Bauanleitung RD-Jets „Twin Fan 65"

RD
J ets
Building Manual
TwinFan 480
Version 2.0
Twin Spool Engine for Speed 480
Assembly:
Jet tube and ring formers:
Clean up the ring formers carefully ensuring that the inner diameter is not altered. Use 240 grit sandpaper with a block wherever possible.
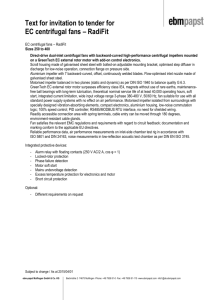
Temporarily join two of the smaller ring formers with tiny drops of thick cyano and drill three
3mm holes at 120° spacing.
NOTE: with the optional carbon formers you’ll have to drill slightly outboard of the centre.
(see diagram)
Now drill two 2mm holes (3mm for optional carbon ring formers) centrally between two of the
3mm holes. (25mm apart)
The 2mm holes are for the conductor rail contacts.
Seperate the two formers and enlarge the 2mm holes to 2.5mm in one former only.
Diagram:
Join the two formers together again, this time using the three 3mm nuts & bolts supplied.
The washers supplied must be placed between the formers producing a small gap.
Now take the jet tube and measure the length. Mark the jet tube 6-8 times around the circumference exactly in the middle.
Slide the two joined formers onto the tube and find your marks through the gap.
Fix the formers using 3-4 spots of thin cyano and recheck the positioning.
Now use thick cyano around the entire circumference of both formers.
At this stage the three nuts must be fixed to the former and the tube using thin cyano and filler material (e.g. glass bubbles, not micro balloons).
Take care not to glue the bolts to the nuts!
Remove bolts and washers.
Identify the larger former and drill two 2mm holes 25mm apart.
NOTE: with the optional carbon formers you will have to sand away part of the washer which protrudesinside the ring formers.
Slide this former onto one end of the tube and place the assembly vertically on a flat surface, align the holes with these in the centre formers.
Weigh the tube down and hold the former flat to the bench. Fix using 4-5 spots of medium cyano.
The remaining former can now be fixed to the other end of the tube in the same way.
IMPORTANT: Ensure that the formers are parallel when viewed from the side of the
assembly i.e. measure the distance between front and rear formers all around the circumference. Any measurable misalignment must be corrected.
When satisfied, glue the two formers all around the circumference with thick cyano.
Using a fine tooth razor saw cut through the gap between the middle formers and cut the tube into two halves.
Clean up the four faces of the tube / formers using 400grit sandpaper very carefully.
Fan / motor assembly:
As supplied the fans appear clean and ready to run. However to ensure best performance they require careful finishing and balancing.
First, clean up the leading and trailing edges of the fan blades using 400grit sandpaper. Be very careful not to alter the shape of these components, take particular care with the delicate trailing edges.
Take one of the supplied fan adaptors and slide onto your motor shaft. Tighten the grubscrews into the adaptor very gently alternating between the two equally until both are engaged onto the shaft. Attach a fan to the fan adaptor.
NOTE: both fans are mounted with the recessed face of the hub closest to the motor.
Secure the fan with the adaptor nut only a little more than fingertight.
Using a 3V power supply, run the motor and observe any inbalance in the fan hub. Hold the motor tightly for this operation and ignore any vibration of the whole fan. Any imbalance of the hub can be corrected by rotating the fan about the adaptor 1/8 th of a turn at a time until the hub runs smoothly. Beware however, the grub screw must not align with any of the fan blades!
Run some thin cyano around the nut /fan joint and around the thread of the adaptor to finally secure the fan.
Repeat this process for the second fan.
Balancing the fans:
To balance the fans, the motors must be run between 0-3V using a variable power supply.
Accelerating from slow to medium RPM whilst holding the motor lightly will highlight any vibration.
The blades should be numbered 1-4 using a felt tipped pen.
Wrap a piece of sellotape or similar 10 mm wide around the blade ( from trailing edge, around leding edge and back to trailing edge ) at the root.
Run the motor again and if the vibration is worse, remove the tape and try the opposite blade. Repeat the procedure for all blades until the best result is obtained. Tip: the same procedure can be applied using additioinal smaller pieces of tape attached to the the outer hub.
When satisfied with the performance, remove a small amount of material from the exact opposite side of the fan, inside the hub, using a small router or similar
NOTE: A slot 3mm diameter by 6mm wide and 2mm deep equates approximately to one wrap of tape on the blade. Remove all of the tape.
Run the fan again and any vibration still present should be removed by repeating the above.
