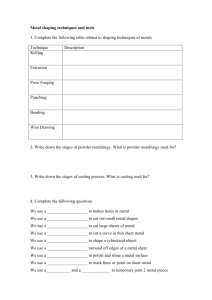
Solidification of pure metals:
advertisement

Solidification of pure metals: 1) Pure metals generally posses: a) Excellent thermal and electrical conductivity. Ex: Al, Cu, etc . b) Higher ductility, higher melting point, lower yield point and tensile strength. c) Better corrosion resistance as compared to alloys. 2) Because of high melting points, pure metals exhibit, certain difficulties in casting: a) Difficulty in pouring. b) Occurrence of severe metal mould reaction. c) Greater tendency towards cracking. d) Produce defective castings. Pure metals melt and solidify at the single temp which may be termed as the freezing point or solidification point, as in he fig the area above the freezing point he metal is liquid and below the freezing point(F.P) the metal is in the solid state. The time vs. temp plot under normal conditions indicates that the liquid meal cools from A to B. This is the liquid shrinkage phase. Here the heat that is liberated is in the form of super heat. From B to C the melt liberates the heat of fusion . But the temp remains constant. The liquid metal starts solidifying at point B and it is partly liquid and partly solid at any point B and C. from C to D the solid metal cools and tends to reach room temperature. If the liquid metal cools rapidly (super cool condition) nucleation of solid doesn’t start at B. but it starts at B'. That is after the liquid metal has super cooled (under cooled) by an amount of δT. This metal solidifies in the form of solid skin and then the liquid metal tends to freeze on to it. The successive layers of molten metal buildup in the form of solid skin. The liquid level in the mould falls because of solidification shrinkage this leads to shrinkage defects and can be compensated by using risers, chills, insulates etc. Nucleation and Grain growth: Nucleation: It is the beginning of phase transformation nucleation may involve. a) Assembly of proper kinds of atoms by diffusion. b) Structural change into one or more unstable intermediate structures. c) Formation of critical size particle (nuclei) of the new phase (solid phase). Nucleation of super cooled grains is governed by two factors. i) Free energy available from solidification process. This depends on the volume of the article formed. ii) Energy required to form a liquid to solid inter phase. This depend s on the surface area of particle. The above explanation represents Homogenous or self nu cleation [occurs in perfect homogenous material (pure metals)] From the fig i) as the temp drops nucleation rate increases. ii) Nucleation rate is max at a point considerable below the melting point. Heterogeneous nucleation occurs when foreign particles are present in the casting which alters the liquid to solid inter phase energy, thus lowering the free energy. This affects the rate of nucleation. Grain/crystal growth: Grain growth may be defined as the increase of nucleases in size. Grain growth follows nucleation during this phase he nuclei grow by addition of atoms. The nuclei reduce there total free energy by continuous growth. From the fig it is seam that the grain growth starts from the mould wall more over since there is a temp gradient growth occurs in a direction opposite to the heat flow. That is towards the center of the melt. Fluidity: Fluidity is the casting material ability to fill the mould cav ity, it consist of two basic factors. a) Characteristics of molten metal. b) Casting parameters. The following characteristics of molten metal influence fluidity i) Viscosity: As viscosity of the liquid metal increases the fluidity of liquid metal decreases, and vice versa. Viscosity relates to thickness of liquid meal. ii) Surface tension: As the surface tension increases the fluidity factor decreases. iii) Inclusions: Inclusions like oil with sand particles increase the viscosity of fluid leading to reduction in fluidity. iv) Heat content of liquid metal: If the heat content of the liquid metal is very high the co-efficient of viscosity decreases leading to increases in fluidity. The following casting parameters influence fluidity. i) Mould design: The design and dimensions of spure, runner, and risers all influence the fluidity factor. ii) Mould material and its surface characteristic: Higher he thermal conductivity of mould rougher the mould wall surfaces, lower will be the fluidity of the molten metal. Mould coated with refractive material will have higher fluidity rate. iii) Rate of pouring: Slower the rate of pouring lower is the fluidity because of the higher rate of cooling of the liquid metal. iv) Heat transfer: In green moulds fluidity rate is low since heat transfer rate is higher than can compare with dry sand moulds. Test for fluidity i) Spiral mould method: In this method the fluidity index is the length of the solidify metal in the spiral passage greater the length of solidifies, greater is the fluidity. The length depends on the thermal properties of the metal and mould as well as the design of channel.