disadvantages in other types of situations where the quality of production is not as high.
1.4 Document Organization
This dissertation shall be organized as follows. Chapter I introduces the
investigation. Chapter II contains the literature review on Single Sampling, Double
Sampling, Sequential Sampling and Muhiple Sampling, Skip-Lot Sampling, Chain
Sampling and MIL-STD-105. Chapter III discusses the Cost of Quality in destructive
sampling. Chapter IV discusses the Theoretical development of the empirical Bayes
analysis for the Poisson random variables within the destructive testing framework. The
destructive sampling method designed for high quality production processes (DSM-HQ)
is proposed. Chapter V contains the simulation design, where all methods are compared
at different levels of quality and within different situations. Chapter VI presents the
simulation results including extensive numerical tests and analysis of the proposed DSMHQ. Chapter VII summarizes the proposed study, lists the expected contributions and
limitations of the research, and gives recommendations for fiiture research.
CHAPTER n
LITERATURE REVIEW
This chapter reviews the major sampling processes, which will be used to
compare against the proposed method, DSM-HQ. Additional topics presented in this
chapter include destructive sampling, which discusses the properties of these techniques
in a destructive testing environment, and high quality sampling where fiirther tendencies
of the sampling processes under high quality are reviewed. Other topics included in this
chapter are properties of Bayesian methods, and a comparison of quality monitoring with
acceptance sampling.
2.1 Acceptance Sampling
Inspection of a production process can be done at 100% or by sampling. In the
case when testing is destructive, inspection must be done by sampling. Two widely used
systems in acceptance sampling can be classified as acceptance sampling by variables
and acceptance sampling by attributes. Acceptance sampling by variables is done when
the decision depends on criteria of the frequency distribution of the submitted product
(Grant & Leavenworth, 1988). Acceptance sampling by attributes is a "go-not go"
decision where the product is deemed either good or bad. This research focuses on
acceptance sampling by attributes at high quality levels, and this section discusses the
major sampling processes for acceptance sampling by attributes, including single
sampling, double sampling, multiple sampling, sequential sampling. Skip-lot Sampling
(SkSP-2), chain sampling (ChSP-1) and MIL-STD-105.
2.1.1 Single and Double Sampling
The classical acceptance sampling, also known as single sampling, is a procedure
still taught in oiu- universities today. This procedure is based on a decision on acceptance
or rejection of a lot on the basis of evidence provided by one sample (Grant &
Leavenworth, 1988). Double sampling, which was first introduced by Dodge and Romig
(1929), involves performing the single sampling technique and then making a decision on
whether to accept, reject or take another sample. The lot may be accepted if the sample is
good enough or rejected if the sample is bad enough. Double sampling allows for a gray
area where the researcher might not be completely sure if the sample is good enough or
bad enough and therefore a second sample is taken. If a second sample needs to be taken,
the decision is then based on the two samples combined (Govindarajulu, 1981).
The first sample in double sampling for a pre-determined lot size and a predetermined acceptable quality level will always be smaller than the one sample in single
sampling (Grant & Leavenworth, 1988). However, the combined sample of double
sampling (under the same lot size and same acceptable quality level) will always be
larger. The relative number of items inspected depends on the quality of the items. If the
first sample is generally good enough so that the lot is accepted or bad enough so that the
lot is rejected, then very few second samples need to be taken and the number of
inspection samples will generally be smaller under double sampling. The more often the
10
results fall in the middle area the number of inspection samples will be larger under
double sampling. Dodge and Romig (1944), who prepared the now famous DodgeRomig Sampling Inspection Tables at Bell Telephone System, claim that the savings in
inspection due to double sampling is usually over 10% and may be as much as 50%. One
characteristic of all double sampling plans is that the acceptance number for the two
samples combined (the maximum nxunber of defectives that will permit the acceptance of
the lot on the basis of the two samples) is always greater than or equal to one (Grant &
Leavenworth, 1988). This is important since double sampling does not allow a lot to ever
be rejected as a result of having only one defective. This makes sense since the second
sample would not be necessary if no defectives were found and would only be necessary
if one or more defectives were found in the first sample. If one defective is found in the
first sample, a second sample is taken and if no defectives are«found in this second
sample, then the total of both samples combined would be one defective and the lot
would not be rejected.
2.1.2 Sequential and Multiple Sampling
Whereas double sampling allows for only two samples, Walter Bartky (1943)
improvised the method to test the mean of multiple samples of a binomial distribution.
This was developed in order to require, on average, a smaller number of observations
than single or double sampling and was the forerunner of sequential analysis (Wald,
1973). Friedman and Wallis worked on some modifications of sequential test procedures,
which encouraged Wald to develop the sequential probability ratio test. This test was so
11
usefiil in the development of military and naval equipment that the United States
government classified it as restricted information under the Espionage Act (Wald, 1973).
Sequential sampling was created in order to improve on the number of
observations needed over single sampling. This technique is different from single
sampling (where the number of observations is predetermined) in that the number of
observations required by the sequential test depends on the outcome of the observations,
and is therefore a random variable (Wald, 1973). Using the sequential method a rule is
given and one of three decisions is made at any point during testing: the lot is accepted,
the lot is rejected, or another observation taken. If the first or second decision is made,
then the experiment is over and the process is terminated. If the third decision is made a
second observation is collected. Based on the first two observations a decision is made to
accept the lot, reject the lot or take another observation. If one of the first two decisions
is made, then the process is terminated. Otherwise, a third observation is taken. The
process is repeated sequentially until a decision is made. It was demonstrated by
Govindarajulu (1981) that the probability of sampling forever without reaching a terminal
decision under the sequential probability ration test is zero.
Although sequential sampling can be used in a variety of problems, the emphasis
will be placed on acceptance sampling inspection of a lot where each unit is classified
into one of two categories: defective or not defective. The random variable X will take a
value 1 if the item is observed to be defective and the value of X will be 0 if a nondefective item is observed. The unknown probability,/?, is the probability the random
variable X is 1 and the probability that the random variable X is 0, is (l-p).
12
The researcher selects a value/?' such that he/she would like to accept a lot
whenever/? </?' and would reject the lot whenever/? > /?'. The hypotheses consist of
accepting or rejecting these two decisions based on a random sample (Wald, 1973). The
quality of the lot is on the margin whenever/? =/?'. In this situation the researcher is
indifferent on which decision it is made (accept or reject). If/? >/?' there is a preference
to reject and the preference increases as the value of/? increases. If/? < /?' there is a
preference to accept and the preference increases as the value of/? decreases. As/? gets
closer to/?'the preference of rejection or acceptance is only slight and the error is not of
practical consequence. Wald (1973) suggests that two possible values/?o and pj should
be specified by the researcher, where/?o is below/?' and/?/ is above/?'. In this situation, if
/? lies between/?o and/?y, there is no great consequence if there is an acceptance or
rejection error. However if/? >/?/ and the lot is accepted the error is regarded as an error
of practical consequence. Similarly, if/? <po and the lot is rejected the error again is
regarded as an error of practical consequence. The probability of rejecting the lot
whenever/? <po should not be greater than a stated value of or, and the probability of
accepting the lot whenever/? >/?/ should not be greater than a stated value of/?. The
researcher has to determine the values of the four constants a, fi, po, and /?;, which
determines the tolerated risks of making the wrong decision.
The researcher then tests the null hypothesis/? =/?o, against the alternative
hypothesis,/? =/?/. Let^- be the indicator random variable of whether the i'^ unit is
defective. Let dm be the number of defectives in the first m units inspected and/? denote
13
the proportion of defectives in the lot. The probability of obtaining a sample equal to the
observed probability is
Under the null hypothesis,/? =/?o, the probability becomes
Po„ = Po'" i^-Por"" •
Under the altemative hypothesis,/? =/?;, the probability becomes
The following steps are defined by Wald (1973) as the sequential probability ratio
test for testing the null vs. the altemative hypothesis. Two positive constants B and A (B
< A) are determined. At the m^^ trial, the probability ratio —1^ is computed. The
Pom
(w+l)* trial is collected if
B<^^<A.
Pom
The process is terminated and the null hypothesis is rejected if
P\m
Qm
The process is terminated and the null hypothesis is accepted if
Pom
Define a sample of type 0 to be one such that
5<^^^^=^<^,/ = l,(/w-l)
and
Poim-i)
^^<B.
Pom
14
Let a sample of type 1 be such that
B<£l--<A,i
= l(m-l)
and
Pom
^^>A.
Pom
A sample of type 0 resuhs in the acceptance of Ho and a sample of type 1 results in the
rejection of Ho (acceptance ofH\),
To obtain a lower limit for B the following criterion is used. For any given
sample (jcy,,.. x^) of type 0, the probability of getting this sample under H\ is at most B
times as large as the probability of obtaining such a sample when HQ is true. Therefore,
the probability of accepting Ho is at most B times as large when H\ is true. The
probability of accepting HQ is I - a when HQ is true and ^ when H\ is true, thus the
inequality >0 < (1 - a)B
holds, which can be written as 5 > . v .
Therefore, the upper limit for Bis
To obtain an upper limit for A the following criterion is used. For any given
sample (xy,... x„) of type 1 the probability of getting this sample under HQ is at most A
times as large as the probability of obtaining such a sample when H\ is true. Therefore,
the probability of accepting H\ is at most A times as large when HQ is true. The
probability of accepting H\ (rejection ofHo) is a when HQ is tme and 1 - /? when H\ is
true, thus the inequality I- /3> Aa holds, which can be written as
A<
a
Therefore, the upper limit for A is
a
15
Using Wald*s (1973) sequential probability ratio test at each stage of inspection it
follows that if
B<^^<A
Pom
inspection of the m'^ unit for each positive integer value of/w, the inequality
>g
^Plm , 1 - y g
(l-«)
^
Pom
holds. More specifically
j3 ^p^-n-p.r"(l-a)
/;/" (1-/70)"-''"
j-fi
a
Taking the log of the ratio results in
Pan,
1-Po
Po
Therefore, the lot should be rejected and inspection terminated if
iog^>iogi::^
Pon.
a
and the lot should be accepted and inspection terminated if
log^^<log ^
Pom
l - a
Inspection should continue when
log-^<log^^<log^^
l-a
Pom
a
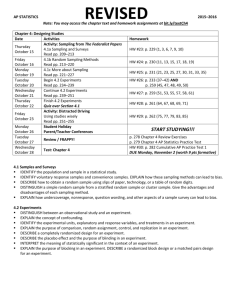
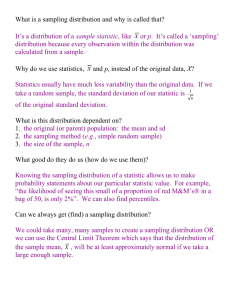
Figure 2.1 describes the basic process.
16
Start
Observe 1 Unit
Po^ii-PoT'^ a-«)
Accept
(1-^) Po^iX-Po)
^
Take Additional Observation
Poiy-Po)
Reject
Figure 2.1: Block diagram of basic sequential sampling process
Wald (1973) claimed that the sequential probability ratio test is exactly an
optimum test, but he never succeeded in proving this result. He did demonstrate that
sequential testing resulted in a savings of about 50% over the single-sampling procedure
(which was the most powerfiil test at that time).
Multiple sampling also improvises on the double sampling method. Whereas
double sampHng only allows for two samples, multiple sampling allows for more samples
to be taken. In this method, a first sample is taken and a decision based on the evidence
of the first sample. If the sample is neither good nor bad enough, then just like in double
sampling, a second sample is taken and combined with the first sample in order to
attempt to make a decision. However, if a decision cannot be made after the second
sample, then a third sample is taken and all three samples are combined in order to make
a decision.
The process is repeated imtil a decision to accept or reject is made or until
17
the process reaches a pre-determined number of samples. Under multiple sampling, this
pre-determined maximum number of samples recommended is usually seven (DOD,
1989).
Multiple sampling is used when a decision is possible after each sample taken.
This means that the decision is not made item-by-item like sequential sampling, unless
the sample size is equal to one. Furthermore, sequential sampling does not have a predetermined number of total units to be inspected (Wald, 1973). On the other hand,
multiple sampling has a limit to the amount of total units that can be inspected since it
has a pre-determined maximum number of samples allowed.
Sequential sampling and multiple sampling do share some similarities. Both are
extensions of the double sampling technique and both methods allow for the possibility to
sample more items until a definite decision is made. Also, the results yielded by both
methods so similar that many writers refer to the two methods interchangeably (Grant &
Leavenworth, 1988).
2.1.3 Skip-lot Sampling
Skip-lot sampling (SkSP-1) was developed by Harold Dodge (1955a) for
sampling chemical and physical processes in order to bring about substantial savings on
inspection of products, which normally conform to specification. This particular
sampling plan is usefiil when the lots are small or where inspection is slow and costly
(Grant & Leavenworth, 1988). SkSP-1 depends heavily upon the assumption of
homogeneity among lots and a good quaUty history. Under this plan, there is 100%
18
inspection of the first / consecutive lots. If no defectives are found in any of the first i
lots the inspection is performed on a proportion,/, of lots received. In Skip-lot Sampling
a provision is made for skipping inspection on afi-actionof the submitted lots if the
submitted product is deemed to be high quality as demonstrated by the history of the
submitted product (Perry, 1973b). The values oft and/are selected fi-om some sampling
system such as CSP-1 (Dodge, 1943), CSP-2 or CSP-m (Dodge & Torrey, 1951) and are
called skipping parameters (Perry, 1973b).
Because SkSP-1 rehes on 100% inspection at the outset, it is not practical for
destructive testing. Using SkSP-2, developed by Dodge, a reference-sampling plan is
used and each lot is inspected using the sampling plan (Grant & Leavenworth, 1988).
The rest of the procedure is the same under either SkSP-1 or SkSP-2. The referencesampling plan can be single sampling, double sampHng, or some other sampling plan
(Grant & Leavenworth, 1988). Once the reference sampling plan is chosen, some simple
rules for switching between what is known as "normal inspection" and "skipping
inspection*' are followed. The rules for switching between these two types of inspection
are (Perry, 1973b):
1. Select a reference-sampling plan.
2. Start with normal inspection.
3. When i consecutive lots are accepted on normal inspection, switch to
skipping inspection where/(a fraction of the lots) are inspected.
4. While the procedure is in skipping inspection, switch to normal inspection
only after a lot is rejected.
19
5. Correct or replace all defective units found after screening each rejected
lot.
The reference plan and the skipping parameters (/'and i) are needed to completely
specify the SkSP-2 inspection technique. The fraction of the lot inspected,/ has to be
between 0 and 1 (0 < / < 1). If/is equal to one, then SkSP-2 becomes identical to the
reference-sampling plan. The number of consecutive lots accepted until the inspection is
switched from normal to skipping, z, must be a positive integer.
With a Skip-Lot Sampling Plan, an average outgoing quality limit (AOQL) can be
set. This means that there is confidence that in the long run, no more than the AOQL
percentage of the accepted lots will be nonconforming (Dodge, 1955a). For example, if
2% AOQL is chosen then in the long run no more than two percent of the accepted lots
will be nonconforming. This is what Dodge calls a corrective plan, which provides an
upper bound to the average percentage of accepted lots that will not conform.
Dodge discusses two procedures for Skip-Lot Sampling. Procedure Al is used
when each nonconforming lot is corrected or replaced by a conforming one. The other
procedure is A2 where each nonconforming lot is rejected and not replaced by a
conforming lot. Table 2.1, derived from the Continuous Sampling Plan (CSP-1) graph
provided by Dodge (1955a), assists the user in determining values for each of the key
variables.
For other choices of/and z. Figure 1 of Dodge (1955a) gives curves for Skip-Lot
Sampling corresponding to procedure AL Perry (1973a) concludes that Skip-Lot
Sampling is a good and usefiil acceptance sampling procedure, which might qualify as a
20
standard system of reduced inspection. Furthermore, when the quality of the product is
good, the SkSP-2 technique has a desirable property of reducing the amount of inspection
(Perry, 1973a).
Table 2.1: Values for AOQL,/ /, under Procedures Al
AOQL
1 for Procedure Al
/
1%
1/2
27
1%
1/4
60
1.5%
1/2
20
1.8%
1/2
15
2%
1/2
14
3%
1/2
9
4%
1/4
14
5%
1/2
5
7.5%
1/5
9
8%
1/2
3
10%
1/4
5
11%
1/2
2
2.1.4 Chain Sampling
Dodge (1955b) developed the Chain Sampling Plan or ChSP-1 for the specific
instances when destructive or costly tests are performed. In these situations the sample
sizes need to be kept at a minimum for each lot. Dodge proposes that ChSP-1 is a
21
desirable plan if the lots have essentially the same quality level, the lot is one of a series
in a continuing supply, and there is no reason to believe that one particular lot is poorer
than the immediately preceding ones. If all these conditions hold the samples for each lot
are used cumulatively for acceptance purposes. Dodge (1955b) refers to this as "links in
a chain" since the individual lots and individual samples are associated. The procedure
for this sampling plan indicates that for each lot, a sample of n units is selected and
tested. The acceptance number of defectives is zero (c = 0) except if no defectives are
found in the preceding i units. Therefore, this technique makes use of cumulative results
for several samples (Dodge, 1955b).
This technique allows for a small percentage of imperfections in the production
process. Dodge (1955b) mentions that for this technique a small percent defective is
reasonable. Consider the sampling plan for « = 5, c = 0. If all tests pass, then the lot is
accepted. However, if one of the tests fails, then the decision of accept or reject the lot
depends on the history of the preceding lots. If any of the immediately preceding lots
were found to be nonconforming, then the technique would suggest that the current lot is
also nonconforming. However, if all of the immediately preceding lots have been found
to be conforming, then the failure of the sampling test on that particular unit is deemed to
be a small marginal failure, which is considered reasonable xmder most production
processes.
According to Dodge (1955b) this technique has the following requirements in
order to allow for the occasional marginal failure:
1. The lot should be one of a series of lots in a production process.
22
2. Every lot in the production process should have essentially the same quality.
3. The consumer has no reason to believe that the lot sampled is of poorer
quality than the immediately preceding lots.
4. The consumer must feel confident that the supplier will not take advantage of
a good record and deliver a bad quality lot on purpose.
The procedure for ChSP-1 starts by determining number of units, n, to be sampled
and test each unit for conformance. The acceptance number is set to c = 0, and c = 1 in
the case where no defectives were found in the immediate / preceding samples ofn. For
a particular lot, the decision to accept comes if no defectives are found (c = 0) and the
decision to reject comes if two or more defectives are found (c > 2). However, if only
one defective is found, then the lot is accepted or rejected based on the history of the
previous lot, and the choice of z (the number of preceding samples or links in the chain).
For example, if / = 5, and the lot has one defective, then if there were no defectives found
in the immediately preceding 5 lots, the lot is accepted. However, if there were one or
more defective items in the immediately preceding 5 lots, then the lot is rejected. This
implies that the lot can still be accepted with one defective if the last defective was found
far enough back in history. Dodge (1955b) concluded that values of / = 3 to 5, were
found to be most desirable in practical applications.
2.1.5 MIL-STD-105
MIL-STD-105D Sampling was first issued in 1950 as MIL-STD-105 A. MILSTD-105D (Pabst, 1963) discusses single and double sampling. The latest, MIL-STD-
23
105E was refined in 1989 (DOD, 1989). This technique uses tables as well as normal,
tightened and reduced inspection, depending on the history of the previous lots. Under
the Military Standard 105 also known as the American-British-Canadian Standard 105 in
the international community, the procedure is as follows. The sampling starts at
"Normal" inspection. When sampling is under normal inspection, four conditions need to
be met in order for the inspection to be relaxed to "Reduced" inspection.
1. 10 consecutive lots (/ =10) must be accepted and pass the normal
inspection process.
2. The number of defectives found in those 10 lots must be less than the
number specified by Table VIII in the MIL-STD-105E report.
3. Production must be at a steady rate.
4. A responsible authority must approve the "Reduced" inspection rate.
For the sampling process to go from reduced inspection to normal inspection, the
following four conditions need to occur
1. While the sampling process is in reduced inspection, a lot is rejected
2. A lot is accepted but the number of defectives falls in between the
acceptance number and the rejection number.
3. Production is irregular or some other conditions warrant more detailed
sampling
For the sampling process to go from normal inspection to tightened inspection
two out of five consecutive lots are rejected on original inspection. Normal inspection
can again be resumed when five consecutive lots are accepted while under tightened
24
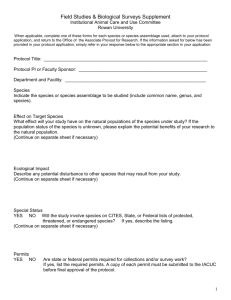
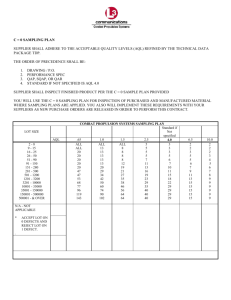
inspection. Finally, inspection should be discontinued if 10 consecutive lots remain
under tightened sampling and the production process should be reviewed. Figure 2.2
illustrates the MIL-STD-105 technique.
/ = 10
Defects < Limit (Table W)
Steady Production
Approved by authority
2 out of 5
consecutive lots
rejected
Lot rejected
Ac<defects<Rc
Irregular Production
Conditions warrant
5 consecutive
lots accepted
10 consecutive
lots remain
tightened
f Stop j
Figure 2.2: Switching rules for the MIL-STD-105D (Adapted from Grant and
Leavenworth, Statistical Quahty Control, Sixth Edition pp 462, 1988).
MIL-STD-105 has several inspection levels. Inspection levels determine the
relationship between the sample size and the lot size. The client usually sets the
requirement for the level of inspection. In the MIL-STD-105E tables, there are three
levels:
•
Level I - Reduced Inspection
•
Level II - Normal Inspection
25
•
Level III - Tightened Inspection
Although Inspection Level II is normally used. Levels I or III can be used in
special cases where less or more discrimination is needed. These three levels are coded
by letters, which guide the user through the MIL-STD-105E tables. Depending on the lot
size and on the level of inspection a code letter is assigned for a particular acceptancesampling plan. Furthermore, MIL-STD-105E includes additional special levels S-1, S-2,
S-3 and S-4 for the cases where small sample sizes are necessary (although large
sampling risks must be tolerated). Table 2.2 illustrates a portion of the sample size code
letters for different lot sizes at Levels of inspection S-1,1, II and III.
Table 2.2: MIL-STD-105E Sample Size Code Letters
Lot Size
Level S-1
Level I
Level II
Level III
91 to 150
B
D
F
G
151 to 280
B
E
G
H
281 to 500
B
F
H
J
501 to 1200
C
G
J
K
1201 to 3200
C
H
K
L
3201 to 10000
C
J
L
M
10001 to 35000
C
K
M
N
35001 to 150000
D
L
N
P
26
The sample size code letter tables used for the sampling plans in this research are found
at the end of Chapter V. These tables are utilized to arrive at sampling plans for single,
double, multiple and MIL-STD-105E sampling.
2.2 Destructive Sampling
There are instances where 100% inspection is not reasonable and where small
sample sizes in the sampling process is necessary such as in the case of destructive
sampling. In these situations larger sampling risks must be tolerated. As the sample
sizes get smaller, the sampling risks get larger. MIL-STD-105E offers four additional
levels of inspection given for situations where small sample sizes must be used. Table
2.2 gives the sample size code letters for special level S-1, which is the sampling plan
with the smallest sample sizes offered by MIL-STD-105E. Although the sampling risks
in S-1 are larger than in Level II (normal inspection), the sample size under this special
plan is more practical and reasonable in the cases where small sample sizes are a must.
For example, if there is a lot of 800 units and the Acceptable-Quality Level (AQL) under
single sampling is 2.5 percent, then under Normal Inspection (Level II), the minimum
sample size required would be 80 units (Tables 2.2 and 5.9). This imphes that the
number of sampled units would be 10% of the total lot. To destroy this number of units
would be unreasonable. Under Special Level I (S-1) only 5 units would be sampled
(Tables 2.2 and 5.5).
Skip-lot Sampling (SkSP-2) is another tool used to reduce the number of samples
taken since a fraction of the submitted lots is sampled once the conditions of high quality
27
have been met. Because SkSP-2 needs a referent sampling technique, the sampling risks
associated with the referent sampling plan carryover. In the case of destructive sampling,
it makes sense for SkSP-2 to use a referent sampling plans associated with special level
S-1 of MIL-STD-105E. Chain Sampling, like SkSP-2, also reduces the number of
samples taken and is therefore well suited for destructive or costly tests. Dodge (1955b)
mentions that when tests are destmctive more often than not a sampling plan using a
small sample size is chosen. It is worthwhile to note that sampling techniques which
reduce the number of samples due to such factors as destructive sampling, emphasize
criteria such as lots being from a series of continuing supply and having essentially the
same quaUty (Dodge, 1955a, 1955b) in order to overcome the occasional defective or to
dampen the effect of large sampUng risks.
2.3 High Qualitv Sampling
Although ChSP-1 is ideally suited for destructive sampling, it allows for a small
percentage of imperfections in the production process. ChSP-1 allows for the random
defective unit to be ignored if the previous /-lots have been accepted. Similarly, double,
multiple and sequential sampling never reject a lot which only has one defective.
Although Dodge (1955b) suggests that ChSp-1 has better characteristics than single
sampling where the acceptance number is zero and rejection number is one, accepting a
lot which has an occasional marginal failure is not well suited for high quality sampling.
SkSP-2 also falls in this category if the referent sampling plan chosen is double or
multiple sampling. In the case of single sampling or SkSP-2 (when single sampling is
28
chosen as a referent sampling process) a smaller size sampling plan such as the special
level S-1 of MIL-STD-105E can be utilized. However, as the quality level increases to 5sigma and beyond, even these small sample size plans can increase to unreasonable rates.
In the case of sequential sampling Appendix A illustrates mathematically how this
sampling process reacts to very high quality levels. Note that at the 5 and 6-sigma levels
of quality the numbers are incredibly high. For double sampling, Table 5.12 illustrates
that a level close to a 5-sigma quality level (0.023%), the cumulative sample sizes are
1250 for the first sample and 2500 for the second sample.
In automotive manufacturing and assembly plants where 6-sigma (Table 5.1)
quality is expected by the clients, in the case of destructive sampling the suppliers are
being asked to test the products using single sampling in accordance to the MIL-STD105E special quality level S-1, which is 5 units sampled per lot of 3000 units (E. Castillo
and S. Alvarez, personal commimication, October 6, 2003). Actually, for lots between
501 and 35,000 units, sample size code letter C is used (Table 2.2). The lowest sample
size for the lowest AQL using single sampling is 5 units at an AQL of 2.5% with an
acceptance number of 0 and a rejection number of 1 (Table 5.5). At an AQL of 2.5%
percent defective this implies that the single sampling process guarantees approximately
a 3.5-sigma level of quality (Table 5.1). This implies that the suppUers are testing at
much lower quality levels than their true quality production process. It is not uncommon
for suppliers performing at very high quality levels to go months and sometimes over a
year without encountering a single defective during destructive tests (E, Castillo and S.
Alvarez, personal communication, October 6, 2003).
29
2.4 Empirical Bayesian Methods
Case studies indicate that the Empirical Bayesian methods* performance can be
much better than that of conventional, non-Bayesian methods (Maritz, 1970). One of the
major differences that the Empirical Bayesian approach brings to the area of sampling is
the incorporation of prior knowledge (Iversen, 1984), or a prior distribution on the
unknown parameter. The prior distribution, which is specified by the researcher, should
be as informative as possible and reflect specific knowledge about the population. The
more informative the prior distribution, the better the parameter estimates tend to be.
Iversen (1984) argues that non-informative prior distributions are much more usefiil than
total ignorance, but is the lowest level of prior opinion about the parameter being studied.
One example of a non-informative prior distribution is the uniform distribution (when
used as a prior), since all values in the parameters are equally likely of occurring over a
relevant range of values within the distribution. Iversen (1984) points out that the use of
non-informative priors can lead to results that numerically correspond to those obtained
from the use of classical statistics. There are several known situations where the results
using classical statistics are equal to those using a non-informative prior. If a researcher
is working with a prior distribution, which gives him/her more information than a noninformative prior, the results can be better than achieved using classical statistics
(assuming that the information in the prior is correct).
If a researcher has prior information and there is a procedure that will result in
more accurate results when using this prior information, he/she should use this procedure.
30
One of the strengths of Empirical Bayesian Analysis is that it allows the use of the
information from earlier research studies or tests in the analysis of new estimates.
Researchers should seek prior knowledge whenever it*s available and use it as part of
their research.
Researchers also take a Bayesian approach when they take the posterior of a
previous study and use it as a prior for the new study (Becker & Camarinopolous, 1990).
In their work Becker and Camarinopolous introduced a model, which estimates the
probability that a program might not contain any errors after some debugging. They
suggest that if programs are simple and well developed, the chance that the last error
found on the program truly is the last error. If the programs are simple and well
developed the traditional software reliability models, which always claim that there is
always one more bug to fix, will be v^ong. They allow the possibihty that the last bug
truly is the last one. This is accomplished by applying Bayes' law repeatedly, each time
taking the posterior of the last step as a prior of the next one. This multi-stage Bayesian
approach allows the probability mass to get to a zero failure rate.
An informative prior is not guaranteed to give better results than a noninformative prior. An important aspect of Empirical Bayesian Analysis is to determine
the effects of a prior. Since priors provide the foundation on which Bayesian analysis
rests (Iversen, 1984), it is not always the case that they determine the exact shape of the
posterior distribution. If the researcher is dealing with a large sample the posterior
distribution tends to be dominated by the data and not the prior distribution. Iversen
(1984) calls this the principle of stable estimation, which states that even a somewhat
31
informative prior distribution has little or no effect on the posterior distribution if the
researcher is dealing with large samples. In this type of situation the informative priors
vs. non-informative priors would not make a big difference in the final results. It can be
concluded that in a situation with a very large sample size, an expert determining the
constants that determine the distribution of the priors would lead to approximately the
same result than those coming from an uninformed person.
It is worthwhile to note that if only limited information is available from the data
different prior distributions will lead to different posterior distributions (Florens, et al.,
1990). The reason the posterior distribution will depend more on the prior than on the
sample data is because a small sample contains only limited information and the posterior
distribution is not overwhelmed by the data in this case. With small sample sizes, the
contribution of the prior information becomes more important. It follows then, that there
is a difference between an expert and the novice making the decision on the constants,
since the posterior distributions depend more heavily on the prior. In this case, the
posterior distributions might not be exactly the same, since there might not be enough
data to converge the results to a single posterior distribution.
In the situation where the researcher is dealing with small samples, Iversen (1984)
points out that it is very important to have expert determination of the constants, which
determine the prior distribution. These prior distribution parameters become the analysts'
opinion of a population parameter even before any new data is collected.
32
2.5 Acceptance Sampling vs. Quahty Monitoring
Both acceptance sampling and quality monitoring attempt to compare the results
of inspection to an objective criterion. However, they differ in the ways that they attempt
to deliver a quality product. Acceptance sampling attempts to guarantee good quality by
statistically determining whether the lots akeady produced should be accepted or
rejected. Quality monitoring keeps the production process under surveillance in order to
take corrective action.
As the quality of a product increases in the case of destructive sampling,
traditional acceptance sampling plans become unreasonable because they attempt to
guarantee quality by statistical means. On the other hand, as the quality of a product
increases, Bayesian methods adjust its parameters to the quality level and sample
according to the historical quality level. While the traditional sampling methods become
inflated and outrageous as quality increases, the Bayesian sampling method goes from an
acceptance sampling technique to decreasing it's samphng numbers and becoming a
quality monitoring technique.
Control charts are a form of quality monitoring. While the/? chart and the np chart
deal with monitoring the fraction rejected and the number of nonconforming items
respectively, the c and u charts monitor the number of nonconformities and
nonconformities per unit respectively (Grant & Leavenworth, 1988). If looking at the
fraction rejected as nonconforming items to specifications {p chart), the upper control
limit is equal to
33
UCL^=p + 3:P^^-P^
n,
and the lower control limit is equal to
iCi,= p - 3 J £ f i ^
where p is the probability of a reject and n is the number of units inspected in subgroup z
(Nahmias, 1993). As the quality in the process increases/? decreases and the UCL
approaches 0. This means that with one defective item, the lot would be rejected. For
example, if the quality is at 3-sigma or 6.68% defective and n is 20 (somewhat small
since tests are destructive), then the UCL = 0.234%. This means that 4.686 or less than 5
defective units per sample would still be considered under control. However, if the
quality level is at 5-sigma or 0.00023 and « = 20, then the UCL = 0.01047%. This means
that 0.2094 or less than one unit would have to be defective in order for the process to be
under control. Therefore, as the quality level increases, the/? control chart becomes
similar to a single sampling process with an acceptance number of 0 and a rejection
number of 1.
2.4 Summary
Acceptance sampling methods such as single, double, multiple and sequential
sampling have been well studied and developed to provide a level of quality desired by
the researcher. These methods are designed to guarantee a level of quality based on the
sampling results. If the test required is destructive, then the supplier is forced to devise
34
plans to skip sampling lots (SkSP-2), form chains of lots (ChSP-1), or take sampling risks
(MIL-STD-105E Level III and Level S-1) in order to keep the number of units tested at a
minimum. If these lots are not skipped, chains are not formed or sampling risks are not
taken, the destructive sampling experiment can be quite costly for the supplier. If the
quahty is increased, the traditional methods, including methods devised for destructive
sampling, require a large number of units to be sampled in order to guarantee the high
quality. The problem is that the number of units sampled needs to be small for
destructive sampling and large to guarantee high quality. In these situations, customers
are asking suppliers to destructively test using lower quality sampling specifications even
though the production process is performing at a higher quality level.
Bayesian sampling methods are based on prior information or prior knowledge
and are designed to sample at the level of quality deteraiined by prior information. This
prior information can be in the form of previous sampling results or expert knowledge.
As quahty increases the Bayesian method adjusts sampling to that particular quahty level
and becomes a monitoring technique, while traditional methods require unreasonable
sample sizes.
Although all of the sampling techniques will be compared at different quality
levels, of particular interest will be the comparison at very high quality between the
traditional techniques at their highest quality sampling level available versus DSM-HQ.
35
CHAPTER m
COST OF QUALITY
This chapter examines the costs of finding a defective unit within the
manufacturing organization as well as at the client site. An efficient model to determine
sampling rates is developed based on these costs. In turn, the model is used to examine
the best time to stop the sampling process and either reject or accept the lot. Therefore,
the sampling number per lot will be economically-based in this research (Case & Keats,
1982). In other words, this research combines an economically based model into the
sampling technique in order to arrive at the decision to accept or reject the lot. The
chapter also gives details into how the economically-based model will be applied into the
simulation in order to accurately deteraiine sampling costs and costs incurred as a result
of defective items finding their way into the customer facilities. Finally, the binary
search used to determine whether the process is a random occurrence or an out-of-control
event is also discussed. In the case of an out-of-control event, an example on how the
binary search determines the instance where the process went out-of-control and on how
the costs are determined is given.
3.1 Economically-Based Cost Model
In the economically-based model, let Yt be the random variable representing the
number of defectives that occur in the unit time interval starting at t[t, t+l), and let At be
the value of the parameters at time t.
36
The cost of finding a defective unit in the field, c/, is the cost that the customer
must incur in order to fix the problem once the product has been shipped. In this
situation, the supplier may have to send a team from the manufacturing plant, or
sometimes if the chent is a long distance away, a third party is hired to solve the problem.
In other instances the supplier may have to send a brand-new lot of product and bring
back the lot that contains the defective item. In any case, this cost is quite high,
especially if the client considers changing to a competitor because of continuous and
repeating incidents of defective items. If the sampling experiment is stopped at time r,
the expected cost over the time interval [/, ^ + 1) is equal to cfE(Y).
Let/c be the fixed cost incurred to run the experiment and let vc be the variable
cost of testing each unit. The variable cost, vc, is made up of the cost to test each
additional item, the cost of scrap for each component destroyed in a destructive test, and
the indirect results of having a higher cost of quality since scrap has increased. The fixed
cost,/c, is associated with the minimum cost of components that have to be tested and/or
destroyed in a destructive test.
Whenever a defective unit is found, supplier goes through some additional costs
to determine when and where the defect occurred. When a defective unit is found two
instances are considered in this research: the process generates a random defective unit or
the process is out-of-control. Whenever a defective unit is detected by the sampling
technique, a process takes place to determine if the defective unit is a random occurrence,
or a process that has gone out-of-control. In the case that the unit detected is a random
occurrence, units produced before and after the defective unit will conform to
37
specifications. However, these units will be destroyed by the destructive test. In the case
that the nonconforming unit is one of a process that has gone out-of-control, a process
also takes place to determine where exactly the process went out-of-control. This process
is much more expensive than the random defective unit, since all units will be defective
from the time that the process went out-of-control. The supplier incurs a cost to find
where the process went out-of-control, a cost to fix the problem in the production lines,
and a cost to repair all defective parts in the out-of-control process that were not
destructively tested.
Let ci be the cost of finding a defective unit in-house through the sampling
process. Therefore, the long-run average cost of finding a defective unit through the
sampling process is ciE(Y). Let r be the probability of finding a random defective unit
and o be the probability of finding an out-of-control defective unit during the sampling
process. Also, let cr be the cost of finding a random defective unit during the sampling
process and co be the cost of finding an out-of-control defective unit during the sampling
process. The cost of finding a defective unit in-house during the sampling process is
ci -rcr
+ oco
The cost to test a particular lot (in the case of destructive testing) is equal to
vcn +/c + ciE(Yy
Typically, the cost in the field, cf is much more than the cost the supplier incurs within
its own facilities, vc-n -^fc. + cvE(Y).
In this situation, it is more economical to stop testing if
cf'E{Y,)<vC'n
+ fc + ci'E{Y,),
38
If a decision on whether to accept or reject has not been made, it is economical to take an
additional observation as long as
c / - ^ ( y j > v c w + /c + d-£(y,).
This model, which is similar to the one used by Dalai and Mallows (1988) as well
as Randolph and Sahinoglu (1995), gives the optimal stopping point for testing, or
sampling in this case. In this situation, the break-even point occurs at
c/.j5:(yj = vc.n + /c+c/-£(y;),
which gives
cf-ci
3.2 Simulation Cost Function
The simulation will determine the sampling costs and the costs incurred from
defectives detected outside the supplier facilities for each of the samphng plans under
different quahty levels and different defective patterns. The total cost of sampling is
made up of the cost of all sampling experiments and the cost of all investigating
experiments which determine whether a defective found is a random occurrence or a part
of an out-of-control event.
The cost of all sampling experiments is made up of variable costs, vc and fixed
costs,yc. The total variable cost in sampling experiments will be made up of all the units
that were tested during the sampling experiments multiplied by the variable cost (S«vc).
39
The total fixed cost will be the addition of all the fixed costs per sampling experiment
(S/c).
If a defective unit is found in-house, a separate experiment is required to
determine whether the defective unit is a random occurrence or a defective in a series of
an out-of-control event. Each one of these experiments has a fixed cost and variable
costs associated with it. The cost of finding a defective unit in-house, ci, will be the costs
incurred to determine if the experiment is a random occurrence, cr, or if it is an out-ofcontrol event, co. Then, the total costs of finding a defective unit in-house is Zc/ = Scr -iEco. The cost of each random occurrence, cr, will tend have a low cost and will be based
on the search routine (explained in the next section). Only a few units before and after
the random defective will be tested in order to ensure that it is not an out-of-control
event. This experiment will have its own fixed cost,/c, and a variable cost, vc.
Therefore, cr =fc + n/vc, where nr is the number of units destroyed to confirm that the
process is a random occurrence. The cost of an out-of-control event, co, will tend to have
a larger cost involving the search cost and the rework cost for the parts which are known
to be defective but were not destructively tested. For simplicity, the parts that are out-ofcontrol and have not been tested will incur a rework cost of 50% of the variable cost.
Therefore, co =fc + n^-vc + m(vc/2), where w^ is the number of units that had to be
destructively tested in order to determine where the out-of-control event occurred, m is
the number of out-of-control units which were not destructively tested and vc/2 is the
rework cost. Therefore, the total cost of sampling, TCS, is equal to
40
7=0
;=0
7-0
y-O
7=0
^
7=0
where k is the number of sampling experiments, / is the number of experiments where a
random occurrence was found, and q is the number of experiments with an out-of-control
event.