NOTE: At all times maximum care must be taken to ensure your own safety. Never sight the fan throgh the plane of the rotating blades or try to touch them.
To remove the fan again, two 2.5mm holes must be drilled in the hub for access to the grubscrews.
Fitting the motor / fan assembly to the jet tube:
Remove the two condensers (they will be needed again!) and remaining solder from the motor case. Slide the motors into their tubes (in the same orientation! Check the motor terminals. Do not hav e it 180° off) and secure them with 2.6mm x 4mm screws.
NOTE: 4mm thread length max!
Attach the fans to the motors ensuring as close a fit as possible. (typically 0.5mm) Be aware that the endfloat on the armature and shaft must not allow the fan to foul the motor tubes.
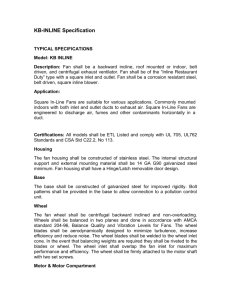
GREAT CARE MUST NOW BE TAKEN TO IDENTIFY AND FIT THE UNITS CORRECTLY :
READ THE FOLLOWING CAREFULLY AND STUDY THE DIAGRAM
THOROUGHLY
Hold the units by the motor tube with the fan closest to you. The fan with the coarser pitch is the front fan. NOTE: both fans turn anti clockwise when viewed this way
Take both halves of the jet tube and place them on a flat surface, centre ring formers face down. Cut a piece of 1mm sheet material (Balsa, Ply, Acetate etc.) ca. 40mm x 40mm and place inside the tube flat on the work surface. Now take respective unit (start with the front unit and use the front tube; identified by the larger ring former) and slide the unit into the tube (fan face down). Rotate the unit until the motor terminals line up with the holes in the ring formers that will eventually take the power rails.
Ensure the jet tube sits flat on the work surface and the fan on the sheet material. The fan can now be centralised visually in the jet tube by viewing from directly above and equalling the tip clearance of the fan blades. Ignore the fact that the unit mounts may have different clearances between them and the inner wall of the jet tube. (Up to 2mm gap is acceptable).
Important: Under no circumstances should the fan be trimmed to allow the motor mounts to fit. If necessary trim the brass motor mount to fit.
When happy with the final position, mark the position of the three unit mounts on the inside of the jet tube. Remove the jet tube from the work surface and abrade the inner tube at the three positions you have marked to provide a key for the glue. (240 grit sandpaper)
The brass unit mounts must also be abraded, but only the outer 5mm on both sides. (120 grit)
Refit the jet tube over the unit, realigning the unit mounts in their original positions and recheck the fan clearance. Check again!
Ensure the jet tube is held down firmly on the work surface and with your spare hand (!) apply one large drop of thick cyano to the outer top of each brass unit mount where it meets the tube. If there is a gap existant, ensure that this is where the cyano is applied. Use an accelerator to harden the cyano. Check now that the cyano has run down at least half the length of the brass strip; add more if necessary. This is only a temporary joint and will allow you to remove the whole unit from the work surface to check that the fan does not foul the tube and is centered correctly. You can now work with the unit in your hand and remove the fan and motor again carefully.
Repeat the process carefully with the rear half of the powerplant.
To achieve the final joint between brass and jet tube you will now have to build a fillet from epoxy resin. Use a type with a pot life of at least one hour.
Mix approx. 20g of resin and stir in an amount of the supplied glass powder. Mix until you achieve the consistency of thick double cream (Marks and Spencers‘).
Now stir in as much of thixotropic agent (supplied) as is needed so that it does not run off a toothpick.
Use this toothpick to build up the fillet on both sides of each brass strip and its adjacent area in the jet tube. When finished the fillet should look like a welded joint 5mm across.
To achieve maximum strength, bake the assembly for 12 - 24 hrs at 40°C max.
When hardened the fillets can be smoothed using a round needle file or equivalent power tool. For best efficiency a concave fillet shape should be produced paying attention to the leading and trailing edges of the brass strip. If desired the fillets can be painted with silver
(spray can) paint to further smoothen the surface.
Installing the power rail:
Divide the two supplied 2mm Gold conductors at the small hole into male and female.
Insert the male parts into the 2mm, the female parts into the 2,5mm holes in the centre ring formers respectively.
NOTE: if you use the optional carbon ring formers you have drilled 3mm holes.
Insert and secure short pieces of plastic tubing 3/2mm into these and enlarge the inner diameter in one former again to 2.5mm. This must be done for electrical insulation, carbon fibre is conductive!
Check the alignment by plugging the units together and join them temporarily with the bolts.
Use medium cyano to secure the contactors in the formers, ensuring no cyano gets into the contactors itself.
Slide the motors into their tubes again, be aware of their polarity (they must be paralleled) and secure them again with their bolts.
NOTE: all following soldering must be done quickly with a sufficient hot and pointed tip so not to heat up and foul the existing soldering joints on the motor tubes.
Now solder four 10 cm long pieces of 1,5mmØ copper wire (from 230V electric cable) from the contactors parallel to the front and rear, bending them overhead the motor terminals and installing corresponding 1.5mmØ holes in the jet tube.
Cut the copper wire to length to the terminals and join by soldering.
Refit the small condensers between each terminal and this time motor tube. The body of the condenser should be hidden from the airstream behind the black plastic shield of the motor.
If desired a 4.7nF condenser can be fitted between the terminals. Some speed controllers run better at part throttle when you add a sufficient diode, the mark of it to the +-terminal.
Solder 2.5mm flexible cable to the power rail to connect the powerplant with your speed controller. Alternate power supply see diagram.
Motor fairings:
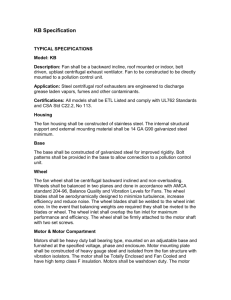
Trim the supplied vacuum formed motor fairings on the very low edge with small curved scissors. They will find their seat on the small recess formed by the black rear plate of the motors to the motor tube. Position the air scoops directly overhead the brushes.
Mark the position of the copper wire on the lower adjoining edge and cut small slits until the whole assemply sits in its position, see photograph. Now you can ream out the tip hole
(labelled RD) and clean it nicely.
Secure the fairings to the motor tubes with short pieces of 10mm wide sellotape wherever they meet, visually ensuring the parts sit straight above the motors and the air scoops are lined up with the brushes. The air flow enters at these scoops and cools the brushes and rear bearing and exits at the center hole. On the front fairing the process works vice versa.
Your powerplant is now finished and ready to run.
Hints for operation:
Every „lo-tech“-motor profits from being run-in. For that let them run on a small voltage
(2-3V) for 24-48 hrs. This makes the brushes settle and therefore reduces the sparking and increases the load bearing ability, thus increasing the life of the motor. If you want to do your motors very good, cool them additionally during this process by the airstream of a small computer fan or similar.
The Speed 480 is not a high performance motor and is loaded in this powerplant to approx. 200%. Therefore a wear of brushes, collector, bearings and magnetism is truly normal and occurs after 30 to 40 flights. When this shows throgh lower aircraft performance the motors have to be changed.
Never run the engine when the intake area is blocked by any object, i.e. by grass or similar after a landing. The fans will be damaged by such small and normally harmless objects due to their high rpm. This will cause a loss of structural integrity. A structural failure may cause serious injuries! Read the safety advices and adhere to them!
Also always check the free rotation of the fans before launch by running up the powerplant a little.
Safety Advice:
Never run the fans out of their tubes with nominal voltage (12V and more)!
A structural failure, i.e. loss of a (or more) blade can cause serious injuries!
Never run a fan with nominal voltage when it is out of balance!
Never run the powerplant when there are loose objects in the intake area (up to 0.5m) i.e. on the workbench. The above mentioned applies.
I can not take any guarantee for my products because the assembly and operation can not be supervised.
Nice to know about the TwinFan:
As you will have noticed during the assembly process, the TwinFan 480 is no mass production item. But neither is the performance. Here are some points:
The fans are not injection moulded but manually produced resin parts with a high amount of glass fibre. This guarantees the least weight with the highest possible strength.
The motor tubes are rolled from zinced steel sheet. This guarantees the best possible heat dissipation in conjunction with the soldered motor tube holders from brass. This increases the life expectancy of the motors and increases their efficiency through lower operating temperatures and improved magnetism.
The jet tube is made from light glassfibre. This gives the least weight with maximum strength.
Thank you very much for the adherence to this building manual and the notice of the safety advices. I wish you a lot of fun and success with your TwinFan .
If there are any problems or questions occurring do not hesitate to contact me or my U.K. agent.
Yours
RD.
RDJets
Ralf Dvořàk
Wellenstr.28
D-53721 Siegburg
GERMANY
Tel./Fax: +49-(0)2241-53241
UK Agent RDJets
Rob Hemmings
16 Cullerne Rd
Stratton
Swindon
Wiltshire
SN3 4HX
U.K.
Tel: +44-(0)1793-832261