The costs incurred from defectives detected outside the supplier facilities will
simply be the cost of finding a defective at a chent site, cf, times the number of defectives
which escaped the sampling process. This assumes that all defectives that get to the
client are found.
3.3 Binary search to determine type of defective
When a defective unit is encountered, all sampling processes in this research will
go through a search routine to determine if the defective detected through destructive
testing is a random occurrence or an out-of-control event. The simulation will use a
binary search starting at the previous unit in the production process. The binary search
will be conducted backwards. If there are no defectives at the previous four binary
observations (1,2,4,8) or the next four binary observations, then the system will assume
that it is a random defective. This means that Wr (from section 3.2) is equal to 8.
However, if there is a problem in the previous observations, then the system will assume
that there is an out-of-control event, and it will search in a binary method until it finds the
point where the process went out-of-control. All cost in this search will be considered. A
41
search into the next units produced after the defective is encountered will also be
conducted in case that the defective is the start of an out-of-control event. For example,
consider an out-of-control event where the process went out-of-control 1257 units before
the sampling process detects a defective. At this moment, a separate experiment with a
fixed cost,yc and variable cost, vc, takes place to determine if the process is a random
occurrence or an out-of-control event. The binary search begins by going 1, 2, 4, and 8
units into the past. Since there is an assumption in this research that a process that goes
out-of-control cannot get back into control, all 4 units will be defective in this situation.
The search continues to test 16, 32, 64,128, 256, 512, 1024, and 2048 units into the past.
At unit, 2048, the item passes the destructive test and the binary search works downward
to unit 1536 = 1024+(2048-1024)/2. Since this part also passes the sampling test, the
search continues downward to unit 1280 = 1024+(1536-1024)/2, and then to unit 1152 =
1024H-(1280-1024)/2. This unit fails the test so the search moves up to unit 1216 =
1152+(1280-1152)/2 and then to unit 1248 = 1216H-(1280-1216)/2 and then to unit 1264
= 1248+(1280-1248)/2. At this point the item passes the sampling test and it moves
down to unit 1256 = 1248+(1264-1248)/2, then to unit 1260 = 1256+(1264-1256), then
1258 = 1256+(1260-1256)/2, then 1257 = 1256+(1258-1256)/2. At this point the process
determines that the out-of-control event happened at 1257 units before the detected
defective unit. In total 22 items are destructively tested to arrive at the beginning of the
out-of-control event. The number of units available for rework, m, is equal to 1257 - 14
(out-of-control units destructively tested) + number of units of production after defective
42
unit of production process is encountered. The cost of finding a defective unit in-house,
ci, is fc + 22(vc) + m(vc/2),
3.4 Summary
The economically based cost model presented in this chapter will be used to
determine not only the sampling number but also the sampling rate for the DSM-HQ.
Also, it is the basis for determining costs incurred by the other sampling processes. The
simulation cost function section presents an accurate description on how the program will
determine all costs associated with sampling and with defectives that found their way into
the clients' facilities. The binary search provides a simplified approach to determine if
the defective found is a random occurrence or an out-of-control event. In the case of an
out-of-control event, the binary search determines where the event began, and the cost
fimction determines the associated costs.
43
CHAPTER IV
DEVELOPMENT OF A DESTRUCTIVE SAMPLING METHOD FOR HIGH
QUALITY PRODUCTION PROCESSES
This chapter reviews the topics that are used to support the model. Then it applies
and adapts work by Berger (1985) in the area of Bayesian analysis to the problem of
acceptance sampling. Because Bayesian analysis and the Poisson distribution are used in
this research to represent the defective process, the prior distribution, marginal
probability fimction, joint distribution fimction as well as posterior distributions are
determined. The result is then combined with the cost fimction from Chapter III to
develop the DSM-HQ model. Finally, an illustration of how DSM-HQ is given and outof-control rules are presented.
4.1 The Gamma Function and Gamma Distribution
The gamma fimction, r(a), has a positive parameter a and is defined by the
integral (DeGroot & Schervish, 2002)
r ( a ) = Jjc"-'e-'dtc.
For every positive integer n, r(n) = ( « - ! ) !
The continuous random variable X follows the gamma distribution with parameters a and
p, where a > 0 and p > 0. It has a p.d.lf{x\a,^),
44
which is specified as
T{a)
Since the integral of this p.d.f is equal to 1 it follows that
r(«)
4.2 The Poisson Distribution
The Poisson distribution is commonly used to model the occurrences of random
arrivals during an experiment. In addition, the Poisson distribution can be used to
approximate the binomial distribution when the success (or failure) probability is very
small (DeGroot & Schervish, 2002). Let X be a discrete random variable, which takes on
nonnegative integer values. X has a Poisson distribution with mean X (A,>0) if the
probability fimction of X is
e
nx\A)=\
A
for x = 0,1,2,....
x\
0
otherwise.
For x=0,
fix\n,p) =
(l-py=\\-
n
The conjugate prior density fimction for the Poisson probability distribution is the
Gamma distribution, which is given by
Y{pc)
45
4.3 Empirical Bayesian Analysis for the Poisson Distribution
Given a prior density fimction z(9) and the joint density is f(x\6) the joint
probability fimction can be calculated as (Berger, 1985)
h(x,d) = n(e)f(x\ey
The marginal probability fimction can be calculated by integration
m{x)^\n{e)f{x\e)d9.
The posterior joint density fimction can be determined (provided that m(x) i^ 0) by
m{x)
As discussed in section 4.2, the Poisson distribution, our Bayesian joint
probability, is given by
f{y\hi)--
;
.
Let the random variable, Y, be the number of defective items that occur from a lot with n
items. The parameter X is used to indicate the average rate of arrival for defective
components. To obtain the Bayesian prior density fimction, the prior distribution for the
Poisson distribution is needed. As discussed in Section 4.2, the prior distribution
commonly used with the Poisson probability fimction is the Gamma distribution. Under
this setup, the prior density fimction for X is
7t{X) =
T{a)
46
where a and p, both greater than zero, are the parameters of the initial prior density
fimction. It should be noted that the posterior density fimction becomes the prior density
fimction for the following sample.
It follows that the joint distribution fimction of Y and X is the Poisson distribution
given by the equation
h{y,X)^n{X)f{y\X,n^,
which is
,,
,,
p^n'X^^'-^e-^^^^''^
r(a):^!
It follows that the marginal probabihty fimction of y is given by the equation
'"(>')= jh{y,X)dX,
which is equivalent to
go
miy)=l7t(A)f(y\A,n)dA,
and therefore
^ ( > ' ) =0 1 — ^ na)y\
^i^xzi—^^
Solving for
and using properties of the Gamma density fimction noted in Section 4.1 gives
47
f x " - e - ^ ^ = n ^ since f j ^ x ^ - ' e " ' ^ =1
and the marginal density fimction is
m(y)~—
^^
^^^.
r(a)y\(P-^nr'
Finally, the posterior joint density fimction of A is given by the equation:
m{y)
fi^n'
Y{a + y)
Y{a + y)
"
•
Recall the gamma density function is given by
f{x\a,P)
=
T{a)
^x--'e~^.
Therefore, the posterior distribution produced a gamma density fimction with parameters
a-^ydXid P+n.
4.4 Destructive Sampling Method designed for High Quality Production Processes
This section presents a Destructive Sampling Method designed for High Quality
Production Processes (DSM-HQ), which follow the Poisson distribution. From Section
4.2, the joint probability fimction is the Poisson distribution given by
f{y\^)^
e'^'inXy
y\
48
where >^ = 1,2, 3 , . . . . and A > 0. From Ross (2000) the expected value of the Poisson
distribution is E(Y) -X =oJp (Randolph & Sahinoglu, 1995). In this situation, X is the
rate at which the defectives occur. For the prior distribution X is the rate at which the
defectives have occurred in the past, a is the number of defectives that have occurred in
the past, and ^ is the number of observations that have been made. Thus, the expected
value of the posterior distribution is
P+n
where a + j ; is the total number of defective units, andyff + n is the total number of units
sampled.
The expected value from the Bayesian analysis can now be combined with the
cost equation from Section 3.1 and the result is
a-\-y
P-\-n
vc'n-\- fc
cf -ci
which implies
vc n^
cf -ci
fc-n
cf ~ ci
vc 2
cf -ci n +
VC' pn fc- P
cf -ci cf - ci
cf-ci
)
\cf-ci
~an^ -\-bn-¥c
where
vc
a=
cf-ci
, fc + VC'P J
fC'P
.b = ^
^ a n d c = •" ^ . - a
cf-ci
49
cj-ci
The zeros of this quadratic equation are
/ c + (vc.>ff)^ | ( / c + (vc./?)V
_-b±ylb^ -4ac _
la
cf-ci
+ \{
cf-ci
)
':^c
cf-ci
-4vc
f
fc-p
{(cf-cif
a
^
cf-ci ^
It is known that if the discriminant b^'4ac is positive there are two x intercepts, and if it is
negative, there are no x intercepts (the parabola does not touch the x axis at all). In this
situation a = vc/(cf- ci) >0, so the parabola is concave. If there are two x intercepts, the
intercept of interest will be the higher x intercept of the two. The reason is that the higher
intercept will yield the number of observations needed to ensure equilibrium between the
two expected value formulas. Figure 4.1. illustrates the case where there are two x
intercepts, where the highest intercept is the number of observations needed to ensure
equilibrium in the economically based model. In this example, that the higher of the two
X intercepts occurs at 6.44. This indicates that the starting number of units sampled in the
experiment, should be between 6 and 7.
50
Positive X intercept
-i;oo
Figure 4.1: Positive higher JC intercept
Negative X intercept
-1200
Figure 4.2: Negative higher A: intercept
Figure 4.2 shows that the higher of the two x intercepts is negative. In this case the
model indicates that there is enough prior knowledge and that the process is so good that
51
the economical decision is to take no samples. In this example, the higher of the two x
intercepts occurs at -1.50. This means that economically speaking, there is no need to
take any fiirther samples and it is cost effective for the supplier to release the products to
the chent.
4.5 Illustration of the DSM-HQ
This section graphically illustrates how DSM-HQ automatically adjusts and
samples according to the true quality level of the production process. In addition, it
provides an example of how DSM-HQ handles defectives and samples after a defective
event (random or out-of-control) has occurred.
DSM-HQ automatically adjusts the sample size and sampling rate according to
the sampling history and prior information. After all prior values and costs are set, the
process indicates a starting sampling rate. The parameter yf is adjusted after each unit in
the sample is tested, since value of )ff indicates the number of units that have been tested
in the history of the unit's production process. If a defective unit is encountered, then the
parameter a is adjusted. The parameter a is the number of defectives that have occurred
in the unit's production history. Therefore, over time the sampled defective rate of the
unit's history, X = a/p, should approach the true quality process level. Figure 4.3
illustrates how DSM-HQ begins at a starting sampling rate of approximately 7 units per
hour and reduces the sampling rate to 1 unit per hour in 100 days.
52
Days vs. Sampling Rate (0 defects)
From 7.42 units per hour to 1 unit per hour in 100 Days
B.OO
7.00
6.00
5.00
«
4.00
a.
E
A
«
3.00
2.00
1.00
0.00
20
40
60
80
100
120
Days
Figure 4.3: DSM-HQ reduces sampling ratefi-om7 to 1 per hour (0 defectives are found)
This means that if this plan was put into effect and no defectives are encountered, the
supplier can reduce the sampling rate significantly within 3 1/2 months. Of course this
would mean that the values for the prior information and the fixed and variable costs
given in this plan would be consistent with the suppliers values. The value of ^ inversely
affects the rate of decrease. If the prior value ofy? is increased, the rate of decrease of
sampling rate vs. days is decreased. This means that the number of days to reach a
sampling rate of one per hour with all other values held constant would be increased.
Conversely, if the value of ^ is decreased, the rate of decrease of the sampling rate vs.
days would be increased. The prior value of a directly affects the sampling rate.
Therefore, if all other values are held constant, a lower prior a corresponds to a lower
53
starting sampling rate and a higher prior value of a results in a higher starting sampling
rate.
If DSM-HQ encounters a defective, the process automatically increases the
sampling rate at a value consistent with the prior information. For instance, if the same
values of the previous example for prior information and costs are used and a defective
occurs on day 38 of the sampling process, then the sampling rate is adjustedfi"om2 to 5
units and the total amount of time to reduce to one unit per hour is increased to 174 days
(Figure 4.4).
Days vs. Sampling Rate (1 defect)
8.00
200
Figure 4.4: DSM-HQ adjusts for a defective at day 38
In this situation, the number of days increases fi-om 100 to 174 if a defective is
encountered because the X level increases with the occurrence of the defective on day 38.
54
4.6 Out-of-control rules
Each defective, whether it is a random occurrence or an out-of-control event, is
treated as a single event. In both situations the value of a will be increased by only one.
In the case of an out-of-control event many defective units are being produced and the
cost of a process going out-of-control will be accoxmted for. However, it is not logical to
add all the defective units of an out-of-control event into the fimction since it would
increase the sampling rate to unreasonable numbers. Furthermore, an assumption is made
that an out-of-control event cannot retum to an in-control situation. This means that once
a process goes out-of-control it stays out-of-control.
4.6 Summary
The economically-based cost fimction for a destructive test, Bayesian analysis,
and the Poisson distribution are all combined to produce the final model for DSM-HQ.
At this point, the DSM-HQ model can indicate the starting sampling rate according to
fixed prior values and costs and dynamically react to results in the sampling process. In
this chapter, a graphical illustration shows how DSM-HQ reacts to the sampling process
if no defectives are encountered and how it reacts to a single defective.
Several issues, which are hard to derive mathematically, remain to be
investigated. The final mathematical fimction of DSM-HQ does not indicate at what
level of quality the prior X needs to be set for a certain true quality process. Furthermore,
the fimction does not suggest the appropriate amount of prior history for^S and a needed
55
for different quality process levels. Finally, the example shows only a reduction in the
sample size, while keeping experiments at a rate of one per hour. If the aim is to reduce
the rate of the experiment to one per day or one per week, the increase of rate vs.
decrease of sample size needs to be investigated. All these issues, which can more easily
be evaluated by the use of a simulation than by a mathematical process, are discussed in
the following chapter.
56
CHAPTER V
SIMULATION DESIGN
The simulation design for this research will be separated into two stages. Stage
one will consist on fine-tuning DSM-HQ. The paths to minimum sampling will be
analyzed and the most appropriate one will be selected. Stage two will compare the
existing techniques to the one proposed by this research. All techniques will be tested
under different process sigma levelsfirom3 to 6 sigma. Furthermore, the techniques will
be tested under random type occurrences and out-of-control events.
5.1 Stage 1 ofSimulation: Defining DSM-HO
Although the DSM-HQ mathematical model can indicate the starting sampling
level and dynamically react to the samphng process, there are issues pending that are
more easily defined by a simulation than by a mathematical derivation. Without a
simulation, the model does not indicate whether to first increase the experiment rate and
then reduce the sample size or first reduce the sample size and then increase the
experiment rate or to reduce sample size and increase experiment rate simultaneously.
Therefore, the best path to arrive at the minimum allowable sampling rate will be
investigated. Also, the DSM-HQ model does not indicate the most cost-efficient prior
values for the parameters of the sampling process. Stage 1 of the simulation will finetune and finalize the DSM-HQ sampling process. It will recommend prior values {X, p,
and a) for different quality processes and define what path to take to arrive at a minimum
57
sample size and a maximum time between samples. Included in the fine-tuning of the
DSM-HQ is an investigation of a range of costs for the cost parameters, as well as,
defining the defective patterns used.
5.1.1 Prior Distribution Parameters
To establish the path to minimum sampling that DSM-HQ will take, parameters
of the prior distribution must be set. For the prior distribution P represents the effective
number of previous observations, X represents the historical defective rate and a
represents the number of previous defectives. In practice the values of these parameters
will have to be determined by a quahfied professional who is familiar with the process
being examined. For the purposes of this research the values will be investigatedfi-oma
1.5-sigma below to 1-sigma level above the simulated sigma-level. Table 5.1, adapted
fi-om Pande and Holpp (2002), indicates the process sigma-level and corresponding
percent defective.
58
Table 5.1: Sigma Levels of Quality in terms of percent defective
Process Sigma
Defectives per Million Opportunities
Percent Defective
6
3.4
0.00034
5.5
32
0.0032
5
233
0.0233
4.5
1350
0.1350
4
6,210
0.6210
3.5
22,750
2.2750
3
66,807
6.6807
2.5
158,655
15.8655
2
308,537
30.8537
1.5
500,000
50
1
691,642
69.1642
The prior levels, when different than the simulated sigma level, will adjust
themselves to approach the simulated sigma level based on the results of the sampling
process and simulation observations. For example, if the parameters are set at the 4sigma level and the process simulated is programmed at the 5-sigma level, the actual
defective rate would be much lower than the starting defective rate. As the number of
observations {P) increase during the simulation, the number of defectives (a) does not
occur asfi-equentlyas expected. Therefore, the observed defective rate {X) is adjusted
until it eventually approaches the 5-sigma level. The starting values for each tme quality
process level are given in Table 5.2.
59
Table 5.2: Different prior starting points for the evaluation of the true sigma quality level
Simulated Sigma Level Prior Sigma Level
3-sigma
1.5-sigma, 2-sigma, 2.5-sigma, 3-sigma, 3.5-sigma, 4-sigma
4-sigma
2.5-sigma, 3-sigma, 3.5-sigma, 4-sigma, 4.5-sigma, 5-sigma
5-sigma
3.5-sigma, 4-sigma, 4.5-sigma, 5-sigma, 5.5-sigma, 6-sigma
6-sigma
4.5-sigma, 5-sigma, 5.5-sigma, 6-sigma
The simulation will examine different starting X's at different process levels to see
the effects of different prior information. The amount of prior information within X will
also be investigated. For example, at the 3-sigma level, X = 0.068 = a/p which could
mean a = 68 and)9 = 1000, or a = 34 and^8 = 500, or a = 17 and^ = 250, or a = 136 and
P = 2000. The effects of each of these values will be investigated at each of the quality
levelsfi-om3 to 6-sigma. Of interest will be the amount of time that X takes to
approximate the actual quality process and the effects on sampling size at the beginning
and after a defective unit is encountered. The values of a and p investigated at each of
the sigma levels is illustrated in Table 5.3. The prior infomiation will rangefiromthe
lowest number possible for a up to a ^ of 1,000,000 units.
60
Table 5.3: Different a and p values for each of the prior X starting points
Prior Sigma Level
Starting a/p values
1.5-sigma
1/2,16/32,256/512,4096/8192, 65536/131072,500000/1000000.
2-sigma
1/3,16/52, 256/830, 4096/13227, 65536/212434, 308538/1000000.
2.5-sigma
1/6, 16/101, 256/1613, 4096/25810, 65536/412955, 158655/1000000
3-sigma
1/15, 16/240, 64/958, 256/3832, 4096/61317, 66807/1000000
3.5-sigma
1/44, 8/352, 64/2813, 512/22505, 4096/180044, 22750/1000000
4-sigma
1/161, 8/1288, 64/10306, 512/82448, 4096/659581, 6210/1000000
4.5-sigma
1/741,4/2963, 16/11852,64/47407,256/189630, 1350/1000000
5-sigma
1/4292, 2/8584, 4/17167,16/68670, 64/274678, 233/1000000
5.5-sigma
1/31250, 2/62500, 4/125000, 8/250000, 16/500000, 32/1000000
6-sigma
1/294117, 2/588235, 3/882353, 4/1176471
5.1.2 Cost Function Parameters
The costs values can have a wide range in practice. For the purposes of this
research, the costs considered will be for a unit with a relatively low fixed cost and low
variable costs, and a substantial cost (in proportion to the fixed and variable costs) for
finding a defective in the field. The variable cost, vc, of testing (and destroying) each
unit will rangefi-oma relatively inexpensive $2.00 imit to a moderately expensive $100
unit. It is not common for units that are more expensive to be destructively tested since
the supplier would be faced with a considerable loss. More expensive units usually go
61
through elaborate non-destructive tests and 100% inspection. The fixed cost incurred to
perform the test will rangefi-om$5.00 to a more costly experiment of $200. The fixed
costs will not be very high since the parts considered are not very expensive and it would
be unreasonable to have extremely high fixed costs to mn a destructive experiment on
low priced units. The cost of finding a defective unit in the field, cf, will vary fi-om
$1,000 to $200,000. This cost tends to be very high since it is not uncommon for entire
lots to be returned to the supplier. Sometimes the supplier must fly personnel to the
customer's facilities to investigate and witness the situation. In other instances, third
party members are called to examine the product and perform their own sampling and
evaluation at the cost of the supplier. Finally, if their client cancels the contract it could
mean a loss of profit in the hundreds of thousands of dollars. Table 5.4 illustrates the
maximum and minimum values as well as other quantities investigated for each of the
cost parameters.
Table 5.4: Values considered for each of the cost parameters
Cost
Min
Max
Fixed Cost (/c)
$5
$50
$200
Variable Cost (vc)
$2
$20
$100
Field Cost {cf)
$1,000
$10,000
$50,000
Once the prior variables and all costs are estabhshed, the model can determine samphng
rate. After the starting sampling rate is determined, the paths to minimum sampling of
DSM-HQ can be investigated.
62
5.1.3 Paths to minimum sampling
The number of observations sampled in a determined amount of time will have to
be negotiated with the customer. Mathematically, the number can go to zero, which will
probably not be acceptable to the customer. In this research, the maximum amount of
time between sampling will be set to one week, while the minimum number of
observations tested will be set to one. In practice, these numbers can be adjusted based
on the agreement between customer and supplier. The simulation will show at what point
it becomes ineffective to continue increasing the time between sampling.
Presently, customers in the automotive industry are asking manufacturers and
assemblers to perform destructive testing on many of the components (E. Castillo and S.
Alvarez, personal communication, October 6, 2003). The number of destructive tests will
be designated nmax* which is the maximum number of units observed in destructive
testing. On the other hand, nmim is the minimum number of units observed during
destructive testing. Let tmtm be the minimum amount of time between tests, and tmax, be
the maximum allowable time between tests. The objective is to getfi"omn^ax and t^in to
nmin and tmax- This would imply that if there are no defectives eventually, with a good
history, the process would movefi-oma frequent/maximum number of units destroyed to
an infi-equent/minimum number of units destroyed. Minimum sampling is achieved at
Hmin and tmax and is defined as the minimum number of observations sampled in the
maximum allowable time between samples.
63
The first result of interestfi^omthe simulation is to determine the number of days
it takes DSM-HW to bring the number of needed samples to a minimum and the largest
amount of time between samples if no defectives are found. To accomplish this prior
information, such as a history of previous observations, and an approximate error rate is
needed. Additionally, fixed costs, variable costs and costs of detecting a defective item
in the field will be needed. The two dimensional pathfi-omseveral observations per hour
to one observation per week must be determined. The different paths to be investigated
are discussed below. The paths will be discussed in the idealized situation of no
defectives occurring.
Path type 1 reduces the number of observations of seven per hour, to one per
hour, and then continues to reducefi"omone per hour to one every week. Path type 1 is
illustrated in Figure 5.1.
n
nmin
>
^max
^
Figure 5.1: Reduction of sample size and sampling interval for path type 1.
Path type 2 increases the time periods between samplingfi-omtmm to tmax. while holding
the number of samples destroyed constant, and then once tmax is reached n is reduced
fi-om nmax to nmin- Path type 2 is illustrated in Figure 5.2.
64
n
n.
n.
min
Figure 5.2: Reduction of sample size and sampling interval for path type 2.
Path type 3 gradually reduces n and gradually increases t simultaneously. The path type
3 results in a more direct linefi-omthe coordinates {tmtnf ^max) to (tmax. ^min)- The path
type 3 is illustrated in Figure 5.3.
n
nmax
>
*'max
'
Figure 5.3: Conceptual view of reduction of sample size and sampling interval for path
type 3
The path will not be continuous, since the number of observations is discrete.
Furthermore, although the time units are continuous, the units will be treated discretely
for convenience. Therefore, path type 3 will look more like Figure 5.4.
65
^max
^
'^min
^min
H
^max
^
Figure 5.4: Actual view of reduction of sample size and sampling interval for path type 3.
The simulation will be to show which of these three methods is most practical and
effective in terms of getting to the objective of nmin and tmax as well as allowing a
minimum amount of risk in terms of defective units going to the customer undetected
under different types of quality production. In addition, an out-of-control event at
different stages of production will help determine which path best serves the supplier and
the client. The first simulation will establish the research's final model.
The simulation will give guidelines for an upper limit to tmax- As the times
between samples increase, the costs of an out-of-control event will dramatically increase.
The simulation will help determine a point where the maximum time between samples
should take place.
5.1.4 Defective Pattems
The simulation will consider two different defective pattems. The first defective
pattem will be that of a process in-control with the defective rate being determined at a
predetermined sigma level. The second defective pattem will have an out-of-control
66
event added to the first defective pattem. The timing of the out-of-control event will be
randomly chosen. Figures 5.5 and 5.6 depict the two defective pattems.
Status
1
non-conforming
conforming
-mmK
Figure 5.5: Random defective
Status
1
non-conforming
conforming
--
Figure 5.6: Process going out-of-control
In the out-of-control event the set of defectives will be treated as a single instance
that caused the defective. If all the defectives in an out-of-control event are included in
a, then the process will take an unreasonable amount of time to be reduced to minimum
sampling (or nmin and tmax) and an inappropriate amount of sampling would be conducted.
Also, if the out-of-control process is detected and corrected before it leaves the supplier
facilities, then the outgoing quality can be maintained at a very high level. However, the
costs of determining where the problem occurred and the cost of replacing all the
defective parts will be accounted for.
67
5.1.5 Measures to be Calculated
The structure of factors will consist of 4 sigma levels tested (3 to 6 sigma), with
starting sigma levels 1.5 sigma levels below to 1 sigma-level above, with 6 sigma being
the exception and only being testedfi-om4.5-sigma to 6 sigma each having 6 separate a/p
except for 6-sigma which has 4 oJps, It will also consist of 3/c, 3 vc, 3 cf, 2 defective
pattems and 3 paths to minimum sampling. The 3 and 4-sigma levels tested have 6
different starting points with 6 different a/p. The 5-sigma level has also 6 starting points
but of those only five have 6 different aJp and one has 4 different a/p. The 6-sigma level
has 4 starting points and only the first 3 have 6 different a/p, while the last one has 4
different aJp. This makes it [(2)(6)(6)] + [(6)(5)+4] + [(6)(3)+4] = 128 combinations of
sigma levels and prior values. These 128 sigma-level combinations will be tested at Zfc,
3 vc, 1> cf,l defective pattems and 3 paths to minimum sampling, making it a total of
(128)(3)(3)(3)(2)(3) = 20,736 combinations.
The simulation will be programmed using SAS, which will facilitate the
generation of defectives, the series, and the out-of-control events using its random
number generator. The out-of-control event will occur according to the defective rate
programmed into the simulation. If the out-of-control event at the 5-sigma defective
level is investigated, the out-of-control will occur on average every 233 times per one
million observations.
68
5.1.6 Summary of Stage 1 Simulation
During Stage 1 of the simulation the DSM-HQ will be completely defined. Not
only will the model be able to indicate the most cost-efficient sample size and
dynamically adjust if any defectives occur, but also the ideal path to minimum sampling
will be resolved and the starting sigma-level with appropriate prior values will be
defined.
5.2 Stage 2 ofSimulation: Simulation design for the comparison of sampling techniques
To facilitate the comparisons in the second stage of the simulation lots of 1000
units per hour will be used. The length of the series will go 10 years into the fiiture. This
amount of time will magnify the costs and should provide a clear-cut distinction between
sampling methods in terms of cost and efficiency. Sequential sampling will not be used
for comparison since the multiple sampling plans yield very close results (Grant &
Leavenworth, 1988).
Current techniques such as classical/single sampling, double sampling, multiple
sampling, chain sampling, skip-lot sampling and MIL-STD-105E, will be compared
against DSM-HQ. The tables for the latest MIL-STD-105 version E (DOD, 1989) will be
used for single sampling, double sampling and multiple sampling plans as well as
reduced, normal and tightened inspection of MIL-STD-105E. Because of the nature of
destractive sampling relatively small sample sizes are necessary and large sampling risks
must be tolerated. Therefore, special level S-1 of MIL-STD-105E will be used for single,
double and multiple sampling. Three levels of inspection (Level I, H, III) will be used for
69
the MIL-STD-105E reduced, normal and tightened inspection. Advantages and
disadvantages for each of the processes will be noted and discussed. The comparisons
will be made between the 3 and 6 sigma levels of quality. Table 5.1 defines in terms of
percent defective these sigma levels of quality. The following sections discuss details of
the traditional sampling techniques under the different quality sigma levels. Also, the
cost function variables, sigma levels used and specifications of DSM-HQ are also
discussed. Finally, the measures to be compared are considered and a summary is
presented.
5.2.1 Sigma Levels
The comparison of all techniques, including DSM-HQ, will be conducted at the 3
to 6-sigma levels of quality. Although the main focus will be at the 5 and 6-sigma levels
of quality, the comparison will be done at lower levels to determine at what point DSMHQ starts developing an advantage (if any) over the other sampling processes. Also of
interest will be the advantages and disadvantages that the traditional methods will have
between one another under different defective pattems and different cost values.
5.2.2 Defective Pattems
The defective pattems will be similar to the ones examined in Stage 1. The first
defective pattem considered will be that of a process that produces random defectives at
each of the sigma quality levels. This pattem will be in-control and the defective rate
will correspond to each of the quality sigma levels. The second defective pattem will
70
consider an out-of-control event added to the random defective pattern discussed above.
The timing of the out-of-control event will be randomly chosen with the same likelihood
for a process to go out-of-control or have a random defective.
5.2.3 Cost Function Parameters
The same cost fimction parameters as in Stage 1 will be used. The range of each
parameter will also be the same as in Stage 1. This means that each unit will have a
relatively inexpensive fixed cost and variable cost to a moderately expensive fixed cost
and variable cost. The cost of finding a defective in the field will again have a wide
range from $1,000 to $50,000. Table 5.4 gives the range of cost values for each of the
parameters.
5.2.4 Specification based on results of Stage 1
From the results of the simulation in Stage 1, DSM-HQ will have a defined
starting sigma-level for each tme quality process level. It will also have a cost-efficient
starting prior history a/p combination for each of the quahty process levels. Furthermore,
the best path to minimum sampling will be known. Therefore, DSM-HQ will be finalized
and completely ready to be tested against the traditional sampling plans.
5.2.5 Single Sampling
In the case of single or classical sampling, MIL-STD-105E is used to determine
the appropriate sampling plans. Because of the nature of destmctive sampling small
71
sample sizes must be used and therefore special level S-1 of the MIL-STD-105E is
utilized. A section of the MIL-STD-105E, which shows the sample size code letters, is
shown in Table 2.2. Since this research will consider sample sizes of 1000, the
corresponding sample size code letter is letter C for Level S-1. Table 5.5 shows a portion
of the sampling plans for MIL-STD-105E sample code letter C. At the 3-sigma level
performance, or 6.6 percent defective. Table 5.5 suggests that the single sampling plan
should refer to sample size code letter D. Table 5.6 shows a section of the sampling
plans for sample code letter D. For an AQL of 6.5, the single sampling plan has an
acceptance number is 1 and the rejection number is 2 with a sample size of 8.
The 4-sigma level of performance indicates that the defective percentage is
around 0.62% defective (Table 5.1). Table 5.5, which gives the sampling plans for
sample size code letter C, indicates that for AQL levels less than 2.5% defective the user
should use the next subsequent sample size code letter for which acceptance and rejection
numbers are available. In this case, it is the sampling plans for sample size code letter F.
Table 5.7 gives the sampling plans for sample size code letter F, which gives an AQL of
0.65%. This level is approximately equal to the 0.62% of the 4-sigma level. For the
single sampling plan Ac is equal to 0 while Re is equal to 1 with a sample size of 20.
At the 5-sigma level of performance, the defective percentage level is 0.0233%
(Table 5.1). For single or classical sampling, double sampling and multiple sampling, the
AQL given in Table 5.5 indicates that the next subsequent sample size code letter for
which acceptance and rejection numbers are available should be used. In this situation, it
is the sampling plans for sample size code letter N (Table 5.11). The sampling size for a
72
single sampling plan has a sampling size of 500 with mAc^O
and Re=l.
It is obvious
that these numbers are unreasonable for destmctive testing.
At special level S-1, the single sampling plan with the lowest sample size/AQL
combination available for a 1000 unit lot is given by sample size code letter C. This plan
is at an AQL of 2.5% defective (approximately 3.5-sigma level of quality) and a sample
size of 5 units with an ^ c = 0 and /?e = 1. This plan and the specifications for the plan
used at the 4-sigma level will be used at the 4, 5 and 6-sigma levels.
5.2.6 Double Sampling
For double sampling the special level S-1 of the MIL-STD-105E will also be
used. Although there be sampling risks associated with using this special level, the
smaller sample numbers makes it reasonable for destmctive sampling to take these risks.
Looking at table 2.2, the sample size code letter associated with a 1000 unit lot at level S1 is sample size code letter C. Table 5.1 indicates that the 3-sigma quality level has a
6.6% defective rate. Table 5.5 indicates that for a sample size code letter C, a double
sampling plan and an AQL of 6.5 percent defective the user should refer to sample size
code letter D. Table 5.5 indicates that for these same values the number of samples to be
tested should be 5 items per sample. The corresponding acceptance number for the lot is
zero defectives, while the rejection number for the lot is two defectives. If there is only
one defective, then 5 more items are sampled and the lot is accepted if there is one
defective in the 10 items sampled or is rejected if there are two or more defective items.
73
Table 5.1 indicates that at the 4-sigma level of quality the defective percentage is
at 0.62%. The sample size code letter C table instmcts the user to use the next
subsequent sample size code letter which acceptance and rejection numbers are available
for quality levels under 2.5%. In this situation, it is sample size code letter J (Table 5.9).
Table 5.9 indicates that sample sizes of 50 should be taken for double sampling. At an
AQL of 0.65%, Ac is equal to 0 for the first sample and 1 for the second sample. Re is
equal to 2 for the first and second samples.
At the 5-sigma level of quality the defective percentage is at 0.0233% (Table 5.1),
The double sampling methods recommend using a single sampling plan or using code
letter R. Using code letter R (Table 5.12) the sampling plan for double sampling at an
AQL of 0.025% are two samples of 1250. These numbers are unreasonable since the lot
sizes are 1000 units. In the case of destmctive sampling all of the units would have to be
destroyed.
For a lot of 1000 units and special sampling level S-1, the lowest sample
size/AQL combination available is found in Table 5.7 (sample size code letter F). Table
5.7 gives a double sampling plan of 13 units per sample size and Ac-0,1
and Re = 2, 2.
This plan, along with the specifications for the 4-sigma level plan will be used when
testing at the 4, 5 and 6-sigma levels.
5.2.7 Multiple Sampling
The multiple sampling plan also uses special level S-1 of the MIL-STD-105E,
which indicates that sample size code letter C is applicable. Table 5.5 indicates that
74
Sample size code letter D should be used for cases where 6.5% defective (3-sigma) is
apphcable. Table 5.6 (Code Letter D) indicates that for the multiple sampling plan a
sample size of two is required. The lot cannot be accepted until the third sample is taken
indicating that at least 6 units must be tested if the lot is to be accepted. The rejection
number for the first sample is 2, which means that both the units sampled must be
defective for the lot to be rejected. The maximum number of units that will be sampled
under this plan is 14 imits, while the minimum 2.
Multiple sampling for the 4-sigma level (0.62%) requires the user to start at
sample size code letter C and move to sample size code letter J (as in double sampling).
Table 5.9 indicates that samples of 20 are tested at a time with a maximum of 140 units
tested. The lot can not be accepted until the third sample which means that a minimum of
60 units need to be tested if the lot is to be accepted. Acceptance numbers rangefi-om0
to 2, while the rejection numbers are rangefi-om2 to 3 for the first through seventh
samples.
At the 5-sigma level (0.0233% defective) MIL-STD-105E the first available
sample size code letter for which acceptance and rejection numbers are available is
sample size code letter R (Table 5.12). The sampling plan for multiple sampling and an
AQL of 0.025% correspond to samples of 500 units and the lot cannot be accepted until
the third sample is taken. As in double sampling, all of the parts would have to be
destmctively tested in order to know if the lot should have been accepted.
Table 5.7 (sample size code letter F) gives the plan with the lowest sample
size/AQL combination for a lot of 1000 units under special level S-1. Table 5.7 shows
75
that at an AQL = 2.5% the multiple sampling plan has sample sizes of 5 with acceptance
numbers ranging from 0 to 2 and rejection numbers rangingfi-om2 to 3. This plan,
together with the plan for the 4-sigma level will be used at the 4, 5 and 6-sigma levels.
5.2.8 Skip-lot Sampling
The Skip-lot Sampling plan will use the single sampling plan as a referent plan.
This implies that at the 3-sigma level of quahty sample size code letter D will be used
(see Section 5.2.5). The sample size of 8 is used at the 3-sigma or 6.5% percent defective
level of AQL. Table 5.13 contains the Average Outgoing Quality Limit (AOQL) values
needed to arrive at the SkSP-2 sampling plan. For sample size code letter D, a sample
size of 8 and an AQL of 6.5, the corresponding AOQL is 11%. From Table 2.1 a plan for
the number of successive lots found to be conforming, /, and the fraction of lots to be
inspected during sampling,/, can be chosen. At an AOQL of 11%,/= 1/2 and / = 2.
Therefore, if two successive lots are found to be conforming, then 1/2 of the lots should
be inspected during sampling.
At the 4-sigma level the single sampling plan uses sample size code letter F
(Section 5.2.5). This means that an AQL of 0.65%, sample size code letter F, and a
sample size of20, the corresponding AOQL is 1.8% (Table 5.13). From Table 2.1/= 1/2
and / = 15 where the AOQL = 1.8%. This means that if 15 successive lots are found to
be conforming, then 1/2 of the lots should be inspected during sampling.
The other high quality single sampling referent plan has an AQL of 2.5% and an
AOQL of 7.4% (Table 5.13). Table 2.1 indicates/= 1/5 and z = 9 at an AOQL of 7.5%.
76
Therefore, if 9 consecutive lots have no defectives, 1/5 of the lots should be inspected
during sampling. For the 4, 5 and 6-sigma level of quality this SkSP-2 sampling plan and
the 4-sigma level sampling plan will be used. Because the SkSP-2 uses a referent
sampling plan such as single, double or multiple sampling, at 5 and 6-sigma levels of
quality 50% to 100% of a lot would have to be destmctively tested. Therefore, it does
not matter how many lots are skipped, since it is not reasonable to destructively test half
or an entire lot.
5.2.9 Chain Sampling
The sampling plan for the Chain Sampling Plan (ChSP-1) at the 3-sigma level
will use an AQL of 6.5% and an AOQL of 11% as in SkSP-2 (Section 5.2.8). Therefore
the number of preceding samples, i, for a plan where the AQL is 6.5% and the AOQL is
11% is 1, while then umber of samples, n, is set to 5 (Soundararajan, 1978). The
acceptance number is set at 0 (or 1 if there are no defectives in the preceding i = 1 lot)
while the rejection number is set to 2 or more, (or 1 if there is one or more defectives in
the preceding / = 1 lot).
The ChSP-1 at the 4-sigma level uses an AQL of 0.65% while the corresponding
AOQL is 1.8% (Section 5.2.8). Therefore, this plan will use a sample size of n = 19 and
the number of preceding samples, i, will be set to 4 (Soundararajan, 1978). The
acceptance number is set at 0 (or 1 if there are no defectives in the preceding / = 4 lots)
while the rejection number is set to 2 or more, (or 1 if there are one or more defectives in
the preceding / = 4 lots).
77
The ChSP-1 at the 5-sigma level uses an AQL of 0.023%.while the corresponding AOQL
is 0.074% (Table 5.13). This imphes that this plan requires a sample size of more than n
= 504 and the number of preceding samples, / = 1 (Soundararajan, 1978).
To be consistent with single, double multiple sampling and the SkSP-2 plan, the
3.5-sigma plan is also considered. At an AQL = 2.5% and n~5, the AOQL = 7.4%
(Table 5.13). Therefore, / is equal to 4 (Soundararajan, 1978). This means that the plan
will use a sample size of n = 5 and the number of links in the chain is set to 4 with an
acceptance number of 0 (or 1 if there are no defectives in the preceding 4 lots) and a
rejection number of 2 (or one if there are one or more defectives in the preceding 4 lots).
This plan and the specifications for the 4-sigma level of quality will be used at the 5 and
6-sigma levels.
5.2.10 MIL-STD-105E
For "normal" inspection the MIL-STD-105E at a lot size of 1000 units the
recommended sample size code letter is J (Table 2.2). Using double sampling as a
referent plan, at an AQL of 6.5% sample sizes of 50 units are required (Table 5.9). The
acceptance number, Ac, will be equal to 5 for the first sample and 12 for the second
sample. The rejection number. Re, will be equal to 9 for the first sample and 13 for the
second sample. If ten consecutive lots conform to specifications then the process will
move to "reduced" inspection. For a lot size of 1000 the corresponding sample size code
letter for a reduced plan is G (Table 2.2). Under reduced inspection for an AQL of 6.5%
defective Ac = 2 and 6, while Re = 5 and 7 for the first and second samples respectively
78
with sample sizes of 20 for each of the two samples (Table 5.8). If a lot is rejected under
reduced inspection or if the number of defectives fall between 3 and 4
(v4c<defectives<i?e), or conditions warrant, then the process will move again to normal
inspection. Under normal inspection, if two out of five consecutive lots are rejected, then
the process moves to "Tightened" inspection. For 1000 units, the sample size code letter
for Level III or tightened inspection is K (Table 2.2). Under tightened inspection and for
an AQL of 6.5 Ac is equal to 7 and 18 and Re is equal to 11 and 19 for the first and second
samples respectively (Table 5.10). If 10 consecutive lots remain under tightened
inspection, then the process is stopped. If 5 consecutive lots are accepted, then the
process moves to normal inspection.
At the 4-sigma level of quality and an AQL level of 0.65%, Ac is equal to 0 and 1
for the first and second samples respectively while Re is equal to 2 (Table 5.9). The
sample size undei this plan is 50 units per sample. Level I (reduced inspection) has a
corresponding sample size letter G. At an AQL level of 0.65%, sample code letter F
should be used (Table 5.8). The sampling plans for sample size code letter F (Table 5.7)
indicates that for double sampling at an AQL level of 0.65%, single sampling should be
used. This means that a sample size of 20 is taken and Ac = 0 while Re=l,
Level III
(tightened inspection) has a corresponding sample size letter K. This implies that a
sample size of 80 units is taken under a double sampling plan (Table 5.10). Ac = 0 and 3,
while Re = 3 and 4 for the fnst 80 and second 80 units respectively.
At an AQL level of 0.025% (5-sigma) Table 5.9 recommends to go the most
subsequent sample size code letter for which acceptance and rejection numbers are
79
available. In this situation it is the sampling plan for sample size code letter R. As
discussed above, the sample sizes for double sampling are 1250. Under reduced
inspection (Level I) the sample size code letter used is G (Table 5.8), which suggests
finding the subsequent sample size code letter for available acceptance and rejection
numbers. Again, the subsequent sample size code letter for which acceptance and
rejection numbers are available is sample size code letter R (for double sampling). For
Level III (tightened inspection) the sample size code letter is K. Table 5.10 suggests to
find the next subsequent sample size code letter for which acceptance and rejection
numbers are available, which again is sample size code letter R. For all 3 levels, sample
sizes of 1250 need to be tested.
There is no need to test at the 3.5 sigma level of quality at higher levels, since at
an AQL = 2.5% the sample sizes are still 50 and 100 as in the 3 and 4-sigma levels (Table
5.7). The only things that vary are the acceptance and rejection numbers. Therefore, at
the 4, 5 and 6-sigma levels, only the sampling plan for 4-sigma will be used.
5.2.11 Measures to be Calculated and Compared
One of the important measures calculated and compared is the economic impact
that each one of these techniques has on the suppher at each level of quality. Samphng
costs, the total costs of finding defectives in the field and the total costs will be examined.
The sampling costs will be made up of the number of units tested and the cost to test each
unit (Evc-n) plus the total fixed costs (S/c) plus the total cost of finding a defective unit
in-house and determining if the process is out-of-control event or a random occurrence
80
(Zc/). The total cost associated with finding defectives in the field will be the number of
defectives that got through to the client, times the cost of finding a defective in the field
{cf). The total cost will be the sampling costs plus the total costs of finding a defective in
the field.
The number of defectives detected and not detected by each of the sampling
processes at each of the levels of quality will be compared. Finally, the Type I and Type
II errors for each of the processes under each of the quality levels will be compared.
There are 7 sampling processes (single, double, multiple sampling, SkSP-2,
ChSP-1, MIL-STD-105E, and DSM-HQ). Of the 7, the first 5 are being tested at the 3 to
6-sigma level using 3.5 and 4-sigma level specifications to test at the 4 to 6 sigma, which
results in [(5)(l+24-2+2)] = 35 tests. MIL-STD will use 3-sigma specs to test at the 3sigma level and 4-sigma specs to test at the 4 to 6-sigma levels for a total of 4 tests.
DSM-HQ will test at each level with its appropriate specifications for a total of 4 tests.
There are again 3fc,Z vc, 3 c/'and two defective pattems making it a total of
(35+4+4)(3)(3)(3)(2) = 2,322 combinations to be investigated.
5,2.12 Summary
It can be seen above that none of established methods are designed for very high
quality processes. Even ChSP-1, which claims to be specially designed for situations
where small samples are needed due to costly or destmctive testing, falls apart at very
high quality levels. The reason is that while these sampling methods are designed to
81
guarantee a quality level based on samphng, DSM-HQ is designed to sample at the
quality level of the production process.
It does not make sense to follow the sampling techniques specifications at the 5
and 6-sigma levels for the estabhshed methods. This research will consider the sampling
technique specifications at the 3.5-sigma and 4-sigma levels even when the production
quality is at the 5-sigma and 6-sigma levels of quality. The reasoning behind this is that
4-sigma is the highest level of quality where the sampling can be tested at high, yet
somewhat reasonable sampling numbers while 3.5-sigma offers a somewhat high quality
with low sampling numbers. Therefore, the 3-sigma quality process will be tested at the
3-sigma level specifications, while the 4, 5, and 6-sigma quality processes will be tested
and evaluated at the 3.5-sigma and 4-sigma sampling specifications.
At the 5 and 6-sigma levels DSM-HQ will probably have a starting point below
the actual quality process level. Intuitively it may be safe to say that Stage 1 will
recommend values below the tme process quality level and let DSM-HQ adjust to
perform the proper sampling rate. The X value will determined at Stage 1 of the
simulation with appropriate prior values for a and p. If the process is tmly world class, X
will eventually reach the appropriate sigma level and the sampling process will adjust
itself accordingly to test at that level of performance. Table 5.14a and Table 5.14b
summarize the acceptance and rejection numbers as well as the sample size for each of
the sampling plans under each of the sigma level of production.
82
Table 5.5: MIL-STD-105E Sampling Plans for Sample Size Code Letter C
AQL (percent defective)
Sampling
Plan
Sample Size
<2.5
2.5
4.0
6.5
10
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
(Cumulative)
Single
5
T
0 1
Use
Use
1 2
Double
3
T
•
Code
Code
0 2
Letter
Letter
1 2
B
D
T
6
Multiple
T
•
T = Use next subsequent sample size code letter for which acceptance and rejection numbers are available.
Ac = Acceptance number.
Re = Rejection number.
• = Use single sampling plan above (or alternatively use code letter F)
t = Use double sampling plan above (or alternatively use code letter D)
83
Table 5.6: MIL-STD-105E Sampling Plans for Sample Size Code Letter D
AQL (percent defective)
Sampling
Sample Size
<1.5
1.5
2.5
4.0
6.5
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
T
0 1
T
•
(Cumulative)
Plan
Single
8
Double
5
1 2
0 2
1 2
10
Multiple
2
Use
Use
* 2
4
Code
Code
* 2
6
Letter
Letter
0 2
C
E
0 3
8
T
•
10
1 3
12
1 3
14
2 3
_ __
T = Use next subsequent sample size code letter for which acceptance and rejection numbers are available.
Ac = Acceptance niunber.
Re = Rejection number.
• = Use single sampling plan above (or alternatively use code letter F)
84
Table 5.7: MIL-STD-105E Sampling Plans for Sample Size Code Letter F
AQL (percent defective)
Sampling
Plan
Sample Size
<0.65
0.65
1.0
2.5
6.5
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
T
0 1
1 2
3 4
0 2
1 4
T
•
1 2
4 5
(Cumulative)
Single
20
Double
13
26
Multiple
5
Use
* 2
* 3
10
Code
* 2
0 3
15
Letter
0 2
1 4
E
0 3
2 5
25
1 3
3 6
30
1 3
4 6
35
2 3
6 7
20
T
•
• = Use next subsequent sample size code letter for which acceptance and rejection numbers are available.
Ac = Acceptance number.
Re = Rejection number.
• = Use single sampling plan above (or alternatively use code J)
85
Table 5.8: MIL-STD-105E Sampling Plans for Sample Size Code Letter G
AQL (percent defective)
Sampling
Plan
Sample Size
<.40
0.40
0.65
2.5
6.5
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
•
0 1
2 3
5 6
0 3
2 5
•
•
3 4
6 7
(Cumulative)
Single
32
Double
20
40
Multiple
8
Use
* 2
* 4
16
Code
0 3
1 5
24
Letter
0 3
2 6
F
1 4
3 7
40
2 4
5 8
48
3 5
7 9
56
4 5
9 10
32
T
•
T = Use next subsequent sample size code letter for which acceptance and rejection numbers are available.
Ac = Acceptance number.
Re = Rejection number.
• = Use single sampling plan above (or alternatively use code letter F)
86
Table 5.9: MIL-STD-105E Sampling Plans for Sample Size Code Letter J
AQL (percent defective)
Sampling
Plan
Sample Size
<.15
.15
0.65
2.5
6.5
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
T
0 1
1 2
5 6
10 11
0 2
2 5
5 9
•
•
100
1 2
6 7
12 13
20
* 2
* 4
0 5
40
* 2
1 5
3 8
60
0 2
2 6
6 10
0 3
3 7
8 13
100
1 3
5 8
11 15
120
1 3
7 9
14 17
140
2 3
9 10
18 19
(Cumulative)
Single
80
Double
50
Multiple
80
T
•
T = Use next subsequent sample size code letter for which acceptance and rejection numbers are available.
Ac = Acceptance number.
Re = Rejection number.
• = Use single sampling plan above (or alternatively use code letter F)
87
Table 5.10: MIL-STD-105E Sampling Plans for Sample Size Code Letter K
AQL (percent defective)
Sampling
Plan
Sample Size
<.10
0.10
0.25
0.65
6.5
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
T
0 1
2 3
14 15
0 3
7 11
3 4
18 19
(Cumulative)
Single
125
Double
80
T
•
160
Multiple
32
Use
* 2
1 7
64
Code
0 3
4 10
96
Letter
0 3
8 13
L
1 4
12 17
160
2 4
17 20
192
3 5
21 23
224
4 5
25 26
120
T
•
T = Use next subsequent sample size code letter for which acceptance and rejection numbers are available.
Ac = Acceptance number.
Re = Rejection munber.
• = Use single sampling plan above (or alternatively use code letter H)
88
Table 5.11: MIL-STD-105E Sampling Plans for Sample Size Code Letter N
AQL (percent defective)
Sampling
Plan
Sample Size
< 0.025
0.025
0.065
0.25
0.65
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
T
0 1
3 4
7 8
1 4
3 7
•
•
4 5
8 9
(Cumulative)
Single
500
Double
315
630
Multiple
125
Use
* 3
0 4
250
Code
0 3
1 6
375
Letter
1 4
3 8
P
2 5
5 10
625
3 6
7 11
750
4 6
10 12
875
6 7
13 14
500
T
•
T = Use next subsequent sample size code letter for which acceptance and rejection numbers are available.
Ac = Acceptance number.
Re = Rejection number.
• = Use single sampling plan above (or alternatively use code R)
89
Table 5.12: MIL-STD-105E Sampling Plans for Sample Size Code Letter R
AQL (percent defective)
Sampling
Plan
Sample Size
0.010
0.025
0.065
0.25
0.65
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
(Cumulative)
Single
2000
Use
1 2
3 4
10 11
21 22
Double
1250
Code
0 2
1 4
5 9
11 16
2500
Letter
1 2
4 5
12 13
26 27
500
Q
* 2
3
0 5
2 9
1000
* 2
0 3
3 8
7 14
1500
0 2
1 4
6 10
13 19
2000
0 3
2 5
8 13
19 25
2500
1 3
3 6
11 15
25 29
3000
1 3
4 6
14 17
31 33
3500
2 3
6 7
18 19
37 38
Multiple
Ac = Acceptance number.
Re = Rejection number.
• = Use single sampling plan above
90
Table 5.14a: Sampling Plansfrom3 to 6 sigma level of production quality
Sigma Level
3
4 through 6
4 through 6
3
SampHng Plan
Single
Single
Single
Double
4 through 6
Double
4 through 6
Double
3
Multiple
4 through 6
Multiple
4 through 6
Multiple
Cumulative Sample Size
8
5
20
5
10
13
26
50
100
2
4
6
8
10
12
14
5
10
15
20
25
30
35
20
40
60
80
100
120
140
92
Ac Re
1 2
0 1
0 1
0 2
1 2
0 2
1 2
0 2
1 2
* 2
* 2
0 2
0 3
1 3
1 3
2 3
* 2
* 2
0 2
0 3
1 3
1 3
2 3
* 2
* 2
0 2
0 3
1 3
1 3
2 3
Table 5.14b: Sampling Plans from 3 to 6 sigma level of production quality
Sigma Level
3
4 through 6
4 through 6
3
4 through 6
4 through 6
3
Sampling Plan
SkSP-2 f=\l2
i=2
SkSP-2 / = l / 5 1 = 9
SkSP-2 /•=l/2 / = 1 5
ChSP-1 / = 1
ChSP-1 1 = 4
ChSP-1 1 = 4
MIL-STD-105E
Level I (double sampling)
Level n (double sampling)
Level in (double sampling)
4 through 6
MIL-STD-105E
Level I (single sampling)
Level II (double sampling)
4
5
6
Ac
1
0
0
0,1
0,1
0,1
Re
2
1
1
1,2
1,2
1,2
20
40
50
100
80
160
2
6
5
12
7
18
5
7
9
13
11
19
20
50
100
80
160
automatically
adjusted
automatically
adjusted
automatically
adjusted
automatically
adjusted
Level ni (double sampling)
3
Cumulative Sample Size
8
5
20
5
5
19
DSM-HQ
starting X from Stage 1
DSM-HQ
starting X from Stage 1
DSM-HQ
starting X from Stage 1
DSM-HQ
starting X from Stage 1
93
0 1
0 2
1 2
0 3
3 4
automatically
adjusted
automatically
adjusted
automatically
adjusted
automatically
adjusted
CHAPTER VI
SIMULATION RESULTS: ANALYSIS AND COMPARISON OF SAMPLING
METHODS
The simulation results, like the simulation design, are separated in two stages.
Stage one fine-tunes the DSM-HQ, The paths to minimum sampling are analyzed and
the most appropriate is selected. In addition, the appropriate prior parameters are
selected. Furthermore, DSM-HQ is fine-tuned under random defective units type
occurrences and random events combined with out-of-control events. Using the randomevent-only situation properties of DSM-HQ are determined. During the random
event/out-of-control combination, the long-range sampling rate is determined for each
cost combination. In Stage two the techniques are compared using random-type
occurrences as well as out-of-control events added to the random occurrences. The
recommended rates under each cost combination are used in Stage two in order to
compare the DSM-HQ to the other techniques. Total weekly cost is the main variable to
determine which technique is superior, although other variables are examined and
compared,
6.1 Stage 1 of the Simulation results: Defining DSM-HO
The DSM-HQ mathematical model indicates the starting sampling level and
dynamically reacts to the sampling process. However, it does not indicate whether the
model should first reduce the sample size and then reduce the sampling rate, reduce the
94
sample size while reducing the sampling rate simultaneously, or reducing the sampling
rate first and then reduce the sample size. In addition, the mathematical model does not
indicate what the starting prior parameter values should be neither for cost-efficiency nor
practical purposes. This section investigates these issues as well as other properties of
the DSM-HQ.
6.1.1 Prior Distribution Parameters
Although the DSM-HQ mathematical model can adjust its sampling parameters to
approach the actual production sigma-level as sampling information gets accumulated, it
does not indicate the appropriate prior levels of sampling history to begin the sampling
process. The number of previous observations, p, and the number of previous defects, a,
are examined and analj'zed.
The simulation results show that the lowest total cost of sampling is obtained if
the prior parameters match the process sigma quality level. Therefore, if the historical or
prior defective rate, X, matches the process sigma rate, the lowest total cost of sampling
will result. Furthermore, if X matches the process sigma level, the long-term sampling
rate will be the same whether a and p have high or low values. For example, if the
process sigma level is 4-sigma (0.621 % defective),/c = 50, vc = 2, c/= 10000 and the
prior parameters are either a = 1 and p = 161 or a = 6210 and p = 1,000,000 the long-run
sampling rate will approximate the same intercept value of 5.87 (or 6 units sampled per
lot). In Figure 6.1 it can be seen that the combination with less history (a = 1 and p =
161) hovers around the intercept value. After a few weeks the value starts settling as
95
more information is gathered and the value approximates the intercept value. On the
other hand, the value with a higher level of history (a = 6210 and p = 1000000) always
stays very close to the intercept value of 5,87. Therefore, if the first few days is
simulated thousands of times the prior parameters with most history will have a slightly
lower total cost than the prior parameters with less history if the prior X is matched to the
process sigma level. However, after a few weeks the weekly-total cost in both instances
become the same as information gets accumulated and the sampling rate approximates
the intercept value in both cases.
4-sigma process with different alpha/beta
combinations
,N
CO
o
Q,
E
(0
Q.
0>
2
B
c
14
12
10
8
6
4
2
0
-2 d
alpha = 1. beta= 161
alpha = 6210. beta = 1000000
Aj/^g'^fvJ^'
-66-
"20-
-80
Days
Figure 6.1: Intercepts fi'om a 4-sigma process with same X but different a/p combinations
If the value of the sigma quality level is not matched to the prior sigma level and
one has to choose among several a/p combinations of the same X value, the one with the
lowest history, P, will always yield better results. For example, if the process sigma level
is 5-sigma and a 3-sigma X prior value is chosen, the a/p values range from 1/15 to
96
66807/1000000 (see Table 5.3). The smallest p in this range is equal to 15 and can more
quickly adjust to the true sigma process level. Figure 6.2 shows the adjustment of two
different prior 3-sigma values to a 5-sigma process. Both prior values have a X, = 0.667,
which is approximately equal to a 3-sigma quality process. However, the process with
the lower a/p combination, which is a = 1 and P = 15, adjust within 3 days to a 5-sigma
process, while the higher a/p combinafion of a = 2 and p = 30, takes 18 days to adjust to
a 5-sigma process. If a is increased to 16 and P to 240 it would take about 152 days for
DSM-HQ to adjust to a 5-sigma process.
3-sigma prior values to 5-sigma process
alpha = 1, beta = 15
10
alpha = 2, beta = 30
15
20
Days
Figure 6.2: Two 3-sigma prior values adjusting at different rates to a 5-sigma process
Therefore, the higher the prior history, p, the longer it takes DSM-HQ to adjust to
the true process sigma level if the prior information is not matched to the true process
sigma level. Figure 6.3 shows the average weekly cost over a 20-year period of a 6-
97
sigma process level with different prior values. The first two prior values of 1/15,
66807/1000000 are 3-sigma while the others are 6-sigma prior combinations of X,.
6-sigma process with 3 and 6-sigma priors
/ \
/\ 1 nnn
\J
lUUU
/
I" 800
0
/
DUU
\
y
5• ^ AC\C\
*fUU
w
o
1-
\
\
onn
1
0-
1
1
s<^
•^'^
*
SJ
4
^^
^^
•
SS
^
*
1
^
4
A^<^
•f
^
Starting Lambda
Figure 6.3: Six-sigma process with 3 and 6-sigma priors
The 1/15 combination produces over 20 years a weekly total sampling cost of
$373.20, while the 66807/1000000 has a weekly total sampling cost of $1134.00. The
matched X values of 6-sigma all produce a weekly total sampling cost of $334.70. Figure
6.3 illustrates that if the researcher is not going to precisely match the prior sigma level to
the actual production quality sigma level, given a starting sigma level (in this case 3sigma) he/she should choose a X with a lowest a and P to give the system the opportunity
to quickly adjust to the correct quality level.
If the value of the sigma quality level has not been pre-determined and the
researcher is unsure of the true sigma process level, then it is better to underestimate than
to overestimate the quality level. This will allow the process to adjust more quickly to
98
the true sigma level. For example, if the researcher believes that the true process sigma
level is between 4.5 and 5.5 sigma it is better to underestimate quality and choose 4.5sigma with as little prior history as possible. For prior values that can result in a 5.5 and
4.5-sigma the smallest a and p values are a = 1 and p = 31250 for 5.5-sigma and a=l and
p=741 for 4.5-sigma (see Table 5.3). The lower of the two a and p values are a = 1 and p
= 741. This combination of prior levels will give the best long-run weekly costs when X
is not matched to the true process level. Especially at higher sigma quality levels,
overestimating quality causes the system to sample at a very low rate making the increase
in a less likely and harder for the system to adjust to the true quality level. Figure 6.4
shows that at a true quahty process of 5-sigma and/c = 5, vc = 2 and cf = 50000 the
underestimated quality level at 4.5-sigma (a/p combination of 1/741) adjusts much
quicker than at 5.5-sigma (a/p combination of 1/31250) prior values. The 4.5-sigma
prior value begins approximating the 5-sigma value after 75 days while the 5.5-sigma
value is still overestimating quality after 1000 days. Therefore, if the researcher is unsure
of the true process level it is better to underestimate quality than to overestimate quality.
99
Underestimating vs.Overestimating prior values
alpha = 1.
beta =741
alpha = 1,
beta = 31250!
5 sigma
1200
Days
Figure 6.4: Effects of underestimating and overestimating prior values
A property of the DSM-HQ worth discussing is the effect of increasing cf As
seen in Figure 6.4 even the underestimated prior value of 4.5-sigma took a long time to
approximate the true 5-sigma process quality level. This is due to a higher c/value,
which causes the sampling rate to be reduced at a much slower rate. Figure 6.5 shows the
effects of decreasing c/while keeping/c and vc constant.
100
6-sigma process with 3-sigma priors under
different cf values
200
B
2 150
o>
S
cf= 1000
cf= 10000
100
cf= 50000
Q.
^
to
50
0.1
100
1000
Figure 6,5: Effects of reducing cf while keeping^c and vc constant
In this illustration vc = 2 and^c = 5, while varying cf The chart with a logarithmic A:-axis
scale shows that as c/'increases, the starting sample size also increases and the sampling
rate decreases at a much slower rate. The total days it takes to reach a one per week
sampling rate is 466 days for cf= 50,000, 93 days for cf= 10,000, and 3 days for cf=
1,000.
If on the other handle and cfaro held constant while vc is increased the effect is
different from the above example. Figure 6.6 shows a graph were cf= 10,000 and/c = 5,
while varying vc. As vc is increased the starting sampling rate is decreased (opposite
reaction to the previous example), but the amount of time to get to a one per week
sampling rate is increased. When vc = 2, 20, and 100, the corresponding initial sampling
rates are 62,15 and 5 units per lot respectively and the days needed to get to a one per
week sampling rate are 98, 614, and 1134 days respectively.
101
6-sigma process with 3-sigma priors under
different vc
70
« 60
vc = 2
vc = 20
vc= 100
o 40
g- 30
^n 20
(0
10
0.1
10
100
1000
10000
Days
Figure 6.6: Effects of increasing vc while keeping/c and c/'constant
Finally, changing^c while keeping vc and c/'constant has different effects than the
previous two examples. Figure 6.7 shows that holding vc = 2 and cf= 10,000 and
increasing/c from 5 to 200 reduces the starting sampling rate (similar to the vc example
and opposite to the fc example) from 62 units per lot to 24 units per lot. Furthermore,
increasing/c reduces the amount of time to reach one lot per week (opposite effect to
both the vc and the/c examples) from 98 days to less than one day.
102
6-sigma process with 3-sigma priors under
different fc
70
« 60
N 50
0 40
fc = 5
fc = 50
o- 30
1 20
" 10
fc = 200
0.1
10
mm
100
Days
Figure 6.7: Effects of increasing/c while keeping vc and c/'constant
Table 6.1: Effects of changing each of the cost variables
Increasing c/"while maintaining^c
Starting sample size
Days to one per week
Increased
Increased
and vc constant
Increasing vc while maintaining/c Decreased
Increased
and c/'constant
Increasingyb while maintaining vc Decreased
Decreased
and c/'constant
Table 6.1 summarizes the effects of changing each of the cost variables. This
implies that a low cf combined with a high vc and high/c will have a very low starting
sample size. Also, a high cf combined with a low vc and low fc will have a very high
103
starting sample size. More importantly, a high c/combined with a high vc and a low/c
will result in a very slowly decreasing function. In this situation it in particular it is
important to closely match the prior X value to the true process sigma level. For example,
if a = 1 and P = 15 (3-sigma priors) and the true process sigma is 6-sigma where cf=
50,000, vc = 100 and/c = 5, the starting sample rate is 5 units per lot, but to arrive at a
one unit per week sampUng rate it would take over 5,800 days. Conversely, if a low cf is
combined with a low vc and a high/c the result is a very quickly decreasing function.
For example, if c/= 1,000, vc = 2 and/c = 50, the starting sampling rate is 3 units per lot
but it takes less then one day to reduce sampling to one sample per week.
6.1.2 Long-term sampling values
As discussed above, the lowest total cost will result when prior values with more
history are matched to the actual process sigma value. In this situation the sampling
number will be very close to the intercept value throughout the process (assuming that the
process is constant and the actual sigma level does not change over time). The following
tables illustrate the long-term sampling values for 3, 4, 5 and 6-sigma suggested by DSMHQ.
104
Table 6.2: Long-term sampling values for a 3-sigma process
cf= 1000
c/= 10,000
c/= 50,000
/ c = 5, vc = 2
10/lot
10/lot
10/lot
fc = 5, vc = 20
3/lot
10/lot
10/lot
/c = 5,vc=100
1 per 2 lots
7/lot
10/lot
fc = 50, vc = 2
7/lot
10/lot
10/lot
fc = 50, vc = 20
1 per 2 lots
10/lot
10/lot
/c = 50,vc=100
1 per week
6/lot
10/lot
fc = 200, vc = 2
1 per week
10/lot
10/lot
fc = 200, vc = 20
1 per week
10/lot
10/lot
/c = 200,vc=100
1 per week
5/lot
10/lot
Table 6.2 shows that at a 3-sigma process the long-term sampling rates vary from
1 sample per week all the way to 10 samples per lot. As c/increases, while keeping/c
and vc constant, the number of samples per lot increase. This makes sense since it is
worthwhile to increase the number of samples as the penahy for finding defectives in the
field gets more costly. Also it can be noted that as vc increases, while keeping c/and/c
constant, the number of defects tested is reduced. Similarly, as/c increases, while
keeping c/and vc constant, the number of defects tested is also reduced. Since both vc
and/c are in-house costs, as these in-house costs increase, it becomes more cost effective
to reduce the number of units tested (if c/is held constant).
105
Table 6.3: Long-term sampling values for a 4-sigma process
cf= 1000
c/= 10,000
cf= 50,000
/ c = 5, vc = 2
1/lot
10/lot
10/lot
fc = 5, vc = 20
1 per 2 days
3/lot
10/lot
/c = 5,vc=100
1 per week
1/lot
4/lot
fc = 50, vc = 2
1 per week
6/lot
10/lot
fc = 50, vc = 20
1 per week
1/lot
10/lot
/c = 50,vc=100
1 per week
1/lot
3/lot
fc = 200, vc = 2
1 per week
1 per week
10/lot
fc = 200, vc = 20
1 per week
1 per week
6/lot
/c = 200,vc=100
1 per week
1 per week
2/lot
Table 6.3 illustrates that for a 4-sigma quality process and a low c/'the long-term
sampling process is for the most part one sample per week. This is because with a higher
quality level than 3-sigma, it is more cost effective to let the low cf cosXs accumulate than
to spend money sampling (except for very low/: and vc). Most of the sampUng rates at
the 4-sigma level are lower than the ones at the 3-sigma level. There are still some
sampling rates at the 4-sigma level that are at 10 units per lot in the cases where the inhouse costs {fc and vc) are low and c/is very high.
At the 5-sigma quality level the long-term sampling rates are for the most part
reduced to one sample per week. Table 6.4 shows that only in three instances this is not
106
the case. At the lowest/c and highest cf the long-term suggested sampling rates vary
from 4 samples per lot to 1 per day.
Table 6.4: Long-term sampling values for a 5-sigma process
c/= 1000
c/= 10,000
cf= 50,000
/c = 5, vc = 2
1 per week
1 per week
4/lot
fc = 5, vc = 20
1 per week
1 per week
1 per 2 lots
/ c = 5, vc=100
1 per week
1 per week
1 per day
fc = 50, vc = 2
1 per week
1 per week
1 per week
fc = 50, vc = 20
1 per week
1 per week
1 per week
/c = 50,vc=100
1 per week
1 per week
1 per week
fc = 200, vc = 2
1 per week
1 per week
1 per week
fc = 200, vc = 20
1 per week
1 per week
1 per week
/ c = 200,vc=100
1 per week
1 per week
1 per week
Finally, at the 6-sigma level, in the long-term suggested sampling rates all costs
combinations can be reduced to destructively sample one unit per week. Table 6.5
illustrates that even at the lowest/c and vc in combination with the highest c/the
samphng rate will eventually go to one sampled unit per week.
107
Table 6.5: Long-term sampling values for a 6-sigma process
c/= 1000
c/= 10,000
c/= 50,000
/c = 5, vc = 2
1 per week
1 per week
1 per week
fc = 5, vc = 20
1 per week
1 per week
1 per week
/c = 5,vc=100
1 per week
1 per week
1 per week
fc = 50, vc = 2
1 per week
1 per week
1 per week
/c = 50,vc = 20
1 per week
1 per week
1 per week
/c = 50,vc=100
1 per week
1 per week
1 per week
fc = 200, vc = 2
1 per week
1 per week
1 per week
fc = 200, vc = 20
1 per week
1 per week
1 per week
/c = 200,vc=100
1 per week
1 per week
1 per week
6.1.3 Paths to minimum sampling
The 3 paths to minimimi sampling examined are discussed in Section 5.1.3. To
determine the path to minimum sampling, the starting parameter values (a and p) should
underestimate the actual quality sigma level. This means that if the actual quality process
level is at 6-sigma then the prior X level should be at either 5.5-sigma or lower. If the
prior X level is matched to the actual process level, then the starting sampling rate is at or
approximately close to the cost-efficient sampling rate.
To determine the path to minimum sampling the prior X rate is set to 3-sigma,
while the while the actual process quality level is set to 6-sigma. This allows the
108
sampling rate to steadily decrease and eventually arrive to the cost-efficient sampling rate
while demonstrating the most effective path.
The simulation results show that path type 1 is the most efficient path to minimum
sampling. Although all 3 paths lead to the eventual long-term cost-efficient sampling
rate, path type 1 does it in a more efficient manner. To illustrate this conclusion, let's
take for example/c = 5, vc = 2 and c/= 10,000. The starting sampling rate is at 62 units
per lot. In our case our maximum allowable sampling rate is 10 units per lot, but 62 is
allowed in this situation to illustrate the findings. If the sampUng rate is reduced from 62
per lot to 1 per lot, and then from one per lot to 1 per week, the number of days needed to
achieve minimum sampling is 93 days and 1962 observations (see Figure 6.8).
Path Type 1: Reducing sample size then
increasing sampling rate
70
0) 60
N 50
0)
a> 4U
Q. 30
E 20
CO 10
93 days
1962 observations
Path Type 1
I
0
IIIMHI«*>**>I» > » > > > ,
10
20
30
40
50
Lots (for sampling rate)
Figure 6.8: Path type 1 to minimum sampling using for/c = 5, vc = 2 and cf= 10,000
109
On the other hand, if the sampling rate is first reduced from 62 per lot to 62 per week and
then reduced to 1 per week, the number of days needed to achieve minimum sampling is
354 days with 1962 observations (see Figure 6.9).
Path Type 2: Increasing sampling rate then
reducing sample size
70 1
a, 60- • • i i
• i i 4 4 # 4
4 A ^—«—«
4
A
#
^
/
/^
i >
;:
;;
fl, 40 -
"5. 30 ^ 20
«^ 100(D
1
1
1
10
20
30
i /
1/
1^
/
354 days
1962 observations
—•— Path Type 2
T
40
50
Lots (for sampling rate)
Figure 6.9: Path type 2 to minimum sampling using for^c = 5, vc = 2 and cf= 10,000
The number of observations remains the same, while the number of days needed to
achieve minimum sampling is much longer with path type 2 than with path type 1. Using
path type 3 yields a result in-between path type 1 and path type 2 (see Figure 6.10).
110
Path Type 3: Increasing sampling rate and
reducing sample size
Lots (for sampling rate)
Figure 6.10: Path type 3 to minimum sampling using for fc = 5, vc = 2 and cf= 10,000
hi this situation, the number of observations needed is still 1962. However, the number
of days comes out to 184 days, which is in between the 93 days and 354 days needed for
path type 1 and path type 2 respectively.
hi all cases path types 1, 2 and 3 need the same number of observations to arrive
at minimum sampling. Also, in every case path type 1 produces the most efficient path
since it yields the same results in a minimum amount of time when underestimating the
quality sigma level.
6.1.4 Lower Sigma-Level Results
The simulation results show that at lower sigma levels the average total sampling
cost per week is astronomical. The reason is that the total weekly cost attributed to
finding a defect in the field (c/) is extremely high at the lower sigma values. For
111
example, at a 3-sigma quality level, 6.68% defective are getting through to the customer.
This means that in the study's situation at 40,000 units per week production (1000 units
per lot, 8 lots per day and 5 lots per week) on average 2,672 units per week are finding
their way to the final customer. Even at the lowest cfper unit considered in this study of
c/= $1000, the average weekly cost attributed to c/would be $2,672,000 which would
put any manufacturing/assembly company out of business. With/c=5, Vc=2, and cy=1000
the average weekly sampling cost is $2,696,768 for a 3-sigma quality production process.
For a 4-sigma quality process the sampling costs are still very high at the lowest cf In
this situation, the number of weekly defects finding their way to the customer is on
average 248 (40,000 at 0.6210% defective) and therefore the total cost attributed to cfper
week at cf= 1000 on average is $248,000. With/c=5, Vc=2, and c/=1000 the average total
sampling cost for a 4-sigma quality production process is $248,691. These costs are even
higher when considering higher cffc and vc values. This indicates that modem
manufacturing/assembly companies, which commonly and contractually incur a stiff
penalty from their customers when defective is foxmd at the cUent's site caimot survive
for very long under these lower quality standards.
Since these numbers are ridiculously high (and are even higher under stiffer cf
costs) only comparisons at the high quality levels of 5 and 6 sigma are considered. From
this point on the 3-sigma and 4-sigma values are only used when taking a conservative
prior value X estimates (when underestimating quality).
112
6.1.5 Sampling rates with an out-of-control element added
When out-of-control events (OC) are added to random defectives the costefficient sampling rates change in almost every cost situation. Because it is assumed that
all out-of-control events are detected and the out-of-control situation does not last
forever, DSM-HQ's X rate changes to reflect a lower sigma level than the actual process
sigma value, hi the random-event-only (RE) case, the number of defectives encountered
in samphng approximates the number of defectives produced since in the long-run there
is approximately the same chance of detecting a defective than there is of producing a
defective. This changes when an out-of-control element is added to the process since all
out-of-control events are detected. This means that after information is gathered DSMHQ will reflect a lower quality process than the quality of the actual process resulting in
most cases in a higher sampling rate. Table 6.5 shows the DSM-HQ suggested sampling
rates for a 5-sigma process with random events combined with out-of-control events
assuming the chance of getting a random event and an out-of-control event are the same.
Table 6.6 shows that adding out-of-control situations to the random events
increase the sampling rate. Comparing Table 6.6 to the random-event-only table (Table
6.4) it can be seen that for cf= 1000, the numbers have changed from a long-term rate of
one sample taken per week to five samples taken per lot. For cf= 10,000 only where vc
= 2 has the rate remained at one sample tested per week. Everywhere else it has
increased to either 5 or 6 samples per lot. Where cf= 50,000, fc = 5, and vc = 2 is the
only instance where the sampling rate has decreased. The reason is that with the randomevent-only case the costs outside the company are balanced with the costs incurred inside
113
the company. As the out-of-control events are added, only where vc = 2 is the re-work
cost low enough to allow the system to go to a one per week sampling rate.
Table 6.6: Sampling rates for a 5-sigma process with OC and RE combined.
cf= 1000
cf= 10,000
cf= 50,000
fc = 5,vc = 2
5/lot
1/week
1/week
/ c = 5,vc = 20
5/lot
5/lot
5/lot
/c = 5,vc=100
5/lot
6/lot
6/lot
fc = 50, vc = 2
5/lot
1/week
1/week
fc = 50, vc = 20
5/lot
5/lot
3/lot
fc = 50, vc = 100
5/lot
5/lot
6/lot
fc = 200, vc = 2
5/lot
1/week
1/week
fc = 200, vc = 20
5/lot
6/lot
3/lot
fc = 200, vc = 100
5/lot
6/lot
6/lot
Table 6.7 illustrates the DSM-HQ suggested sampling rates for a 6-sigma process
with out-of-control events and random events having the same chance of occurrence.
When adding an out-of-control element to the random-event-only case at the 6-sigma
quality level all of the sampling rates for every cost combination are increased (see
Tables 6.5 and 6.7).
114
Table 6.7: Sampling rates for a 6-sigma process with OC and RE combined.
c/= 1000
c/= 10,000
c/= 50,000
fc = 5,vc = 2
1/lot
1 per 2 lots
1 per 2 lots
fc = 5, vc = 20
1/lot
1/lot
1/lot
fc = 5, vc = 100
1/lot
1/lot
1/lot
fc = 50, vc = 2
1/lot
1 per 2 lots
1 per 2 lots
/c = 50,vc = 20
1/lot
1/lot
1/lot
/c = 50,vc-100
1/lot
1/lot
1/lot
fc = 200, vc = 2
1/lot
1/lot
1/lot
fc = 200, vc = 20
1/lot
1/lot
1/lot
/c = 200,vc=100
1/lot
1/lot
1/lot
This particular situation is of interest since all manufacturing/assembly companies
attempt to operate at the 6-sigma quality level and have production processes with out-ofcontrol elements in addition to the random events of defectives. However, the percentage
of out-of-control to random events varies from company to company and from product to
product. For simplicity this study considers a situation where there is the same likelihood
that an out-of-control event and a random event will occur. Furthermore, for all of the
cost values and for this particular lot size the suggested sampling rate comes out to either
one unit or two units sampled per lot. However, if the lot sizes or/c, vc, c/were to
change, the suggested sampling rates would also change.
115
6.2 Stage 2 of the Simulation results: comparison of sampling methods
All sampling techniques are compared and contrasted. The advantages and
disadvantages of each technique under differentyc, vc, and cfare discussed. The
comparison of sampling methods is separated into random events only (RE) and random
events with out-out-of control situations combined (REOC).
6.2.1 Random event comparison of sampling methods
DSM-HQ is compared to single/classical sampling, double sampling, multiple
sampling. Skip-lot sampling. Chain sampling and MIL-STD-105E. The comparison is
made with different costs (fc, vc, cf) and under 5 and 6-sigma quality production levels.
The principal measuring variable which decides which is the best sampling technique is
weekly total cost. However, other variables are also observed. These include:
•
Total weekly cost (TC/week)
•
Number of total defectives created by the simulation (defectives)
•
Number of defectives detected by each of the sampling techniques
(detected)
•
Percentage of total cost attributed to c/to total cost (TCF%)
•
Percentage of total sampling cost to total cost (TSC%)
•
Total samples taken during the simulation (totalsamp)
•
Average weekly sample per method (samp/week)
Appendix B and Appendix C illustrate the output for 5-sigma and 6-sigma
respectively. Table 6.8 illustrates the methods and its sampling plans used in Stage 2.
116
Table 6.8: Methods and Sampling plans used for comparison.
Method
Sampling Plan
DSMHl
DSM-HQ underestimating the true quahty process and beginning at the 3sigma level
DSM-HQ beginning the sampling at the cost-efficient sample size and prior
level
Single sampling with a sample size of 5 and^c = 0 and i?e = 1.
Single sampling with a sample size of 20 and ylc = 0 and i?c = 1.
Double sampling with cumulative sample sizes of 13,26 and Ac = 0,1 and
Re = 2,2
Double sampling with cumulative sample sizes of 50,100 and Ac = 0,1 and
Re = 2,2
Multiple-sampling with cumulative sample sizes of 5,10,15,20,25,30,35 and
^c = *,*,0,0,1,1,2 and Re = 2,2,2,3,3,3,3
Multiple-sampling with cumulative sample sizes of 20,40,80,100,120,140,
and^c = *,*,0,0,1,1,2 mdRe = 2,2,2,3,3,3,3
SkSP-2 with/= 1/5 and i = 9 and a sample size of 5 with ^c=0 and Re = 1
SkSP-2 with/= 1/2 and z = 15 and a sample size of 20 with ^c=0 and Re =
1.
ChSP-1 with i = 4 and a sample size of 5 with ^ c = 0,1 and Re=l,2
ChSP-1 with i = 4 and a sample size of 19 with^c = 0,1 and Re=l,2
MIL-STD-105E with Level I (single sampling) sample size of 20, Ac = 0, Re
= 1, Level II (double sampling) cumulative sample size of 50,100 and^c =
0,1, Re = 2,2, and Level III (double sampling) cumulative sample size of
80,160 and Ac = 0,3, Re = 3,4.
DSMH2
SINGl
SING2
DOUBl
D0UB2
MULTl
MULT2
SkSPl
SkSP2
ChSPl
ChSP2
MILST
In each case the principal method of interest is DSMH2, which provides the costefficient values for the DSM-HQ. DSMHl is also of particular interest since it is an
underestimation of the initial process level eventually adjusting to cost-efficient results.
In the 5-sigma quality simulation illustrated in Appendix B, DSMH2 has the lowest total
weekly cost in 17 out of the 27 cases, while DSMHl is lowest in 2 cases, MULT2 is
lowest in 5 cases, D0UB2 is lowest in one case and SkSPl is lowest in 2 cases. In both
cases where DSMHl was lowest (fc = 200, vc = 2 cf= 1000 and/c = 200, vc = 20 and cf
117
= 1000) DSMH2 came in a very close second place indicating that the adjustment of
DSMHl from 3-sigma to 5-sigma was done very rapidly and that the differences in cost
is negligible. Of the remaining 8 cases where DSMH2 does not have the lowest total
weekly cost c/is equal to 10,000 or 50,000. This indicates that either DSM-HQ is not the
most cost-efficient method in every case or that more production into the fiiture is needed
to determine if DSM-HQ is the best sampling approach under each condition.
As the sigma level quality is improved a pattem starts developing indicating the
methods that are better suited for high quality testing. Appendix C shows that under 6sigma quahty DSMH2 is the best method in 26 out of 27 cost combinations. The
exception comes a t / : = 200, vc = 20 and cf= 1000, where DSMHl is better by less than
$2. Again here the difference is negligible since in this situation DSMHl immediately
adjust itself to a cost-efficient samphng rate and is essentially sampling at the same rate
as DSMH2 and therefore the difference is due to chance. Out of the existing methods
SkSPl performs at the highest level occupying the second position 7 out of 27 times and
never falling worse than third.
One limitation of DSM-HQ is the percent detected during sampling. Overall,
DSMH2 came in last place, while SkSPl and DSMHl also performed poorly in this area
tied at second to last place. Figure 6.11 illustrates the percentage of defectives detected
by method. As expected the methods that have the highest number of samples per lot
detected the highest percentage of defectives, while the methods with the lowest number
of samples per lot detected the lowest percentage of defectives.
118
Percent defectives detected by method, 6-sigma level (RE only)
Percent detected
8.0%
6.2%
5.3%
O)
a> 4.0%
a
0
0.
).5%
0.7%
0.1%0.0%
0.0%
T-
CM
•-
CM
T-
C^
I—
Q.
CL
OQ
m
X
X
CO
C 0 a ) D D 2 2 _ j _ ^ ^
; F = ; f = O O C 0 C 0 ^ ^ ^
O
O
Q
-
Method
Figure 6.11: Percent defectives detected by method at the 6-sigma level of quality
Figure 6.11 also shows that at the 6-sigma level-RE, out of the more than 35,000
defectives created by the simulation the method with the highest percent detected,
MULT2, only could detect 220 defectives. This also means that the method with the
highest sampling rate allowed 93.8% of the defectives to go undetected.
The total cost is composed of the total cost of sampling (TCS) and the total cost of
field (TCF). The methods that tended to do better at the 6-sigma level with random-event
only (RE) situations are the ones with the highest TCF percentages. Figure 6.12 shows
that DSMHl, DSMH2 and SkSPl have the highest TCF percentages indicating that these
methods allow more defects to get to the final customer than the other method. This is
due to the limited number of samples taken per lot. This shows that at very high quality
levels in RE situations it is more cost effective to minimize sampling.
119
Percent of Total Cost
1.20
1.00
•£ 0.80
S 0.60
I
0.40 -H
0.20
m TCS%
• TCF%
^
CM
Q.
a.
CM
T-
CM
I—
T-
CM
1-
CM
T-
CM
m o Q X X W H h o O Q - Q -
Method
Figure 6.12: Percent of Total Cost divided into TCS and TCF at the 6-sigma RE
6.2.2 Random event with out-of-control comparison of sampling methods
Again DSM-HQ is compared with all discussed sampling techniques. However,
an out-of-control element is added to the production process (REOC). The principal
variable used for comparison is total weekly cost. The variables used for comparison in
random-events only type production are also used when an out-of-control situation is
added to the simulation. In addition, the average time to detect an out-of-control event in
hours (ochrs) is also used for comparison. Appendix D and Appendix E show the results
of the comparisons made at 5-sigma and 6-sigma.
The out-of-control added to the random event (REOC) situations is more realistic
than the random-event only (RE) situation since a percentage of the time the process
produces an out-of-control event compared to a random event. In this situation, 50% of
the defectives are random events while the other 50% are out-of-control events.
120
As expected, Appendix D shows that in every case where DSMH2 suggests a
sampling rate of 5 samples per lot (see Table 6.6) the total weekly cost is almost identical
to SINGl and ChSPl, This is due to the fact that both SINGl and ChSPl also use a 5samples per lot sampling plan. Figure 6.12 shows an example where/c = 50, vc = 20 and
cf= 10,000 and the sampling number for DSM-HQ is 5 samples per lot. As expected,
Figure 6.12 illustrates that DSMHl, ChSPl and SINGl have very similar total weekly
costs since all have a 5-samples per lot sampling plan.
Total Weekly Cost for fc = 50, vc = 20, cf = 10000, at 5-sigma REOC
#9 1 on nnn nn >•
•r—
«n
nnn nn
\J\) ^\J\j\j
.\j\j
%
60.000.00 -
5
40.000.00 -
S
20.000.00 -
TCperWeek
C N f r - i - ^ i - T - C M C M C g C M l —
C M ^
X Q - O X m H c L O D - m c o h Q 5 ( 0 Z 2 ^ = ^ W Z C 0 Z ) : J = d C 0
Sampling Method
Figure 6.13: Total Weekly Cost where DSM-HQ suggests a sampling rate of 5 per lot
Where DSMH2 can differentiate itself is in instances where the sampling is
significantly different than 5 samples per lot. For example, in the cases where vc = 2 and
cf>= 10,000 where the sampling is one per week there is a considerable difference in
sampling rates. In these situations, DSM-HQ has a potential for a considerable advantage
over the other methods since there is such a pronounced difference in sampling rates.
121
Figure 6.13 shows an instance where/; = 50, vc = 2, and cf= 10,000, and where the
samphng plans are quite different allowing DSMH2 to differentiate itselffi-omthe other
methods and providing much lower weekly costs than the traditional methods.
Total Weekly Cost for fc = 50, vc = 2, cf = 10000, at 5-sigma REOC
52,000.
50,000.
48,000.
o 46,000.
0)
44,000.
42,000.
o 40,000.
38,000,
n
o
o
ChS
ChS
SINi
SkS
DSM
SIN
TCperWeek
T-
CN
OQ
m
Sampling Method
Figure 6.14: Total Weekly Cost where DSM-HQ suggests a sampling rate of 1 per week
The only case where DSMH2 did not perform near the top is where/: = 5, vc = 2
and cf= 50,000. The reason might be that the simulation needs to be run a few more
years into the fiiture either to obtain a better cost-efficient value in Stage 1 or to allow the
best method to rise to the top in Stage 2.
Using both REOC and a quality production process at the 6-sigma level, DSMH2,
DSMHl and SkSPl consistentiy occupied the top 3 positions (with few exceptions). The
only times DSMHl outperformed by DSMH2 was in the cases where DSMHl improved
to a cost-efficient sampling rate very quickly and the difference between the two was
neghgible. Therefore, without considering DSMHl, DSMH2 outperformed each and
every one of the traditional sampling methods. Figure 6.14 shows the overall total
122
weekly cost by method at the 6-sigma level of quality considering both out-of-control and
random events. Figure 6.14 shows that DSMH2 outperformed the nearest competitor,
SkSPl, by 35% and the popular destructive sampling technique SINGl by 76%.
18,375
• TCperWeek
•
1 10,609
38,081
^
13,864
i
29,962
•i
BH^HH 102,949
39,460
••
1 7,858
1 8,141
86,802
^mm
m 26,747
36,466
IB
13,864
i
O
o
Total Weekly Cost
rail Total Weekly Cost by Method, 6-sigma REOC
^ C M T - C M ^ C N t - ; ' - C N T - ( M T - C M
D . Q . C D 0 Q I X ( 0 h h C 3 O Q . Q .
Method
Figure 6.15: Overall Total Weekly Cost at 6-sigma REOC
At the 6-sigma level considering REOC the average number of hours that the
process is out-of-control before it is detected influences total cost. Figure 6.15 illustrates
the average amount of time (in minutes) that each method takes to detect an out-ofcontrol event.
123
c
Out-of-control time in minutes per method, 6-•sigma REOC
00
ai
H
SkSPl
in
CO
H
•
fflOC minutes
pi
•• 42.8
DSMH2
m
SkSP2 pi
p138.0
• 17.0
MULTl
DSMH1
•
ChSP2
• 20.8
MILST •
ChSPl
I
SING2
• 20.7
CO
(d
SING1
<q
(d
i
r^
ir>
D0UB1 • 17.4
in
(d
MULT2
0
(o
in
D0UB2 p
Minutes
in
Method
Figure 6.16: Out-of-control time for each method in minutes at the 6-sigma level
In this situation, SkSPl and SkSP2 have the highest amount of time since it skips lots
with a high quality process. The methods that sample most often, D0UB2 and MULT2
tend to take a lower amount of time to detect an out-of-control situation. DSMH2 takes
on average slightly under 43 minutes to detect an out of control situation. This indicates
that in the REOC case the most cost-efficient amount of time to detect an out of control is
neither with the high sampHng nor with the low-sampling techniques.
6.3 Summary
The simulation results show that DSM-HQ is slightly superior under 5-sigma RE.
As the quality improves to 6-sigma in the RE case, DSM-HQ significantly outperforms
the traditional methods. Because the suggested sampling rates in both of these cases are
reduced to either one per week in most cases and in few cases to 4 per lot, 1 per two lots
124
or one per day (Tables 6.4 and 6.5) it is not surprising that the closest competition comes
fi-om SkSPl.
In the REOC case under a 5-sigma quality level, the nearest competition comes
fi"om SINGl and CHSPl which both have a 5 per lot sampling rate. In the many cases
where the suggested sampling rate for DSM-HQ is 5 per lot the results are almost
identical to these other two traditional methods. In the cases where DSM-HQ has a
pronounced difference in sampling rate to these two methods the savings in total costs are
very apparent. As the quality improves to 6-sigma in the REOC case, the differences in
both sampling rate and total costs are more pronounced. These results are encouraging
since DSM-HQ is developed specifically for high-quality processes and under both RE
and REOC conditions the results provide a significant cost savings.
125
CHAPTER v n
CONTRIBUTIONS AND SUMMARY
7.1 Contributions, Limitations and Future Research
Current traditional sampling techniques are not designed to work under very highquality production processes. DSM-HQ is an economically-based sampling technique
designed to minimize total cost when the process quality is very high. This technique
outperformed the existing traditional techniques in every 6-sigma simulation for both RE
and REOC and in most of 5-sigma simulations for both RE and REOC. However, these
results only show performance under limited conditions. These include one production
line, 1000-unit lots, and a fixed cf
This research only considers a single production/assembly line. In many cases
there are multiple manufacturing/assembly lines that contribute to the production of a lot.
As the number of production lines increase then the suggested sampling rate might also
increase.
Additionally, the values generated in the cases where the out-of-control element is
added are based on lots of 1000 units. Like with all other methods, sampling plans would
have to be determined based on different lot sizes. Reducing the lot size might reduce the
DSM-HQ suggested sampling rate, while increasing the lot size might increase the
recommended sampling rate.
Another limitation of DSM-HQ is that the sampling number is highly dependent
on/c, vc, and cf This means that either the manufacturer/assembler needs to know what
126
each of the costs are for each one of the products or a more generic method of DSM-HQ
would have to be developed. If for example, cf has several values, a weighted average of
c/could be considered.
Finally, in the REOC case the limitations include an out-of-control process where
every unit that follows a defective unit is defective. Although this can actually happen,
there are also cases where the process produces units at a lower sigma level.
The limitations of this study will be addressed in fiiture research which include:
1. Widening the out-of control scope. In this research when a process goes
out-of-control, each and every one of the following parts is considered to
be defective. Future research would include an out-of-control process to
be at, for example, a 3-sigma level and then observe the effects on the
suggested sampling rate and total cost.
2. Changing the lot sizes. The cost and the sampling number of the
traditional sampling techniques would change making a difference in total
cost comparisons.
3. Considering more than one production line. Currently, only one
production line is considered in this research. Future research includes
increasing the number of production lines while allowing each line to be a
part of the lot formulation.
4. Considering a weighted average of cf In the case where cf has several
values for a particular product, a weighted average of cf can be used to
arrive to the cost-efficient sampling rate.
127
5. Comparison vs. CUSUM control scheme and other methods. Although
this research focuses on comparing DSM-HQ with the most popular and
traditional sampling methods, there are other methods, which need to be
considered in fiiture research.
6. Different percentage of REOC. This particular research is limited to a 50%
random event and 50% out-of-control. If this number varies, then the
suggested sampling number might also change.
7. Considering a compound-Poisson to model defects within the defective
units. In the case where a unit can have multiple defects, a geometricPoisson distribution can be used to model the production process yielding
different cost-efficient sampling numbers.
7.2 Summary
DSM-HQ tends to perform better as the quality of the process improves. In the
lower sigma levels, DSM-HQ performs very similar to single sampling. At these quality
levels, DSM-HQ suggests a very high sampling rate and the upper limit only allows a
predefined maximum sampling rate. Therefore, there are no significant differences to the
traditional single sampling technique. As the quality improves, there are differences in
some of the sampling rates under certain conditions. These differences in sampling rate
become apparent at the 5-sigma level and are pronounced at the 6-sigma level of quality.
At the 5-sigma level DSM-HQ suggests some similar sampling rates to the traditional
techniques. When this is the case, there are no significant differences in total cost.
128
However, in the cases where there are pronounced differences, DSM-HQ provides
significant savings. At the 6-sigma level of quality, all sampling rates are very different
to the traditional sampling rates. In this high-quality environment, DSM-HQ consistently
outperforms the traditional techniques resulting in significant cost savings.
However, DSM-HQ does have some limitations. The study and comparison is
based on a specified number of units per lot. In addition, unlike the traditional
techniques, the sampling rate is based on the cost variables. The out-of-control rule is
limited to a process going completely out-of-control with all parts being defective after
the first part in the out-of-control process is defective. The REOC case is limited to
random events having the same likelihood as out-of-control events. The study is also
limited to a single production Une producing all units in the lot. Finally, other techniques,
such as CUSUM, need to be compared and contrasted against DSM-HQ. These and other
issues will be addressed in fiiture research.
Although DSM-HQ has many limitations, the initial results are very encouraging.
For manufacturing/assembly companies that have a situation similar to the one in this
study, the cost savings can be very significant. Furthermore, if such a company has
several different product lines, the cost savings are compounded. Future research in the
areas of out-of-control pattems, and single vs. multiple production lines along witii more
specific information on particular cases with regards to fc, vc, cf lot-size, and percent of
random-events vs. out-of-control events are needed to provide better estimates on
sampling rates and costs. The research planned for the fiiture should yield a cost-efficient
129
sampling rate specific to each particular case and, in high-quality environments, provide
manufacturing/assembly companies significant cost savings.
130
REFERENCES
Bartky, W. (1943). Multiple sampling with constant probability. The Annals of
Mathematical Statistics, 14, 363-377.
Berger, J. 0. (1985). Statistical decision theory: Foundations, concepts, and methods. {3^^
ed.). New York: Springer-Verlag.
Becker, G, & Camarinopolous, L. (1990). A Bayesian estimation method for the failure
rate of a possibly correct program. IEEE Transactions on Software Engineering,
16, 1307-1310.
Case, K., & Keats, J. B. (1982). On the selection of a prior distribution in Bayesian
acceptance samphng. Journal of Quality Control, 14, 10-18.
Chulani, S., et al. (1999). Bayesian analysis of empirical software engineering cost
models. IEEE Transactions on Software Engineering, 25, 573-583.
Campodonico, S. & Singpurwalla, N. (1994). A Bayesian analysis of the logarithmicPoisson execution time model based on expert opinion and failure data. IEEE
Transactions on Software Engineering, 20, 677-683
Dalai, S. R., & Mallows, C. L. (1988). When should we stop testing software? Journal of
American Statistics Association, 83, 872-897.
DeGroot, M. H. & Schervish, M. J. (2002). Probability and statistics (3'"* ed.). Boston,
MA: Addison Wesley.
Department of Defense (1989). Military standard: Sampling procedures and tables for
inspection by attributes, Washington, DC: Department of Defense.
Dodge, H. F. (1943). A sampling inspection plan for continuous production. The Annals
of Mathematical Statistics, 19, 264-279.
Dodge, H. F. (1951). Additional continuous sampling inspection plans. Industrial quality
Control 7(5), 7-12
Dodge, H. F. (1955a). Skip-lot sampling plan. Industrial Quality Control, 11(5), 3-5.
Dodge, H. F. (1955b). Chain sampling inspection plan. Industrial Quality Control, 11(4),
10-13
131
Dodge, H. F., & Romig, H. G. (1929). A method of sampling inspection. The Bell System
Technical Journal, 8, 613-631.
Dodge, H. F., & Romig, H. G. (1944). Sampling inspection tables - single and double
sampling. New York: John Wiley & Sons, Inc.
Dodge, H. F., & Torrey, M. N. (1951). Additional continuous sampling plans. Industrial
Quality Control, 7(5) 5-9.
Florens, J.P., et al. (1990) Elements of Bayesian statistics. New York: Marcel Dekker,
Inc.
Govindarajulu, Z. (1981). The sequential statistical analysis of hypothesis testing, point
and interval estimation, and decision theory, Columbus, OH: American Sciences
Press.
Grant, E. L. & Leavenworth R. S. (1988). Statistical quality control (6^^ ed.). New York:
McGraw-Hill.
Iversen, G. (1984). Bayesian statistical inference, Newbury Park, CA: Sage Publication.
Maritz, J. S. (1970). Empirical Bayes methods. London, England: Methuen and Co. Ltd.
Nahmias, S. (1993). Production and operations analysis. New York: Richard D. Irwin
Inc.
Pabst, W.R., Jr. (1963). MIL-STD-105D. Industrial Quality Control, 20(5), 4-9.
Pande, P., & Holpp, L. (2002). What is six sigma? New York: McGraw-Hill.
Perry, R. L. (1973a). Skip-lot sampling plans. Journal of Quality Technology, 5(3), 123130.
Perry, R. L. (1973b). Two-level skip-lot sampling plans - Operating Characteristic
Properties. Journal of Quality Technology, 5(4), 160-166.
Press, S. J. (1989). Bayesian statistics: Principles, models and applications. New York:
Wiley.
Randolph, P., & Sahinoglu, M. (1995). A stopping rule for a compound Poisson random
variable. Applied Stochastic Models and Data Analysis, 11, 13 5-143.
Ross, S (2000). Introduction to probability models {f^ ed.). London, England: Harcourt.
132
Soundararajan, V. (1978). Procedures and tables for construction and selection of chain
sampling plans (ChSP-1). Journal of Quality Technology, 10, 56-60 and 99-103.
Tennant, G. (2002). Design for six sigma: Launching new products and services without
failure. Hampshire, England: Gower.
Wald, A. (1973). Sequential analysis. New York: Dover Publications.
133
APPENDIX A
SEQUENTIAL ANALYSIS UNDER HIGH QUALITY CONDITIONS
This section analyzes the sequential analysis technique and more specifically,
Wald's (1973) Sequential Probability Ratio Test (SPRT). From Chapter 2, the SPRT had
the following steps. If:
P.'"(l-A)""'" ^ P
Po'-a-z'o)'""'''" (i-«)
then the decision is to accept the lot. Otherwise, if:
then the decision is made to reject the lot. Finally, if:
{\-a)
j9/'"(l-/7o )"-""•
fi
^p/"(i-/,,)"-""
a
j-p
then, another observation is taken and a decision to accept, reject or take an additional
observation is made. Let's first analyze the first formula. If we take the log of both sides,
the result is:
log^-.
^•._.
^log
This means that:
.„ l o g A , ^ I o g £ z ^ _ , „ l o g ^ , l o g - A ^
Po
g-/'o)
g-Po)
g-«)
Therefore:
134
d ,
l-«
(l-p.)
Po
(1-Po)
Because the lot is accepted whenever the right part of the equation is greater than
dm, then the right part of the equation be considered the acceptance number or a,
^mTherefore, dm < Om^ and therefore:
log^^-;«log(^-^-^
logA_,og ('-".)
Po
(1-Po)
Similarly, for the second formula, if the log of both sides is taken, the result is:
m-rf
Which means that;
<i.ioga,„,„g£z£il_rf.,„g£zAl^,„,izA
Po
(1-Po)
(1-Po)
^
Therefore:
,ogl^-™,ogfl^
rf > — ^
"--P"'
Po
g-i^o)
Because the lot is rejected whenever the right part of the equation is less than dm,
then the right part of the equation be considered the rejection number or r^. Therefore,
dm>r„. and:
135
log
m
^-mlog
^'
a
g-Po)
logA_iog(l-^.)
Po
g-Po)
Finally, taking the log of the third equation yields the following equation:
log—-— < log \
—^-^—— < log——
From the previous equations the following inequality can be deduced:
,
P
log_^l
\-a
. (l-p,)
m\og) ^ ' ;
g-Po) ^
log^-log^
Po
•
(1-Po)
, \-p
.
{\-p,)
log—^-wlog\
a
g-Po)
logA-,„gilz£li
Po
(1-Po)
This means that the researcher should keep taking observations as long as the
number of defectives lies in between the two equations. Although these equations are not
exactly the same as those in Wald (1973), they are mathematically equivalent.
Let's analyze now the equation for the acceptance number:
log-/-^log(^-^'>
l-or
g-Po)
logA_iog(l-^.)
Po
g-Po)
This implies that m, which is the amount of units inspected is:
log-^-a.flogA-log^^
l-a
1^ Po
g-Po);
m=
log g-Pi)
g-Po)
136
It can be seen that for the SPRT, the amount of units inspected depend on the
numerical values of a„, po, p,, a andy9. Taking the examplefromWald (1973), the values
that he gives each one of the variables ispo = .l,p, = 3.a = .02 andyS = .03. If the
researcher has no defectives sequentially, then a^^, = 0 and therefore, the minimum
number of units inspected would have to be 14 for the lot to be accepted under this
situation. The reason is the following:
P
,
0.03
l o g - ^ ^ = log
= -1.5141
l-a
1-0.02
and
logillM = log(lzM = _o.i091
g-Po)
g-o.i)
therefore,
i-'^
m=
I
Po
r, \
g-Po)> -1.5141-0
^^—^-^^ =
= 13.8725 « 14
logA-ilog^-log"-"''^
g-Po)
This number agrees with the table provided by Wald (1973, pp. 93). This means
that the researcher caimot accept the lot under these po, pj, a and ^ values, until the 14'^
unit is observed (if all 14 units are non-defective). This implies that the minimum
number of observations that the researcher will test will be 14. Ifpo is allowed to go to 0,
then the value of m would be reduced to 9.7746 - 10, reducing the number of
observations.
This implies that even if ;5 and a axe held constant and ifpo is equal to zero
(which reduces the amount of observations taken under SPRT), then:
137
hmm =
log- fi
l-a
- r,„gA_i„ga-.,)l
a„
Po
g-Po)
i,gg-P,)
g-Po)
= 00
The numbers for m would increase even more if the consumer's risk {fi) and
producer's risk (a) were to be reduced.
The values given forpo, pi, a and ft in the previous example are now considered
poor to average quality (Tennant 2002). Under "six sigma," the defectives per miUion
opportunities are 3.4 (Pande and Holpp 2002). This implies that if the
manufacturer/assembler wants to operate under "six sigma" it should allow for only one
defective per 294,117 conforming items in order to be considered a "world class"
manufacturer (Tennant, 2002). This in turn imphes that the values of po, pj, a and ft need
to be adjusted for today's high quality standards. The consumer's risk ^ (the probability
of accepting product of some undesirable quality) has to be adjusted since the producer
does not want to risk shipping anything less than high quality products. In addition,
recall that ifp >pj and the lot is accepted, then the error is regarded as an error of
practical consequence. Therefore,/?/ needs to be adjusted since the error regarded as
"practical consequence" needs to be shifted to a lower value.
In the case of world-class manufacturing, let po equal the proportion for six sigma
(3.4/1,000,000). Letpj equal 233 defectives per miUion, which is five sigma (Pande and
Holpp, 2002). Although 5 sigma is only considered "excellent" quality and is not "world
class" (Tennant, 2002), it will be useful for the purposes of the example. If all the other
variables are allowed to stay the same andpj is adjusted to a five sigma level (py =
138
(233)7(1,000,000)), and;?^ to a six sigma level po = (3.4)7(1,000,000)) then the minimum
amount of observed units before the lot could be accepted under the SPRT is:
iog/-ajiog^-iogfl::^'
^ =
l-a
I
Po
" ,,
,
g-Pi)
log
g-Po)
^—-^^^ =
-1.5141048-0
; «15,182.679
-0.000099726
g-Po)
This means that under these conditions, there would have to be 15,183
observations without a defective for the researcher to be able to accept the lot. Therefore,
the SPRT is not suitable for today's high quality sampling. Similarly, the number of
observations until rejection would also yield a similar outcome. Analyzing the formula:
cc
g-Po)
log^L.logO-^.)
m
Po
(1-Po)
Then the number of observations is:
log
m=
r„
a
L Po
g-Po)J
log(^-^->
g-Po)
Taking the values in the example oipo = .1. /?/ = .3, a = .02 and /9 = .03, then the
results are:
l o g i z l = l o g ^ = 1.6857417
a
0,01
and
139
iog£z£i)=,og(l::M = _o.io9i
g-Po)
g-o.i)
and,
l o g ^ = l o g — = 0.47712
Po
0.1
Therefore,
logi^-Jlog^-logil^l
a
m=
I
g-Po)j 1.6857417 - r (0.47712 + 0.1091)
Po
log g - P i )
-0.1091
g-Po)
which means that:
/w =-15.4513+ r„ (5.3732)
This implies that the researcher has to find a minimum of 4 defectives before it
can reject the lot. The reason rm cannot be equal to 3, is because m would equal 0.6683 1. This is impossible since there cannot be 3 defective observations {rm) with only
observation (m) taken. It also means that the researcher needs to wait until the 4^*"
observation until he7she can decide to reject the lot. Again, these numbers are not
suitable for "world class" manufacturing. Here again if the limit is taken on rm, aspo and
PJ go to zero, then:
log—^-mloga
(l~Po)
-7.
lim r„ = —
:;— - °o
l o g - L , log
Po
yy-Po)
Additionally,
140
__
,„glzZ.J,„gA_,ogilz^^
lim m =
^
Pi^Po->0
{^^—:: Po ^
^
(l~Pl)
log
(1-Po)
i^-Po)
^-^ = 00
Returning to the case of pj being at the five sigma level andpo at the six sigma
level and allowing y9 and a to continue to have their original values of 0.03 and 0.02
respectively (although smaller values are needed and would produce larger sample sizes),
the results are as follows:
l o g ^ ^ = l o g — = 1.6857417
a
^0.02
233
log ( I Z ^ = l o g ^ l M O ^ = log.^99976^ = -0.000099726
g-Po)
n
3.4
^0.9999966
1,000,000
, p, , 0.000233 , o.,^„^^
log^^ = log
= 1.835877
Po
0.0000034
Therefore,
logllli^-.JlogA-iogC-/'.)
m
m=
a
{
log
Po
g-Pi)
g-Po);
1.6857417-r„ (1.835877+ 0.000099726)
-0.000099726
g-Po)
which means that,
/w = -16,903.733 + r„ (18,410.211)
This means that the researcher has to wait for one defective until he7she can reject
the lot. However, it also means that the first defective can come during the first 10,527
observations (using 1.49 for r^ to calculate m),
141
In the first example (adapted from Wald 1973), the researcher needs a minimum
of 14 observations to decide to accept the lot. He7she also needs a minimum of 4
observations to decide to reject the lot. These numbers do not seem unreasonable.
However, the quality level for these observations is incredibly low.
In the second case where the quality level is increased to today's standards, the
researcher using SPRT has to rely on incredibly high number of observations. The lot as
soon as the first defective observation within the first 10,711 observations since:
/w = -16,903.733 + r„(18,410,211)
Additionally, if the researcher did not find a defective in the first 10,711
observations, then he7she needs a minimum of 15,183 observations to decide to accept
the lot. However, if a defective occurs after observation 10,711, then the researcher must
wait until observation 24,388 (if no other defectives occurred) to accept the lot.
These results can be represented graphically as follows:
142
4.000
If the defect occurs after observation 10,711 then the researcher must wait until
observation 24,388 to accept the lot if no other items were found to be defective
3.500
•3.000
-0.500
•1.000
15,183 oservations must be tested with no defects before
the researcher can consider to accept the lot
•1.500
number of observations
Figure A. 1: Sequential Sampling for a Very High Quality Process
The conclusion is that the SPRT is no longer appropriate for today's quality
levels. The example presented used five sigma and six sigma levels of manufacturing
quality. Companies are now attempting to push the manufacturers to "nine sigma" (E.
Castillo and S. Alvarez, personal communication, October 6, 2003), which would make
current sampling results even more outrageous.
143
APPENDIX B
COMPARISON OF METHODS AT A 5-SIGMA - RE
method fc
vc
cf
DSMH2
DSMH1
SkSPl
ChSPl
SING1
SkSP2
D0UB1
MULT1
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
2
2
2
2
2
2
2
2
2
2
2
2
2
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1.000
1,000
1,000
1,000
1,000
1,000
DSMH2
DSMH1
SkSPl
SING1
ChSPl
SkSP2
D0UB1
MULT1
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
20
20
20
20
20
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
9,550
9.807
10.254
13,440
13,455
15,393
19,845
21,430
24.595
25.355
26.216
49.532
57.408
97.70
95.30
90.90
68.70
68.80
60.10
46.40
42.90
37.30
36.00
34.80
17.80
15.20
2.30
4.70
9.10
31.30
31.20
39.90
53.60
57.10
62.70
64.00
65.20
82.20
84.80
DSMH2
DSMH1
SkSPl
ChSPl
SING1
SkSP2
D0UB1
MULT1
ChSP2
SiNG2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
100
100
100
100
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
9,628
9,980
13,174
29,496
29.498
39.179
61.622
69,583
85,417
89.420
93,699
211,451
251,417
96.90
92.90
70.50
31.40
31.50
23.70
15.00
13.20
10.70
10.20
9.70
4.20
3.50
3.10
7.10
29.50
68.60
68.50
76.30
85.00
86.80
89.30
89.80
90.30
95.80
96.50
1
46
93
474
427
729
1,183
1,420
1,884
1,831
1,967
4,970
5,797
samp/
week
1
10,000
19
194,646
37
367,910
200
2.000,000
200
2,000,000
297
2,967,260
522
5,215.028
601
6.014,005
760
7,600,000
800
8,000.000
843
8.431,470
20,231,250 2,023
24,218.880 2,422
93,291
93,454
93,242
92,839
92,992
93,198
93,241
93,328
93,550
93,307
93,329
93,235
93.034
1
26
86
490
488
731
1,206
1.439
1.756
1,927
2,020
4,959
5,902
1
10,000
13
131,720
37
367,580
200
2.000,000
200
2,000,000
297
2,969,760
522
5.215.509
601
6.014,165
760
7.600.000
8.000,000
800
8,433.810
843
20.230,750 2,023
24.222,260 2,422
93.276
92,727
92,970
93,241
93,249
93,562
93,394
93.280
93,198
93,330
93,051
92,958
93,303
3
13
93
479
465
706
1,207
1,413
1,744
1,908
1.977
4.788
5,923
1
10,000
50.259
5
368,080
37
2,000.000
200
2.000.000
200
2.966,420
297
5,215,353
522
6.013.865
601
7.600.000
760
8.000.000
800
8,431,100
843
20,224,000 2,022
24,223,860 2.422
TC/week TCF TCS% defectives
%
9.537 97.90 2.10
93,343
9,559 97.40 2.60
93,123
93,354
9,602 97.10 2.90
9,887 93.90 6.10
93,336
9,904 93.90 6.10
93,459
10,026 92.10 7.90
93,034
10.413 88.00 12.00
92,864
10,584 86.70 13.30
93,204
10,846 84.10 15.90
93.117
10,952 83.50 16.50
93,322
10,984 82.80 17.20
92,914
13,066 67.40 32.60
93,099
93,294
13,802 63.40 36.60
144
detected
totalsamp
method fc
vc
Cf
DSMH2
DSMHl
SkSPl
ChSPl
SING1
SkSP2
DOUBl
MULTl
ChSP2
S1NG2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
2
2
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1,000
1,000
1,000
1,000
1,000
1,000
11,345
11,354
11,396
11.687
11.698
11,859
12,274
12.377
12,644
12,731
12,846
14,890
15.645
82.30
82.20
81.60
79.40
79.40
78.00
75.10
74.00
72.00
71.60
71.20
59.20
56.00
17.70
17.80
18.40
20.60
20.60
22.00
24.90
26.00
28.00
28.40
28.80
40.80
44.00
93,382
93,311
93.102
93,233
93,356
93.229
93.381
93.018
92.875
92.975
93.418
93.040
93,505
3
6
86
435
455
695
1.192
1.403
1.793
1.817
1,990
4,932
5,889
1
10,000
1
14,099
37
367.765
200
2,000,000
200
2,000,000
296
2,962,460
522
5,215,197
601
6,013.775
760
7,600,000
800
8.000,000
843
8,432,680
20,230,050 2,023
24,221,740 2.422
DSMH2
DSMHl
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
S1NG2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
20
20
20
20
20
20
20
20
20
20
20
20
20
1,000
1,000
1,000
1,000
1.000
1.000
1.000
1.000
1.000
1,000
1,000
1,000
1,000
11.321
11.465
12.061
15,288
15,323
17.166
21.638
23.211
26.389
27,178
27,971
51,383
59,253
82.10
81.30
77.10
60.70
60.80
53.80
42.50
39.50
34.70
33.70
32.50
17.20
14.70
17.90
18.70
22.90
39.30
39.20
46.20
57.50
60.50
65.30
66.30
67.50
82.80
85.30
92,967
93.243
93.128
93.214
93.575
93,007
93,057
93,060
93,382
93,359
92,703
93,475
93,184
5
2
81
446
454
668
1,188
1,485
1,769
1,872
1,921
4,950
5,824
1
10,000
13,024
1
37
367,585
2,000,000
200
2,000,000
200
2,957,240
296
5,215.184
522
6,014.575
601
760
7.600.000
8,000,000
800
8.431.210
843
20.230,800 2.023
24,218,120 2.422
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
100
100
100
1,000
1.000
1.000
1,000
1,000
1.000
1.000
1.000
1,000
1,000
1,000
1,000
1,000
11,424
11.427
15.056
31.275
31.297
40.780
63.399
71.393
87.218
91.247
95,532
213.326
253.161
81.60
81.60
62.20
29.60
29.60
22.70
14.50
12.90
10.50
10.00
9.50
4.10
3.40
18.40
18.40
37.80
70.40
70.40
77.30
85.50
87.10
89.50
90.00
90.50
95.90
96.60
93,191
93.219
93.646
92,964
93,177
93,230
93,057
93,268
93,103
93,449
93,037
93.324
92.880
4
5
74
478
460
612
1,205
1,413
1,769
1,875
1,965
4,824
5.790
10,000
1
10,010
1
367,445
37
2.000.000
200
2,000,000
200
2,948,200
295
5,215,418
522
6,013,920
601
7,600,000
760
8,000,000
800
8,433.110
843
20,225,400 2.023
24,218,680 2.422
1,000
1,000
1,000
17,346
17,352
17,458
53.80 46.20
53.80 46.20
53.30 46.70
93.237
93.305
93.096
1
2
91
DSMHl 200 2
DSMH2 200 2
SkSPl 200 2
TC/week TCF TCS% defectives
%
145
detected
totalsamp
10,000
10,000
367,900
samp/
week
1
1
37
method fc
vc
cf
ChSPl 200
SINGl 200
SkSP2 200
DOUBl 200
MULTl 200
ChSP2 200
SING2 200
MILST 200
D0UB2 200
MULT2 200
2
2
2
2
2
2
2
2
2
2
1.000
1.000
1.000
1.000
1.000
1,000
1,000
1,000
1.000
1.000
DSMHl 200
DSMH2 200
SkSPl 200
SINGl 200
ChSPl 200
SkSP2 200
DOUBl 200
MULTl 200
ChSP2 200
SING2 200
MILST 200
D0UB2 200
MULT2 200
20
20
20
20
20
20
20
20
20
20
20
20
20
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1.000
1,000
1,000
1,000
1.000
17,336
17,366
18,092
21,295
21,328
23,276
27.724
29.261
32,390
33.186
34,059
57.452
65.363
53.60
53.70
51.20
43.50
43.60
39.90
33.30
31.40
28.20
27:50
26.80
15.30
13.40
46.40
46.30
48.80
56.50
56.40
60.10
66.70
68.60
71.80
72.50
73.20
84.70
86.60
DSMH2 200
DSMH1 200
SkSPl 200
ChSPl 200
SINGl 200
SkSP2 200
DOUBl 200
MULTl 200
ChSP2 200
SING2 200
MILST 200
D0UB2 200
MULT2 200
100
100
100
100
100
100
100
100
100
100
100
100
100
1.000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
17.406
17.437
21.111
37,321
37,357
46,850
69,444
77,385
93,285
97,260
101,605
219,437
259.346
53.30
53.40
44.20
24.90
24.90
19.60
13.20
11.80
9.80
9.40
9.00
4.00
3.40
2
2
2
2
2
2
2
10,000
10,000
10,000
10,000
10,000
10.000
10,000
91.951
92.754
92.804
92.980
93.157
93.191
93.201
94.50
95.40
98.00
99.40
98.70
98.10
99.70
MULT2
D0UB2
MILST
SINGl
DOUBl
SING2
SkSPl
5
5
5
5
5
5
5
449
443
685
1,256
1.382
1,705
1,856
1,979
4,988
5,845
samp/
week
200
2,000.000
200
2.000,000
2.960.040 296
522
5,216,055
601
6,013.455
760
7.600.000
800
8.000,000
843
8,430,720
20.233.250 2,023
24.219.760 2,422
92.967
93,260
92.800
93.084
93,432
93.552
93,613
93,136
92,912
92.993
93.172
93.237
93.273
3
3
96
461
482
728
1,242
1,385
1.681
1.846
1,938
5,054
5,961
1
10,000
1
10,000
37
368,145
200
2,000,000
200
2,000,000
297
2,969,480
5,215,938
522
601
6,013,660
7,600.000
760
800
8.000,000
843
8,430,620
20,235,900 2,024
24,222.320 2,422
46.70
46.60
55.80
75.10
75.10
80.40
86.80
88.20
90.20
90.60
91.00
96.00
96.60
92.859
93.166
93.483
93,182
93,556
92,696
93,134
92,795
93,365
93,172
93,537
93,159
93,622
1
1
101
418
464
663
1,265
1,449
1,779
1,931
2,015
4.951
5,856
1
10,000
1
10,000
37
368,345
2,000,000
200
2,000.000
200
2,957.260 296
5.216.107
522
601
6,014.340
7.600,000
760
8,000,000 800
8.431.180
843
20,229.950 2,023
24.219.760 2,422
5.50
4.60
2.00
0.60
1.30
1.90
0.30
92,776
93.333
92.916
92,859
93,151
93,215
93,007
5,877
4,831
2,002
480
1,239
1.827
82
24.220.040 2.422
20.225.250 2.023
8.432,530
843
2,000,000
200
5.215.860
522
8.000.000
800
367.700
37
TC/week TCF TCS% defectives
%
17,691 52.40 47.60
93.062
17,693 52.40 47.60
93.084
17,880 51.70 48.30
93.069
18.280 50.30 49.70
93.159
18.475 49.90 50.10
93.615
18,764 49.00 51.00
93,587
18,799 48.60 51.40
93,262
18,879 48.40 51.60
93,293
20,958 41.90 58.10
92.861
21,718 40.20 59.80
93.172
146
detected
totalsamp
method fc
vc
cf
ChSP2
MULTl
SkSP2
DSMH2
ChSPl
DSMHl
5
5
5
5
5
5
2
2
2
2
2
2
10.000
10.000
10.000
10.000
10.000
10.000
DSMH2
SkSPl
DSMHl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
20
20
20
20
20
10,000
10,000
10,000
10,000
10,000
10,000
10.000
10.000
10.000
10.000
10,000
10,000
10.000
93,264
94,349
94,451
96,582
96,888
98,702
102,794
103.929
106.832
107.982
108.331
128.633
136.265
99.80
99.00
98.40
95.60
95.70
93.80
89.60
88.20
85.60
85.00
84.20
68.40
64.30
0.20
1.00
1.60
4.40
4.30
6.20
10.40
11.80
14.40
15.00
15.80
31.60
35.70
93,044
93.494
93.055
92.873
93,136
93,268
93,425
93,074
93,176
93,591
93,153
92,811
93,374
1
83
156
496
452
707
1,275
1.384
1.759
1.825
1,898
4,875
5,796
1
10,000
37
367,765
67
674,879
200
2,000,000
200
2.000,000
297
2,966,940
522
5,216,172
601
6,013,615
760
7,600,000
800
8.000,000
843
8,429,750
20,227,500 2,023
24,218,800 2,422
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
S!NG2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
100
100
100
100
10,000
10,000
10,000
10,000
10,000
10.000
10.000
10,000
10,000
10,000
10,000
10,000
10,000
93.851
96.066
96.606
112.929
113.151
122.424
144,144
152,587
167,838
171,209
175,905
291,058
329.812
99.70
96.60
96.00
82.10
82.10
75.60
63.60
60.40
54.60
53.10
51.90
30.40
26.40
0.30
3.40
4.00
17.90
17.90
24.40
36.40
39.60
45.40
46.90
48.10
69.60
73.60
93,552
92,857
92,807
93,155
93,379
93,242
93,012
93,616
93.322
92,894
93,234
93,284
93.037
2
61
83
445
447
736
1,284
1.429
1.756
1.965
1.936
4.927
5.887
1
10,000
306,715
31
367,635
37
2.000.000
200
2,000,000
200
297
2,968,700
5,216,328
522
6,014.175
601
7,600,000
760
8.000,000
800
8.432.800
843
20,230.100 2.023
24.222.280 2.422
MULT2
D0UB2
DSMH2
MULTl
ChSP2
MILST
SING2
SINGl
SkSP2
SkSPl
ChSPl
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
94.208
94.427
94.670
94.670
94.850
94.968
95.081
95.136
95.277
95.303
95,310
92.70
93.60
97.90
96.60
96.30
96.10
96.20
97.50
97.30
97.80
97.50
7.30
6.40
2.10
3.40
3.70
3.90
3.80
2.50
2.70
2.20
2.50
93,145
93,260
92,666
92,831
93,053
93,250
93,270
93,212
93,364
93,296
93,341
5.820
4.912
3
1.377
1,738
1,985
1,804
484
692
88
439
24,218.900 2.422
20,228,200 2.023
10,000
1
6,013,660
601
7,600,000
760
8,432,270
843
8,000,000
800
2,000,000
200
2,963.060
296
367,810
37
2,000,000
200
TC/week TCF TCS% defectives
%
93,295 98.20 1.80
93,360
93,460 98.50 1.50
93,479
93.488 99.20 0.80
93.364
93,521 99.80 0.20
93.320
93,598 99.40 0.60
93.449
93,811 99.40 0.60
93,679
147
detected
totalsamp
1,788
1,424
670
2
452
402
7,600,000
6,013.960
2,960,760
10,000
2,000.000
1.666,516
samp/
week
760
601
296
1
200
167
method fc
vc
DOUBl 50
DSMH1 50
2
2
TC/week TCF TCS% defectives
%
10.000 95,460 96.80 3.20
93.596
10.000 95,602 97.80 2.20
93.580
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
20
20
20
20
20
20
20
20
20
20
20
20
20
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10.000
10,000
95,288
95,568
96,026
98,741
98,970
100,288
103,953
106,010
108,658
109,572
109,838
130,736
137,888
97.90
97.40
97.10
93.90
93.90
92.10
88.00
86.70
84.10
83.50
82.80
67.50
63.40
2.10
2.60
2.90
6.10
6.10
7.90
12.00
13.30
15.90
16.50
17.20
32.50
36.60
93.266
93.093
93,361
93.218
93.443
93.033
92.776
93,329
93,185
93.402
92,831
93,150
93,317
3
40
93
488
484
683
1,277
1,369
1,755
1,859
1,887
4,947
5,962
1
10.000
19
193.291
37
367.910
200
2.000.000
200
2,000,000
296
2,959.960
522
5.216,341
601
6.013.530
760
7.600,000
800
8.000.000
843
8,432,280
20,231,700 2,023
24,225,460 2,423
DSMH2
DSMHl
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULT1
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
100
100
100
10,000
10.000
10.000
10,000
10,000
10,000
10,000
10,000
10.000
10.000
10.000
10,000
10,000
95,557
97,059
98,828
114,220
114.547
124,221
146,385
154,236
169,852
173,554
177,592
292,889
331,465
97.80
96.30
94.20
80.70
80.80
74.50
63.00
59.70
54.00
52.70
51.30
30.20
26.20
2.20
3.70
5.80
19.30
19.20
25.50
37.00
40.30
46.00
47.30
48.70
69.80
73.80
93,453
93,464
93,210
92,674
92,975
93,262
93,358
93,393
93,563
93,342
93.147
93.274
92,869
1
39
83
481
453
665
1,182
1,357
1,797
1,878
1,981
4,887
5,874
1
10,000
16
162,191
367,630
37
2,000,000
200
200
2,000,000
296
2,958,560
522
5,215,080
601
6,013,385
760
7,600,000
800
8,000,000
843
8,433,230
20,227,700 2.023
24,220,060 2.422
10,000 99,995 87.80 12.20
10,000 100,274 87.00 13.00
10,000 100,915 90.50 9.50
10,000 100,951 90.30 9.70
10,000 100,987 90.80 9.20
10,000 101.017 92.10 7.90
10,000 101,018 92.00 8.00
10,000 101,099 91.70 8.30
10,000 101.178 90.50 9.50
10,000 101,224 91.90 8.10
10,000 101,340 91.00 9.00
10,000 101,352 91.70 8.30
10,000 101,430 91.50 8.50
92.907
93,171
93.139
93.107
93.173
92.997
92.897
93.121
93,406
93,150
93,425
93,367
93,493
5,085
5,884
1,801
1,902
1,439
2
9
451
1.887
84
1,172
444
707
20,235,050 2,024
24,220.780 2,422
7,600,000
760
8,431,670
843
6,014.110
601
10.000
1
44.433
4
2,000,000
200
8,000,000
800
367.760
37
5.215.080
522
2,000,000
200
2,966,880
297
93,443
3
D0UB2 200
MULT2 200
ChSP2 200
MILST 200
MULTl 200
DSMH2 200
DSMH1 200
ChSPl 200
SING2 200
SkSPl 200
DOUBl 200
SINGl 200
SkSP2 200
2
2
2
2
2
2
2
2
2
2
2
2
2
cf
DSMH2 200 20 10,000
101,480 92.10 7.90
148
detected
totalsamp
1,191
47
5,215,301
202.292
10,000
samp/
week
522
20
1
TC/week TCF •rcs% defectives
%
101,748 "31.60 8.40
93,252
101,845 91.30 8.70
93,101
104,697 88.50 11.50
93,136
104,882 88.50 11.50
93,303
106,529 86.90 13.10
93,251
110,503 83.30 16.70
93,276
111,876 82.00 18.00
93,209
114.466 79.70 20.30
92,957
115.137 79.10 20.90
92,840
116.623 78.60 21.40
93.679
93.074
136.754 64.40 35.60
144,188 60.70 39.30
93.312
method fc
vc
cf
DSMHl :200
SkSPl :200
ChSPl '200
SINGl 200
SkSP2 200
DOUBl 200
MULTl 200
ChSP2 200
S1NG2 200
MILST 200
D0UB2 200
MULT2 200
20
20
20
20
20
20
20
20
20
20
20
20
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
DSMH2 200
DSMHl 200
SkSPl 200
SINGl 200
ChSPl 200
SkSP2 200
DOUBl 200
MULTl 200
ChSP2 200
SING2 200
MILST 200
D0UB2 200
MULT2 200
100
100
100
100
100
100
100
100
100
100
100
100
100
10,000
10,000
10,000
10,000
10.000
10,000
10.000
10,000
10,000
10,000
10,000
10.000
10.000
100,936
102,060
104,765
120,776
121.241
129,932
152.288
160,000
175,553
179,547
183,574
299,010
338.011
92.00
91.40
88.80
76.80
76.90
71.00
60.40
57.30
52.10
50.90
49.60
29.60
25.90
8.00
8.60
11.20
23.20
23.10
29.00
39.60
42.70
47.90
49.10
50.40
70.40
74.10
samp/
week
4
37
200
200
296
522
601
760
800
843
2.023
2.421
detected
totalsamp
16
75
472
454
705
1,260
1,421
1,760
1,773
1,998
4,938
5,733
44,699
367,390
2.000,000
2,000.000
2,964,440
5,216,068
6.013.920
7.600.000
8.000.000
8,432.850
20.229,850
24,214,200
92.819
93,291
93,083
93.199
93,677
92,950
93,304
93,165
93,177
93.271
93.047
93,296
93,262
3
6
82
471
485
662
1,275
1,408
1,749
1,855
1,924
4,872
5,790
1
10.000
41,265
4
367,705
37
2,000,000
200
2,000,000
200
2,957.040 296
5,216.263
522
6.013.860 601
7.600.000
760
8.000.000 800
8,431,560 843
20,227.400 2,023
24,217,180 2,422
MULT2
D0UB2
MILST
ChSP2
SING2
MULTl
DOUBl
ChSPl
DSMHl
SINGl
SkSP2
DSMH2!
SkSPl
5
5
5
5
5
5
5
5
5
5
5
5
5
2
2
2
2
2
2
2
2
2
2
2
2
2
50,000
50,000
50.000
50.000
50,000
50,000
50.000
50,000
50,000
50,000
50,000
50,000
50,000
440.626
444.474
458.229
458.628
460,663
460,665
461.605
462,651
462,696
463,151
464,171
464,839
467,736
98.90
99.00
99.60
99.60
99.60
99.70
99.70
99.90
99.80
99.90
99.80
99.90
99.90
1.10
1.00
0.40
0.40
0.40
0.30
0.30
0.10
0.20
0.10
0.20
0.10
0.10
92,919
93.051
93.212
93.066
93,664
93,257
93,238
92,860
93,176
92,964
93,409
93.229
93,568
5,804
5,007
1.944
1.685
1.892
1,405
1,166
450
825
454
734
362
76
24.217,200 2,422
20,233.400 2,023
8,432,360 843
7,600,000 760
8,000,000 800
6,013,810 601
5,214,898
521
2,000,000 200
3,695,381 370
2,000,000 200
2,969,800 297
1,515,025
152
367,515
37
SkSPl
DSMH1
DSMH2!
SINGl
ChSPl
5
5
5
5
5
20
20
20
20
20
50,000
50,000
50,000
50,000
50,000
465,387
467,472
467.517
467,624
467,629
99.80
99.30
99.90
99.10
99.1C
0.20
0.70
0.10
0.90
0.90
92,965
93,212
93,435
93,125
93,154
75
380
54
441
469
37
367,360
1,554,011
155
205,487
21
2,000,000
200
1 2,000,000 1 200
149
method fc
vc
cf
TC/week
SkSP2
DOUBl
SING2
MULT1
ChSP2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
50,000
50,000
50,000
50,000
50.000
50.000
50,000
50,000
468,040
470,665
472.631
472,897
473,805
473,942
480,620
485,865
TCF TCS% defectives
%
98.70 1.30
93,088
97.70 2.30
93,165
96.60 3.40
93,160
97.40 2.60
93,610
96.70 3.30
93.410
96.40 3.60
93,333
92,954
91.50 8.50
90.00 10.00
93,342
DSMH2
SkSPl
DSMH1
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
100
100
100
100
50.000
50.000
50.000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
466,964
468,740
471,829
483,768
484,350
494,127
514,454
518,769
532,019
535.955
539,209
644,066
678,422
99.80
99.20
98.40
95.80
95.80
93.90
89.80
88.40
85.70
85.00
84.30
68.50
64.20
0.20
0.80
1.60
4.20
4.20
6.10
10.20
11.60
14.30
15.00
15.70
31.50
35.80
MULT2
D0UB2
SING2
MILST
ChSP2
MULTl
DOUBl
SkSP2
ChSPl
DSMHl
DSMH2
SINGl
SkSPl
50
50
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
2
2
50.000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
444,173
446,621
459,676
460,558
461,461
461,745
462,285
463,909
465,343
466,587
466,807
468,023
468,595
98.50
98.60
99.20
99.20
99.20
99.30
99.30
99.40
99.50
99.50
99.60
99.50
99.60
SkSPl
DSMH2
SINGl
DSMHl
DOUBl
SkSP2
ChSPl
MILST
SING2
50
50
50
50
50
50
50
50
50
20
20
20
20
20
20
20
20
20
50,000
50,000
50.000
50.000
50.000
50,000
50.000
50.000
50,000
468,147
468.510
469.686
470,470
470,912
470,972
471,411
473,322
474,155
99.40
99.60
98.70
99.20
97.40
98.30
98.70
96.00
96.20
707
1,160
1,877
1,479
1,732
1,962
4,971
5,908
samp/
week
296
2,964,300
521
5,214,755
800
8,000,000
601
6,014.525
7,600,000
760
843
8,434,710
20,231.350 2,023
24,222,080 2.422
93,265
93.061
93.055
93.141
93.301
93.560
93.647
93,037
92,958
92,985
92,943
93,219
92,967
13
90
184
431
475
715
1,238
1,361
1.809
1.849
2,021
4,946
5,802
5
50.304
37
367,890
73
726,606
2,000,000
200
2.000.000
200
2.967,240
297
522
5,215,821
601
6,013.375
7.600,000
760
8,000,000
800
8,431,690
843
20,230,000 2.023
24,216,160 2,422
1.50
1.40
0.80
0.80
0.80
0.70
0.70
0.60
0.50
0.50
0.40
0.50
0.40
93,316
93,107
93,090
93,414
93,405
93,052
93,025
92,948
93,041
93,123
92,964
93,590
93,382
5,858
4,999
1,878
2,043
1,820
1.346
1.179
687
454
279
4
467
82
24,219.780 2,422
20.232.550 2,023
8.000,000
800
8.430,910
843
7.600,000
760
6.013.235
601
5.215,080
522
2.959,700
296
2,000,000
200
1,245,980
125
10,000
1
2,000,000
200
367,500
37
0.60
0.40
1.30
0.80
2.60
1.70
1.30
4.00
3.80
93,156
93,298
93,178
93,538
92,916
93,287
93,527
92,848
93,124
78
1
443
235
1.224
680
447
1.962
1.899
150
detected
totalsamp
367,605
10,000
2.000.000
973,476
5.215.613
2.959.860
2.000,000
8,430,800
8,000,000
37
1
200
97
522
296
200
843
800
1.423
1.737
5,836
4,879
samp/
week
601
6,014,045
7,600,000
760
24.217,740 2,422
20,227.650 2,023
93,185
93.438
93,134
92,824
92,834
93,281
93,447
93,178
93,258
93,636
93,241
92,852
93,299
1
97
141
473
477
734
1,246
1,408
1,845
1,816
1,941
4,847
5,811
1
10.000
368.230
37
575.099
58
2.000.000
200
2.000.000
200
2.969,460
297
5.215.886
522
6.013,790
601
7,600,000
760
8,000,000
800
8,433,220
843
20,226,650 2,023
24.220,020 2,422
2.90
2.70
2.10
2.00
2.10
1.90
2.00
1.80
1.70
1.80
1.80
1.80
1.70
93,378
93,193
92,738
93,293
93,438
93,172
93,420
93,226
92,697
93,260
92,937
93,537
93,445
5,932
5,038
1,800
1,739
1.852
1,231
1,410
722
85
444
58
454
5
24,222.160 2,422
20,235,100 2,024
8,000,000
800
7,600,000
760
8.431,280
843
5.215,704
522
6.013,970
601
2,965,060
297
367,840
37
2,000,000
200
258,379
26
2.000,000
200
10.000
1
1.70
2.50
1.90
1.90
4.20
2.50
2.90
4.90
3.90
5.00
5.20
9.90
11.50
92,795
93.053
93.349
93.398
92.717
93,379
93,331
93,005
93,424
93,268
93,352
93,384
93,182
1
428
71
97
1,416
448
720
1,838
1,280
1,890
1,939
4,970
5,830
10.000
1
2.000.000
200
258,319
26
368,055
37
6,014,035
601
2,000,000
200
2.968.240
297
7.600.000
760
5.216.393
522
8.000.000
800
8,429,890
843
20,231,650 2,023
24,218,640 2,422
method fc
vc
cf
TC/week
MULTl
ChSP2
MULT2
D0UB2
50
50
50
50
20
20
20
20
50,000
50,000
50,000
50,000
474,257
474,878
485,201
485,534
TCF TCS% defectives
%
93,464
97.00 3.00
93,267
96.40 3.60
92,773
89.60 10.40
93,481
91.20 8.80
DSMH2
SkSPl
DSMHl
ChSPl
SING1
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
100
100
100
50.000
50.000
50,000
50.000
50.000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
468,025
472.412
472.727
483,781
483,811
494,471
515,225
521,056
535.153
541.187
542,925
644,515
681,907
99.60
98.80
98.40
95.40
95.40
93.60
89.50
88.10
85.40
84.80
84.10
68.30
64.10
0.40
1.20
1.60
4.60
4.60
6.40
10.50
11.90
14.60
15.20
15.90
31.70
35.90
MULT2 200
D0UB2 200
SING2 200
ChSP2 200
MILST 200
DOUBl 200
MULTl 200
SkSP2 200
SkSPl 200
ChSPl 200
DSMHl 200
SINGl 200
DSMH2 200
2
2
2
2
2
2
2
2
2
2
2
2
2
50,000
50,000
50,000
50,000
50,000
50.000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
450,218
452,947
464,347
467,346
467,675
468,794
469,302
471,162
471,218
472,509
473,041
473,844
475.222
97.10
97.30
97.90
98.00
97.90
98.10
98.00
98.20
98.30
98.20
98.20
98.20
98.30
DSMH2 200
SINGl 200
DSMH1 200
SkSPl 200
MULTl 200
ChSPl 200
SkSP2 200
ChSP2 200
DOUBl 200
SING2 200
MILST 200
D0UB2 200
MULT2 200
20
20
20
20
20
20
20
20
20
20
20
20
20
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
472.010
475,157
475,281
475,327
476,593
476,688
477,047
479,106
479,209
480,963
481.999
490.692
493,381
98.30
97.50
98.10
98.10
95.80
97.50
97.10
95.10
96.10
95.00
94.80
90.10
88.50
151
detected
totalsamp
method fc
vc
cf
DSMH2 200
DSMHl 200
SkSPl 200
ChSPl 200
SINGl 200
SkSP2 200
DOUBl 200
MULT1 200
ChSP2 200
SING2 200
MILST 200
D0UB2 200
MULT2 200
100
100
100
100
100
100
100
100
100
100
100
100
100
50,000
50,000
50.000
50.000
50.000
50.000
50.000
50.000
50,000
50,000
50,000
50,000
50,000
TC/week TCF TCS% defectives
%
473,540
476,054
477,978
491,919
492.645
498.539
517.925
528.322
541,679
546,019
547,987
651,368
687,810
98.30
97.80
97.50
94.30
94.30
92.50
88.40
87.10
84.50
83.90
83.10
67.70
63.60
1.70
2.20
2.50
5.70
5.70
7.50
11.60
12.90
15.50
16.10
16.90
32.30
36.40
152
93,087
93,120
93,338
93,183
93.413
92,824
92,760
93,414
93,325
93.401
93.048
93.123
93,352
detected
3
43
96
408
494
633
1,225
1,398
1,815
1,823
1,940
4,976
5,911
totalsamp
samp/
week
1
10,000
241,407
24
368,000
37
2,000,000
200
2,000,000
200
2,951,260
295
5,215,665
522
6,013,780
601
7.600.000
760
8.000,000
800
8,431,090
843
20,231,400 2,023
24,223,060 2,422
APPENDDC C
COMPARISON OF METHODS AT A 6-SIGMA - RE
TC/week TCF % TCS defectives detected
%
0
3537
42
59.8
338
1
3528
356
38.1 61.9
1
3531
33.4 66.6
406
12
3535
736
18.4 81.6
21
3561
18.5 81.5
736
20
3523
84.7
883
153
43
3548
1375
09.8 90.2
69
3541
1534
08.7 91.3
69
3519
1853
07.2 92.8
76
3526
1933
6.9
93.1
89
3535
1965
6.7
93.3
169
3517
4330
97.0
3.0
247
97.5
3544
5128
2.5
totalsamp
samp/
week
1
8
35
200
200
274
520
600
760
800
816
2000
2400
method
fc
vc
cf
DSMH2
DSMHl
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
S1NG2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
2
2
2
2
2
2
2
2
2
2
2
2
2
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
DSMH2
DSMHl
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
20
20
20
20
20
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1.000
1,000
1,000
1,000
1,000
356
458
1,030
4,336
4,336
5,815
10,735
12,335
15,533
16,333
16,658
40,336
48.334
38.2
29.7
13.2
3.1
3.1
2.3
1.2
1.1
0.9
0.8
0.8
0.3
0.3
61.8
70.3
86.8
96.9
96.9
97.7
98.8
98.9
99.1
99.2
99.2
99.7
99.7
3,534
3,530
3,549
3,534
3,552
3,520
3,536
3,538
3,534
3,529
3,559
3,530
3,519
1
0
1
14
17
22
49
45
81
80
75
188
211
1
26,000
158,000
6
900,030
35
5,200,000
200
5,200,000
200
7.123,800
274
13,520,637 520
15,600.450 600
19,760,000 760
20,800,000 800
21,220,080 816
52,008,950 2,000
62,407.780 2,400
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
100
100
100
100
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1.000
1.000
1,000
436
31.2
621
21.8
3.797
3.5
0.7
20,334
0.7
20,335
0.5
27,737
0.3
52,336
0.2
60,335
0.2
76,335
0.2
80,336
0.2
81,950
200,365 0.1
240,365 0.1
68.8
78.2
96.5
99.3
99.3
99.5
99.7
99.8
99.8
99.8
99.8
99.9
99.9
3,539
3,513
3,500
3,495
3,509
3,579
3,497
3,488
3,545
3,575
3,489
3,553
3,563
0
0
2
14
19
22
47
47
78
68
72
168
216
26.000
1
73,000
3
900,060
35
5.200,000
200
5,200,000
200
7,123,940
274
13,520,598 520
15,600,470 600
19,760,000 760
20,800,000 800
21,220,370 816
52,008,250 2,000
62,408,380 2,400
153
26000
202189
900030
5200000
5200000
7123460
13520546
15600670
19760000
20800000
21220420
52007900
62409280
totalsamp
samp/
week
method
fc
vc
cf
DSMH2
DSMH1
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
2
2
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1.000
1,000
1,000
2,140
2,147
2,217
2.537
2.538
2.689
3.176
3,336
3.656
3.735
3.767
6.133
6.931
6.3
6.4
6.1
5.3
5.4
5.0
4.2
4.0
3.7
3.6
3.5
2.1
1.8
93.7
93.6
93.9
94.7
94.6
95.0
95.8
96.0
96.3
96.4
96.5
97.9
98.2
3,525
3.571
3,539
3.520
3.564
3.532
3.532
3.529
3.556
3.532
3.515
3.548
3.538
0
0
1
16
17
17
46
53
84
72
78
176
210
1
26,000
30,000
1
900,030
35
5,200,000
200
5,200,000
200
7.123.000
274
520
13,520.598
15,600,530 600
19,760.000 760
20,800,000 800
21,220.000 816
52.008.300 2,000
62.408,180 2,400
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
20
20
20
20
20
20
20
20
20
20
20
20
20
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1.000
1,000
1,000
2.157
2,203
2,840
6.137
6.138
7.620
12.537
14.137
17.336
18,134
18,458
42,138
50.137
6.3
6.2
4.8
2.2
2.2
1.8
1.1
1.0
0.8
0.7
0.7
0.3
0.3
93.7
93.8
95.2
97.8
97.8
98.2
98.9
99.0
99.2
99.3
99.3
99.7
99.7
3,506
3,540
3,545
3,536
3,562
3,536
3,544
3,546
3,540
3,512
3,527
3,513
3.534
0
0
1
18
14
13
61
50
68
77
82
205
224
1
26,000
1
29,000
35
900,030
200
5,200,000
200
5,200,000
274
7,122,340
13,520,780 520
15,600,500 600
19,760,000 760
20,800,000 800
21,220.180 816
52.009.750 2,000
62.408,620 2,400
DSMHl
DSMH2
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
100
100
100
1,000
1.000
1.000
1.000
1.000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
2.238
2.238
5.609
22.137
22.138
29.545
54.139
62.139
78.136
82,137
83,753
202,167
242,167
6.1
6.1
2.4
0.6
0.6
0.5
0.2
0.2
0.2
0.2
0.2
0.1
0.1
93.9
93.9
97.6
99.4
99.4
99.5
99.8
99.8
99.8
99.8
99.8
99.9
99.9
3,540
3,540
3,516
3,520
3,551
3,542
3,519
3,535
3,532
3,545
3,539
3,554
3.545
0
0
3
16
16
30
49
57
72
70
73
178
230
26,000
26,000
900,090
5.200.000
5,200,000
7,124,960
13,520,637
15,600,570
19,760.000
20.800.000
21.220.230
52.008,450
62,408,780
1
1
35
200
200
274
520
600
760
800
816
2,000
2,400
2
2
2
1,000
1,000
1,000
8.146
8.146
8,251
1.7
1.7
1.6
98.3
98.3
98.4
3.535
3.544
3,540
0
0
5
26,000
26,000
900,150
1
1
35
DSMHl 200
DSMH2 200
SkSPl 200
TC/week TCF % TCS defectives detected
%
154
method
fc
vc
cf
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
S1NG2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
2
2
2
2
2
2
2
2
2
2
1,000
1,000
1.000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
DSMHl
DSMH2
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
200
200
200
20
20
20
20
20
20
20
20
20
20
20
20
20
1,000
1.000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
DSMH2
DSMH1
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULT1
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
200
200
200
100 1,000
100 1,000
100 1,000
100 1,000
100 1,000
100 1,000
100 1,000
100 1.000
100 1.000
100 1.000
100 1,000
100 1,000
100 1,000
DSMHl
DSMH2
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
5
5
5
5
5
5
5
2
2
2
2
2
2
2
10,000
10,000
10,000
10,000
10,000
10,000
10,000
TC/week TCF % TCS defectives detected
%
14
3,551
98.4
8,544
1.6
19
3,550
98.4
8,544
1.6
12
3,514
98.5
8,706
1.5
41
3,541
98.5
9,183
1.5
49
3.544
98.6
9,343
1.4
78
3.534
98.6
1.4
9,661
68
3,518
98.6
9.741
1.4
66
3,552
98.6
9.775
1.4
167
3,530
98.9
12.139
1.1
224
3,539
99.0
12.938
1.0
5,200,000
5,200,000
7,122,000
13,520,533
15,600,490
19,760.000
20.800.000
21,220,080
52,008.150
62.408.760
samp/
week
200
200
274
520
600
760
800
816
2,000
2,400
totalsamp
8,163
8.164
8.873
12,142
12,142
13,639
18,542
20.141
23,344
24,143
24,464
48,145
56,145
1.7
1.7
1.5
1.1
1.1
1.0
0.7
0.7
0.6
0.6
0.5
0.3
0.2
98.3
98.3
98.5
98.9
98.9
99.0
99.3
99.3
99.4
99.4
99.5
99.7
99.8
3,510
3,549
3,503
3,517
3,495
3,572
3,510
3,501
3,586
3,561
3,496
3,532
3,564
0
0
3
19
18
14
57
52
61
77
66
186
235
26,000
26,000
900,090
5,200,000
5,200,000
7,122,420
13,520,741
15,600,520
19,760,000
20,800,000
21,220,320
52,008,850
62.409,040
1
1
35
200
200
274
520
600
760
800
816
2.000
2.400
8,243
8,245
11,644
28,143
28,143
35,563
60,145
68,144
84.144
88.144
89.757
208,176
248,170
1.6
1.7
1.2
0.5
0.5
0.4
0.2
0.2
0.2
0.2
0.1
0.1
0.1
98.4
98.3
98.8
99.5
99.5
99.6
99.8
99.8
99.8
99.8
99.9
99.9
99.9
3,513
3,578
3,546
3,538
3,525
3,546
3.527
3,523
3,562
3,556
3,506
3,546
3,523
0
0
2
21
19
28
38
55
69
60
85
193
204
26,000
26,000
900,060
5,200,000
5,200,000
7,125,040
13,520.494
15.600.550
19.760.000
20.800.000
21,220.210
52,009.200
62,407.780
1
1
35
200
200
274
520
600
760
800
816
2,000
2,400
3,526
3,538
3,529
3,526
3,569
3,526
3,528
7
0
3
13
21
22
55
1.843,640
26.000
900,090
5,200,000
5,200,000
7,123,960
13,520.702
71
1
35
200
200
274
520
1,696
1,563
1,627
1,951
1,965
2,096
2,576
79.8 20.2
87.1 12.9
83.4 16.6
69.2 30.8
69.5 30.5
64.3 35.7
51.9 1 48.1
155
TC/week TCF % TCS defectives detected totalsamp samp/
week
%
15.600,740 600
74
2.731
48.7 51.3
3,533
19,760,000 760
76
3,531
3,049
43.6 56.4
20,800,000
800
77
3,532
3,129
42.5 57.5
21,220,240 816
82
3,555
3,168
42.2 57.8
52,009,000 2,000
187
5,488
3,534
23.5 76.5
62,408,580
2,400
226
3,542
6,276
20.3 79.7
method
fc
vc
Cf
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
2
2
2
2
2
2
10,000
10,000
10,000
10,000
10,000
10,000
DSMHl
DSMH2
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
20
20
20
20
20
10,000 2,300
10,000 1,579
10,000 2,256
10,000 5,553
10,000 5,556
10,000 7,027
10,000 11,947
10,000 13,546
10,000 16,725
10,000 17,529
10,000 17,865
10,000 41,490
10,000 49.493
58.9
86.1
60.4
24.4
24.4
19.2
11.3
9.9
7.9
7.6
7.5
3.1
2.6
41.1
13.9
39.6
75.6
75.6
80.8
88.7
90.1
92.1
92.4
92.5
96.9
97.4
3,525
3,532
3,547
3,535
3,546
3,522
3,546
3,540
3,528
3,533
3,557
3,534
3,549
4
0
5
18
22
22
45
42
83
79
70
202
205
37
968,747
26.000
1
35
900.150
200
5,200.000
5,200,000
200
274
7,123,840
13,520.572 520
15,600,420 600
19,760,000 760
20,800,000 800
21,220,050 816
52,009,600 2,000
62,407,680 2,400
DSMHl
DSMH2
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
100
100
100
100
10,000
10,000
10,000
10,000
10,000
10,000
10.000
10,000
10,000
10,000
10,000
10,000
10,000
3.336
1,663
5.011
21.540
21.544
28.968
53.529
61,531
77,546
81,544
83,132
201,536
241,528
40.5
81.9
26.9
6.2
6.2
4.7
2.5
2.2
1.7
1.6
1.6
0.6
0.5
59.5
18.1
73.1
93.8
93.8
95.3
97.5
97.8
98.3
98.4
98.4
99.4
99.5
3,513
3,542
3,507
3,498
3,510
3,580
3,487
3,499
3,579
3,563
3,492
3,579
3,569
1
0
3
16
16
18
39
46
83
73
78
221
209
464,080
18
1
26,000
35
900,090
5,200,000
200
5,200,000
200
274
7,123,240
13,520,507 520
15,600,460 600
19,760,000 760
20,800,000 800
21,220,550 816
52,010,500 2,000
62,408.360 2,400
DSMHl
DSMH2
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
10,000
10.000
10.000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
3,399
3,359
3,442
3,749
3,763
3,910
4,393
4,541
4,872
4,936
4,965
40.4
40.3
39.5
35.9
36.2
34.7
30.8
29.5
27.7
27.0
26.8
59.6
59.7
60.5
64.1
63.8
65.3
69.2
70.5
72.3
73.0
73.2
3,572
3,524
3,540
3,523
3,560
3,545
3,546
3,538
3,576
3.535
3.527
1
0
2
21
21
18
33
58
66
67
67
209.198
26.000
900.060
5.200.000
5.200.000
7.123.060
13.520.429
15,600,580
19,760,000
20,800,000
21,220,660
156
8
1
35
200
200
274
520
600
760
800
816
method
fc
vc
D0UB2
MULT2
50
50
2
2
TC/week TCF % TCS defectives detected totalsamp samp/
week
%
52,008,800 2,000
191
10,000 7,291
3,540
17.7 82.3
62,408,100 2,400
208
10,000 8,073
3,510
15.7 84.3
DSMH2
DSMH1
SkSPl
ChSPl
S1NG1
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
20
20
20
20
20
20
20
20
20
20
20
20
20
10.000
10.000
10.000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
3,374
3,566
4,071
7,353
7,365
8,834
13.752
15.342
18,540
19,328
19,658
43,294
51,271
40.1
38.2
33.6
18.4
18.5
15.3
9.8
8.7
7.2
6.9
6.8
3.0
2.5
59.9
61.8
66.4
81.6
81.5
84.7
90.2
91.3
92.8
93.1
93.2
97.0
97.5
3,516
3,537
3,556
3,529
3,566
3,530
3,560
3,550
3,544
3,517
3,526
3,521
3,505
0
0
2
16
23
26
52
68
65
70
62
182
224
1
26,000
202,000
8
900,060
35
5,200,000
200
5,200,000
200
7,124,680
274
13,520,650 520
15,600,680 600
19,760,000 760
20,800,000 800
21,220.160 816
52,008,700 2,000
62,408,320 2,400
DSMHl
DSMH2
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
100
100
100
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
4,081
3.462
6.829
23,345
23,355
30,756
55.344
63.341
79,332
83,339
84,943
203,339
243,322
33.3
39.3
19.8
5.8
5.8
4.4
2.4
2.1
1.7
1.6
1.6
0.6
0.5
66.7
60.7
80.2
94.2
94.2
95.6
97.6
97.9
98.3
98.4
98.4
99.4
99.5
3,530
3,537
3,530
3,510
3,541
3,535
3,525
3,530
3,526
3,536
3,531
3,557
3,565
1
0
6
18
25
19
43
57
70
62
90
168
225
7
179,164
1
26,000
35
900,180
5,200,000
200
5,200,000
200
274
7,123,420
13,520,546 520
15,600.570 600
19.760.000 760
20.800,000 800
21,220,080 816
52,007,900 2,000
62,408,320 2,400
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
200
200
200
2
2
2
2
2
2
2
2
2
2
2
2
2
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
9,374
9,410
9,470
9,758
9,764
9.916
10.390
10.551
10.863
10.936
10.983
13.305
14.077
14.5
14.4
14.3
13.8
13.9
13.6
12.9
12.7
12.3
12.1
12.2
9.7
9.0
85.5
85.6
85.7
86.2
86.1
86.4
87.1
87.3
87.7
87.9
87.8
90.3
91.0
3,546
3,533
3,526
3,522
3,543
3,521
3,543
3,543
3,522
3,520
3,569
3,542
3,520
0
0
4
11
17
24
55
51
51
67
80
175
225
26,000
1
60.000
2
900,120
35
5,200.000
200
5,200,000
200
7,124.260
274
13,520.702 520
15,600,510 600
19,760,000 760
20,800,000 800
21,220,050 816
52,008,350 2,000
62,408.460 2,400
DSMH2 200
20
10,000
9,393
14.5
85.5
3,549
0
cf
157
26,000
1
method
fc
vc
cf
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200 20
200 20
200 20
200 20
200 20
200 20
200 20
200 20
200 20
200 20
200 20
200 20
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
TC/week TCF % TCS defectives detected totalsamp samp/
week
%
2
9,557
60,000
14.1 85.9
3,509
0
35
10.083 13.3 86.7
900,090
3,499
3
200
13,341 10.0 90.0
5,200,000
3,485
18
200
13,354 10.1 89.9
5.200,000
3,513
14
14,870
274
9.2
90.8
3,574
19
7.123.360
19,746
6.8
93.2
13.520,455 520
3,513
36
21,342
6.2
93.8
15.600.520 600
3,518
52
24,558
5.5
94.5
3,582
19.760.000 760
73
25,354
5.3
94.7
3,556
58
20.800.000 800
25,653
5.2
94.8
21.220.180 816
3,503
68
49,316
2.6
97.4
3,576
200
52.009.700 2,000
57,294
2.2
97.8
254
3,573
62,409,400 2,400
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
200
200
200
100
100
100
100
100
100
100
100
100
100
100
100
100
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10.000
10,000
10,000
9,459
9,735
12,871
29,357
29,363
36,781
61,353
69,348
85,351
89,350
90.944
209,335
249,317
14.3
14.1
10.6
4.6
4.6
3.7
2.2
1.9
1.6
1.5
1.5
0.6
0.5
85.7
85.9
89.4
95.4
95.4
96.3
97.8
98.1
98.4
98.5
98.5
99.4
99.5
3,514
3,580
3,546
3,522
3,541
3,554
3,527
3,529
3,562
3,556
3,503
3,534
3.532
0
0
2
16
17
27
35
54
75
70
74
181
226
1
26,000
2
57,000
900,060
35
5,200,000
200
5,200,000
200
274
7,124,360
13,520,455 520
15,600.540 600
19.760.000 760
20.800.000 800
21,220,050 816
52,008,600 2,000
62,408,460 2,400
DSMH2
SkSPl
SINGl
DSMHl
ChSPl
SkSP2
D0UB1
MULT1
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
2
2
2
2
2
2
2
2
2
2
2
2
2
50,000 6,996
50,000 7,051
50,000 7,364
50,000 7,385
50,000 7,433
50,000 7,449
50,000 7,929
50,000 8,075
50,000 8,364
50,000 8,468
50.000 8,477
50.000 10,626
50.000 11,436
97.1
96.2
91.8
91.4
91.9
89.9
84.4
82.7
79.4
78.7
78.4
60.5
56.3
2.9
3.8
8.2
8.6
8.1
10.1
15.6
17.3
20.6
21.3
21.6
39.5
43.7
3,533
3,527
3,531
3,532
3,566
3,518
3,522
3,521
3,523
3,546
3,522
3,529
3,558
0
1
14
23
13
34
44
50
68
79
67
188
212
1
26,000
900,030
35
5,200.000
200
5.676.311
218
5.200,000
200
7.126.020
274
13.520.572 520
15.600.500 600
19.760.000 760
20,800,000 800
21,220,580 816
52,009.150 2,000
62.408.040 2,400
DSMH2
SkSPl
DSMHl
ChSPl
SING1
5
5
5
5
5
20
20
20
20
20
50.000
50,000
50,000
50,000
50,000
96.9
88.4
77.1
61.7
61.7
3.1
11.6
22.9
38.3
38.3
3,542
3,539
3,524
3,541
3.542
0
2
9
21
18
26.000
900.060
2,346,510
5,200,000
5,200,000
7,032
7,695
8,765
10,969
10,977
158
1
35
90
200
200
method
fc
vc
SkSP2
DOUBl
MULTl
ChSP2
S1NG2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
20 50,000
20 50,000
20 50,000
20 50,000
20 50,000
20 50,000
20 50.000
20 50,000
TC/week TCF % TCS defectives detected totalsamp samp/
week
%
274
12,402 54.2 45.8
7,126,560
3,532
38
17,303 38.7 61.3
13,520,663 520
3,538
53
18.924 35.5 64.5
15,600,530 600
3,549
53
22,108 30.3 69.7
3.554
19,760,000 760
66
22.900 29.3 70.7
20,800,000 800
3,536
52
23,237 28.9 71.1
21,220,130 816
3,567
76
46,640 13.8 86.2
3,540
52,008.950 2,000
195
54,563 11.6 88.4
3,526
221
62.408.360 2,400
DSMH2
SkSPl
DSMHl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
100
100
100
100
7.116
10,399
11,219
26,885
26,906
34,439
58,840
66,823
82,947
86,970
88,403
206,722
246,692
95.8
64.8
60.2
24.9
24.9
19.9
11.3
9.9
8.1
7.8
7.5
3.1
2.6
4.2
35.2
39.8
75.1
75.1
80.1
88.7
90.1
91.9
92.2
92.5
96.9
97.4
3,544
3,505
3,514
3,497
3,508
3,580
3,501
3,501
3,574
3,579
3,487
3,553
3,563
0
2
4
21
21
25
50
59
66
59
62
180
205
1
26,000
35
900,060
43
1,109,758
200
5,200,000
200
5,200,000
274
7,124,500
13.520,650 520
15,600,590 600
19,760,000 760
20,800,000 800
21,220,080 816
52,008,550 2,000
62,408,120 2,400
DSMH2
SkSPl
DSMH1
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
MILST
SING2
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
2
2
50,000 8,775
50,000 8,883
50,000 9,003
50,000 9.140
50,000 9.194
50,000 9.317
50,000 9,756
50,000 9,916
50,000 10,207
50.000 10,254
50.000 10,304
50,000 12,468
50,000 13,213
77.2
76.6
76.3
73.7
73.9
72.6
68.8
67.7
65.5
64.6
65.0
51.9
48.5
22.8
23.4
23.7
26.3
26.1
27.4
31.2
32.3
34.5
35.4
35.0
48.1
51.5
3,521
3,541
3,577
3,530
3,548
3,542
3,542
3,541
3,548
3,520
3,556
3,528
3,547
0
4
4
26
16
25
51
50
72
78
71
166
214
26,000
1
35
900,120
39
1,007,968
5,200,000
200
5,200,000
200
7,124,500
274
13,520,650 520
15,600,500 600
19,760,000 760
21.220.000 816
20.800.000 800
52.008.000 2,000
62.408.200 2.400
DSMH2
SkSPl
DSMHl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
50
50
50
50
50
50
50
50
50
20
20
20
20
20
20
20
20
20
50,000 8,805
50,000 9.542
50,000 9,615
50,000 12,769
50,000 12,789
50,000 14,205
50,000 19,178
50,000 20,789
50,000 23,870
77.0
71.7
70.8
53.0
53.1
47.3
35.3
32.6
27.9
23.0
28.3
29.2
47.0
46.9
52.7
64.7
67.4
72.1
3,527
3,559
3,545
3,541
3,546
3,518
3,564
3,571
3,535
0
3
5
22
17
24
41
42
68
cf
50.000
50,000
50,000
50,000
50,000
50.000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
159
26.000
900,090
977,280
5,200,000
5,200,000
7,124,320
13,520,520
15,600,420
19,760,000
1
35
38
200
200
274
520
600
760
method
fc
vc
cf
SING2
MILST
D0UB2
MULT2
50
50
50
50
20
20
20
20
50.000
50.000
50,000
50,000
TC/week TCF % TCS defectives detected totalsamp samp/
%
week
24,623 26.9 73.1
3,515
72
20,800,000 800
24,987 26.7 73.3
3,529
65
21,220,380 816
48,410 13.2 86.8
3,509
181
52,008,700 2,000
56,329 11.2 88.8
3,520
234
62,408,840 2,400
DSMH2
DSMH1
SkSPl
SING1
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
100
100
100
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
8,908
11,697
12,262
28,737
28,777
36,160
60.677
68,661
84,699
88,720
90,275
208,518
248,435
76.4
58.0
55.4
23.4
23.5
18.7
11.0
9.7
7.9
7.6
7.4
3.1
2.6
23.6
42.0
44.6
76.6
76.5
81.3
89.0
90.3
92.1
92.4
92.6
96.9
97.4
3,539
3,528
3,533
3,523
3,542
3,536
3,521
3,524
3,545
3,542
3,529
3,548
3,543
0
3
3
21
19
25
52
63
63
49
69
178
216
1
26,000
29
757,090
35
900,065
200
5,200.000
5.200,000
200
274
7,124,500
13,520,676 520
15,600,610 600
19,760,000 760
20,800,000 800
21,220.690 816
52,008.500 2,000
62,408.140 2,400
DSMH2
SkSPl
DSMHl
SINGl
ChSPl
SkSP2
DOUBl
MULT1
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
200
200
200
2
2
2
2
2
2
2
2
2
2
2
2
2
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
14,815
14,904
15,049
15,143
15,198
15,327
15,748
15,874
16,199
16,277
16,298
18,385
19,172
45.9
45.5
45.2
44.5
44.7
44.1
42.5
42.0
41.2
41.0
40.8
34.7
33.2
54.1
54.5
54.8
55.5
55.3
55.9
57.5
58.0
58.8
59.0
59.2
65.3
66.8
3,539
3,534
3,536
3,530
3,544
3,536
3,529
3,516
3,534
3,539
3,544
3,543
3,529
0
4
1
28
13
23
45
50
65
71
82
228
221
1
26,000
35
900,120
10
260,248
200
5,200,000
200
5,200,000
7,124.080
274
13.520.572 520
15,600,480 600
19,760,000 760
20,800,000 800
21,220,150 816
52,010,550 2,000
62,408,240 2,400
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
200
200
200
20
20
20
20
20
20
20
20
20
20
20
20
20
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
14,866
15,088
15,475
18,702
18,743
20,296
25,078
26,670
29,989
30,685
30,962
54,471
62,464
46.0
44.7
43.5
35.8
35.9
33.5
26.6
25.0
22.6
21.8
21.4
11.8
10.3
54.0
55.3
56.5
64.2
64.1
66.5
73.4
75.0
77.4
78.2
78.6
88.2
89.7
3,556
3,512
3,506
3,492
3,525
3.561
3,505
3,507
3,595
3,554
3,506
3,544
3,568
0
1
3
11
23
29
37
43
69
82
58
188
215
26,000
1
257,246
10
900,090
35
5,200,000
200
5,200.000
200
7.125,100
274
13,520,481 520
15,600,430 600
19,760,000 760
20,800,000 800
21,220,000 816
52.009,100 2,000
62,407,860 2,400
160
method
fc
vc
cf
DSMH2
DSMHl
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
200
200
200
100
100
100
100
100
100
100
100
100
100
100
100
100
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50.000
50.000
50,000
50,000
50,000
50,000
TC/week TCF % TCS defectives detected
%
14,856 45.4
15,916 43.1
18,339 37.2
34.731 19.4
34,799 19.5
42,206 16.1
66,755 10.1
74,696
8.9
90,728
7.4
94,743
7.1
96,239
6.9
214,470 3.0
254,413 2.5
54.6
56.9
62.8
80.6
80.5
83.9
89.9
91.1
92.6
92.9
93.1
97.0
97.5
161
3,509
3,569
3,554
3,513
3,555
3,554
3,551
3,543
3,562
3,553
3,512
3,535
3,514
0
1
2
17
24
30
44
67
68
51
73
196
201
totalsamp
samp/
week
1
26,000
10
248,236
35
900,055
200
5,200,000
200
5,200,000
274
7,125,400
13,520.572 520
15.600.650 600
19.760.000 760
20.800,000 800
21.220.180 816
52.009.500 2,000
62.407,780 2,400
APPENDDCD
COMPARISON OF METHODS AT A 5-SIGMA REOC
method fc
vc
ChSPl
DSMH
5
5
2
2
SINGl 5
DSMH 5
1
DOUBl 5
MULTl 5
ChSP2 5
SING2 5
SkSP2 5
D0UB2 5
MILST 5
MULT2 5
SkSPl 5
2
2
2
2
2
2
2
2
2
2
2
TC/week TCF TCS defectives detected totalsamp samp/ ochrs
%
%
week
1,000
7,835 55.2 44.8 20,136
185
10.055
432,366
1.72
1,000
7,873 55.2 44.8 20,094
428,264
185
10.058
1.7
1,000
7,899 55.2 44.8 20.143
185
10,048
429,420
1.72
1,000
7,923 55.1 44.9 20,209
10,065
582,895
251
1.64
1,000
8,127 53.7 46.3 20,262
10,112 1,103,627 475
1.45
1,000
8,210 52.7 47.3 19,982
10,175 1,236,560 545
1.42
1,000
8,455 50.4 49.6 20,035
10.189 1,591,521 689
1.4
1,000
8,536 50.2 49.8 20,007
10.190 1,659,915 724
1.38
9,114 46.0 54.0 19,971
1,000
10,156 1,434,990 613
2.31
1,000 10,790 38.6 61.4 19,917
10,501 4,081,169 1,805
1.33
1,000 10,835 38.3 61.7 19,923
10,524 4,149,858 1,831
1.33
1,000 11,159 36.9 63.1 20,054
10,649 4,938,174 2,164
1.31
1,000 11,288 34.2 65.8 20,074
10,027
284,161
109
7.12
SINGl
DSMH
1
ChSPl
DSMH
2
DOUBl
MULTl
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
5
5
20
20
1,000
1,000
37,384
37,738
11.5 88.5
11.5 88.5
20,129
20,107
10,047
10,041
434,452
429,117
186
185
5
5
20
20
1,000
1,000
37,757
37,792
11.6 88.4
11.5 88.5
20,278
20,120
10,048
10,043
433,863
431,181
186
185
5
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
20
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
40,669
40,688
44,921
44,998
51,348
67,913
68,492
72,808
76,762
10.6
10.4
9.5
9.6
8.3
6.1
6.0
5.7
4.9
89.4
89.6
90.5
90.4
91.7
93.9
94.0
94.3
95.1
20,013
19,910
19,780
20,024
20,098
19,986
19,963
19,979
19,884
10,126
10,185
10,202
10,169
10,153
10,514
10,479
10,602
10,021
DSMH
5
100 1,000
170,124
2.5
97.5
20,012
10,052
5
5
100 1,000
100 1,000
170,759
171.058
2.5
2.5
97.5
97.5
cf
1,084,958 474
1,256,708 546
1,543,728 687
1,649,813 724
1,425,976 613
4,135,254 1,807
4,179,469 1,825
4.876.921 2,160
284.408
110
427.341
2
ChSPl
DOUBl
MULT1
ChSP2
5
5
5
5
100
100
100
100
1,000
1,000
1,000
1,000
171,861 2.5 97.5
183,540 2.4 97.6
187,813 2.3 97.7
203,291 1 2.1 97.9
19,997
19,995
20,036
20,127
19.987
19.939
162
1.73
1.75
1.75
1.47
1.43
1.41
1.37
2.27
1.31
1.34
1.32
7.15
185
•1
1
SINGl
DSMH
1.73
10,042
10,050
429.798
430.079
185
185
10,036
10,123
10,150
10,200
428.336
1.098.138
1,232.912
1.585,612
185
474
545
689
1.71
1.74
1.75
1.75
1.46
1.43
1.41
method fc
vc
cf
SING2
5
SkSP2
D0UB2
MILST
MULT2
SkSPl
5
5
5
5
5
100
100
100
100
100
100
1,000
1,000
1,000
1,000
1,000
1,000
DSMH
2
DSMH
1
SINGl
ChSPl
MULTl
DOUBl
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
50
2
1,000
9,846
43.9 56.1
20,134
10,046
433.081
185
50
2
1,000
9,859
43.7 56.3
19.996
10,058
427,679
185
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1.000
1.000
9,864
9,908
10,077
10.140
10.537
10,546
11,164
12,772
12,868
13,247
13,309
43.7
43.8
42.0
42.5
40.8
40.7
37.9
32.9
32.8
31.5
29.0
56.3
56.2
58.0
57.5
59.2
59.3
62.1
67.1
67.2
68.5
71.0
20.075
19.976
19.861
19.972
19,959
20,169
20,135
20,231
20,273
20,071
20,082
10,040
10,044
10,152
10,131
10,173
10,214
10,159
10,514
10,541
10,616
10,023
50
50
20
20
1,000
1,000
38,959
39,451
11.0 89.0
11.0 89.0
20,230
20,241
10,050
10,040
50
20
1,000
39,619
10.8 89.2
20,002
10,049
50
50
50
50
50
50
50
50
50
50
20
20
20
20
20
20
20
20
20
20
1,000
1,000
1,000
1,000
1.000
1,000
1,000
1,000
1,000
1,000
39,683
42,688
43,331
46,330
46,688
53,395
70,355
70.849
74.569
79.393
10.9
10.2
10.0
9.3
9.2
7.8
5.8
5.9
5.5
4.9
89.1
89.8
90.0
90.7
90.8
92.2
94.2
94.1
94.5
95.1
20,131
20,132
19,838
20,182
20,090
19,866
19,853.
20,058
19,929
20.186
10,054
10,134
10,146
10,195
10.184
10.163
10.516
10,495
10,580
10,034
ChSPl 50 100 1,000
DSMH 50 100 1,000
170.274
171,960
2.5
2.5
97.5
97.5
20,210
20,228
10,050
10,052
436,151
431,192
DSMH 50 100 1,000
2
SING1 50 100 1,000
DOUBl 50 100 1,000
172,920
2.5
97.5
19,968
10,047
428,580
185
173.186 2.5 97.5
185.817 1 2.3 97.7
19,931
20,160
10.048
10,121
429,023
1,096,936
185
474
SINGl
DSMH
1
DSMH
2
ChSPl
DOUBl
MULTl
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
TC/week TCF
%
207.838 2.1
240.017 1.8
322.807 1.3
328,025 1.3
345,255 1.2
366,080 1.0
TCS defectives detected
%
97.9 20,099
10,193
98.2 20,043
10,178
98.7 20.117
10,524
98.7 19,978
10,538
98.8 20,005
10,637
99.0 20,099
10,041
totalsamp samp/
week
1,646.638 724
1,428,047 613
4,149,149 1,808
4,148,431 1,827
4,949.778 2,164
286.552
109
431,556
185
424,204
185
1,253,250 546
1,083,315 474
1,566,182 688
1,683,419 725
1,439,787 611
4,183,002 1,810
4,213,760 1,829
4,891,734 2,161
283,581
109
441.321
434.573
186
186
ochrs
1.37
2.3
1.33
1.36
1.32
7.21
1.71
1.72
1.75
1.73
1.44
1.45
1.41
1.41
2.35
1.32
1.33
1.31
7.13
1.74
4
11
433.385
186
432.336
185
1,086,263 474
1,221,609 545
1.589.011 689
1.674.940 725
1.422.256 613
4.103,598 1,806
4,147,391 1,827
4,895,726 2,161
284,325
109
186
185
^ tl
1.71
1.75
1.74
1.46
1.42
1.42
1.38
2.27
1.34
1.33
1.31
7.24
1.73
1.71
163
1.73
1.75
1.45
method fc
vc
Cf
MULTl
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
SINGl
ChSPl
DSMH
2
DSMH
1
DOUBl
MULTl
ChSP2
S1NG2
SkSP2
D0UB2
MILST
SkSPl
MULT2
200
200
200
2
2
2
1,000
1,000
1,000
16,412
16.472
16.500
26.1 73.9
26.3 73.7
26.1 73.9
20.112
20.146
19,960
10.049
10.053
10.043
436,801
432,811
427,401
186
185
185
200
2
1,000
16,562
26.0 74.0
19,844
10.047
420,494
185
200
200
200
200
200
200
200
200
200
2
2
2
2
2
2
2
2
2
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
16,780
16,795
17,090
17,180
17,725
19,547
19,610
19,842
19,863
25.7
25.5
24.8
24.6
23.6
21.5
21.7
19.5
20.6
74.3
74.5
75.2
75.4
76.4
78.5
78.3
80.5
79.4
20,081
20,040
19,855
19,856
19,915
19,941
20,195
20,096
19,850
10,116
10,152
10,179
10,212
10,157
10,511
10,515
10,027
10,600
SINGl 200 20
DSMH 200 20
1,000
1,000
46,013
46,266
9.4 90.6
9.4 90.6
20,124
20,090
10,047
10,053
434,506
428,608
186
185
1.73
1.73
200 20
1,000
46,398
9.3 90.7
20,124
10,043
431,560
185
1.75
20
20
20
20
20
20
20
20
20
20
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
46,416
48,899
49,573
53,216
53,881
59,727
76,707
77.040
81.362
85.518
9.3
8.9
8.8
8.2
8.0
7.1
5.5
5.4
5.2
4.5
90.7
91.1
91.2
91.8
92.0
92.9
94.5
94.6
94.8
95.5
20,105
20.101
20.045
20.205
19,984
19,975
20,235
19,994
20,177
20,078
10,047
10,103
10,153
10,183
10,185
10,181
10,519
10,478
10,596
10,035
177,375
179,752
2.4 97.6
2.4 97.6
19,971
20,055
10,043
10,041
431,819
431,551
186
185
2.4 97.6
19.861
10,043
425,075
185
TC/week TCF
%
186,608 2.3
206,416 2.1
211,428 2.0
238,305 1.7
324.450 1.3
330.110 1.3
345,998 1.2
373.116 1.0
TCS defectives detected totalsamp samp/
%
week
97.7 19,933
10.151 1,261,281 546
97.9 20,096
10,193 1,569,406 688
98.0 19,866
10,201 1,646,867 724
98.3 19.933
10,136 1,442,614 613
98.7 20.001
10,500 4.114,234 1.806
98.7 19,940
10.525 4,124,949 1,831
98.8 20,208
10.635 4.984,691 2,165
99.0 19,746
10.024
110
283,125
ochrs
1.4
1.39
1.41
2.29
1.31
1.34
1.31
7.13
1.73
1.72
1.73
1,094.597 474
1.259.163 546
1.572.601 688
1.654.707 724
1.434.333 614
4.054.373 1,803
4.164.184 1,828
284,523
109
4,889,451 2,161
1.72
1.46
1.44
1.39
1.39
2.27
1.33
1.33
7.13
1.33
4
1
DSMH
2
ChSPl
DOUBl
MULT1
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
200
200
200
200
200
200
200
200
200
200
ChSPl 200 100 1,000
DSMH 200 100 1,000
2
DSMH 200 100 1,000
1
181,255
185
429,763
1,093,657 474
1,235,532 545
1,582,631 688
1,652,163 724
1,419,946 614
4,163,846 1,809
4,178,059 1,823
4,902,569 2,161
286,825
110
1.74
1.46
1.4
1.42
1.39
2.24
1.33
1.34
1.34
7.24
1.71
1.76
164
1.74
method fc
vc
Cf
SINGl
DOUBl
MULT1
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
200
200
200
200
200
200
200
200
200
200
100
100
100
100
100
100
100
100
100
100
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
DSMH
2
SkSPl
ChSPl
SkSP2
DOUBl
SINGl
S1NG2
DSMH
1
MULTl
ChSP2
MULT2
MILST
D0UB2
5
2
10,000 41,319
5
5
5
5
5
5
5
2
2
2
2
2
2
2
5
5
5
5
5
2
2
2
2
2
DSMH
2
SINGl
ChSPl
DSMH
5
TC/week TCF TCS defectives detected totalsamp samp/
week
%
%
185
182,613 2.3 97.7 19,787
421,711
10.047
192,274 2.3 97.7 20,089
10.121 1,090,517 474
196,620 2.2 97.8 20,045
10.145 1,228,968 545
213,637 2.0 98.0 20.057
10.190 1,566,562 688
217,538 2.0 98.0 20.060
10.198 1,646,151 724
247,097 1.7 98.3 19.901
10,156 1,421,429 613
331,145 1.2 98.8 19.929
10,499 4,144,430 1.807
332,665 1.3 98.7 20.271
10,516 4,195,313 1.818
354,802 1.2 98.8 19.870
10,619 4,858,552 2.160
109
376,048 1.0 99.0 20.231
10,036
286,425
ochrs
1.74
1.46
1.43
1.4
1.41
2.26
1.32
1.33
1.32
7.24
19.8 80.2
19,914
9,986
12.127
1
10,000
10,000
10,000
10,000
10,000
10,000
10,000
46,252 83.7 16.3
46,675 92.4 7.6
46,791 89.5 10.5
46,828 91.9 8.1
46,900 92.4 7.6
46,924 90.9 9.1
47,112 92.2 7.8
19,959
20,070
19,859
20,150
19,968
19,933
20.129
10,031
10,040
10,176
10,149
10,051
10,184
10,097
281,208
431,234
1,421,368
1,102,937
423,863
1,655,180
842,989
110
185
615
475
185
724
365
10,000
10,000
10,000
10,000
10,000
47,596
47,745
48,096
48,109
48,562
8.1
8.9
14.6
14.0
13.6
20,172
20,090
19,923
19,806
20,039
10,139
10,171
10,591
10,502
10,518
1,251,886 546
1,568,524 688
4,912,797 2.162
4,128.515 1,836
4.098.104 1,805
20 10,000 75,897
55.9 44.1
19,892
10,045
430.368
185
20 10,000 76,391
20 10,000 76,743
20 10,000 77,041
56.3 43.7
55.8 44.2
56.0 44.0
20,074
19,883
19,924
10,051
10,043
10,062
431,971
425,280
618,682
185
185
271
10,135
10,153
10,170
10,181
10,173
10,531
10,550
10,032
10,598
1,115,530
1,269,507
1,563,286
1,655,770
1,443,664
4,088,372
4,190,225
280,722
4,947,719
475
546
688
724
611
1,806
1,831
110
2,163
1.59
1.45
1.43
1.39
1.4
2.3
1.31
1.35
6.89
1.31
10,052
10,055
429.833
431.119
185
185
1.74
1.73
112.26
7.09
1.72
2.25
1.46
1.72
1.38
1 52
1
5
5
5
91.9
91.1
85.4
86.0
86.4
4
1
DOUBl
MULTl
ChSP2
SING2
SkSP2
D0UB2
MILST
SkSPl
MULT2
5
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
20
45.1
45.8
48.2
48.7
52.6
60.8
61.2
65.5
61.8
20,291
20,143
19,997
20,049
20,117
19,880
19,944
19,745
20,243
ChSPl
SINGl
5
5
100 10,000 208.798 20.5 79.5
100 10,000 209,856 20.7 79.3
19,959
20.172
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
78,832
79,317
83,524
84,164
88,662
105.291
105,952
110.253
110.459
54.9
54.2
51.8
51.3
47.4
39.2
38.8
34.5
38.2
165
mXj^
1.45
1.41
1.29
1.35
1.33
1.74
1.73
1.75
method fc
DSMH
2
DSMH
1
DOUBl
MULT1
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
5
TC/week TCF TCS defectives detected totalsamp samp/
week
%
%
221
100 10,000 210.602 20.2 79.8 19,806
506,160
10,053
5
100 10,000 211.131 20.6 79.4
20,004
10,052
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
80.6
80.4
82.3
82.3
84.5
88.5
88.5
89.3
90.5
20,087
20,405
19,979
20,130
20,196
20,060
20,004
19,793
19,987
10,131
10,153
10,166
10,203
10,180
10,494
10,536
10,551
10,030
DSMH
2
SkSPl
SINGl
DSMH
1
MULTl
SkSP2
SING2
ChSPl
ChSP2
MILST
DOUBl
D0UB2
MULT2
50
2
10,000 43,102
19.1 80.9
19,920
9,970
12.107
1
50
50
50
2
2
2
10,000 47,379
10,000 48,303
10,000 48,468
80.3 19.7
88.4 11.6
85.4 14.6
20,024
19,821
19,932
10,026
10,042
10,076
286,345
424,066
721,541
109
185
303
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
vc
cf
1.67
DSMH 50
2
ChSPl 50
SINGl 50
DSMH 50
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
221,687
223,043
242,017
247.328
277.971
360.788
368,020
383,202
400,446
19.4
19.6
17.7
17.7
15.5
11.5
11.5
10.7
9.5
506,544
221
1,099.013 475
1.282,908 547
1.575.905 688
1,644,197 723
1,424,170 611
4,150,335 1,807
4,125,771 1,842
4,881,135 2,160
109
284,826
50
50
50
50
50
50
50
50
50
1.66
1.46
1.44
1.4
1.38
2.27
1.34
1.33
1.34
7.15
112.61
7.13
1.76
25
48,509 87.9 12.1
48,950 85.9 14.1
49,048 87.1 12.9
49,252 88.7 11.3
49,273 87.4 12.6
49,339 82.4 17.6
49,533 88.2 11.8
49.812 82.7 17.3
50.919 82.2 17.8
19,994
19,802
19,865
20,201
20,057
19.724
20,034
19,893
20,252
10,146
10.126
10.176
10,048
10,160
10,506
10,123
10,519
10,614
20 10,000 77.663
55.2 44.8
20,247
10,049
20 10,000 78,170
20 10,000 78,417
20 10,000 78,970
54.8 45.2
54.8 45.2
54.6 45.4
20,021
20,007
20,004
10,050
10,044
10,062
46.3
47.1
49.3
49.7
53.4
61.4
62.1
62.6
65.7
20,316
19.972
20.097
20.165
20.102
19.995
19,810
20,357
20,079
10,116
10,169
10,198
10,218
10,149
10,496
10,524
10,600
10,022
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
1,260,317 546
1,414,807 615
1,640,126 723
430,620
185
1,582,648 689
4,144,959 1,828
1,074,257 473
4,109,213 1,806
4,985,186 2,165
442,044
431,647
429,468
579,470
20
20
20
20
20
20
20
20
20
10,000
10,000
10.000
10,000
10,000
10,000
10,000
10,000
10.000
81,679
82,142
84,939
85,668
91,480
107,403
108,630
112,421
113,183
53.7
52.9
50.7
50.3
46.6
38.6
37.9
37.4
34.3
166
1.45
2.24
1.4 •
1.75
1.41
1.33
1.46
1.32
1.33
186
185
185
251
A
1
D0UB1
MULTl
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
ochrs
1,104,122 475
1,229,617 545
1,583,768 689
1,674.536 725
1.430,459 612
4,138.419 1,807
4.129,595 1,833
5,024,740 2,167
282,979
109
1.74
1.74
1.73
1.64
1.46
1.41
1.41
1.4
2.28
1.33
1.35
1.33
7.06
method fc
vc
cf
TC/week TCF TCS defectives detected totalsamp samp/
week
%
%
ChSPl 50 100 10,000 209,919 20.6 79.4 20,136
185
432.366
10,055
DSMH 50 100 10,000 210,016 20.4 79.6 19,985
222
10,068
514.253
1
DSMH 50 100 10,000 211,733 20.5 79.5 20,044
221
510,921
10,053
2
SING1 50 100 10,000 214,646 20.2 79.8 19,987
185
423,948
10,047
DOUBl 50 100 10,000 223,618 19.4 80.6 20,047
10.120 1,087,703 474
MULT1 50 100 10,000 228,578 19.0 81.0 20,042
10.144 1,244.777 545
ChSP2 50 100 10,000 243,444 17.5 82.5 20,035
10.189 1.591.521 689
SING2 50 100 10,000 246,472 17.7 82.3 20,247
10.163 1.676.184 725
SkSP2 50 100 10,000 279,032 15.1 84.9 19,976
10,179 1.432,316 617
D0UB2 50 100 10,000 363.130 11.3 88.7 19,849
10.511 4,095,757 1,806
MILST 50 100 10,000 366.939 11.3 88.7 19,923
10,524 4,149,858 1,831
MULT2 50 100 10,000 384,910 10.7 89.3 19.942
10,598 4,916,781 2.162
109
50
100
10,000
400,218
284,932
SkSPl
9.5 90.5 19.969
10,043
ochrs
1.72
1.66
1.67
1.76
1.42
1.44
1.4
1.38
2.27
1.32
1.33
1.32
7.11
200
2
10,000 49,368
16.9 83.1
20.115
9,973
12,137
1
113.02
200
2
10,000 50,014
24.5 75.5
19,954
10,028
282,791
35
65.61
200
200
200
200
200
200
200
200
200
200
200
2
2
2
2
2
2
2
2
2
2
2
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10.000
77.8
71.2
77.5
78.1
77.4
76.8
75.7
76.9
72.8
73.3
72.5
22.2
28.8
22.5
21.9
22.6
23.2
24.3
23.1
27.2
26.7
27.5
19,923
20,294
20,007
20,187
19,961
20,225
20,074
19,878
19,891
20,207
19,980
10,041
10.027
10.126
10,048
10,159
10,211
10,152
10,187
10,523
10,496
10,553
DSMH 200 20 10.000 84,835
50.2 49.8
19,830
10,057
507.739
221
1.64
2
SINGl 200 20 10.000 85,046
DSMH 200 20 10,000 85.501
50.1 49.9
50.1 49.9
19,817
19,768
10,038
10,067
425.328
537.995
185
237
1.75
1.63
49.4
51.1
51.0
53.5
53.1
56.9
63.8
63.4
68.2
19,973
20,049
20,192
19,801
20,221
20,082
19,970
19,970
19,796
10,042
10,136
10,171
10,180
10,199
10,174
10,496
10,477
10,031
425.208
1.098,062
1,270,130
1,546,494
1,676,809
1,446,424
4,188,133
4,080,212
284,886
185
474
547
687
725
612
1.829
1.804
110
1.73
1.46
1.42
1.4
1.38
2.3
1.33
1.31
7.03
DSMH
2
DSMH
1
SINGl
SkSPl
DOUBl
ChSPl
MULTl
SING2
SkSP2
ChSP2
MILST
D0UB2
MULT2
55,095
55,244
55.359
55.359
55.454
55,563
55,772
56,013
56,744
57,240
57,268
185
427,132
110
285.936
1.091.972 474
435.148
186
1.245,553 546
1.702.631 726
1.441,034 613
1,546,246 687
4,163,345 1.836
4,184,902 1.809
4,907.841 2.162
1.75
7.02
1.46
1.73
1.42
1.39
2.28
1.41
1.35
1.33
1.31
A
1
ChSPl
DOUBl
MULTl
ChSP2
SING2
SkSP2
MILST
D0UB2
SkSPl
200
200
200
200
200
200
200
200
200
20
20
20
20
20
20
20
20
20
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
85,545
87,531
87,935
91,898
92,486
97,150
114.392
114,759
118,199
50.6
48.9
49.0
46.5
46.9
43.1
36.2
36.6
31.8
167
method fc
vc
cf
TC/week TCF TCS defectives detected totalsamp samp/
%
week
%
MULT2 200 20 10.000 119,083 35.0 65.0 20,032
10,611 4,878,665 2,160
DSMH
o
SINGl
ChSPl
DSMH
ochrs
1.33
200 100 10,000 217,438 19.8 80.2
20,007
10,055
510,712
221
1.64
200 100 10.000 218.256 19.9 80.1
200 100 10,000 218,319 19.9 80.1
200 100 10,000 219,005 20.0 80.0
20,052
20,085
20,147
10,041
10,044
10,065
427,892
427,664
509,458
185
185
221
1.73
1.72
1.67
DOUBl
MULTl
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
200
200
200
200
200
200
200
200
200
100
100
100
100
100
100
100
100
100
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
231,160
236,144
251,290
255,360
283.179
369.838
372,590
390,687
406,052
18.7
18.6
17.2
16.4
14.8
11.3
11.1
10.5
9.4
81.3
81.4
82.8
83.6
85.2
88.7
88.9
89.5
90.6
20.098
20.051
20.111
19,704
19,891
20,008
19,952
20,031
19,921
10,126
10,136
10,184
10,192
10,159
10,504
10,511
10,628
10,037
1,096,051 474
1,231,121 545
1,585,279 689
1.641,887 723
1,426,365 614
4,117,617 1,806
4,172,882 1,829
4,946,968 2,164
109
282,258
1.46
1.44
1.4
1.4
2.23
1.32
1.33
1.31
7.05
SkSPl
MULT2
SkSP2
MULTl
D0UB2
ChSPl
DSMH
2
D0UB1
DSMH
1
SING1
MILST
ChSP2
SING2
5
5
5
5
5
5
5
2
2
2
2
2
2
2
50,000
50,000
50,000
50,000
50,000
50,000
50,000
200,286
214.152
215,438
215,798
216,318
217,445
218,082
96.3
96.7
97.7
98.2
97.0
98.3
98.4
3.7
3.3
2.3
1.8
3.0
1.7
1.6
20,005
20,087
20,002
19,956
20,066
19,814
20,158
10,035
10,600
10,151
10,128
10,495
10,043
10,049
283,162
110
4,954,803 2,163
1,434,407 613
1,266,070 546
4,120,405 1,806
423,144
185
353,471
150
7.02
1.32
2.26
1.44
1.31
1.74
1.83
5
5
2
2
50,000 218.339 98.3
50,000 218.842 98.3
1.7
1.7
20,059
19,809
10,138
10.095
1,096,897
824,080
474
365
1.47
1.5
5
5
5
5
2
2
2
2
50,000
50,000
50,000
50,000
98.4 1.6
97.0 3.0
98.1 1.9
98.1 1.9
19,953
20,301
20,059
20,103
10,048
10,528
10,190
10,169
425,798
4,212.703
1.571.092
1.661.512
185
1,833
688
725
1.75
1.32
1.42
1.4
DSMH
5
20 50,000 245.632 86.5 13.5
20,026
10,051
435.317
186
1.73
5
20 50,000 248.463 86.1 13.9
19,989
10,110
834.657
362
1.52
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
13.3
14.3
15.9
13.0
14.6
16.1
18.0
27.4
20,171
20,070
19,884
20,492
19,981
19,812
20,126
19,881
10.043
10,123
10.197
10,052
10.163
10.168
10,163
10,033
185
432.700
1,093,343 474
1,566,322 688
439,479
186
1,232,777 545
1,612,873 722
1,435,211 613
283,129 1 110
1.74
1.46
1.41
1.74
1.41
1.38
2.27
6.98
1
1
2
DSMH
1
SING1
D0UB1
ChSP2
ChSPl
MULTl
SING2
SkSP2
SkSPl
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
219.013
219.216
220.372
220.880
250.414
251,701
253,007
253,599
254,089
257,230
259,639
262,744
86.7
85.7
84.1
87.0
85.4
83.9
82.0
72.6
168
method fc
vc
MULT2
D0UB2
MILST
5
5
5
20 50,000 270,936 74.8 25.2
20 50,000 271,227 76.3 23.7
20 50,000 272,617 76.2 23.8
19,916
19,897
20,075
10,600
10,523
10,573
DSMH
5
100 50,000 380,077 56.1 43.9
20,029
10,093
668,241
287
1.59
SINGl
DSMH
2
ChSPl
D0UB1
MULTl
ChSP2
SING2
SkSP2
D0UB2
MILST
MULT2
SkSPl
5
5
100 50,000 382,004 56.9 43.1
100 50,000 383,334 56.2 43.8
20,212
19,916
10,041
10,051
433,935
506,935
185
221
1.72
1.68
5
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
100
43.6
45.8
45.6
47.9
48.6
52.9
60.7
60.7
62.2
65.2
20,067
19,919
20,129
20,094
19,984
19,913
19,927
20,004
20,064
20,067
10,051
10,120
10,147
10,150
10,196
10,178
10,497
10,496
10,582
10,031
DSMH
2
SkSPl
MILST
MULT2
SkSP2
D0UB2
D0UB1
ChSPl
MULTl
ChSP2
DSMH
50
2
50,000 77,006
54.7 45.3
20,164
9,984
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50.000
50.000
95.3
96.0
95.8
96.8
96.1
97.3
97.4
97.3
97.2
97.4
4.7
4.0
4.2
3.2
3.9
2.7
2.6
2.7
2.8
2.6
19,809
19,905
20,035
20,020
20,164
19,714
19,797
19,964
19,982
19.910
10,035
10.496
10,632
10,162
10.546
10.145
10,041
10,144
10,177
10,099
110
283,448
4,158,962 1.827
4,920,712 2,163
1,445,828 613
4,167,267 1,809
1,065,874 473
419,649
185
1,246,032 545
1,570,798 688
831.465
365
1
SINGl 50
SING2 50
2
2
50,000 223.902 97.5 2.5
50,000 224,154 97.2 2.8
20,150
20,155
10,045
10,202
429,066
1,653,987
185
724
1.76
1.41
50
50
50
50
20
20
20
20
50,000
50,000
50,000
50,000
14.4
14.1
15.3
15.0
19,775
19,930
19,898
19,891
10,038
10,058
10,152
10,025
425,289
429,729
1,252.302
260.280
185
185
546
113
1.72
1.71
1.42
2.02
20 50,000 253,780 83.4 16.6
20 50,000 253.942 85.6 14.4
19,837
20,080
10,189
10,105
1.569,206
815,280
688
355
1.39
1.52
20 50,000 255.041 85.2 14.8
20 50,000 255,783 83.2 16.8
20,211
19,823
10,119
10,184
1,102,486
1,637,827
475
723
1.46
1.37
cf
%
1
samp/
week
4,977,339 2,164
4,088,493 1,805
4,192,257 1,834
TC/week TCF TCS defectives detected totalsamp
%
ochrs
1.33
1.33
1.33
1
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
383,536
392,007
401,142
416,256
419,123
446,322
526.070
532,656
550,107
552,644
198,688
215,345
215,690
215,722
217,337
218,333
220,748
220,795
220,985
221.168
56.4
54.2
54.4
52.1
51.4
47.1
39.3
39.3
37.8
34.8
185
429,109
1,094,543 474
1,246,558 545
1,577,664 689
1.642.941 724
1.425.059 616
4.116,388 1,806
4,146,900 1,825
4,922,489 2,162
109
285,147
12,093
1
1.74
1.47
1.45
1.41
1.36
2.27
1.33
1.35
1.32
7.14
111.84
7.01
1.32
1.31
2.27
1.3
1.47
1.75
1.43
1.41
1.5
A
SINGl
ChSPl
MULT1
DSMH
2
ChSP2 50
DSMH 50
A
1
DOUBl 50
SING2 50
247,780
248,066
250,855
251,292
85.6
85.9
84.7
85.0
169
method fc
vc
Cf
SkSP2
SkSPl
D0UB2
MILST
MULT2
50
50
50
50
50
20
20
20
20
20
50,000
50,000
50,000
50,000
50,000
SINGl
DSMH
1
DSMH
2
ChSPl
DOUBl
MULTl
SING2
ChSP2
SkSP2
D0UB2
MILST
MULT2
SkSPl
50 100 50,000 382.371 56.6 43.4
50 100 50,000 385,047 56.0 44.0
20,187
20,097
10,049
10,079
434.352
654.470
186
282
1.71
1.6
50 100 50,000 385,972 56.0 44.0
19,991
10,046
508,895
221
1.68
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
44.1
45.6
46.5
49.2
48.3
52.6
61.0
61.2
62.1
65.1
19,897
20,079
19,886
19,924
19,998
20.017
19,821
19,876
20,215
20,191
10,044
10,128
10,154
10.197
10.177
10.158
10,489
10,518
10,570
10,038
DSMH
2
DSMH
1
SkSPl
MULT2
SkSP2
ChSPl
MILST
D0UB2
DOUBl
MULTl
SINGl
SING2
ChSP2
200
2
50,000 82,484
50.3 49.7
20,058
9,979
12,154
1
112.06
200
2
50,000 200,400 91.4
8.6
19,893
10,098
784,233
293
5.19
200
200
200
200
200
200
200
200
200
200
200
2
2
2
2
2
2
2
2
2
2
2
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
7.6
7.1
6.1
5.4
6.8
6.8
5.5
5.5
5.4
5.6
5.6
19,991
20,027
19,797
19,817
20,108
19,888
19,828
20,093
19,970
20,159
20,272
10,030
10,568
10,157
10,059
10,546
10,472
10,135
10,157
10,036
10,169
10,151
DSMH
2
SINGl
ChSPl
DOUBl
DSMH
1
MULTl
200 20 50,000 255.076 82.9 17.1
19,877
10,033
262.656
113
1.98
16.3
16.5
17.3
16.6
20,086
19,929
20,080
20,091
10,055
10,046
10,133
10,073
432,472
423,897
1,103,279
739,213
185
185
475
320
1.74
1.74
1.47
1.59
200 20 50,000 263,044 82.6 17.4
19,925
10,154
1,224,878
544
1.43
TC/week TCF
%
260,532 81.0
268,122 72.0
274.395 75.9
275.575 75.9
279.093 74.8
TCS defectives detected
%
19.0 19,958
10.170
28.0 19,892
10.030
24.1 19,953
10.513
24.1 20,085
10.509
25.2 20,107
10.594
totalsamp samp/
week
1,428,652 616
110
282,019
4,091,757 1,805
4,177.993 1,824
4.927.333 2,163
ochrs
2.29
7.02
1.31
1.33
1.3
Cm
200
200
200
200
20
20
20
20
50,000
50,000
50,000
50,000
50,000
50.000
50.000
50.000
50.000
50.000
50,000
50,000
50,000
50,000
387,178
397,945
398,645
418,659
419,742
443.451
528,319
534,207
550,035
555,502
210,373
222,080
222,533
224,203
224,618
224,788
225,582
227,404
227,972
230.768
231.140
257.057
258.383
258,611
260,291
55.9
54.4
53.5
50.8
51.7
47.4
39.0
38.8
37.9
34.9
92.4
92.9
93.9
94.6
93.2
93.2
94.5
94.5
94.6
94.4
94.4
83.7
83.5
82.7
83.4
170
421,250
185
1,089,848 474
1,245,280 545
1,654,122 724
1,556,225 688
1,433,480 611
4,084,832 1,805
4,147,830 1,836
5,011.995 2,166
286,745
109
281.641
110
4.958,558 2,164
1,427,034 619
426,412
185
4,196,945 1,837
4,052,870 1,803
1,077,395 474
1,262,437 546
426,509
185
1,660,624 724
1.597,545 689
1.73
1.45
1.45
1.39
1.4
2.27
1.34
1.35
1.32
7.15
6.98
1.3
2.24
1.74
1.35
1.31
1.43
1.43
1.74
1.38
1.4
method fc
vc
cf
SkSP2
SING2
ChSP2
SkSPl
D0UB2
MILST
MULT2
200
200
200
200
200
200
200
20
20
20
20
20
20
20
50,000
50,000
50,000
50,000
50.000
50.000
50.000
ChSPl
DSMH
2
SINGl
DSMH
11
MULTl
DOUBl
ChSP2
SING2
SkSP2
D0UB2
MILST
SkSPl
MULT2
200 100 50,000 388,761 54.7 45.3
200 100 50,000 389,791 55.1 44.9
19,892
19,942
200 100 50,000 391,264 54.7 45.3
200 100 50,000 391,751 54.8 45.2
200 100
200 100
200 100
200 100
200 100
200 100
200 100
200 100
2001100
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
TC/week TCF
%
263,090 79.0
265,193 81.4
267,104 81.6
274.117 70.6
281,275 74.2
281,404 74.0
285,821 73.0
403.707
408,159
422,074
428,645
454,510
534,972
542,396
557,987
561,582
52.5
53.6
50.9
50.1
46.5
38.5
38.7
33.8
37.5
ochrs
1,443,736
1,649,798
1,540,325
283,351
4,125,060
4,172,071
4,891,787
samp/
week
612
724
687
109
1,807
1,824
2,161
10,059
10,049
428,027
510.197
185
221
1.72
1.66
19,804
20,000
10,063
10,079
421,584
628,829
185
272
1.71
1.62.
19,735
20,120
20,088
19,935
20,070
19,762
19,974
19,723
20,068
10,164
10,129
10,174
10,210
10.166
10.475
10.515
10.039
10,567
TCS defectives detected
%
21.0 19,986
10,177
18.6 20,049
10,203
18.4 19,940
10,171
29.4 20,065
10,026
25.8 20,059
10,529
26.0 20,052
10,529
27.0 20,083
10,640
47.5
46.4
49.1
49.9
53.5
61.5
61.3
66.2
62.5
171
totalsamp
1,231,057 545
1,082,503 474
1,590.116 689
1.637.519 723
1.440,785 615
4.065,261 1.803
4,112,301 1.826
282,648
110
4,872,790 2.160
2.27
1.39
1.39
7.04
1.33
1.34
1.3
1.44
1.45
1.39
1.41
2.32
1.33
1.35
6.96
1.31
APPENDDC E
COMPARISON OF METHODS AT A 6-SIGMA - REOC
DSMH
2
DSMH
11
5
2
TC/week TCF TCS defectives detected
%
%
1.000
443
14.9 85.1
1,614
824
5
2
1,000
455
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
5
5
5
5
5
5
2
2
2
2
2
2
2
2
2
2
2
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
DSMH
1
DSMH
2
SkSPl
SING1
ChSPl
SkSP2
D0UB1
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
20
1,000
5
5
5
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
20
20
20
1,000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
3,098
4,728
4,734
6,892
11,062
12,636
15,870
16,630
17,344
40,631
48,573
DSMH
2
DSMH
1
SkSPl
ChSPl
SINGl
SkSP2
5
100 1,000
7,655
5
100 1,000
7,759
0.9
99.1
1,638
5
5
5
5
100
100
100
100
1,000
1,000
1,000
1,000
14,828
22,614
22,696
33,741
0.5
0.3
0.3
0.2
99.5
99.7
99.7
99.8
1,678
1,694
1,665
1,683
cf
totalsamp
239,834
samp/ ochrs
week
5.66
CM
Cm
1,622
831
549
711
713
938
1,350
1,507
1,829
1,909
1,972
4,303
5,100
11.9
9.1
9.2
7.5
5.1
4.4
3.7
3.7
3.3
1.5
1.3
88.1
90.9
90.8
92.5
94.9
95.6
96.3
96.3
96.7
98.5
98.7
1,626
1,617
1,625
1,715
1,700
1,641
1,644
1,718
1,625
1,695
1,741
834
829
832
839
854
854
853
852
843
887
904
1,748
3.8
96.2
1,637
813
5.42
359,457
CO CO
14.4 85.6
o to
vc
o
method fc
435,431
2,419,868 200
2,413,872 200
3,480,097 280
6,365,656 519
7,101,225 599
8,860,385 759
9,771,113 799
10,069,626 833
24,657,596 1,997
29,530,866 2,396
13.09
1.75
1.73
5.53
1.45
1.48
1.41
1.4
1.38
1.32
1.37
2.78
504,385
41
5
20
1,000
1,783
3.9
96.1
1,672
839
2.3 97.7
1.4 98.6
1.4 98.6
1.0 99.0
0.6 99.4
0.5 99.5
0.4 99.6
0.4 99.6
0.4 99.6
0.2 99.8
0.1 99.9
1,697
1,641
1,650
1,685
1,665
1,658
1,654
1,746
1,628
1,670
1,623
829
835
836
829
839
841
844
829
858
871
905
0.9
1,624
814
99.1
3.03
482.778
40
438.784
36
2,418,069 200
2,386,897 200
3,410,847 281
6,407,875 519
7,232,844 599
8,968,118 759
9,987,445 799
10.051,772 833
24,447,150 1.997
28.890,560 2.396
488,817
13.3
1.75
1.74
5.18
1.44
1.36
1.4
1.34
1.4
1.3
1.29
2.95
40
172
829
832
835
852
832
487,236
440,678
2,415,874
2,353,365
3,370,147
2.9
40
*tVJ
36
200
200
281
13.84
1.75
1.74
5.52
method fc
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
DSMH
1
DSMH
2
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
S1NG2
MILST
D0UB2
MULT2
DSMH
1
DSMH
2
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2:
MULT2
TCS (defectives detected totalsamp samp/
week
%
6,298,114
841
99.9
1,651
519
7,022,367
859
1,646
99.9
599
9,131,826 759
843
1,637
99.9
9,647,668 799
1,621
850
99.9
10,058,745 833
848
1,718
99.9
23,641.938 1,997
864
1,617
100
29.257.238 2,396
896
100
1,623
vc
cf
5
•100
5
5
5
5
5
5
100
100
100
100
100
100
1.000
1.000
1.000
1.000
1.000
1.000
1,000
50
2
1,000
2,250
3.0
97.0
50
2
1,000
2,252
3.0
97.0
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
2,369
2,514
2,517
2,744
3,148
3,308
3,629
3,705
3,781
6,105
6,900
2.8
2.6
2.8
2.4
2.0
2.0
1.9
1.7
1.7
1.0
0.9
97.2
97.4
97.2
97.6
98.0
98.0
98.1
98.3
98.3
99.0
99.1
1.652
1,626
1,683
1,649
1,595
1,647
1,673
1,631
1,644
1,642
1,671
845
829
816
844
845
849
858
842
864
891
893
50
20
1,000
3,516
2.0
98.0
1,683
812
502,961
1,000
3,583
2.0
98.0
1,725
854
487,717
TC/week TCF
%
54,251 0.1
62,283 0.1
78,193 0.1
82,160 0.1
85,693 0.1
202,107 0.0
241,806 0.0
1,676
831
ochrs
1.41
1.37
1.45
1.33
1.46
1.26
1.29
5.84
249,552
20
1.649
837
20
430,890
36
2,459,530 200
2,493,945 200
3,383,912 281
6,138,163 519
7,236.738 599
9.192.773 759
9.853.125 799
9.898,040 834
23.742,529 1,997
28,887,001 2,396
13.46
1.7
1.75
5.54
1.44
1.35
1.31
1.4
1.4
1.28
1.27
2.92
40
50
20
50
50
50
50
50
50
50
50
50
50
50
20 1,000
20 1,000
20 1,000
20 1,000
20 1,000
20 1,000
20 1,000
20 1,000
20 1,000
20 1,000
20 1,000
4,947
6,514
6,550
8,725
12,867
14,471
17,676
18.463
19,174
42,445
50,355
1.3
1.0
1.0
0.8
0.5
0.5
0.4
0.4
0.3
0.2
0.1
98.7
99.0
99.0
99.2
99.5
99.5
99.6
99.6
99.7
99.8
99.9
1,655
1,643
1,656
1,708
1,642
1.642
1,665
1,646
1,612
1.731
1.696
839
824
853
841
834
857
853
850
855
885
861
DSMH 50 100 1,000
1
DSMH 50 100 1,000
2
SkSPl 50 IOC 1,000
SINGl 50 100 1.000
9.514
0.7
99.3
1.664
835
9,530
0.7
99.3
1,631
829
481,813
17,106
24,299
0.4
0.3
99.6
99.7
1,636
1,681
852
822
419,620
2,453,443
173
5.77
241,110
2.95
40
438,638
36
2,479.545 200
2.400.643 200
3.443.806 281
6.304,435 519
7,128,665 599
9,005,830 759
9,626.867 799
9.790.572 834
24.461.461 1,997
30,074,048 2,396
13.3
1.72
1.72
5.31
1.41
1.47
1.43
1.41
1.4
1.32
1.28
2.96
486,691
40
2.91
40
36 13.28
200 1 1-7
method fc
vc
cf
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
DSMH
2
DSMH
1
SkSPl
ChSPl
SING1
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
2
1,000
TC/week TCF
%
24,396 0.3
35,604 0.2
55,990 0.1
64.107 0.1
79.964 0.1
83.971 0.1
87.342 0.1
203.932 0.0
243.608 0.0
8.233
0.8
TCS defectives detected totalsamp sampy
%
week
99.7
1,669
840
2.418,198 200
99.8
1,633
843
3.355,933 281
99.9
1,731
843
6,440,645 519
99.9
1,617
852
7,023,456 599
99.9
1,634
840
9,390,771 759
99.9
1,749
837
10,027,654 799
99.9
1,681
858
10,217,176 833
100
1,642
865
24,177,078 1,997
100
1,690
878
29,891,001 2,396
ochrs
99.2
3.01
1,646
843
485,126
1.75
5.4
1.44
1.47
1.4
1.49
1.38
1.31
1.37
A f\
200
2
1,000
8.235
0.9
99.1
1,720
837
492,821
40
2.9
A f\
200
200
200
200
200
200
200
200
200
200
200
40
451,074
13.5
36
2,398,954 200 1.71
2,376,900 200 1.72
3.347,215 281 5.32
6,147,099 519 1.47
7,361,855 599 1.41
9,173,643 759 1.32
9,662,692 799 1.34
9,815,509 834 1.33
24,067,410 1,997 1.27
28,506,908 2,396 1.26
2
2
2
2
2
2
2
2
2
2
2
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
8.379
8.532
8.534
8,762
9,165
9,323
9,646
9,719
9,792
12.119
12.916
0.8
0.8
0.8
0.8
0.7
0.7
0.7
0.7
0.7
0.6
0.5
99.2
99.2
99.2
99.2
99.3
99.3
99.3
99.3
99.3
99.4
99.5
1,697
1,658
1,666
1,673
1,636
1,689
1,696
1,627
1,640
1,665
1,669
833
843
849
850
854
845
841
847
871
861
891
200 20
1,000
9.564
0.8
99.2
1,735
830
494.407
40
2.97
200 20
1,000
9.602
0.7
99.3
1,634
841
472.214
40
2.93
200
200
200
200
200
200
200
200
200
200
200
1,000
1,000
1,000
1,000
1,000
1.000
1.000
1.000
1.000
1,000
1,000
11.101
12.547
12.571
14.729
18.880
20,456
23,673
24.456
25,141
48,446
56,382
0.6 99.4
0.5 99.5
0.5 99.5
0.5 99.5
0.4 99.6
0.3 99.7
0.3 99.7
0.3 99.7
0.3 99.7
0.1 99.9
0.1 99.9
1,631
1,647
1,608
1,701
1,656
1,720
1,651
1,664
1,654
1,677
1,690
852
836
846
834
851
839
854
832
836
880
878
DSMH 200 100 1,000
2
DSMH 200 100 1,000
1
15,528
0.4
99.6
1,649
823
484,330
40
2.94
15,681
0.4
99.6
1,642
837
477,691
40
2.97
DSMH
2
DSMH
1
SkSPl
ChSPl
SINGl
SkSP2
D0UB1
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
20
20
20
20
20
20
20
20
20
20
20
174
422,249
36 13.38
2.415,672 200 1.66
2,314,704 200 1.73
3,482.980 280
5.4
6,251,123 519 1.37
7,458,253 599 1.42
9,172,601 759 1.46
9,859,351 799 1.39
10,227,345 833 1.42
24,368,253 1,997 1.25
30,052,596 2,396 1.26
TCS defectives detected totalsamp samp/
week
%
36
438,930
99.7
829
1,688
200
2,420,051
857
1,694
99.8
2,334,412 200
842
1,621
99.8
3,440,077 281
840
99.8
1,643
6,414,425 519
837
99.9
1,706
7,224,719 599
857
99.9
1,645
9,093,216 759
846
99.9
1,620
9,720,761 799
833
99.9
1,632
9,729,017 834
862
1,645
99.9
24,173,033 1,997
853
100
1,635
28,562,083 2,396
892
100
1,594
ochrs
method fc
vc
cf
SkSPl
(DhSPI
SINGl
SkSP2
iDOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
200
200
100
100
100
100
100
100
100
100
100
100
100
1,000
1.000
1.000
1.000
1,000
1,000
1,000
1,000
1,000
1,000
1,000
DSMH
2
SkSPl
DSMH
5
2
10,000
1,101
65.5 34.5
1,707
824
244,854
20
6.02
5
5
2
2
10,000
10,000
1,135
1,165
57.4 42.6
57.9 42.1
1,626
1,651
834
824
435,431
1,333,948
36
109
13.09
3.02
1
ChSPl 5
SINGl 5
SkSP2 5
DOUBl 5
MULT1 5
ChSP2 5
SING2 5
MILST 5
D0UB2 5
MULT2 5
2
2
2
2
2
2
2
2
2
2
10,000
10,000
10,000
10,000
10,000
10,000
10.000
10,000
10,000
10,000
1,297
1,330
1,573
1,967
2,134
2,438
2,503
2,555
4,855
5,686
50.2
51.3
44.9
34.9
32.6
27.8
26.6
25.3
12.7
11.5
49.8
48.7
55.1
65.1
67.4
72.2
73.4
74.7
87.3
88.5
1,617
1,676
1,715
1,693
1,711
1,644
1,669
1,625
1,618
1.706
829
846
839
856
837
853
849
843
888
911
2,419,868 200
2,429,398 200
3,480,097 280
6,335,384 519
7,517,876 599
8,860.385 759
9,845,976 799
10,069,626 833
23,633,779 1,997
29,123,558 2,396
TC/week TCF
%
22,354 0.3
30,433 0.2
30,511 0.2
41,509 0.2
62.063 0.1
69,964 0.1
86,009 0.1
89,946 0.1
93,669 0.1
209,888 0.0
249,663 0.0
13.42
1.68
1.73
5.54
1.44
1.35
1.36
1.38
1.36
1.3
1.33
A
1.75
1.75
5.53
1.48
1.4
1.41
1.28
1.38
1.31
1.29
DSMH
2
DSMH
1
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2!
MULT2
5
20 10,000
2,386
27.9 72.1
1.623
839
470,957
40
2.99
5
20 10,000
2.664
24.5 75.5
1.632
834
718,640
59
2.64
5
5
5
5
5
5
5
5
5
5
5
20
20
20
20
20
20
20
20
20
20
20
DSMH
5
100 10,000
10,000 3,808
10,000 5,347
10,000 5,348
10,000 7,493
10,000 11,660
10,000 13,260
10,000 16,456
10,000 17,233
10,000 17,993
10,000 41,218
10,000 49,113
18.6
12.7
12.8
8.7
5.7
5.1
4.0
3.9
3.8
1.5
1.2
81.4
87.3
87.2
91.3
94.3
94.9
96.0
96.1
96.2
98.5
98.8
1.680
1,645
1,670
1,633
1,659
1,654
1,636
1,669
1,670
1,634
1.611
829
828
834
822
840
820
844
838
870
882
882
8,364
8.3
91.7
1,672
836
175
36
430,046
2,404,572 200
2,433,977 200
3,494,045 280
6,346,134 519
7,331,367 599
9,120,074 759
9,878,071 799
9,797,741 834
23,749,764 1,997
29,243,459 2,396
480,243
1 40
13.4
1.74
1.76
5.63
1.48
1.48
1.36
1.35
1.36
1.3
1.37
2.84
method fc
2
DSMH
tfC
cf
TC/week TCF TCS defectives (detected
%
%
5
100 10,000
8,474
8.5
31.5
1,735
818
5
5
5
5
5
5
5
5
5
5
5
'100 -10,000
'100 •10,000
100 10,000
100 10,000
100 10,000
100 10,000
100 10,000
100 10,000
100 10,000
100 10,000
100 10,000
15,024
23,018
23,253
34,222
54,862
62,748
78,654
82.757
86.139
202.616
242,389
4.7
2.8
3.0
1.9
1.2
1.1
0.9
0.9
0.8
0.3
0.3
95.3
97.2
97.0
98.1
98.8
98.9
99.1
99.1
99.2
99.7
99.7
1,696
1,640
1,669
1,645
1,651
1,690
1,685
1,747
1,674
1,659
1,674
814
830
844
835
849
859
835
855
853
876
881
totalsamp
553,290
isamp/ ochrs
week
2.84
43
A
1
SkSPl
S1NG1
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
DSMH
1
DSMH
2
SkSPl
ChSPl
SING1
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
36
449.618
2.475,550 200
2,384,880 200
3.431,776 281
6,350,501 519
7,342,224 599
9,463,417 759
9,989,671 799
10,260,151 833
24,142,531 1,997
29,541,441 2,396
14.01
1.66
1.76
5.43
1.51
1.39
1.34
1.36
1.4
1.27
1.34
50
2
10,000
2,868
23.2 76.8
1,638
831
406,936
33
5.63
50
2
10,000
2,892
24.5 75.5
1,692
830
242,951
20
5.94
50
50
50
50
50
50
50
50
50
50
50
2
2
2
2
2
2
2
2
2
2
2
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
2,989
3,126
3,142
3,342
3,725
3,944
4,272
4,340
4,365
6,692
7,467
23.4
21.6
22.1
20.0
17.2
17.8
16.6
16.1
14.9
9.7
8.5
76.6
78.4
77.9
80.0
82.8
82.2
83.4
83.9
85.1
90.3
91.5
1,694
1,652
1,696
1,649
1,618
1.705
1.731
1.702
1.625
1,679
1,655
831
834
829
834
855
852
850
826
849
885
872
50
20 10,000
4.207
16.1 83.9
1,652
847
475,118
40
2.86
50
20 10,000
4.343
16.6 83.4
1,712
828
580.162
47
2.91
50
50
50
50
50
50
50
50
50
50
20
20
20
20
20
20
20
20
20
20
1,670
1,720
1.661
1,656
1,685
1.622
1,674
1,618
1,712
1,673
851
836
856
831
835
851
839
831
844
866
423,086
36
13.69
DSMH
2
DSMH
1
SkSPl
SING1
ChSPl
SkSP2
DOUB'1
MULTl
ChSPJI
SING2!
MILS!•
DOUB 2
10,000
10.000
lO.OOC1
10,00C1
10,00C)
10,00C)
10,00C)
10,00()
10,00CD
10,00(3
5.741 12.1 87.9
7,168 10.0 90.0
9.5 90.5
7,172
7.3 92.7
9,379
13,492 5.1 94.9
15,060 4.4 95.6
18,237 3.7 96.3
19.034 3.4 96.6.
19.749 3.5 96.£.
43.014 1.5 98.£i
176
36
440,929
2,419,067 200
2,497,207 200
3,420.170 281
6,191,253 519
7,270,788 599
9,419,752 759
9,988,173 799
9,926.830 834
24,360,280 1,997
29,651,148 2,396
2,470,659 200
2,370,718 200
3,400,429 281
6,371,692 519
6,998,493 599
9,471,137 759
9,671,934 799
10,327,260 833
24,655,489 1,997'
13.16
1.75
1.69
5.44
1.41
1.42
1.44
1.35
1.39
1.31
1.28
1.72
1.76
5.53
A O/^
1.39
1.39
A O ^
1.36
1.38
1.4
1.34
A
A
method fc
vc
%
%
MULT2 50
20 10,000
50.940
1.2
98.8
1.635
879
50 100 10,000
10,197
6.7
93.3
1.683
826
527,691
42
2.83
50 100 10,000
10,212
6.7
93.3
1.659
842
479,289
40
2.89
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
S1NG2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
100
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
16,576 4.1
24,875 2.8
24,912 2.8
36,152 1.8
56,736 1.1
64,586 1.1
80.569 0.9
84.602 0.8
87.902 0.8
204.378 0.3
244,208 0.3
95.9
97.2
97.2
98.2
98.9
98.9
99.1
99.2
99.2
99.7
99.7
1.665
1.693
1.697
1.645
1.622
1.721
1.757
1.639
1.708
1,658
1,656
829
824
824
844
859
841
847
862
855
863
890
DSMH
1
DSMH
2
SkSPl
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
2
10,000
92.2
1,656
843
DSMH
2
DSMH
1
SkSPl
SING1
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
DSMH
cf
TC/week TCF TCS defectives detected
1
samp/ ochrs
week
29,018,796 2,396 1.29
totalsamp
1
DSMH
2
8,860
7.8
36
442,440
2,499,564 200
2,476.056 200
3,391,959 281
6,148,183 519
7,386,602 599
9,600,483 759
9,506,476 799
10,394,326 832
24,627,616 1,997
29,323,785 2,396
13
1.73
1.73
5.47
1.47
1.4
1.39
1.37
1.37
1.27
1.32
2.85
502,170
42
200
2
10,000
8,860
7.8
92.2
1,671
844
200
200
200
200
200
200
200
200
200
200
200
2
2
2
2
2
2
2
2
2
2
2
10,000
10,000
10,000
10.000
10.000
10.000
10.000
10,000
10,000
10,000
10,000
9,002
9,150
9.152
9.374
9,799
9,974
10,217
10,329
10,372
12,682
13,470
7.5 92.5
7.5 92.5
7.5 92.5
7.3 92.7
7.2 92.8
7.3 92.7
6.3 93.7
6.5 93.5
6.2 93.8
5.0 95.0
4.6 95.4
1,637
1,649
1,676
1,667
1,684
1,748
1,633
1,663
1,625
1.636
1.633
835
844
852
816
827
817
843
842
860
868
859
200 20 10,000
10,212
6.6
93.4
1.650
846
2.93
40
426,099
36 13.57
1.7
2,349,308 200
2,391,844 200 1.67
3,479,959 280 5.66
6,325,269 519 1.43
7,708,561 599 1.41
9.334,963 759 1.41
9,722,580 799 1.37
9,885,136 834 1.38
24,368,604 1,997 1.29
29,730,454 2,396 1.27
478,164
477,286
3
40
200 20 10,000
200
200
200
200
200
200
200
200
20
20
20
20
20
20
20
20
10,276
10,000 11.572
10,000 13.162
10,000 13.179
10,000 15,426
10,000 19.498
10,000 21.087
10,000 24.251
10,000 25.072
6.5
6.0
5.2
5.3
4.3
3.5
3.2
2.8
2.6
93.5
94.0
94.8
94.7
95.7
96.5
96.8
97.2
97.4
177
1.639
1.670
1,664
1,694
1,648
1,679
1,658
1,686
1,654
851
822
836
839
862
840
839
840
860
3.08
492,149
439,969
2.405.334
2,427,716
3.304.508
6,312.483
7,201,571
9,592,485
9,578,149
42
36
200
200
281
519
599
759
799
13.63
1.67
1.7
5.35
1.48
1.47
1.39
1.38
method fc
vc
Cf
TC/week TCF
%
MILST 200 20 10,000 25,750 2.7
D0UB2 200 20 10,000 49,049 1.3
MULT2 200 20 10,000 56,982 1.1
TCS defectives detected totalsamp samp/
%
week
97.3
1,670
824
10,259.163 833
98.7
1,682
887
24,063,559 1,997
98.9
1,682
888
29.170.789 2,396
ochrs
DSMH
11
DSMH
2
SkSPl
SING1
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
95.9
2.85
200 100 10,000
16,132
4.1
1,656
829
504.650
1.46
1.29
1.31
41
200 100 10.000
16,300
4.2
95.8
1,652
840
200
200
200
200
200
200
200
200
200
200
200
100
100
100
100
100
100
100
100
100
100
100
10.000
10.000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
10,000
22,775
30,917
31,029
42.114
62.752
70.503
86.665
90.590
93.980
210.493
250.286
3.1
2.2
2.2
1.7
1.1
1.0
0.7
0.8
0.7
0.3
0.3
96.9
97.8
97.8
98.3
98.9
99.0
99.3
99.2
99.3
99.7
99.7
1,683
1,682
1,686
1,701
1,691
1,744
1,583
1,675
1,658
1,682
1,667
834
829
837
837
856
837
850
841
846
879
898
DSMH
2
SkSPl
ChSPl
SINGl
SkSP2
DSMH
1
DOUBl
MULTl
ChSP2
MILST
SING2
D0UB2
MULT2
5
2
50,000
3.666
89.6 10.4
1,629
832
242.522
5
5
5
5
5
2
2
2
2
2
50,000
50,000
50,000
50,000
50,000
4.010
4.033
4,161
4,277
4,332
87.8
83.9
84.4
79.9
81.9
12.2
16.1
15.6
20.1
18.1
1,694
1,639
1,685
1,682
1,719
853
841
837
810
839
427.797
2,355,622
2,410.715
3,574,160
3,337,289
5
5
5
5
5
5
5
2
2
2
2
2
2
2
50,000
50,000
50,000
50,000
50,000
50,000
50,000
4,711
4,961
5,101
5,206
5,227
7,551
8,238
72.8
71.0
65.6
63.3
64.8
43.9
38.9
27.2
29.0
34.4
36.7
35.2
56.1
61.1
1,682
1,702
1,674
1,651
1,676
1,714
1,674
847
838
838
867
840
876
872
269
6,320,010 519
1.5
7,347,034 599 1.41
9,486,313 759 1.34
9,915,321 834 1.36
9,853,198 799 1.37
25,240,913 1.997 1.36
29,952,600 2.397 1.3
DSMH
2
SkSPl
DSMH
1
ChSPl
SINGl
SkSP2
D0UB1
MULTl
5
20 50,000
5,081
67.0 33.0
1,670
836
2.94
40
433.464
36 12.74
2.487,032 200 1.67
2,433,596 200 1.77
5.7
3,485.718 280
6,353,097 519 1.48
7,620,326 599 1.41
8,903,598 759 1.34
9,735,470 799 1.41
10,089,082 833 1.36
24,594,372 1.997 1.3
28,619,853 2.396 1.33
470.797
5.81
20
20
20
20
20
50.000
50,000
50,000
50.000
50.000
6,456
6,701
8,019
8,091
10,144
14,346
16,088
53.7 46.3
53.2 46.8
41.8
42.0
32.5
23.2
21.8
58.2
58.0
67.5
76.8
78.2
178
1,682
1,702
1,657
1,652
1,640
1,630
1,714
CO
5
5
5
5
5
20 50,000
20 50,000
O <D
C\J
5
5
200
200
280
490,163
822
831
443,232
1,446,211
844
860
820
846
842
2,423,479
2,328,654
3,486.971
6.120.310
7.447.219
12.6
1.79
1.78
5.53
1.69
2.89
40
36
118
200
200
280
519
599
13.2
2.27
1.69
1.65
5.53
1.48
1.47
TCS defectives detected totalsamp samp/
week
%
9,277.233 759
1,707
859
82.0
10.004,334 799
837
1,652
83.6
10,249,845 833
842
1.662
83.8
23,766,967 1,997
874
92.6
1.648
29,604,419 2,396
915
1.701
93.8
method fc
vc
cf
ChSP2
SING2
MILST
D0UB2
MULT2
5
5
5
5
5
20
20
20
20
20
50,000
50,000
50.000
50,000
50,000
DSMH
2
DSMH
1
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
5
100 50,000
11.131
30.8 69.2
1.670
5
100 50,000
12,740
26.4 73.6
1.664
5
5
5
5
5
5
5
5
5
5
5
100
100
100
100
100
100
100
100
100
100
100
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
17,281
25,987
26,063
36,895
57,635
65,405
81,394
85,520
88,875
205,153
244,964
19.9
13.7
13.3
9.0
6.0
5.1
4.0
4.0
3.8
1.5
1.2
2
50,000
50,000
50,000
DSMH 50
2
SkSPl
DSMH
1
SINGl
ChSPl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
DSMH
2
DSMH
1
SkSPl
SINGl
ChSPl
1SkSP2
TC/week TCF
%
19,263 18.0
19,820 16.4
20,584 16.2
43,826 7.4
51,687 6.2
845
1.38
1.37
1.36
1.37
1.31
2.81
480,706
40
813
2.68
770,833
61
\j 1
450,099
36
2.439,502 200
2,426,493 200
3,420,168 281
6,368,981 519
7,300,631 599
9,101,567 759
9,786,524 799
10,207,576 833
23,401,416 1,997
27,223,436 2,396
80.1
86.3
86.7
91.0
94.0
94.9
96.0
96.0
96.2
98.5
98.8
1.682
1,696
1,683
1,657
1,694
1.652
1.617
1,696
1,669
1,620
1,598
815
828
843
844
840
842
843
853
850
907
905
5,616
61.2 38.8
1,681
833
246,667
5,735
5,768
60.1 39.9
60.3 39.7
1,661
1,698
826
844
433,729
1,072,491
87
2,347,649 200
2,425,038 200
3,473,371 280
6,439,824 519
7,315,381 599
9,019,626 759
9,806,645 799
10,418,478 832
24.397,381 1,997
30,132,264 2,396
50
50
2
2
50
50
50
50
50
50
50
50
50
50
2 50,000
2 50,000
2 50,000
2 50,000
2 50,000
2 50,000
2 50,000
2 50,000
2 50,000
2 50,000
5,864
5,993
6,069
6,643
6,648
6,878
6,888
7,035
9,311
10,111
58.2
59.1
56.1
53.6
51.2
48.2
47.1
47.3
35.1
32.4
41.8
40.9
43.9
46.4
48.8
51.8
52.9
52.7
64.9
67.6
1,649
1,688
1,669
1,717
1,683
1,647
1,628
1,678
1,670
1,696
847
828
826
834
851
859
831
845
871
872
50
20 50,000
7,163
51.2 48.8
1,732
834
50
20 50,000
7,643
44.4 55.6
1.655
843
50
50
50
50
20
20
20
20
8,385
9,804
9,895
12,098
39.1
33.9
34.8
28.2
60.9
66.1
65.2
71.8
1,624
1,644
1.675
1.660
865
838
829
841
50,000
50,000
50,000
50,000
ochrs
179
13.15
1.74
1.78
5.34
1.39
1.39
1.4
1.35
1.41
1.29
1.31
5.71
20
36
12.95
4.75
1.72
1.77
5.27
1.47
1.46
1.35
1.4
1.32
1.29
1.34
2.92
489,602
40
2.54
957,174
415,653
2,420,915
2,455,623
3,374,999
80
36
200
200
281
13.39
1.79
1.73
5.4
method fc
vc
cf
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50
50
50
50
50
50
50
20
20
20
20
20
20
20
50,000
50,000
50,000
50.000
50.000
50,000
50,000
DSMH
2
DSMH
1
SkSPl
ChSPl
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
50 100 50,000
TC/week TCF
%
16,119 20.4
17.732 18.9
21.169 16.9
21.806 15.7
22,250 14.3
45,587 7.1
53,589 6.1
12,921
TCS defectives detected totalsamp samp/
week
%
79.6
6,047,335 519
1,615
849
81.1
7,284,510 599
1,655
842
83.1
8,990,443 759
1,693
846
1,704
9,733,030 799
84.3
868
85.7
10,241,788 833
1,629
844
25,106,776 1,997
92.9
1,679
864
29,132,914 2,396
93.9
1.671
871
26.0 74.0
1.657
853
ochrs
1.48
1.45
1.31
1.35
1.37
1.29
1.21
2.84
478,645
40
50 100 50,000
14,312
23.9 76.1
1,665
827
50
50
50
50
50
50
50
50
50
50
50
100
100
100
100
100
100
100
100
100
100
100
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50.000
19,628
27.555
27,610
39,009
59,364
67,070
83,332
87,317
90.577
207.109
246.771
17.4
12.0
12.0
8.9
5.6
4.6
4.0
3.8
3.8
1.6
1.3
82.6
88.0
88.0
91.1
94.4
95.4
96.0
96.2
96.2
98.4
98.7
1,667
1,665
1,656
1,662
1,622
1,566
1,688
1,666
1,682
1,682
1,651
834
832
836
827
838
848
853
871
831
858
888
DSMH
1
SkSPl
DSMH
2
ChSPl
SINGl
SkSP2
DOUBl
MULTl
MILST
ChSP2
S1NG2
D0UB2
MULT2
200
2
50,000
11,585
29.2 70.8
1,662
838
DSMH
2
DSMH
1
SkSPl
ChSPl
200 20 50,000
28.6 71.4
30.2 69.8
1,637
1,705
817
826
11,766 28.1 71.9
12,004 29.5 70.5
12,273 29.2 70.8
12,455 26.9 73.1
12,555 26.3 73.7
12,930 24.8 75.2
13,008 26.4 73.6
13,080 26.2 73.8
15,370 21.6 78.4
16,122 20.3 79.7
1,654
1,714
1,696
1,645
1,643
1,640
1.698
1,653
1,701
1,669
839
841
854
857
849
870
862
843
856
896
12,895
26.2 73.8
1.643
837
200 20 50,000
13,244
26.1 73.9
1.687
200 20 50,000
200 20 50,000
14,418
15,834
24.1 75.9
21.2 78.8
1.687
1.645
200
200
200
200
200
200
200
200
200
200
200
200
2
2
2
2
2
2
2
2
2
2
2
2
50,000
50,000
50,000
50.000
50.000
50.000
50.000
50,000
50,000
50,000
50,000
50,000
11,651
11,692
2.75
690,063
56
437,021
36
2,518,684 200
2,470,666 200
3,364,841 281
6,129,307 519
6,962,804 599
9,407.163 759
9,497,697 799
10,374,880 832
24,536,809 1.997
28,683,066 2.396
2.76
688,282
440,229
498,099
13.11
1.8
1.73
5.52
1.44
1.43
1.41
1.33
1.42
1.27
1.3
57
36
40
2,462,576 200
2.461,348 200
3,306,185 281
6,097,968 519
7,206,779 599
10,016,582 834
9,241,090 759
9,448,752 799
25.417,748 1,997
28.315,714 2,396
13.83
2.99
1.67
1.8
5.26
1.51
1.39
1.28
1.37
1.39
1.3
1.33
2.86
477.343
40
180
845
852
831
2.82
655.930
431,112
2,426,369
54
36
200
13.15
1.74
method fc
vc
cf
TC/week TCF TCS defectives detected
%
SINGl
SkSP2
DOUBl
MULTl
ChSP2
SING2
MILST
D0UB2
MULT2
200
200
200
200
200
200
200
200
200
20
20
20
20
20
20
20
20
20
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
DSMH 200 100 50,000
2
%
16,015 22.1 77.9
17,985 18.2 81.8
22,296 15.7 84.3
23,858 14.5 85.5
26,851 12.2 87.8
27,905 12.6 87.4
28,554 12.1 87.9
51,647 6.3 93.7
59,542 5.4 94.6
1,694
1,630
1,698
1,695
1,640
1,698
1,687
1,685
1,688
829
826
845
853
835
847
849
877
862
18,905
1.683
823
18.5 81.5
totalsamp samp/
week
2,438,363 200
3.445,080 281
6,344,707 519
7,309,395 599
9,356,327 759
9,699,317 799
10,095,203 833
24,709,109 1,997
30,673,198 2,397
1.73
5.76
1.41
1.43
1.4
1.37
1.38
1.34
1.38
2.92
491,786
40
Cm
DSMH 200
11
SkSPl 200
SINGl 200
ChSPl 200
SkSP2 200
DOUBl 200
MULTl 200
ChSP2 200
SING2 200
MILST 200
D0UB2 200
MULT2 200
ochrs
100 50,000
100
100
100
100
100
100
100
100
100
100
100
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
50,000
19,755
16.8 83.2
25,523 13.9 86.1
33,495 9.5 90.5
33,783 10.1 89.9
44,667 7.6 92.4
65,342 5.1 94.9
73,307 4.7 95.3
89,336 3.8 96.2
93,219 3.5 96.5
96,686 3.3 96.7
213,124 1.5 98.5
252,745 1.3 98.7
181
1,619
1,708
1,623
1,671
1,671
1,675
1,674
1,635
1,637
1,621
1,637
1,680
830
825
843
845
841
848
830
836
850
850
865
868
2.95
580,812
445,694
2,438,285
2,413,572
3,419,468
6,385,284
7,347,550
9,049,175
9,644,711
9,924.954
23,896,044
29,890,767
49
36
200
200
281
519
599
759
799
834
1.997
2,396
13.36
1.68
1.77
5.28
1.4
1.43
1.44
1.36
1.38
1.31
1.25
APPENDIX F
A SAS PROGRAM FOR THE FINE-TUNING OF DSM-HQ, STAGE 1
* SIMULATION PROGRAM - Stage 1;
%let sigma3 = 0.06807;
%let sigma4 = 0.006210;
%let sigmaS = 0.000233;
%let sigma6 = 0.0000034;
%let lotsize = 1000;
%let lotsperday = 8;
%let daysperweek = 5;
%let weeksperyear = 26;
%let years = 1;
%let sampobs = 1 ;
%let allseries =
%eval(&lotsize*&lotsperday*&daysperweek*&weeksperyear) ;
%let numlots = %eval(&allseries/&lotsize);
%let itiaxsamplesize = 10;
* Macro generate creates two arrays. The first array is the Poisson
* is the Os and Is for the appropriate sigma level and the second
* array is the observation number for each of the Os and Is;
%MACRO generate(sigmalevel);
DATA productionphasel;
ARRAY dpl{&numlots} dl - d&numlots; ^defects per lot;
ARRAY next{4} nxl-nx4;
^used to check if next
4 are oc;
ARRAY samptest{&maxsamplesize} stl - st&maxsamplesize;
*sample to
be destructively tested;
ARRAY series{&allseries} si - s&allseries; ^production
series;
ARRAY re_oc{50} reocl - reocSO;
*used to decide if error is random event
or out-of-control;
ARRAY fcost{3} fcl - fc3;
*fixed cost;
fcl = 5; fc2 = 50; fc3 = 200;
ARRAY vcost{3} vcl - vc3;
*variable cost;
vcl = 2; vc2 = 20; vc3 = 100;
ARRAY cfield{3} cfl - cf3;
*cost of finding defect
in the field;
cfl = 1000; cf2 = 10000; cf3 = 50000;
do pp = 1 to 3
do qq = 1 to 3
do rr = 1 to 3
fc = fcost{pp};
vc = vcost{qq};
182
cf = cfield{rr};
do minimumsampling = 1 to 15;
TCperweek = 0;
week for all series;
totaldefectives = 0;
all series;
totaidefeetivesdetected
all series;
totalsamples = 0;
series;
totalweeks = 0;
all series;
totalunits = 0;
produced;
totalrandomevents = 0;
all series;
totaloutofcontrol = 0;
events in all series;
oc_totaldays = 0;
days OC;
oc_number = 0;
the process went OC;
needmoreweeks = 0;
*Total cost per
*Total defectives in
0;
do nn = 1 to 1000;
ro = 0;
oc_point = 0
*Total defectives detected in
*Total samples in all
*Total weeks in
*Total units
*Total random events in
*Total out-of-control
*cumulative number of
*number of times
*out-of-control point in the
series;
*place where sampling method
oc_found = 0
finds out-of-control;
*place where binary search
start_oc = 0
finds out-of-control;
*binary search high;
hi = 0;
*binary search low;
lo = 0;
*number of days the sampling
oc_daystodectect = 0;
method took to detect OC;
*random binary
do jj = 1 to &allseries;
generator according to sigma level;
seriesljj} = RANBIN(32,1,&sigmalevel);
end;
do jj = 1 to 50;
*determines if next error is
OC or RE;
re_oc{jj} = RANBIN{51,1,0.5); *for RE and OC
combined;
re_oc{jj} = 1;
*for only random
events;
re oc{jj} = 0;
*for only out-ofcontrol;
end;
*start of series is 0, avoids out of
si = 0;
range in binary search;
183
defectives = 0;
*number of defectives
produced;
do jj = 1 to &allseries;
if series{jj} > 0 then do;
*if
defective then;
ro = ro + 1;
*for random and oc combined;
ro = 1;
*for random or out of control;
defectives = defectives + 1; ^defective
counter;
if re_oc{ro} = 0 then goto outofcontrol;
end;
end;
outofcontrol: ;
oc_point = jj;
if oc_point < &allseries then do;
do jj = oc_point to &allseries;
seriesijj} = 1;
end;
end;
invalid = 0;
*used when function does not
have an intercept;
intercept = 0;
^intercept which helps
determine samplesize;
startint = 0;
*functions starting
intercept;
endlambda = 0;
*ending lambda in the series;
alpha = 1;
beta = 294117;
lambda = alpha/beta;
randomevents = 0; *number of random events detected
in the series;
outofcontrol = 0; *number of out-of-control events in
the series;
oc_daystodetect = 0;
*number of days to detect the
out-of-control;
samplesize = 0;
*sample size for the
lot(s);
aa = 0
bb = 0
cc = 0
sfc = 0;
SVC = 0;
tsvc = 0;
rfc - 0
rvc = 0,
ofc = 0
ovc = 0,
nd = 0;
m = 0;
orwc = 0;
184
SC = 0;
REC = 0
OCC = 0
TCS = 0
do jj = 1 to 4;
next{jj} = 0;
end;
do jj = 1 to &numlots;
dpHjj} = 0;
end;
% dsmhq;
otherseries: ;
numberoflots = b/&lotsize;
* number of lots
in the series;
totalunits = totalunits + totalseries;
*total
units accumulated;
if oc_found > oc_point then do;
oc_daystodetect = (oc_found oc__point) / (&lotsize * &lotsperday) ;
oc_totaldays = oc_daystodetect +
oc_totaldays;
oc_number = oc_number + 1;
end;
sfc = fc * numberoflots;
* sampling fixed
cost;
rfc = fc * randomevents;
* random event
fixed cost;
rvc = vc * randomevents * 4;
* random event
variable cost;
ofc = fc * outofcontrol;
* out-of-control
fixed cost;
ovc = vc * nd;
* out-of-control
variable cost;
orwc = m*vc/2;
* out-of-control
rework cost;
SC = sfc + tsvc;
* Sampling Cost;
REC = rfc + rvc;
* Total Random
Event Cost;
OCC = ofc + ovc + orwc;
* Total Out-ofcontrol Cost;
TCS = SC + REC + OCC;
* Total Cost of
Sampling;
TCF = (defectives - defectivesdetected) * cf; * Total
Cost of Field;
TC = TCS + TCF;
* Total
Cost;
endlambda = alpha/beta;
TCperweek = TCperweek + TC;
totaldefectives = totaldefectives + defectives;
totaldefectivesdetected = totaldefectivesdetected +
defectivesdetected;
totalrandomevents = totalrandomevents + randomevents;
totaloutofcontrol = totaloutofcontrol + outofcontrol;
185
keep samplesize startint intercept oc_found start_oc
totalseries totalunits oc_daystodetect oc_totaldays oc__number
defectivesdetected TC;
keep minimumsampling invalid alpha beta lambda
endlambda samplesize startint intercept fc vc cf TCS TCF TC defectives
defectivesdetected;
output;
end;
if b > &allseries then needmoreweeks + 1;
totalweeks =
totalunits/(&lotsize*&lotsperday*&daysperweek);
TCperweek = TCperweek/totalweeks;
keep fc vc cf minimumsampling TCperweek totalweeks
totaldefectives totaldefectivesdetected totalsamples totalrandomevents
totaloutofcontrol needmoreweeks;
output;
end;
end;
end;
end;
%mend generate;
* Macro dsmhq performs divisions of the series into lots and calls;
* the Macro sample to sample the lot and the Macro analyzedsmhq to
perform;
* the analysis of the sampling method;
%MACRO
dsmhq;
n = 0;
a = 1;
lot(s) tested;
b = a + &lotsize - 1;
acceptedlots = 0;
rejectedlots = 0;
defectivesdetected = 0;
detected in this lot(s);
ci = fc + 4*vc;
random event;
^beginning of
*end of the lot{s) tested;
*number of defectives
*cost in-house for a
do until (b > &allseries);
do mm = 1 to &maxsamplesize;
samptest{mm} = 0;
end;
xtralots = 0;
aa = vc/(cf-ci);
bb = (fc + (vc^beta))/(cf-ci);
cc = ((fc*beta)/(cf-ci)) - alpha;
if (bb**2) > (4*aa*cc) then do;
intercept = (-bb + SQRT((bb**2)(4*aa*cc)))/(2*aa);
if a = 1 then startint = intercept;
end;
186
else do;
invalid = invalid + 1;
intercept = &maxsamplesize;
end;
if intercept <= 0 then intercept = 0.020; *tests at a
min rate of once/week;
*
days_to_minsampling = b/(&lotsize*&lotsperday);
*
keep intercept totalsamples samplesize fc vc cf alpha
beta defectivesdetected b days_to_minsampling;
*
output;
*
if intercept <= 0 then goto otherseries;
*to determine when
process reached one per week sampling;
samplesize = ceil(intercept);
if intercept >= Smaxsamplesize then samplesize =
&maxsamplesize;
select;
when(minimumsampling = 1) do;
* one/week;
if 0 <= intercept <= 0.025 then xtralots
= 39 * &lotsize;
if 0.025 < intercept <= 0.03125 then
xtralots = 31 * &lotsize;
if 0.03125 < intercept <= 0.0625 then
xtralots = 15 * &lotsize;
if 0.0625 < intercept <= 0,125 then
xtralots = 7 * &lotsize;
if 0.125 < intercept <= 0.25 then
xtralots = 3 * Slotsize;
if 0.25 < intercept <= 0.5 then xtralots
= &lotsize;
if 0.5 < intercept then xtralots = 0;
end;
when(minimumsampling = 2) do;
* one/2 days;
if 0 < intercept <= 0.0625 then xtralots
= 15 * &lotsize;
if 0.0625 < intercept <= 0.125 then
xtralots = 7 * &lotsize;
if 0.125 < intercept <= 0.25 then
xtralots = 3 * &lotsize;
= &lotsize;
if 0.25 < intercept <= 0.5 then xtralots
if 0.5 < intercept then xtralots = 0;
end;
when(minimumsampling = 3) do;
* one/day max;
if 0 < intercept <= 0.125 then xtralots
7 * &lotsize;
187
if 0.125 < intercept <= 0.25 then
xtralots = 3 * Slotsize;
if 0.25 < intercept <= 0.5 then xtralots
= &lotsize;
if 0.5 < intercept then xtralots = 0;
end;
when (minimumsampling = 4) do;
* one/4 lots;
if 0 < intercept <= 0.25 then xtralots =
3 *• &lotsize;
if 0.25 < intercept <= 0.5 then xtralots
= &lotsize;
if 0.5 < intercept then xtralots = 0;
end;
when(minimumsampling = 5 ) do;
* one/2 lots;
if 0 < intercept <= 0.5 then xtralots =
Slotsize;
if 0.5 < intercept then xtralots = 0;
end;
when(minimumsampling = 6) xtralots = 0 ;
* one/lot;
when(minimumsampling = 7) do;
*min 2
samples/lot;
if intercept < 2 then samplesize = 2;
xtralots = 0;
end;
when(minimumsampling = 8 ) do;
*min 3
samples/lot;
if intercept < 3 then samplesize = 3;
xtralots = 0;
end;
when(minimumsampling = 9) do;
*min 4
samples/lot;
if intercept < 4 then samplesize = 4;
xtralots = 0;
end;
when(minimumsampling = 10) do;
*min 5
samples/lot;
if intercept < 5 then samplesize = 5;
xtralots = 0;
end;
when(minimumsampling = 11) do;
*min 6
samples/lot;
if intercept < 6 then samplesize = 6;
xtralots = 0;
188
end;
when (minimumsampling = 12) do;
*min 7
samples/lot;
if intercept < 7 then samplesize = 7;
xtralots = 0;
end;
when(minimumsampling = 13) do;
*min 8
samples/lot;
if intercept < 8 then samplesize = 8;
xtralots = 0;
end;
when (minimumsampling = 14) do;
*min 9
samples/lot;
if intercept < 9 then samplesize = 9;
xtralots = 0;
end;
when(minimumsampling = 15) do;
*min 10
samples/lot;
if intercept < 10 then samplesize = 10;
xtralots = 0;
end;
end;
SVC = vc * samplesize;
^sampling variable
cost;
tsvc = tsvc + svc;
*total sampling
variable cost;
b = b + xtralots;
*end of the lot(s)
tested if there are additional lots;
totalseries = b;
*totalsereis is b if
out-of-control;
%sainple;
*takes a sample from lot(s)
examined from a to b;
% analyzedsmhq;
beta = beta + samplesize;
a = &lotsize + xtralots + a;
b = a + &lotsize - 1;
if &allseries < b then totalseries = &allseries;
end;
%mend dsmhq;
* MACRO sample performs a random sample size
from the start of the lot(s) "a" to the end of the lots "b"
and stores the values on the array samptest;
%MACRO sample;
do i = 1 to samplesize;
sampobs = (floor((b-a+1)*RANUNI(99)+a-l));
if sampobs > &allseries-8 then do; *to avoid out of
range if b>allseries;
i = i-1;
189
goto tryother;
end;
if sampobs <= 8 then do;
*to avoid
out of range in OC/RE search;
i = i-1;
goto tryother;
end;
do k = 1 to samplesize;
if samptest{k} = sampobs then do;
i = i-1;
goto tryother;
*if
item is already part of sample;
end;
end;
samptest{i} = sampobs;
tryother: ;
end;
%mend sample;
* MACRO analyzedsmhq accumulates the number of total samples and
defectives detected;
* if there is a defective, alpha is adjusted and the Macro
determinetype is called;
%MACRO
analyzedszahq;
n = n + 1;
do mm = 1 to samplesize;
totalsamples = totalsamples + 1;
if series{samptest{mm}} > 0 then do;
dpl{n} = dpl{n} + 1;
defectivesdetected = defectivesdetected + 1;
alpha = alpha + 1;
%
determinetype;
end;
end;
if dpl{n} > 0 then rejectedlots = rejectedlots + 1;
else acceptedlots = acceptedlots + 1;
%mend analyzedsmhq;
* MACRO determinetype is used to determine if the defective is a random
event or
an out-of-control situation. If out-of-control the Macro
binarysearch is called;
%MACRO
determinetype;
totalnext = 0;
next{l} = samptest{mm} + 1
next {2} == samptest {mm} + 2
next{3} = samptest{mm} + 4
next{4} = samptest{mm} + 8
totalnext = series{next{1}}
+series{next{2}}
+series{next{3}}
+series{next{4}};
190
if totalnext > 3 then do;
outofcontrol = outofcontrol + 1;
nxtl=series{nxl}
nxt2=series{nx2}
nxt3=series{nx3}
nxt4=series{nx4]
keep randomevents outofcontrol nxl nx2 nx3 nx4 nxtl
nxt2 nxt3 nxt4;
output;
%hlna2:ysearch;
end;
else randomevents = randomevents + 1;
*
nxtl=series{nxl}
nxt2=series{nx2}
*
nxt3=series{nx3}
nxt4=series{nx4]
keep randomevents outofcontrol nxl nx2 nx3 nx4 nxt1
nxt2 nxt3 nxt4;
output;
%mend determinetype;
* MACRO binarysearch starts with oc_found which is the point where the
sampling method
found the out-of-control situation and determines where the OC
began;
%MACRO
binarysearch;
hi = samptest{mm};
oc_found = hi;
lo = 0;
kk = 0;
point = 0;
check_oc = hi;
start_oc = 0;
do until (series{check_oc} < 1 ) ;
check_oc = samptest{mm} - 2**kk;
if check_oc < 1 then check__oc = 1;
kk = kk + 1;
end;
lo = check_oc;
do until (lo > hi);
point = floor((lo+hi) * 0.5);
select;
when(series{point} < 0.5) do;
lo = point + 1;
nd = nd + 1;
end;
when(series{point} >= 0.5) do;
hi = point - 1;
nd = nd + 1;
end;
end;
end;
start_oc = point;
191
m = b - start_oc - nd;
goto otherseries;
%mend binarysearch;
generate(&sigma6) ;
192
APPENDDC G
A SAS PROGRAM FOR COMPARISON OF DSM-HQ WITH EXISTING METHODS,
STAGE 2
* SIMULATION PROGRAM - Stage 2 - Comparison of all Methods;
%let sigma3 = 0.066807;
%let sigma4 = 0.006210;
%let sigmaS = 0.000233;
%let sigma6 = 0.0000034;
%let lotsize = 1000;
%let lotsperday = 8;
%let daysperweek = 5;
%let weeksperyear = 26;
%let years = 1;
%let sampobs = 1;
%let allseries =
%eval(&lotsize*&lotsperday*&daysperweek*&weeksperyear);
%let numlots = %eval(&allseries/&lotsize);
%let maxsamplesize = 10;
%let allsamplesize = 80;
* Macro generate creates two arrays. The first array is the Poisson
* is the Os and Is for the appropriate sigma level and the second
* array is the observation number for each of the Os and Is;
%MACRO generate(sigmalevel);
DATA productionphase2;
REOC = 1 ;
only, 2 for REOC combined;
* 1 for RE
sig = 5;
if ssigmalevel < 0.000100 then sig = 6;
ARRAY dpl{&numlots} dl - d&numlots; ^defects per lot;
ARRAY next{4} nxl-nx4;
*used to check if next
4 are oc;
ARRAY samptest{&allsamplesize} stl - st&allsamplesize;
*sample to
be taken by each method;
ARRAY series{&allseries} si - s&allseries; ^production
series;
ARRAY re_oc{50} reocl - reocSO;
*used to decide if error is random event
or out-of-control;
ARRAY MILSTDhistory{10} MShl - MShlO;
*MILSTD-105
sampling history;
ARRAY fcost{3} fcl - fc3;
193
*fixed cost;
fcl = 5; fc2 = 50; fc3 = 200;
ARRAY vcost{3} vcl - vc3;
^variable cost;
vcl = 2; vc2 = 20; vc3 = 100;
ARRAY cfield{3} cfl - cf3;
*cost of finding defect
in the field;
cfl = 1000; cf2 = 10000; cf3 = 50000;
method = "DSMHl";
do pp = 1 to 3
do rr = 1 to 3
do qq = 1 to 3
fc = fcost{pp};
vc = vcost{rr};
cf = cfield{qq};
do samplingmethod = 1 to 13;
TCperweek = 0;
week for all series;
*Total cost per
TCFperweek = 0
TCSperweek = 0
OCCperweek = 0
orwcperweek = 0;
TCFpercent = 0;
TCSpercent = 0;
totaldefectives = 0;
*Total defectives in
all series;
totaldefectivesdetected = 0;
*Total defectives detected in
all series;
totaldefectivesnotdetected = 0;
totalsamples = 0;
*Total samples in all
series;
totalweeks = 0 ;
*Total weeks in
totalunits = 0;
*Total units
all series;
produced;
totalrandomevents = 0;
*Total random events in
all series;
totaloutofcontrol = 0;
events in all series;
oc_totaldays = 0;
days OC;
oc_number = 0;
the process went OC;
oc_average = 0;
*Total out-of-control
^cumulative number of
*number of times
totalacceptedlots = 0;
totalrejectedlots = 0;
needmoreweeks = 0;
do nn = 1 to 1000;
ro = 0;
194
oc_point = 0;
*out-of-control point in the
series;
oc_found = 0;
*place where sampling method
finds out-of-control;
start_oc = 0;
*place where binary search
finds out-of-control;
^i ~ 0;
*binary search high;
lo = 0;
*binary search low;
oc_daystodectect = 0;
^number of days the sampling
method took to detect OC;
do jj = 1 to &allseries;
*random binary
generator according to sigma level;
series{jj} = RANBIN(32,1,&sigmalevel);
end;
do jj = 1 to 50;
^determines if next error is
OC or RE;
if REOC = 2 then re_oc{jj} = RANBIN(51,1,0.5);
*for RE and OC combined;
if REOC = 1 then re_oc{jj} = 1;
*for random events only;
*
if REOC = 1 then re_oc{jj} = 0;
*for out-of-control only;
end;
si = 0;
*start of series is 0, avoids out of
range in binary search;
defectives = 0 ;
*number of defectives
produced;
do jj = 1 to &allseries;
if series{jj} > 0 then do;
*if
defective then;
if REOC = 2 then ro = ro + 1; *for random
and OC combined;
if REOC = 1 then ro = 1;
*for
random or out of control;
defectives = defectives + 1;
*defective
counter;
if re oc{ro} = 0 then goto outofcontrol;
end;
end;
outofcontrol: ;
oc_point = jj;
if oc_point >= &allseries then needmoreweeks + 1;
if oc_point < &allseries then do;
do jj = oc_point to &allseries;
series{jj} = 1;
end;
end;
invalid = 0;
*used when function does not
have an intercept;
intercept = 0;
determine samplesize;
*intercept which helps
195
startint = 0;
*functions starting
intercept;
randomevents = 0; ^number of random events detected
in the series;
outofcontrol = 0; *number of out-of-control events in
the series;
oc_daystodetect = 0;
*number of days to detect the
out-of-control;
samplesize == 0;
^sample size for the
lot(s);
sfc = 0;
SVC
=
0;
tsvc = 0;
rfc = 0
rvc = 0
ofc = 0
ovc = 0
nd = 0;
m = 0;
orwc = 0;
SC = 0;
REC = 0
OCC = 0
TCS = 0
a = 1;
*beginning
of lot(s) tested;
b = a + &lotsize - 1;
*end of the lot(s)
tested;
acceptedlots = 0;
rejectedlots = 0;
aefectivesdetected = 0;
deteced in this lot(s);
n = 0;
count defects per lot;
ci = fc + 4*vc;
^number of defectives
do jj = 1 to 4;
next{jj} = 0;
end;
do jj = 1 to &numlots;
dpl{jj} = 0;
end;
select;
when(samplingmethod = 1) do;
beta = 15;
method = "DSMHl";
minimumsampling = 1 ;
%RE;andCX:;
% dsmhq;
end;
when(samplingmethod = 2 ) do;
if sig = 5 then beta - 4292;
if sig = 6 then beta = 294117;
minimumsampling = 1;
196
*used to
method = "DSMH2";
%PEandOC;
% dsmhq;
end;
when(samplingmethod = 3 ) do;
method = "SINGl";
samplesize = 5;
%
singlesampling;
end;
when(samplingmethod = 4 ) do;
method = "SING2";
samplesize = 20;
% singrlesamplingr;
end;
when(samplingmethod = 5) d o ;
method = "DOUBl";
samplesize = 13;
%dovhlesampllng;
end;
when(samplingmethod = 6 ) do;
method = "D0UB2";
samplesize = 50;
%
doublesampllng;
end;
when(samplingmethod = 7 ) do;
method = "MULTl";
samplesize = 5;
%inul
tlplesas^llng;
end;
when(samplingmethod = 8 ) do;
method = "MULT2";
samplesize = 20;
%iziul
tlplesampllng;
end;
when(samplingmethod = 9) do;
method = "SkSPl";
samplesize = 5;
i_sksp = 9;
inverse_f_sksp = 5;
%SkSP2;
end;
when(samplingmethod = 10) do;
method = "SkSP2";
samplesize = 20;
i_sksp = 15;
inverse_f_sksp = 2;
%SkSP2;
end;
when(samplingmethod = 11) do;
method = "ChSPl";
samplesize = 5;
%ChSPl;
end;
197
when(samplingmethod = 12) do;
method = "ChSP2";
samplesize = 19;
% ChSPl;
end;
when(samplingmethod = 13) do;
method = "MILST";
samplesize = 5;
%M1LSTD105;
end;
end;
otherseries: ;
numberoflots = b/&lotsize;
* number of lots
in the series;
totalunits = totalunits + totalseries;
*total
units accumulated;
if oc_found > oc_point then do;
oc_daystodetect = (oc_found oc_point)/(&lotsize * &lotsperday);
oc_totaldays = oc_daystodetect +
oc_totaldays;
oc_number = oc_number + 1;
end;
sfc = fc * numberoflots;
* sampling fixed
cost;
rfc = fc * randomevents;
* random event
fixed cost;
rvc = vc * randomevents * 4;
* random event
variable cost;
* out-of-control
ofc = fc * outofcontrol;
fixed cost;
* out-of-control
ovc = vc * nd;
variable cost;
* out-of-control
orwc = m*vc/2;
rework cost;
* Sampling Cost;
SC = sfc + tsvc;
REC = rfc + rvc;
* Total Random
Event Cost;
OCC = ofc + ovc + orwc;
* Total Out-ofcontrol Cost;
TCS = SC + REC + OCC;
* Total Cost of
Sampling;
TCF = (defectives - defectivesdetected) * cf; * Total
Cost of Field;
TC = TCS + TCF;
* Total
Cost;
endlambda = alpha/beta;
TCperweek = TCperweek + TC;
TCFperweek = TCFperweek + TCF;
TCSperweek = TCSperweek + TCS;
orwcperweek = orwcperweek + orwc;
totaldefectives = totaldefectives + defectives;
198
totaldefectivesdetected = totaldefectivesdetected +
defectivesdetected;
totalrandomevents = totalrandomevents + randomevents;
totaloutofcontrol = totaloutofcontrol + outofcontrol;
totalacceptedlots = totalacceptedlots + acceptedlots;
totalrejectedlots = totalrejectedlots + rejectedlots;
keep samplesize startint intercept oc_found start_oc
totalseries totalunits oc_daystodetect oc_totaldays oc_number
defectivesdetected TC;
keep minimumsampling invalid alpha beta lambda
endlambda samplesize startint intercept fc vc cf TCS TCF TC defectives
defectivesdetected;
*
output;
end;
totalweeks =
totalunits/ (&lotsize*&lotsperday*&daysperweek) ;
totaldefectivesnotdetected = totaldefectives totaldefectivesdetected;
TCperweek = TCperweek/totalweeks;
TCFperweek = TCFperweek/totalweeks;
TCSperweek = TCSperweek/totalweeks;
OCCperweek = OCCperweek/totalweeks;
orwcperweek = orwcperweek/totalweeks;
TCFpercent = TCFperweek/TCperweek;
TCSpercent = TCSperweek/TCperweek;
if oc_number > 0 then oc_average = oc_totaldays/oc_number;
keep totalrejectedlots totalacceptedlots samplingmethod
method fc vc cf
TCperweek TCFperweek TCSperweek TCFpercent TCSpercent
OCCperweek orwcperweek
oc_average totalweeks totaldefectives
totaldefectivesdetected totaldefectivesnotdetected
totalsamples totalrandomevents totaloutofcontrol sig
REOC needmoreweeks;
output;
end;
end;
end;
end;
%mend generate;
* Macro dsmhq performs divisions of the series into lots and calls;
* the Macro sample to sample the lot and the Macro analyzedsmhq to
perform;
* the analysis of the sampling method;
%MACRO
dsmhq;
aa = 0;
bb = 0;
cc = 0;
199
endlambda = 0;
*ending lambda in the
series;
alpha = 1;
lambda = alpha/beta;
do until (b > Sallseries);
do mm = 1 to &allsamplesize;
samptest{mm} = 0;
end;
xtralots = 0;
aa = vc/(cf-ci);
bb = (fc + (vc*beta))/(cf-ci);
cc = ((fc*beta)/(cf-ci)) - alpha;
if (bb**2) > (4*aa*cc) then do;
intercept = (-bb + SQRT((bb**2)(4*aa*cc)))/(2*aa);
if a = 1 then startint = intercept;
end;
else do;
invalid = invalid + 1;
intercept = &maxsamplesize;
end;
*
days_to_minsampling = b/(&lotsize*&lotsperday);
*
keep intercept totalsamples samplesize fc vc cf alpha
beta defectivesdetected b days__to__minsampling;
*
output;
*
if intercept <= 0 then goto otherseries;
*to determine when
process reached one per week sampling;
if intercept <= 0 then intercept = 0.020; *tests at a
min rate of once/week;
samplesize = ceil(intercept);
if intercept >- &maxsamplesize then samplesize =
&maxsamplesize;
select;
when(minimumsampling = 1 ) do;
* one/week;
if 0 <= intercept <= 0.025 then xtralots
= 39 * &lotsize;
if 0.025 < intercept <= 0.03125 then
xtralots = 31 * &lotsize;
if 0.03125 < intercept <= 0.0625 then
xtralots = 15 * Slotsize;
if 0.0625 < intercept <= 0.125 then
xtralots = 7 * &lotsize;
if 0.125 < intercept <= 0.25 then
xtralots = 3 * &lotsize;
if 0.25 < intercept <= 0.5 then xtralots
= &lotsize;
if 0.5 < intercept then xtralots = 0;
end;
200
when(minimumsampling = 2) do;
* one/2 days;
if 0 < intercept <= 0.0625 then xtralots
= 15 * &lotsize;
if 0.0625 < intercept <= 0.125 then
xtralots = 7 * &lotsize;
if 0.125 < intercept <= 0.25 then
xtralots = 3 * &lotsize;
if 0.25 < intercept <= 0.5 then xtralots
= &lotsize;
if 0.5 < intercept then xtralots = 0;
end;
when(minimumsampling = 3) do;
* one/day max;
if 0 < intercept <= 0.125 then xtralots =
7 * &lotsize;
if 0.125 < intercept <= 0.25 then
xtralots = 3 * &lotsize;
if 0.25 < intercept <= 0.5 then xtralots
= &lotsize;
if 0.5 < intercept then xtralots = 0;
end;
when(minimumsampling = 4) do;
* one/4 lots;
if 0 < intercept <= 0.25 then xtralots =
3 * Slotsize;
if 0.25 < intercept <= 0.5 then xtralots
= &lotsize;
if 0.5 < intercept then xtralots = 0;
end;
when(minimumsampling = 5 ) do;
* one/2 lots;
if 0 < intercept <= 0.5 then xtralots =
&lotsize;
if 0.5 < intercept then xtralots = 0;
end;
when(minimumsampling = 6) xtralots = 0;
* one/let;
when(minimumsampling = 7) do;
*min 2
samples/lot;
if intercept < 2 then samplesize = 2;
xtralots = 0;
end;
when(minimumsampling = 8 ) do;
*min 3
samples/lot;
if intercept < 3 then samplesize = 3;
xtralots = 0;
end;
when(minimumsampling = 9) do;
*min 4
samples/lot;
if intercept < 4 then samplesize = 4;
xtralots = 0;
end;
201
when(minimumsampling = 10) do;
*min 5
samples/lot;
if intercept < 5 then samplesize = 5;
xtralots = 0;
end;
when(minimumsampling = 11) do;
*min 6
samples/lot;
if intercept < 6 then samplesize = 6;
xtralots = 0;
end;
end;
SVC = vc * samplesize;
^sampling variable
cost;
tsvc = tsvc + svc;
*total sampling
variable cost;
b = b + xtralots;
*end of the lot(s)
tested if there are additional lots;
totalseries = b;
*totalsereis is b if
out-of-control;
%sainple;
*takes a sample
from lot(s) examined from a to b;
%ana2yzemethod;
if dpl{n} > 0 then rejectedlots •= rejectedlots + 1;
else acceptedlots = acceptedlots + 1;
beta = beta + samplesize;
a = &lotsize + xtralots + a;
b = a + &lotsize - 1;
if &allseries < b then totalseries = &allseries;
end;
%mend dsmhq;
* MACRO sample performs a random sample of size "samplesize"
from the start of the lot(s) "a" to the end of the lots "b"
and stores the values on the array samptest;
san^le;
do i = 1 to samplesize;
tryother = 0;
sampobs = (floor((b-a+1)*RANUNI(99)+a-l));
if 8 < sampobs <= &allseries-8 then do;
do k = 1 to samplesize;
if samptest{k} = sampobs then tryother
tryother + 1;
end;
end;
else tryother = tryother + 1;
if tryother = 0 then samptest{i} = sampobs;
else i = i - 1;
end;
%mend sample;
* MACRO analyzedsmhq accumulates the number of total samples and
defectives detected;
* if there is a defective, alpha is adjusted and the Macro
determinetype is called;
%MACRO
202
%MACRO
analyzemethod;
n = n + 1;
do mm = 1 to samplesize;
totalsamples = totalsamples + 1;
if series{samptest{mm}} > 0 then do;
dpl{n} = dpl{n} + 1;
defectivesdetected = defectivesdetected + 1;
alpha = alpha + 1;
% de termine tj^e;
end;
end;
%mend analyzemethod;
* MACRO determinetype is used to determine if the defective is a random
event or
an out-of-control situation. If out-of-control the Macro
binarysearch is called;
%MACRO
determinetype;
totalnext = 0;
next{l} = samptest{mm} + 1
next{2} = samptest{mm} + 2,
next{3} = samptest{mm} + 4
next{4} = samptest{mm} + 8
totalnext = series{next{1}}
+series{next{2}}
+series{next{3}}
+series{next{4}};
if totalnext > 3 then do;
outofcontrol == outofcontrol + 1;
rejectedlots = rejectedlots + 1;
%blnarysearch;
end;
else randomevents = randomevents + 1;
%mend determinetype;
* MACRO binarysearch starts with oc_found which is the point where the
sampling method
found the out-of-control situation and determines where the OC
began;
%MACRO
binarysearch;
hi = samptest{mm};
oc_found = hi;
lo = 0;
kk = 0;
point = 0;
check_oc = hi;
start_oc = 0;
do until (series{check_oc} < 1 ) ;
check_oc = samptest{mm} - 2**kk;
if check oc < 1 then check oc = 1;
203
kk = kk + 1;
end;
lo = check_oc;
do until (lo > hi);
point = floor((lo+hi) * 0.5);
select;
when(series{point} < 0.5) do;
lo = point + 1;
nd = nd + 1;
end;
when(series{point} >= 0.5) do;
hi = point - 1;
nd = nd + 1;
end;
end;
end;
start_oc = point;
m = b - start_oc - nd;
goto otherseries;
%mend binarysearch;
%MACRO REandOC;
if REOC = 2 then do;
if sig = 5 then do; %PE0C_5slgma; end;
if sig = 6 then do; %REOC_6slgma; end;
end;
%mend REandOC;
%MACRO REOC_6slgma;
minimumsampling = 6;
if vc = 2 AND fc < 55 then minimumsampling = 5;
%mend RE0C_6sigma;
%MACRO KE0C_5slgma;
if cf = 1000 then minimumsampling = 10;
else if vc = 2 then minimumsampling = 1;
else if vc = 100 then minimumsampling = 11;
else if fc = 5 then minimumsampling = 10;
else if cf = 50000 then minimumsampling = 8;
else if fc = 50 then minimumsampling = 10;
else if fc = 200 then minimumsampling = 11;
else minimumsampling = 200;
%mend RE0C_5sigma;
%MACRO
slnglesample;
do mm = 1 to &allsamplesize;
samptest{mm} = 0;
end;
svc = vc * samplesize;
tsvc = tsvc + svc;
totalseries = b;
%sample;
% analyzemethod;
%mend slnglesample;
%MACRO single
sampling;
do until (b>&allseries);
%
slnglesample;
204
if dpl{n} < 1 then do;
acceptedlots = acceptedlots + 1;
accepted = 1;
end;
else do;
rejectedlots = rejectedlots + 1;
accepted = 0;
end;
a = &lotsize + a;
b = a •: &lotsize - 1;
if &allseries < b then totalseries = &allseries;
end;
%inend singlesampling;
%MACRO doublesamplingr;
do until (b>&allseries);
% double
sample;
a = &lotsize + a;
b = a + &lotsize - 1;
if &allseries < b then totalseries = &allseries;
end;
%mend doublesampllng;
%MACRO
doublesample;
accepted = 0;
%
slnglesample;
if dpl{n} = 0 then do;
acceptedlots = acceptedlots + 1;
accepted = 1;
end;
else if dpl{n} >= 2 then do;
rejectedlots = rejectedlots + 1;
accepted = 0;
end;
else do;
n = n - 1;
%
slnglesample;
if dpl{n} = 1 then do;
acceptedlots = acceptedlots + 1;
accepted = 1;
end;
else do;
rejedtedlots = rejectedlots + 1;
accepted = 0;
end;
end;
%MACRO
%mend doublesample;
multlplesampllng;
do until (b>&allseries);
^multiple
sample;
a = &lotsize + a;
b = a + &lotsize - 1;
if &allseries < b then totalseries = &allseries;
end;
%mend multiplesampling;
205
%MACRO
multlplesample;
accepted = 0;
%
slnglesample;
if dpl{n} >=2 then do;
rejectedlots = rejectedlots + 1;
accepted = 0;
end;
else do;
n = n - 1;
%
slnglesample;
if dpl{n} >= 2 then do;
rejectedlots = rejectedlots + 1;
accepted = 0;
end;
else do;
n = n - 1;
%
slnglesan^le;
if dpl{n} = 0 then do;
acceptedlots = acceptedlots + 1;
accepted = 1;
end;
else if dpl{n} >== 2 then do;
rejectedlots = rejectedlots + 1;
accepted = 0;
end;
else do;
n = n - 1;
%
slnglesample;
if dpl{n} = 0 then do;
acceptedlots = acceptedlots + 1;
accepted = 1;
end;
else if dpl{n} >= 3 then do;
rejectedlots = rejectedlots + 1;
accepted = 0;
end;
else do;
n = n - 1;
%slnglesaix^le;
i f dpl{n) = 1 then do;
acceptedlots = acceptedlots + 1;
accepted = 1;
end;
else if dpl{n} >= 3 then do;
rejectedlots = rejectedlots + 1;
accepted = 0;
end;
else do;
n = n - 1;
%
slnglesample;
if dpl{n} = 1 then do;
acceptedlots = acceptedlots +
1;
accepted = 1 ;
206
end;
else if dpl{n} >= 3 then do;
rejectedlots = rejectedlots +
1;
accepted = 0;
end;
else do;
n = n - 1;
%
slnglesample;
if dpl{n} = 2 then do;
acceptedlots =
acceptedlots + 1;
accepted = 1;
end;
else do;
rejectedlots =
rejectedlots + 1;
accepted = 0;
end;
end;
end;
end;
end;
end;
end;
%mend multlplesample;
%MACRO
SkSP2;
skiplotcounter = 1;
xtralots = 0;
do until (b>&allseries);
%
slnglesample;
if dpl{n} = 0 then do;
skiplotcounter = skiplotcounter + 1;
acceptedlots = acceptedlots + 1;
end;
else do;
skiplotcounter = 1;
xtralots = 0;
rejectedlots = rejectedlots + 1;
end;
if skiplotcounter >= i_sksp then do;
xtralots = inverse_f_sksp * &lotsize;
acceptedlots = acceptedlots + inverse_f_sksp;
n = n + inverse_f_sksp;
end;
a = &lotsize + xtralots + a;
b = a + &lotsize - 1;
if &allseries < b then totalseries = &allseries;
end;
%mend SkSP2;
%MACRO
ChSPl;
chainlotcounter = 1;
i_chsp = 4;
do until (b>&allseries);
207
%
slnglesample;
if dpl{n} = 0 then do;
chainlotcounter = chainlotcounter + 1;
acceptedlots = acceptedlots + 1;
end;
else if dpl{n} >= 2 then do;
chainlotcounter = 0;
rejectedlots = rejectedlots + 1;
end;
else if chainlotcounter >= i_chsp then do;
chainlotcounter = 0;
acceptedlots ~ acceptedlots + 1;
end;
else do;
chainlinkcounter = 0;
rejectedlots = rejectedlots + 1;
end;
a = &lotsize + a;
b = a + Slotsize - 1;
if sallseries < b then totalseries = &allseries;
end;
%mend ChSPl;
%MACR0 MILSTD105;
level = 2;
do mm = 1 to 10;
MJLSTDhistory{mm} = 0;
end;
do until (b>&allseries) ;
select;
when(level = 2) do; % normalInspection;
end;
when(level = 1) do; %reducedlnspectlon;
end;
when(level = 3) do; % t l g h t e n e d l n s p e c t l o n ; end;
end;
a = &lotsize + a;
b = a + &lotsize - 1;
if &allseries < b then totalseries = &allseries;
end;
%mend MILSTD105;
%MACRO
reducedlnspectlon;
samplesize = 20;
% singles
allele;
if accepted = 0 then level = 2;
%mend reducedinspection;
%MACRO normal Inspect
Ion;
samplesize = 50;
% doublesa
mple;
do ni = 10,9,8,7,6,5,4,3,2;
MILSTDhistory{ni} = MILSTDhistory{ni-l};
end;
MShl = accepted;
normalcounter = 0;
do ni = 1 to 10;
normalcounter = normalcounter + MILSTDhistory{ni};
end;
208
if normalcounter = 10 then level = 1;
normalcounter = 0;
do ni = 1 to 5;
normalcounter = normalcounter + MILSTDhistory{ni};
end;
if normalcounter <= 3 then level = 3;
%mend normalinspection;
%MACR0
tlghtenedlnspectlon;
samplesize = 80;
% doublesample;
do ni = 5,4,3,2;
MILSTDhistory{ni} = MILSTDhistory{ni-l};
end;
MShl = accepted;
tightenedcounter = 0;
do ni = 1 to 5;
tightenedcounter = tightenedcounter + MILSTDhistory{ni};
end;
if tightenedcounter = 5 then level = 2;
%mend tightenedinspection;
%generate(&sigma6);
209